Estudio de caso · Control de emisiones industriales
Cómo una planta de cobre electrolítico de la provincia de Yunnan, que genera 170 m³/día de electrolito de cobre con ácido sulfúrico, trató 20 000 Nm³/h de vapor de evaporador cargado de niebla ácida, logrando una descarga de chimenea invisible, el cumplimiento total de la norma GB 26132−2010 y cero aguas residuales secundarias, al reemplazar el tratamiento convencional de la pluma de lavado alcalino con un sistema de reducción de plumas magnéticas compuesto de grafeno.
Tratamiento con niebla ácida para la fundición de cobre
Reducción de emisiones de gases residuales en la electroobtención
Supresión de la pluma no térmica
Captura magnética de niebla de ácido sulfúrico
01 — Antecedentes de la industria
Fundición de cobre, electroobtención y el desafío del cumplimiento de la normativa sobre niebla ácida en el marco de la aplicación de la Línea Roja Ecológica de Yunnan.
El 10 de noviembre de 2020, el Gobierno Provincial de Yunnan emitió la Opiniones sobre la implementación del sistema de gestión de zonificación ecológica y ambiental de “Tres líneas y una lista” (Yunzhengfa [2020] No. 29). El documento clasificó 1.164 unidades de gestión ambiental ecológica en todo Yunnan en tres clases: protección prioritaria, gestión clave y gestión general, y estableció requisitos vinculantes para: la aplicación estricta de las leyes de protección ambiental ecológica, la cobertura integral de los permisos de emisión de contaminación de fuentes fijas, la mejora del control de la contaminación de los vehículos de motor, el fortalecimiento de la gestión del riesgo de contaminación del suelo y el tratamiento profundo de la contaminación industrial a través de la remediación integrada de empresas "dispersas, caóticas y contaminantes".
Bajo este marco regulatorio, las operaciones industriales de fundición de cobre en la provincia de Yunnan, una importante región productora de cobre, enfrentan un escrutinio más riguroso en cuanto a emisiones atmosféricas, protección de los recursos hídricos y consumo de energía por unidad de producción. Para las plantas de cobre electroobtenido, el principal desafío en materia de cumplimiento atmosférico radica en la niebla ácida generada por el sistema de evaporación utilizado para concentrar el electrolito de purga. El evaporador genera 20 000 Nm³/h de vapor a aproximadamente 50 °C, que transporta finas gotas de niebla de ácido sulfúrico a 100 mg/Nm³, muy por encima del límite de 50 mg/Nm³ establecido en la norma GB 26132-2010 para NOx y del límite general de partículas de 10 mg/Nm³.
El tratamiento convencional de esta corriente de niebla ácida utiliza depuradores de lavado alcalino (solución de NaOH, solución de Ca(OH)₂ o reactivos alcalinos similares) para neutralizar el aerosol de ácido sulfúrico. Sin embargo, este método genera volúmenes significativos de aguas residuales contaminadas (ricas en sulfatos, con un elevado contenido de cobre, arsénico y metales pesados provenientes del proceso de electroobtención), conlleva un costo continuo de adquisición de reactivos y, por lo general, no cumple con el requisito de "ausencia de pluma blanca visible" porque no elimina el vapor de agua saturado ni el aerosol fino residual que sale del depurador. La tecnología de mitigación de la pluma magnética se seleccionó específicamente porque elimina los tres componentes de la pluma visible (partículas, niebla ácida y vapor de agua saturado) sin necesidad de reactivos líquidos.
“El lavado alcalino convencional trata la niebla de ácido sulfúrico mediante neutralización, pero no puede eliminar la columna blanca, ya que el vapor de agua saturado y la fracción residual de aerosol submicrónico que genera la columna visible atraviesan directamente el relleno del depurador. Solo una tecnología que elimine simultáneamente la fase de aerosol resuelve el problema de la columna blanca. Eso es precisamente lo que logra el mecanismo de captura magnética.”
