Étude de cas · Contrôle des émissions industrielles
Comment une usine de cuivre électrolytique de la province du Yunnan, produisant 170 m³/jour d'électrolyte de purge de cuivre à l'acide sulfurique, a traité 20 000 Nm³/h de vapeur d'évaporateur chargée de brouillard acide — atteignant un rejet de cheminée invisible, une conformité totale à la norme GB 26132−2010 et zéro eau usée secondaire — en remplaçant le traitement conventionnel des panaches par lavage alcalin par un système d'atténuation des panaches magnétiques en composite de graphène.
Traitement par brouillard acide pour la fusion du cuivre
Réduction des émissions de gaz d'échappement par électrolyse
Suppression non thermique du panache
Capture magnétique par brouillard d'acide sulfurique
01 — Contexte industriel
Fusion du cuivre, électrolyse et défi de la conformité aux normes relatives aux brouillards acides dans le cadre de l'application de la ligne rouge écologique du Yunnan
Le 10 novembre 2020, le gouvernement provincial du Yunnan a publié le Avis sur la mise en œuvre de la gestion du zonage écologique et environnemental « Trois lignes et une liste » (Yunzhengfa [2020] n° 29). Le document a classé 1 164 unités de gestion environnementale écologique du Yunnan en trois catégories — protection prioritaire, gestion clé et gestion générale — et a établi des exigences contraignantes pour : l'application stricte des lois sur la protection de l'environnement écologique, la couverture complète des permis d'émission de polluants de source fixe, le renforcement du contrôle de la pollution des véhicules à moteur, le renforcement de la gestion des risques de pollution des sols et le traitement en profondeur de la pollution industrielle par la remédiation intégrée des entreprises « dispersées, chaotiques et polluantes ».
Dans ce cadre réglementaire, les opérations industrielles de fusion du cuivre dans la province du Yunnan, une importante région productrice de cuivre, font l'objet d'un contrôle renforcé en matière d'émissions atmosphériques, de protection des ressources en eau et de consommation d'énergie par unité de production. Pour les usines d'électrolyse du cuivre en particulier, le principal défi en matière de conformité atmosphérique concerne les brouillards acides générés par le système d'évaporation utilisé pour concentrer l'électrolyte de soutirage. Cet évaporateur produit 20 000 Nm³/h de vapeur à environ 50 °C, transportant de fines gouttelettes de brouillard d'acide sulfurique à une concentration de 100 mg/Nm³, soit bien au-delà de la limite de 50 mg/Nm³ fixée par la norme GB 26132-2010 pour les NOx et de la limite générale de 10 mg/Nm³ pour les particules.
Le traitement conventionnel de ce flux de brouillard acide utilise des laveurs alcalins (solution de NaOH, solution de Ca(OH)₂ ou réactifs alcalins similaires) pour neutraliser l'aérosol d'acide sulfurique. Cependant, cette approche génère d'importants volumes d'eaux usées contaminées (riches en sulfates, avec des teneurs élevées en cuivre, arsenic et métaux lourds provenant du procédé d'électrolyse), engendre des coûts d'approvisionnement continus en réactifs et ne permet généralement pas d'atteindre l'objectif d'« absence de panache blanc visible », car elle n'élimine pas la vapeur d'eau saturée ni les fines particules d'aérosol résiduelles qui sortent du laveur. La technologie d'élimination du panache magnétique a été choisie précisément parce qu'elle élimine les trois composants du panache visible — particules, brouillard acide et vapeur d'eau saturée — sans aucun apport de réactif liquide.