— Resumen técnico de ingeniería, Proyecto de mitigación de la pluma magnética en la fundición de cobre

02 — Perfil de contaminación
Caracterización del vapor del evaporador: Concentración del electrolito de purga de cobre con niebla de ácido sulfúrico procedente de la electroobtención
La planta es una empresa de cobre electrolítico con una tasa de evaporación de electrolito de cobre con ácido sulfúrico de 170 m³/día, que produce 20 000 Nm³/h de vapor de evaporador. En el proceso de evaporación, el vapor pasa a través de la solución de cobre con ácido sulfúrico y se calienta, provocando su evaporación. El vapor se recoge y se dirige a un tanque de agua condensada, y el agua condensada que se descarga en la parte superior (con un contenido de ácido de aproximadamente 1,9 mg/m³) cumple con las normas nacionales de descarga de 40 mg/m³ y se descarga a la atmósfera.
Sin embargo, ante el endurecimiento de las normativas medioambientales y el impulso de la empresa hacia el desarrollo sostenible, se implementó un tratamiento integral para el procesamiento más profundo de los gases de escape. Se rediseñaron las rutas de recolección de la niebla ácida primaria y el condensado, y se añadió un sistema de gestión de vapor de agua para permitir el tratamiento exhaustivo de los gases de descarga. La niebla ácida procedente de las líneas de ventilación del tanque de reacción se recoge mediante colectores en una torre de condensación fría para su recuperación, y posteriormente se dirige mediante un ventilador de tiro inducido a la unidad MPA para su purificación final y descarga.
- Niebla de ácido sulfúrico (contaminante principal): El proceso de electroobtención genera finas gotas de niebla de ácido sulfúrico transportadas por el vapor del evaporador. La concentración inicial es de 50 mg/Nm³ a la entrada de la unidad MPA (tras la recuperación por condensación en frío), con una concentración objetivo a la salida de ≤10 mg/Nm³. La niebla ácida es un contaminante que debe cumplir con la normativa y, además, es el principal causante de la formación de la columna de humo blanca visible.
- SO₂ (procedente del arrastre de niebla ácida): Concentración inicial de 100 mg/Nm³; valor objetivo de salida ≤30 mg/Nm³. Se presenta tanto en forma de SO₂ gaseoso como de aerosol de sulfato arrastrado por la corriente de vapor del evaporador.
- Material particulado (PM): Concentración inicial de 50 mg/Nm³; valor objetivo de salida ≤10 mg/Nm³. Incluye cristales de sal finos y gotas de aerosol procedentes del evaporador, además de la fracción de niebla ácida.
- Complejidad del trazado de tuberías de niebla ácida: El sistema de reacción de ácido sulfúrico cuenta con numerosos reactores conectados por largas tuberías. Se requiere modelado del campo de flujo de gas (CFD) para caracterizar correctamente la distribución del flujo antes de finalizar el diseño de los conductos, y se deben instalar compuertas de aire manuales en cada ramal de niebla ácida para permitir el equilibrio y ajuste general del flujo de aire.
- Vapor saturado que genera una columna blanca: El vapor del evaporador está completamente saturado a aproximadamente 50 °C. Después de pasar por la torre de condensación fría, el gas entra en la unidad MPA a aproximadamente 40 °C con una humedad del 50 % y una carga de contaminantes de entrada mixta de 50 mg/Nm³, produciendo una densa columna blanca en todas las condiciones ambientales sin eliminación activa de aerosoles.
| Parámetro | Concentración inicial | Outlet (Diseño) | Límite reglamentario |
|---|---|---|---|
| NOx | — | ≤50 mg/Nm³ | 50 mg/Nm³ |
| SO₂ | 100 mg/Nm³ | ≤30 mg/Nm³ | 30 mg/Nm³ |
| Material particulado (PM) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Niebla de ácido sulfúrico (entrada MPA) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Pluma blanca visible | Presente (densa columna de niebla ácida) | Ninguno (invisible) | Invisible y sin olor anormal |
| Volumen de gases de combustión (nominal) | 20.000 Nm³/h | — | — |
| Temperatura de los gases de combustión (salida del evaporador) | 50°C | — | — |
| Temperatura de entrada (unidad MPA, después del condensador frío) | ≈40°C | — | — |
| Humedad (en la entrada de la unidad MPA) | 50% | — | — |
| Norma de emisión aplicable | GB 26132−2010 Norma de emisión de contaminantes atmosféricos para la industria del ácido sulfúrico | ||
03 — Requisitos de ingeniería
Criterios de diseño para la reducción de la pluma magnética en aplicaciones de gases residuales de electroobtención en la fundición de cobre
Antes de la selección de la tecnología, se establecieron los siguientes requisitos de diseño vinculantes, que reflejan la composición de la niebla ácida, el entorno de servicio corrosivo, el trazado complejo de las tuberías y el requisito de cero aguas residuales secundarias de esta aplicación de electroobtención de cobre.
Tecnología probada, estándares nacionales.
Solo se aceptan tecnologías de purificación comercialmente maduras y probadas en campo. Todos los equipos, materiales auxiliares y procesos de fabricación deben cumplir con las especificaciones de las normas nacionales. El sistema debe lograr una mejora de 30% a 50% con respecto a la línea base existente, utilizando técnicas de reducción verificadas aplicables a la captura de niebla de ácido sulfúrico.
Tolerancia de carga 10%–110%
El sistema debe mantener una purificación estable y una supresión de la columna de humo cuando el volumen de gases de combustión varía entre 10% y 110% de la capacidad de diseño. Las tasas de evaporación de la planta de electroobtención varían con el rendimiento de producción de cobre del cátodo y los cambios en la composición del electrolito, lo que requiere una amplia capacidad operativa.
Resistencia a la corrosión por niebla de ácido sulfúrico
Todos los componentes que entren en contacto con la niebla de ácido sulfúrico deben incorporar protección anticorrosión certificada. La capa absorbente de compuesto de grafeno proporciona la resistencia al ácido necesaria para el contacto prolongado con aerosol de ácido sulfúrico a una concentración de 50 mg/Nm³ y la estabilidad térmica para el lavado a contracorriente regenerativo periódico.
Cero contaminación secundaria: sin reactivo alcalino.
La tecnología seleccionada no debe utilizar reactivos alcalinos (solución de NaOH, Ca(OH)₂ o similares) ni generar aguas residuales ni reactivos usados. Este requisito excluye explícitamente el lavado alcalino convencional, ya que las aguas residuales sulfatadas resultantes no pueden descargarse al sistema de alcantarillado existente sin un tratamiento adicional.
Eficiencia energética
La selección de equipos debe minimizar tanto los costos de capital como los de operación. El diseño debe incorporar tecnologías y dispositivos de ahorro de energía para reducir los costos operativos. Todos los equipos principales deben provenir de fabricantes de calidad con certificación nacional y cadenas de suministro nacionales establecidas.
Cumplimiento de las normas sobre ruido
El ruido de los equipos no debe exceder los 85 dB(A) a 1 m, cumpliendo con los límites de la Clase II de la norma GB 12348−2008. La planta de fundición de cobre está sujeta a las mismas obligaciones de ruido comunitario que todas las operaciones industriales, según el marco regulatorio de las Tres Líneas y la Lista Única de Yunnan.
Diseño del campo de flujo de tuberías de niebla ácida
El sistema de reactores de ácido sulfúrico cuenta con numerosos recipientes y largas tuberías. Es necesario realizar un modelado del campo de flujo de gas (CFD) antes de finalizar el diseño de los conductos. Se deben instalar compuertas neumáticas manuales en cada ramal de niebla ácida para lograr un equilibrio general del flujo de aire y compensar las asimetrías en la distribución del flujo en la extensa red de tuberías.