« Le lavage alcalin classique traite le brouillard d’acide sulfurique par neutralisation, mais il ne peut éliminer le panache blanc, car la vapeur d’eau saturée et la fraction d’aérosol submicronique résiduelle qui génère ce panache visible traversent directement le garnissage du laveur. Seule une technologie qui élimine simultanément la phase aérosol permet de résoudre le problème du panache blanc. C’est précisément ce que permet le mécanisme de capture magnétique. »
— Résumé technique d'ingénierie, Projet de réduction des panaches magnétiques de la fusion du cuivre

02 — Profil de pollution
Caractérisation de la vapeur d'évaporation : Concentration de l'électrolyte de purge du cuivre chargé de brouillard d'acide sulfurique
L'installation est une unité de production de cuivre par électrolyse, avec un débit d'évaporation de l'électrolyte de cuivre à base d'acide sulfurique de 170 m³/jour, produisant 20 000 Nm³/h de vapeur d'évaporation. Lors du processus d'évaporation, la vapeur traverse une solution de cuivre dans l'acide sulfurique et est chauffée, ce qui provoque son évaporation. La vapeur est collectée et dirigée vers un réservoir d'eau condensée. L'eau condensée rejetée en haut (contenant environ 1,9 mg/m³ d'acide) respecte les normes nationales de rejet (40 mg/m³) et est rejetée dans l'atmosphère.
Cependant, face au durcissement des normes environnementales et à la volonté de l'entreprise de privilégier le développement durable, un traitement complet a été mis en place pour optimiser le traitement des gaz d'échappement. Les circuits de collecte des brouillards acides et des condensats ont été repensés, et un système de gestion de la vapeur d'eau a été ajouté afin de permettre un traitement plus poussé des gaz de rejet. Les brouillards acides provenant des conduits d'évacuation du réacteur sont collectés par des collecteurs vers une tour de condensation froide pour leur récupération, puis dirigés par un ventilateur à tirage induit vers l'unité MPA pour la purification finale et le rejet.
- Brouillard d'acide sulfurique (polluant primaire) : Le procédé d'électrolyse génère de fines gouttelettes de brouillard d'acide sulfurique entraînées par la vapeur de l'évaporateur. La concentration initiale est de 50 mg/Nm³ à l'entrée de l'unité MPA (après récupération par condensation à froid), la concentration cible en sortie étant ≤ 10 mg/Nm³. Ce brouillard acide est à la fois un polluant soumis à des réglementations et la principale cause de la formation d'un panache blanc visible.
- SO₂ (provenant des brouillards acides) : Concentration initiale : 100 mg/Nm³ ; concentration cible en sortie : ≤ 30 mg/Nm³. Présent à la fois sous forme de SO₂ gazeux et sous forme d’aérosol de sulfate entraîné par le flux de vapeur de l’évaporateur.
- Matières particulaires (PM) : Valeur initiale : 50 mg/Nm³ ; valeur cible en sortie : ≤ 10 mg/Nm³. Comprend les cristaux de sel fins et les gouttelettes d’aérosol provenant de l’évaporateur, en plus de la fraction de brouillard acide.
- Complexité du routage des pipelines de brouillard acide : Le système de réaction à l'acide sulfurique comprend de nombreuses cuves de réaction reliées par de longues canalisations. La modélisation des écoulements gazeux (CFD) est indispensable pour caractériser précisément la distribution des flux avant la finalisation de la conception des conduits. Des registres d'air manuels doivent être installés sur chaque conduite de brouillard acide afin de permettre l'équilibrage et le réglage du débit d'air global.
- Vapeur saturée générant un panache blanc : La vapeur de l'évaporateur est totalement saturée à environ 50 °C. Après son passage dans la tour de condensation froide, le gaz entre dans l'unité MPA à environ 40 °C avec une humidité de 50% et une charge polluante d'entrée mixte de 50 mg/Nm³, produisant un panache blanc dense dans toutes les conditions ambiantes sans élimination active des aérosols.
| Paramètre | Concentration initiale | Point de vente (Conception) | limite réglementaire |
|---|---|---|---|
| NOx | — | ≤50 mg/Nm³ | 50 mg/Nm³ |
| SO₂ | 100 mg/Nm³ | ≤30 mg/Nm³ | 30 mg/Nm³ |
| Matières particulaires (PM) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Brouillard d'acide sulfurique (entrée MPA) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Plume blanche visible | Présent (panache dense de brouillard acide) | Aucun (invisible) | Invisible et sans odeur anormale |
| Volume des gaz de combustion (nominal) | 20 000 Nm³/h | — | — |
| Température des gaz de combustion (sortie de l'évaporateur) | 50°C | — | — |
| Température d'entrée (unité MPa, après condenseur froid) | ≈40°C | — | — |
| Humidité (à l'entrée de l'unité MPA) | 50% | — | — |
| Norme d'émission applicable | GB 26132−2010 Norme d'émission des polluants atmosphériques pour l'industrie de l'acide sulfurique | ||
03 — Exigences d'ingénierie
Critères de conception pour la réduction des panaches magnétiques dans les applications de gaz résiduaires de l'électrolyse du cuivre
Les exigences de conception contraignantes suivantes ont été établies avant la sélection de la technologie, reflétant la composition du brouillard acide, l'environnement de service corrosif, le tracé complexe des canalisations et l'exigence de zéro effluent secondaire de cette application d'électrolyse de la fusion du cuivre.
Technologie éprouvée, normes nationales
Seules les technologies de purification éprouvées sur le terrain et ayant atteint leur maturité commerciale sont acceptables. L'ensemble des équipements, des matériaux auxiliaires et des procédés de fabrication doivent être conformes aux normes nationales. Le système doit permettre une amélioration de 30% à 50% par rapport à la situation de référence existante, grâce à des techniques de réduction des émissions validées et applicables à la capture des brouillards d'acide sulfurique.
Tolérance de charge 10%–110%
Le système doit assurer une purification stable et une suppression efficace des panaches lorsque le volume des gaz de combustion varie entre 101 TP3T et 1101 TP3T de sa capacité nominale. Les taux d'évaporation de l'unité d'électrolyse varient en fonction du débit de production de cuivre cathodique et de la composition de l'électrolyte, ce qui exige une large plage de fonctionnement.
résistance à la corrosion par brouillard d'acide sulfurique
Tous les composants en contact avec le jet de brouillard d'acide sulfurique doivent intégrer une protection anticorrosion certifiée. La couche absorbante en composite de graphène assure la résistance à l'acide requise pour un contact prolongé avec un aérosol d'acide sulfurique à une concentration de 50 mg/Nm³ et la stabilité thermique nécessaire au lavage à contre-courant régénérateur périodique.
Zéro pollution secondaire — Aucun réactif alcalin
La technologie choisie ne doit pas utiliser de réactifs alcalins (solution de NaOH, Ca(OH)₂ ou équivalent) et ne doit pas générer d'effluents d'eaux usées ni de réactifs usés. Cette exigence exclut explicitement le lavage alcalin conventionnel, car les eaux usées sulfatées qui en résultent ne peuvent être rejetées dans le réseau d'assainissement existant sans traitement supplémentaire.
efficacité énergétique
Le choix des équipements doit minimiser les coûts d'investissement et d'exploitation. La conception doit intégrer des technologies et des dispositifs d'économie d'énergie afin de réduire les coûts d'exploitation. Tous les équipements principaux doivent provenir de fabricants certifiés au niveau national et disposant de chaînes d'approvisionnement locales bien établies.
Conformité au bruit
Le niveau sonore des équipements ne doit pas dépasser 85 dB(A) à 1 m, conformément aux limites de la norme GB 12348−2008, classe II. L'usine de fusion du cuivre est soumise aux mêmes obligations en matière de bruit pour les riverains que toutes les autres activités industrielles, dans le cadre réglementaire des « Trois lignes et une liste » du Yunnan.
Conception du champ d'écoulement d'un pipeline de brouillard acide
Le système de réacteurs à acide sulfurique comprend de nombreuses cuves reliées par de longues canalisations. Une modélisation numérique des écoulements gazeux (CFD) est indispensable avant la finalisation de la conception des conduits. Des registres d'air manuels doivent être installés sur chaque conduite de brouillard acide afin d'assurer l'équilibrage global du flux d'air et de compenser les asymétries de distribution dans le vaste réseau de canalisations.
Modulaire et évolutif
La conception modulaire doit permettre de respecter les limites d'émissions de plus en plus strictes sur une période de 3 à 5 ans, conformément au renforcement du cadre de protection écologique du Yunnan. Les technologies de pointe doivent simultanément traiter les co-émissions gazeuses résiduelles, afin de permettre à l'installation d'atteindre une classification à très faibles émissions sans nécessiter un remplacement complet du système.