Modular y preparado para el futuro
El diseño modular debe adaptarse a los límites de emisiones cada vez más estrictos durante los próximos 3 a 5 años, en el marco del fortalecimiento del sistema de protección ecológica de Yunnan. La tecnología avanzada debe abordar simultáneamente las coemisiones gaseosas residuales, lo que permitirá que la instalación obtenga una clasificación de emisiones ultrabajas sin necesidad de reemplazar todo el sistema.
04 — Solución de tratamiento
Cómo se configuró el sistema de mitigación de la pluma magnética para los gases residuales de la electroobtención en la fundición de cobre.
Reducción de la pluma magnética (MPA), también conocida como purificación magnética de humos, captura de niebla de ácido sulfúrico en fase seca, supresión de penachos no térmicos, o eliminación de niebla ácida mediante campo magnético — Elimina la columna de humo blanca visible al eliminar simultáneamente las partículas finas, los aerosoles de niebla ácida y el vapor de agua saturado del flujo de vapor del evaporador. El generador BLEMG-1KA crea un gradiente de campo magnético controlado que provoca que las moléculas paramagnéticas y las partículas de aerosol cargadas —incluidas las gotas de niebla de ácido sulfúrico y las partículas finas de cristalitos de sal específicas de los gases de escape de la electroobtención de la fundición de cobre— migren hacia la capa absorbente compuesta de grafeno, haciendo que el gas saliente sea prácticamente invisible.
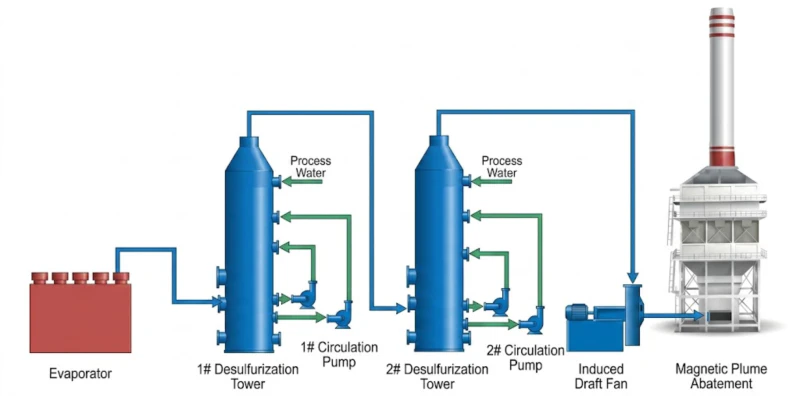
El proceso de tratamiento comienza con la recolección de la niebla ácida proveniente de las líneas de ventilación del reactor mediante un colector múltiple. El gas recolectado pasa por una torre de condensación en frío, donde se recupera el condensado de niebla ácida. Posteriormente, el gas pretratado ingresa a la unidad MPA mediante un ventilador de tiro inducido para su purificación final, antes de su descarga por la chimenea. Este enfoque de dos etapas —recuperación por condensación en frío seguida de purificación en MPA— permite cumplir con la normativa vigente y maximizar la recuperación de niebla ácida para su posible reutilización dentro del proceso.
Diagrama de flujo del proceso: Recipientes de reacción → Condensador frío → Unidad MPA → Chimenea
Ventilación de recipientes
Encabezamiento
Torre
Aficionado al draft
(BLCNXB-2W)
Pila
Configuración del sistema y parámetros técnicos clave
La unidad BLCNXB-2W utiliza un Torre externa, entrada inferior / salida superior Configuración. Con unas dimensiones de 3,6 × 3,6 × 13,2 m, su planta cuadrada y compacta resulta ideal para su instalación en los espacios reducidos disponibles entre la infraestructura existente de la celda de electroobtención y la torre de condensación en frío.
| Parámetro | Especificación |
|---|---|
| Modelo de unidad | BLCNXB-2W |
| Tipo de diseño | Módulo independiente para instalación externa en torre |
| Orientación del flujo de aire | Entrada inferior, escape superior |
| Eficiencia de purificación | ≥97% |
| Concentración de contaminantes mixtos en la entrada | 50 mg/Nm³ |
| Concentración de contaminantes mixtos en la salida | ≤10 mg/Nm³ |
| Resistencia del sistema | 250 Pa |
| Volumen de gases de combustión tratados | 20.000 Nm³/h |
| Temperatura de los gases de combustión a la entrada (unidad MPa) | ≈40°C |
| Material de la capa absorbente | compuesto de grafeno |
| Dimensiones del equipo (largo × ancho × alto) | 3,6 m × 3,6 m × 13,2 m |
| Modelo de generador de energía magnética | BLEMG-1KA |
| Potencia de funcionamiento | 15 kW |
| Días operativos anuales | 300 días/año |
| Costo anual de electricidad | Aproximadamente 43.200 RMB al año. |
| Norma de emisiones aplicable | Norma GB 26132−2010 sobre emisiones industriales de ácido sulfúrico |

05 — Ventajas principales
Por qué la reducción magnética de la nube de humo supera al lavado alcalino en el tratamiento de la niebla ácida en la fundición de cobre.
- ✓
Reactivo sin álcalis — Cero aguas residuales secundarias — el factor diferenciador decisivo: El lavado convencional con NaOH o Ca(OH)₂ de la niebla de ácido sulfúrico genera aguas residuales ricas en sulfatos que contienen altas concentraciones de cobre, arsénico, cadmio y otros metales pesados provenientes del proceso de electroobtención. Estas aguas residuales no pueden simplemente descargarse y requieren tratamiento adicional o reincorporación al proceso, lo que incrementa tanto el costo como la complejidad operativa. El proceso seco MPA no utiliza reactivos líquidos ni genera aguas residuales continuas, eliminando por completo este problema de contaminación secundaria. Este fue el criterio principal que determinó la selección de la tecnología. - ✓
Eliminación completa de la nube blanca donde la limpieza con álcalis no puede: Aunque el lavado alcalino convencional reduzca la concentración de niebla de ácido sulfúrico por debajo de los límites reglamentarios, el vapor de agua saturado y la fracción residual de aerosoles submicrónicos que atraviesan el relleno del depurador siguen generando una columna de humo blanca o gris visible en la chimenea. El sistema MPA captura simultáneamente partículas, niebla ácida y la fase de vapor de agua saturado, lo que hace que los gases de escape sean prácticamente invisibles. Esta es la diferencia fundamental en el mecanismo físico entre ambas tecnologías. - ✓
Energía específica ultrabaja: 15 kW para 20 000 Nm³/h: Con un consumo de 0,75 W por Nm³/h, el BLCNXB-2W presenta un menor consumo específico de energía que cualquier alternativa de lavado alcalino, precipitador electrostático o recalentamiento de gas. El coste anual de electricidad a 0,4 RMB/kWh durante 300 días de funcionamiento es de aproximadamente 43 200 RMB, uno de los costes operativos anuales más bajos para una instalación comercial de MPA de cualquier tamaño en el sector de la fundición de cobre. - ✓
La etapa previa de condensación en frío recupera la niebla ácida para su reutilización, al tiempo que reduce la carga de MPA: La torre de condensación en frío instalada antes de la unidad MPA recupera una fracción significativa de la niebla ácida en forma de condensado líquido que puede reincorporarse al proceso. Esto reduce simultáneamente la carga de contaminantes que llega a la capa absorbedora de MPA (prolongando su vida útil) y permite recuperar ácido valioso para su reutilización en el proceso, en lugar de tratarlo como residuo. El enfoque de dos etapas —recuperación por condensación en frío + pulido con MPA— es la configuración óptima para las corrientes de niebla ácida de la fundición de cobre. - ✓
Instalación compacta con una superficie de 3,6 × 3,6 × 13,2 m en espacios reducidos de naves de electroobtención: Las plantas de electroobtención de cobre se caracterizan por tener una distribución de equipos densa, con un espacio libre limitado entre las filas de celdas, las unidades rectificadoras y la infraestructura de gestión de ácidos. El tamaño mínimo de 13 m² del BLCNXB-2W permite su instalación en espacios que no estarían disponibles para el depurador, la bomba y la infraestructura de almacenamiento de reactivos de mayor tamaño que requieren las mejoras convencionales de depuración alcalina. - ✓
Posicionamiento proactivo en el marco de la aplicación de la Línea Roja Ecológica de Yunnan: El marco normativo de Yunnan, denominado «Tres Líneas y Una Lista», establece una trayectoria plurianual de endurecimiento regulatorio para las plantas de fundición de cobre. Mediante la instalación de tecnología MPA, que ya supera los límites de emisiones actuales, la planta ha creado un margen de cumplimiento que reduce la probabilidad de requerir inversiones de capital adicionales en respuesta a futuras revisiones de las normas. El diseño modular también permite ampliar la capacidad si así lo exigen las futuras regulaciones.