04 — Solution de traitement
Configuration du système de réduction du panache magnétique pour les gaz résiduaires de l'électrolyse du cuivre
Réduction des panaches magnétiques (MPA) — également connue sous le nom de purification magnétique des fumées, capture de brouillard d'acide sulfurique en phase sèche, suppression non thermique du panache, ou élimination des brouillards acides par champ magnétique Ce système élimine le panache blanc visible en séparant simultanément les fines particules, les aérosols de brouillard acide et la vapeur d'eau saturée du flux de vapeur de l'évaporateur. Le générateur BLEMG-1KA crée un gradient de champ magnétique contrôlé qui provoque la migration des molécules paramagnétiques et des particules d'aérosol chargées — notamment les gouttelettes de brouillard d'acide sulfurique et les fines particules de cristallites de sel spécifiques aux gaz résiduaires de l'électrolyse du cuivre — vers la couche absorbante en composite de graphène, rendant ainsi le gaz sortant véritablement invisible.
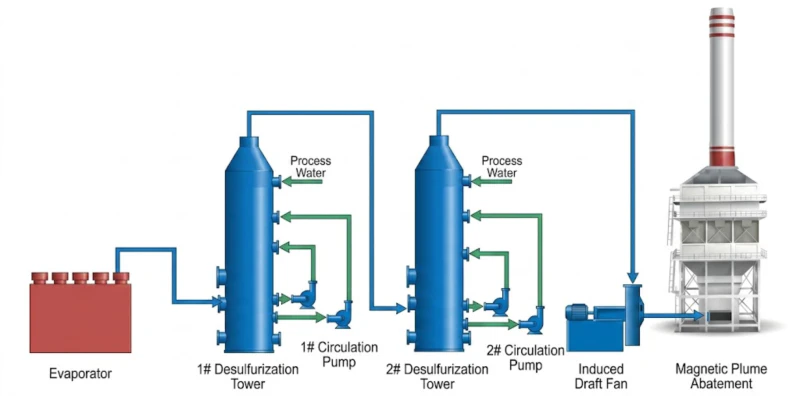
Le traitement débute par la collecte des brouillards acides provenant des évents du réacteur via un collecteur multibranches. Le gaz collecté traverse une tour de condensation à froid où le condensat des brouillards acides est récupéré. Le gaz prétraité entre ensuite dans l'unité MPA par tirage induit pour une purification finale poussée, avant d'être rejeté par la cheminée. Cette approche en deux étapes – récupération par condensation à froid suivie d'une purification par MPA – permet d'atteindre à la fois les objectifs de conformité réglementaire et une récupération maximale des brouillards acides en vue de leur réutilisation potentielle dans le procédé.
Flux de procédé : Cuves de réaction → Condenseur froid → Unité MPA → Cheminée
Évents des vaisseaux
En-tête
Tour
Draft Fan
(BLCNXB-2W)
Empiler
Configuration du système et principaux paramètres techniques
L'unité BLCNXB-2W utilise un tour-externe, entrée par le bas / évacuation par le haut configuration. Avec ses dimensions de 3,6×3,6×13,2 m, son empreinte carrée compacte est parfaitement adaptée à une installation dans les espaces restreints disponibles entre l'infrastructure existante des cellules d'électrolyse et la tour de condensation à froid.