Comparación de tecnologías: MPA frente a alternativas convencionales para la niebla ácida en la fundición de cobre
| Criterio | Reducción de la pluma magnética | Lavado con álcali (NaOH) | GGH + Dilución |
|---|---|---|---|
| eliminación de la nube blanca | Completo (invisible) | No (la neblina persiste) | Parcial |
| Se requiere reactivo alcalino | Ninguno | Sí (coste continuo de NaOH) | Ninguno |
| Aguas residuales secundarias con metales pesados | Ninguno | Alto volumen (sulfato + Cu, As) | Ninguno |
| Eficiencia de eliminación de la niebla de ácido sulfúrico | ≥97% | ≈85–90% | N/A (no se elimina) |
| Potencia en funcionamiento (kW) | 15 kW | 40–80 kW (bombas + ventiladores) | 60–120 kW |
| Huella del equipo | 13 m² (3,6 × 3,6 m) | Grande (recipiente + bomba + tanque) | Medio |
| Potencial de recuperación de ácido | Sí (condensador frío aguas arriba) | No (neutralizado como residuo) | Parcial |
06 — Resultados operativos
Puesta en marcha exitosa en el primer intento y rendimiento verificado de la pila.
La unidad de reducción de la columna magnética de humos logró una puesta en marcha impecable desde el primer intento. Todos los datos operativos y el rendimiento de eliminación de la columna cumplieron con los objetivos de diseño desde el arranque inicial. El escape de la chimenea se volvió prácticamente invisible en todas las condiciones normales de funcionamiento, lo que confirma la eliminación total de la columna blanca de niebla ácida que anteriormente era visible sobre la planta de fundición de cobre en cualquier condición atmosférica.

07 — Precauciones de implementación
Consideraciones críticas de ingeniería para aplicaciones de niebla ácida en la electroobtención de cobre
- ⚠️
Numerosos reactores de niebla ácida con largos tramos de tuberías requieren una simulación del campo de flujo de gas antes del diseño de los conductos: El sistema de electroobtención y evaporación de ácido sulfúrico en una planta de cobre suele tener múltiples reactores, tanques de evaporación y puntos de recolección distribuidos en una gran superficie. Las largas tuberías entre los puntos de recolección y la unidad MPA generan una distribución de flujo asimétrica: los reactores más cercanos al ventilador de tiro inducido reciben un flujo de aire desproporcionadamente alto, mientras que los más alejados reciben una extracción insuficiente. Esto debe diagnosticarse y corregirse mediante modelado de campo de flujo de gas CFD antes de dimensionar los conductos, y deben instalarse compuertas manuales en cada ramal para permitir el equilibrio. Las instalaciones que omiten este paso suelen encontrar, tras la puesta en marcha, que entre 30 y 50% de los reactores no se recolectan adecuadamente y continúan emitiendo niebla ácida al entorno de trabajo. - ⚠️
El lavado alcalino convencional genera aguas residuales sulfatadas que contienen cobre, arsénico y metales pesados que no pueden simplemente descargarse: Si una futura actualización o plan de contingencia implica la adición de una etapa de lavado alcalino antes o después de la unidad MPA, las aguas residuales resultantes contienen no solo sulfato de sodio o sulfato de calcio, sino también cobre, arsénico y cadmio provenientes del electrolito de electroobtención. Esto clasifica las aguas residuales como residuos potencialmente peligrosos, en lugar de aguas residuales industriales estándar, lo que requiere un tratamiento especializado o su reincorporación al proceso. Precisamente por ello, se seleccionó el enfoque MPA en seco para esta aplicación, y cualquier desviación de la filosofía de diseño sin reactivos debe someterse a una revisión completa de clasificación de residuos peligrosos. - ⚠️