| Paramètre | Spécification |
|---|---|
| Modèle d'unité | BLCNXB-2W |
| Type de mise en page | Module autonome externe à la tour |
| Orientation du flux d'air | Entrée par le bas, échappement par le haut |
| Efficacité de purification | ≥97% |
| Concentration de polluants mixtes à l'entrée | 50 mg/Nm³ |
| Concentration de polluants mixtes à la sortie | ≤10 mg/Nm³ |
| Résistance du système | 250 Pa |
| Volume des gaz de combustion traités | 20 000 Nm³/h |
| Température des gaz de combustion à l'entrée (unité MPa) | ≈40°C |
| Matériau de la couche absorbante | Composite de graphène |
| Dimensions de l'équipement (L×l×H) | 3,6 m × 3,6 m × 13,2 m |
| Modèle de générateur d'énergie magnétique | BLEMG-1KA |
| Puissance de fonctionnement | 15 kW |
| Jours d'exploitation annuels | 300 jours/an |
| Coût annuel de l'électricité | Environ 43 200 RMB/an |
| Norme d'émission applicable | Norme d'émission de l'industrie de l'acide sulfurique GB 26132-2010 |

05 — Principaux avantages
Pourquoi la réduction des panaches magnétiques est plus efficace que le lavage alcalin pour le traitement des brouillards acides lors de la fusion du cuivre
- ✓
Zéro réactif alcalin — Zéro eau usée secondaire — l’élément différenciateur décisif : Le lavage conventionnel des brouillards d'acide sulfurique par NaOH ou Ca(OH)₂ génère des eaux usées riches en sulfates, chargées de cuivre, d'arsenic, de cadmium et d'autres métaux lourds issus de l'électrolyse. Ces eaux usées ne peuvent être simplement rejetées et nécessitent un traitement supplémentaire ou leur réintégration dans le procédé, ce qui engendre des coûts supplémentaires et une complexité opérationnelle accrue. Le procédé à sec MPA, quant à lui, n'utilise aucun réactif liquide et ne génère aucune eau usée en continu, éliminant ainsi totalement ce problème de pollution secondaire. Ce critère a été déterminant dans le choix de cette technologie. - ✓
Élimination complète des panaches blancs là où le nettoyage alcalin est inefficace : Même si l'épuration alcaline classique réduit la concentration de brouillard d'acide sulfurique en dessous des limites réglementaires, la vapeur d'eau saturée et la fraction d'aérosols submicroniques résiduels qui traversent le garnissage de l'épurateur continuent de générer un panache blanc ou gris visible à la cheminée. Le système MPA capture simultanément les particules, le brouillard acide et la phase de vapeur d'eau saturée, rendant ainsi les gaz d'échappement véritablement invisibles. C'est là la différence fondamentale de mécanisme physique entre les deux technologies. - ✓
Énergie spécifique ultra-faible — 15 kW pour 20 000 Nm³/h : Avec une consommation de 0,75 W par Nm³/h, le BLCNXB-2W présente une consommation énergétique spécifique inférieure à celle de toute autre solution de lavage alcalin, de précipitation électrostatique ou de réchauffage des gaz. Le coût annuel d'électricité, à 0,4 RMB/kWh pour 300 jours de fonctionnement, est d'environ 43 200 RMB, soit l'un des coûts d'exploitation annuels les plus bas pour une installation MPA commerciale, quelle que soit sa taille, dans le secteur de la fusion du cuivre. - ✓
La pré-étape de condensation à froid récupère les brouillards acides pour les réutiliser tout en réduisant la charge en MPA : La tour de condensation à froid installée en amont de l'unité MPA récupère une fraction importante du brouillard acide sous forme de condensat liquide, lequel peut être réinjecté dans le procédé. Ce procédé réduit simultanément la charge polluante à l'entrée de la couche absorbante MPA (prolongeant ainsi sa durée de vie) et valorise l'acide pour sa réutilisation, évitant son traitement comme déchet. Cette approche en deux étapes – récupération par condensation à froid et polissage par MPA – constitue la configuration optimale pour les flux de brouillard acide issus de la fusion du cuivre. - ✓
Installation compacte au sol (3,6 × 3,6 × 13,2 m) dans les espaces restreints des halls d'électrolyse : Les installations d'électrolyse du cuivre présentent généralement une forte densité d'équipements, avec un espace au sol limité entre les rangées de cellules, les redresseurs et les systèmes de gestion de l'acide. Grâce à son encombrement minimal de 13 m², le BLCNXB-2W peut être installé dans des espaces inaccessibles aux systèmes classiques de lavage alcalin, tels que la cuve de lavage, la pompe et le stockage des réactifs. - ✓
Positionnement proactif dans le cadre de l'application de la ligne rouge écologique du Yunnan : Le cadre réglementaire « Trois lignes et une liste » du Yunnan instaure un durcissement progressif de la réglementation sur plusieurs années pour les fonderies de cuivre. Grâce à l'installation de la technologie MPA, qui dépasse déjà les limites d'émissions actuelles, l'usine s'est constituée une marge de sécurité en matière de conformité, réduisant ainsi la probabilité de devoir investir davantage en réponse à de futures révisions des normes. Sa conception modulaire permet également d'accroître sa capacité si la réglementation l'exige.
Comparaison technologique : MPA vs. alternatives conventionnelles pour le brouillard acide lors de la fusion du cuivre
| Critère | Réduction des panaches magnétiques | Nettoyage à l'alcali (NaOH) | GGH + Dilution |
|---|---|---|---|
| Élimination des panaches blancs | Complet (invisible) | Non (la brume persiste) | Partiel |
| réactif alcalin requis | Aucun | Oui (coût continu du NaOH) | Aucun |
| Eaux usées secondaires contenant des métaux lourds | Aucun | Volume élevé (sulfate + Cu, As) | Aucun |
| efficacité d'élimination des brouillards d'acide sulfurique | ≥97% | ≈85–90% | N/A (pas de suppression) |
| Puissance de fonctionnement (kW) | 15 kW | 40–80 kW (pompes + ventilateurs) | 60–120 kW |
| Empreinte de l'équipement | 13 m² (3,6 × 3,6 m) | Grand (cuve + pompe + réservoir) | Moyen |
| potentiel de récupération d'acide | Oui (condenseur froid en amont) | Non (neutralisé en tant que déchet) | Partiel |
06 — Résultats opérationnels
Mise en service réussie dès la première tentative et performances de la pile vérifiées
L'unité de réduction des panaches magnétiques a été mise en service avec succès dès sa première tentative. Toutes les données de fonctionnement et les performances d'élimination des panaches ont atteint les objectifs fixés dès le démarrage. Les gaz d'échappement de la cheminée sont devenus totalement invisibles dans toutes les conditions normales de fonctionnement, confirmant ainsi l'élimination complète du panache blanc de brouillard acide qui était auparavant visible au-dessus de l'usine de fusion du cuivre, quelles que soient les conditions atmosphériques.

07 — Précautions d'implémentation
Considérations d'ingénierie critiques pour les applications de brouillard acide dans l'électrolyse du cuivre
- ⚠️
De nombreuses cuves de réaction à brouillard acide comportant de longs tronçons de tuyauterie nécessitent une simulation du champ d'écoulement des gaz avant la conception des conduits : Dans une usine de cuivre, le système d'électrolyse et d'évaporation de l'acide sulfurique comprend généralement plusieurs cuves de réaction, réservoirs d'évaporation et points de collecte répartis sur une vaste surface. Les longs tronçons de tuyauterie reliant les points de collecte à l'unité MPA créent une distribution asymétrique des flux : les cuves les plus proches du ventilateur d'extraction reçoivent un débit d'air disproportionné, tandis que les cuves plus éloignées ne bénéficient pas d'une extraction suffisante. Ce problème doit être diagnostiqué et corrigé par modélisation CFD du champ d'écoulement des gaz avant le dimensionnement définitif des conduits, et des registres manuels doivent être installés sur chaque ligne de dérivation pour assurer l'équilibrage. Les installations qui négligent cette étape constatent fréquemment, après la mise en service, que les cuves de réaction (30–50%) présentent une extraction insuffisante et continuent d'émettre des brouillards acides dans l'environnement de travail. - ⚠️
Le lavage alcalin conventionnel génère des eaux usées sulfatées contenant du cuivre, de l'arsenic et des métaux lourds qui ne peuvent pas être simplement rejetées : Si une future mise à niveau ou un plan de contingence prévoit l'ajout d'une étape de lavage alcalin en amont ou en aval de l'unité MPA, les eaux usées résultantes contiennent non seulement du sulfate de sodium ou du sulfate de calcium, mais aussi du cuivre, de l'arsenic et du cadmium provenant de l'électrolyte d'électrolyse. Ces eaux usées sont alors classées comme déchets potentiellement dangereux et non comme eaux usées industrielles classiques, nécessitant un traitement spécialisé ou leur réintégration au procédé. C'est précisément la raison pour laquelle la technologie MPA sèche a été retenue pour cette application, et tout écart par rapport au principe de conception sans réactifs doit faire l'objet d'une évaluation complète de sa classification en matière de déchets dangereux. - ⚠️