El condensado de ácido sulfúrico procedente del absorbedor de MPA debe gestionarse como una corriente ácida controlada por proceso: El condensado capturado por la capa absorbente BLCNXB-2W contiene ácido sulfúrico diluido. A diferencia del condensado proveniente de aplicaciones farmacéuticas o de fundición, este condensado puede reutilizarse directamente en el proceso como ácido de retorno para el baño de electroobtención. Antes de definir la ruta de eliminación del condensado, realice un análisis de laboratorio del pH, el contenido de cobre, el contenido de arsénico y otros parámetros relevantes para la electroobtención. Si la calidad es compatible, devuelva el condensado directamente al sistema de gestión de ácido en lugar de tratarlo como residuo. - ⚠️
El rendimiento de la torre de condensación en frío debe validarse antes de finalizar la carga de entrada del MPA: La torre de condensación en frío elimina una fracción significativa de la niebla ácida en forma de condensado líquido antes de que el gas entre en la unidad MPA. La especificación de entrada de la MPA (carga de contaminantes mixtos de 50 mg/Nm³) se basa en la composición del gas posterior al condensador en frío, no en la composición del vapor bruto del evaporador. Si la torre de condensación en frío no funciona correctamente —debido a un flujo insuficiente de agua de refrigeración, incrustaciones en las superficies de condensado o una temperatura ambiente elevada— la carga real de entrada de la MPA superará la especificación de diseño. Monitoree la concentración de salida de la torre de condensación en frío por separado y asegúrese de que el diseño de la MPA tenga un margen de concentración de 20% por encima de la carga máxima esperada posterior al condensador. - ⚠️
La variación en la tasa de producción por electroobtención afecta directamente al volumen de gas de evaporación y a la concentración de niebla ácida: La producción de la planta de electroobtención de cobre varía según la economía de la tarifa eléctrica, la demanda de cátodos y el mantenimiento programado de las líneas de celdas. Estas variaciones en la producción provocan cambios correspondientes en el volumen de electrolito de purga, la tasa de evaporación y, por consiguiente, el volumen de gas y la concentración de niebla ácida que ingresa al sistema MPA. El sistema de control BLEMG-1KA ajusta automáticamente la intensidad del campo magnético, pero el amortiguador manual establecido durante la puesta en marcha se calibra para un punto de operación de producción específico. Si la tasa de producción cambia permanentemente (por ejemplo, debido a una expansión o contracción de la capacidad), el amortiguador debe recalibrarse. - ⚠️
Todos los conductos, carcasas de ventiladores, compuertas y bridas de conexión deben especificarse para el servicio continuo con niebla de ácido sulfúrico: El acero al carbono estándar, e incluso el acero inoxidable 304, se corroen rápidamente en contacto continuo con la niebla de ácido sulfúrico a las concentraciones características de los gases residuales de la electroobtención de cobre. Especifique FRP (plástico reforzado con fibra) o acero revestido de caucho resistente a los ácidos para todos los conductos, carcasas de ventiladores y juntas de expansión. Se deben utilizar materiales de junta resistentes a los ácidos (PTFE o equivalente) en todas las conexiones bridadas. No especificar materiales resistentes a la corrosión en todo el recorrido del conducto, desde los colectores hasta la unidad MPA, es la causa más común de falla prematura del sistema en esta aplicación.