Le condensat d'acide sulfurique provenant de l'absorbeur MPA doit être géré comme un flux d'acide contrôlé par le procédé : Le condensat recueilli par la couche absorbante BLCNXB-2W contient de l'acide sulfurique dilué. Contrairement au condensat issu des applications pharmaceutiques ou de fusion, ce condensat peut être réutilisé directement comme acide de retour pour le bain d'électrolyse. Avant de finaliser la méthode d'élimination du condensat, il convient d'effectuer une analyse en laboratoire du pH, de la teneur en cuivre, de la teneur en arsenic et d'autres paramètres pertinents pour l'électrolyse. Si la qualité est conforme, le condensat peut être directement réinjecté dans le système de gestion des acides plutôt que traité comme un déchet. - ⚠️
Les performances de la tour de condensation à froid doivent être validées avant de finaliser la charge d'entrée MPA : La tour de condensation froide élimine une fraction importante du brouillard acide sous forme de condensat liquide avant que le gaz n'entre dans l'unité MPA. La spécification d'entrée de l'unité MPA (50 mg/Nm³ de charge polluante mixte) est basée sur la composition du gaz après condensation froide, et non sur celle de la vapeur brute de l'évaporateur. En cas de dysfonctionnement de la tour de condensation froide (débit d'eau de refroidissement insuffisant, encrassement des surfaces de condensation ou température ambiante élevée), la charge réelle à l'entrée de l'unité MPA dépassera la spécification de conception. Il est donc essentiel de surveiller séparément la concentration à la sortie de la tour de condensation froide et de s'assurer que la conception de l'unité MPA prévoit une marge de concentration 20% supérieure à la charge maximale attendue après condensation. - ⚠️
La variation du taux de production par électrolyse influe directement sur le volume de gaz d'évaporation et la concentration du brouillard acide : La production d'une usine d'électrolyse du cuivre varie en fonction des tarifs d'électricité, de la demande en cathodes et des opérations de maintenance planifiées des cellules. Ces variations de production entraînent des modifications du volume d'électrolyte de purge, du taux d'évaporation et, par conséquent, du volume de gaz et de la concentration de brouillard acide entrant dans le système MPA. Le système de contrôle BLEMG-1KA ajuste automatiquement l'intensité du champ magnétique, mais l'équilibrage manuel du registre, établi lors de la mise en service, est calibré pour un point de fonctionnement spécifique. Si le débit de production change de façon permanente (par exemple, en cas d'augmentation ou de diminution de la capacité), l'équilibrage du registre doit être recalibré. - ⚠️
Tous les conduits, carters de ventilateurs, registres et brides de raccordement doivent être spécifiés pour un service continu de brouillard d'acide sulfurique : L'acier au carbone standard, voire l'acier inoxydable 304, se corrode rapidement au contact continu des brouillards d'acide sulfurique aux concentrations caractéristiques des gaz résiduaires de l'électrolyse du cuivre. Il est impératif d'utiliser du PRV (plastique renforcé de fibres) ou de l'acier revêtu de caoutchouc résistant aux acides pour l'ensemble des conduits, des carters de ventilateurs et des joints de dilatation. Des joints résistants aux acides (PTFE ou équivalent) doivent être utilisés sur tous les raccords à brides. Le défaut d'utilisation de matériaux résistants à la corrosion sur toute la longueur du réseau de conduits, depuis les collecteurs jusqu'à l'unité MPA, constitue la cause la plus fréquente de défaillance prématurée du système dans cette application.
08 — Leçons tirées en ingénierie
Quatre leçons transposables tirées de ce projet d'électrolyse du cuivre
- 1
L'exigence d'absence d'eaux usées secondaires est un facteur déterminant dans le choix des technologies pour les applications de fusion du cuivre. Lorsque le flux de traitement contient des métaux lourds (cuivre, arsenic, cadmium) et que le cadre réglementaire et de gestion des déchets est strict – comme c'est le cas dans le cadre de la protection écologique du Yunnan – la présence ou l'absence d'un réactif liquide dans le procédé de traitement constitue souvent le critère déterminant du choix technologique, et non l'efficacité du traitement ou le coût d'investissement. Toute technologie nécessitant l'ajout d'un réactif alcalin et générant des eaux usées contaminées par des métaux lourds est soumise à une contrainte de conformité disproportionnée. Le procédé à sec MPA contourne entièrement ce problème. - 2
Le prétraitement par condensation à froid en amont de l'MPA constitue la configuration optimale en deux étapes pour les flux de brouillard acide à haute concentration. La tour de condensation à froid de ce projet remplit une double fonction : elle récupère l’acide liquide pour sa réutilisation (un atout précieux dans le contexte de l’électrolyse du cuivre) et réduit la charge à l’entrée de la couche absorbante MPA, prolongeant ainsi sa durée de vie. Pour toute application où la concentration de brouillard acide dans le gaz brut dépasse significativement 50 mg/Nm³, l’insertion d’un étage de condensation à froid ou de pré-épuration partielle en amont de l’unité MPA est la configuration privilégiée, et la voie de récupération du condensat doit être prise en compte dans l’analyse économique du choix technologique. - 3
La modélisation du champ d'écoulement des gaz est obligatoire, et non optionnelle, pour les systèmes de collecte des brouillards acides à plusieurs cuves. Le résumé de l'expérience technique relative à ce projet identifie clairement la complexité du tracé des canalisations de brouillard acide comme un défi majeur nécessitant une simulation des écoulements gazeux et un équilibrage manuel des registres. Pour toute installation de fusion du cuivre comportant plus de quatre cuves de réaction ou réservoirs d'évaporation raccordés à un collecteur commun, la modélisation CFD du champ d'écoulement gazeux dans le réseau de canalisations devrait être une prestation contractuelle dès la phase de conception détaillée, et non une option. Le coût de cette modélisation est négligeable comparé à celui d'une intervention corrective après mise en service pour corriger un déséquilibre d'écoulement. - 4
Un coût annuel d'électricité de 43 200 RMB représente la norme de référence pour la conformité aux normes de brouillard acide de 20 000 Nm³/h. Le BLCNXB-2W, avec sa puissance de 15 kW et son débit de 20 000 Nm³/h et son efficacité de purification ≥ 971 TP3T, établit une nouvelle référence en matière de conformité économique dans le secteur de la fusion du cuivre. Lors de la présentation du dossier d'investissement à la direction de l'usine, comparez les coûts d'exploitation annuels d'électricité (43 200 RMB) au coût combiné des réactifs, du traitement des eaux usées et de l'énergie de la solution conventionnelle de lavage alcalin : la différence est généralement de 5 à 8 fois le coût annuel d'électricité, ce qui constitue un argument convaincant pour le retour sur investissement.
09 — Foire aux questions
Réduction des panaches magnétiques lors de la fusion du cuivre avec des brouillards acides : réponses à dix questions
Questions posées par des ingénieurs en conformité environnementale, des directeurs d'usine et des équipes HSE d'installations d'électrolyse du cuivre et de fusion du cuivre évaluant la technologie MPA.
Prêt à éliminer votre nuage blanc de brouillard acide sans réactif alcalin ?
Découvrez la gamme complète des solutions de contrôle des émissions industrielles
De la réduction par voie sèche des panaches magnétiques pour les brouillards acides de la fusion du cuivre à Systèmes d'oxydation thermique régénérative pour la réduction des COV à haute concentrationNotre équipe d'ingénieurs propose des solutions zéro déchet secondaire pour répondre aux exigences les plus strictes en matière de contrôle des émissions de métaux non ferreux.





