08 — Lecciones de ingeniería
Cuatro lecciones transferibles de este proyecto de electroobtención de cobre
- 1
El requisito de no generar aguas residuales secundarias es un factor decisivo en la elección de la tecnología para las aplicaciones de fundición de cobre. Cuando el efluente contiene metales pesados (cobre, arsénico, cadmio) y el marco regulatorio y de gestión de residuos es estricto —como ocurre en Yunnan, bajo el marco de protección ecológica—, la presencia o ausencia de un reactivo líquido en el proceso de tratamiento suele ser el criterio determinante para la selección de la tecnología, y no la eficiencia del tratamiento ni el costo de capital. Cualquier tecnología que requiera la adición de reactivos alcalinos y genere aguas residuales contaminadas con metales pesados se enfrenta a una carga de cumplimiento desproporcionada en este contexto. El proceso seco MPA evita por completo este problema. - 2
El pretratamiento por condensación en frío antes del MPA es la configuración óptima de dos etapas para corrientes de niebla ácida de alta concentración. La torre de condensación en frío de este proyecto cumple una doble función: recupera el ácido líquido para su reutilización en el proceso (algo valioso en el contexto de la electroobtención de cobre) y reduce la carga de entrada en la capa absorbedora de MPA, prolongando así su vida útil. Para cualquier aplicación en la que la concentración de niebla ácida del gas crudo supere significativamente los 50 mg/Nm³, la configuración preferida es la de incorporar una etapa de condensación en frío o de prelavado parcial antes de la unidad MPA, y la ruta de recuperación del condensado debe tenerse en cuenta en el análisis económico de la selección de la tecnología. - 3
La modelización del campo de flujo de gas es obligatoria, no opcional, para los sistemas de recolección de niebla ácida de múltiples recipientes. El resumen de la experiencia de ingeniería para este proyecto identifica explícitamente la complejidad del trazado de la tubería de niebla ácida como un desafío clave de ingeniería que requiere simulación del flujo de gas y equilibrado manual de amortiguadores. Para cualquier planta de fundición de cobre con más de cuatro reactores o tanques de evaporación conectados a un colector compartido, el modelado CFD del campo de flujo de gas en la red de conductos debería ser un entregable contractual en la fase de diseño detallado, no un añadido opcional. El costo del modelado es insignificante en comparación con el costo de una remediación posterior a la puesta en marcha para corregir el desequilibrio del flujo. - 4
Un coste anual de electricidad de 43.200 RMB representa el estándar de oro para el cumplimiento de la normativa sobre niebla ácida de 20.000 Nm³/h. La potencia operativa de 15 kW del BLCNXB-2W, que proporciona un caudal de 20 000 Nm³/h con una eficiencia de purificación de ≥97%, establece un referente en el cumplimiento de las normativas de forma rentable en el sector de la fundición de cobre. Al presentar el caso de inversión a la dirección de la planta, compare el coste operativo anual de electricidad de 43 200 RMB con el coste combinado de reactivos, tratamiento de aguas residuales y energía de la alternativa convencional de lavado alcalino: la diferencia suele ser de 5 a 8 veces el coste anual de electricidad de MPA, lo que representa un argumento convincente para la recuperación de la inversión.
09 — Preguntas frecuentes
Reducción magnética de la niebla ácida en la fundición de cobre: Diez preguntas respondidas
Preguntas de ingenieros de cumplimiento ambiental, gerentes de planta y equipos de seguridad, salud y medio ambiente (HSE) en instalaciones de cobre electrolítico y fundición de cobre que evalúan la tecnología MPA.
¿Listo para eliminar la neblina ácida y la nube blanca sin reactivo alcalino?
Descubra la gama completa de soluciones para el control de emisiones industriales.
Desde la reducción de la pluma magnética de proceso seco para la niebla ácida de la fundición de cobre hasta Sistemas de oxidación térmica regenerativa para la reducción de COV de alta concentración.Nuestro equipo de ingeniería ofrece soluciones de cero residuos secundarios para los requisitos más exigentes de control de emisiones de metales no ferrosos.





















