Fallstudie · Industrielle Emissionskontrolle
Wie eine elektrolytische Kupferanlage in der Provinz Yunnan, die 170 m³/Tag Schwefelsäure-Kupfer-Bleichelektrolyt erzeugt, 20.000 Nm³/h säurehaltigen Verdampferdampf behandelte – und dabei unsichtbare Abgasemissionen, die vollständige Einhaltung der Norm GB 26132−2010 und null Sekundärabwasser erreichte – durch den Ersatz der herkömmlichen alkalischen Abgasreinigung durch ein magnetisches Abgasreinigungssystem mit Graphen-Verbundwerkstoff.
Säurenebelbehandlung für die Kupferschmelze
Abgasreinigung bei der Elektrogewinnung
Unterdrückung nicht-thermischer Rauchfahnen
Magnetische Abscheidung von Schwefelsäurenebel
01 — Branchenhintergrund
Kupferschmelze, Elektrolyse und die Herausforderung der Einhaltung der Säurenebelvorschriften im Rahmen der Durchsetzung der ökologischen Roten Linie in Yunnan
Am 10. November 2020 erließ die Provinzregierung von Yunnan die Meinungen zur Umsetzung des ökologischen und umweltbezogenen Zonierungsmanagements nach dem Prinzip „Drei Linien und eine Liste“. (Yunzhengfa [2020] Nr. 29). Das Dokument kategorisierte 1.164 ökologische Umweltmanagementeinheiten in ganz Yunnan in drei Klassen – Prioritätsschutz, Schlüsselmanagement und allgemeines Management – und legte verbindliche Anforderungen fest für: die strikte Durchsetzung der Gesetze zum Schutz der ökologischen Umwelt, die umfassende Abdeckung von Emissionsgenehmigungen für stationäre Schadstoffquellen, die Verbesserung der Kontrolle der Kraftfahrzeugabgase, die Stärkung des Risikomanagements für Bodenverschmutzung und die tiefgreifende Behandlung industrieller Verschmutzung durch die integrierte Sanierung von „verstreuten, chaotischen und umweltbelastenden“ Unternehmen.
Im Rahmen dieser regulatorischen Vorgaben unterliegen industrielle Kupferschmelzanlagen in der Provinz Yunnan – einer bedeutenden Kupferproduktionsregion – verstärkten Kontrollen hinsichtlich Luftemissionen, Wasserschutz und Energieverbrauch pro Produktionseinheit. Insbesondere für elektrolytisch gewonnene Kupferanlagen stellt der vom Verdampfersystem zur Konzentration des Elektrolyten erzeugte Säurenebel die größte Herausforderung im Hinblick auf die Einhaltung der Luftreinhaltebestimmungen dar. Der Verdampfer erzeugt 20.000 Nm³/h Dampf mit einer Temperatur von ca. 50 °C, der feine Schwefelsäuretröpfchen mit einer Konzentration von 100 mg/Nm³ enthält – weit über dem Grenzwert von 50 mg/Nm³ für NOx gemäß GB 26132-2010 und dem allgemeinen Grenzwert für Feinstaub von 10 mg/Nm³.
Die konventionelle Behandlung dieses sauren Nebelstroms nutzt alkalische Waschanlagen (NaOH-Lösung, Ca(OH)₂-Lösung oder ähnliche alkalische Reagenzien) zur Neutralisierung des Schwefelsäure-Aerosols. Dieses Verfahren erzeugt jedoch erhebliche Mengen an kontaminiertem Abwasser (sulfatreich, mit erhöhtem Kupfer-, Arsen- und Schwermetallgehalt aus dem Elektrolyseprozess), verursacht laufende Kosten für die Reagenzienbeschaffung und erfüllt in der Regel nicht die Anforderung, dass keine sichtbare weiße Rauchfahne mehr vorhanden ist, da der gesättigte Wasserdampf und das restliche Feinstaub-Aerosol, die den Wascher verlassen, nicht entfernt werden. Die Technologie zur magnetischen Rauchfahnenabscheidung wurde speziell deshalb ausgewählt, weil sie alle drei Komponenten der sichtbaren Rauchfahne – Partikel, sauren Nebel und gesättigten Wasserdampf – ohne Zugabe flüssiger Reagenzien eliminiert.
„Die herkömmliche Alkaliwäsche behandelt den Schwefelsäurenebel durch Neutralisation – kann aber die weiße Rauchfahne nicht beseitigen, da der gesättigte Wasserdampf und die restliche submikronäre Aerosolfraktion, die die sichtbare Rauchfahne erzeugt, ungehindert durch die Wäscherfüllung hindurchtreten. Nur eine Technologie, die die Aerosolphase gleichzeitig entfernt, löst das Problem der weißen Rauchfahne. Genau das leistet der magnetische Abscheidemechanismus.“
— Technische Zusammenfassung (Ingenieurwesen), Projekt zur Reduzierung der Magnetfahne bei der Kupferverhüttung

02 — Verschmutzungsprofil
Charakterisierung des Verdampferdampfes: Schwefelsäurehaltiger Nebel im Abgas aus der elektrolytischen Kupfergewinnung – Elektrolytkonzentration
Die Anlage ist ein elektrolytisches Kupferwerk mit einer Verdampfungsrate von 170 m³/Tag für den Schwefelsäure-Kupfer-Elektrolyten und erzeugt dabei 20.000 Nm³/h Verdampferdampf. Im Verdampfungsprozess durchströmt der Dampf die Schwefelsäure-Kupfer-Lösung, wird erhitzt und verdampft. Der Dampf wird aufgefangen und in einen Kondensatbehälter geleitet. Das oben abgelassene Kondensat (mit einem Säuregehalt von ca. 1,9 mg/m³) erfüllt die nationalen Einleitungsstandards von 40 mg/m³ und wird in die Atmosphäre eingeleitet.
Da die Umweltauflagen jedoch verschärft wurden und das Unternehmen eine nachhaltige Entwicklung anstrebte, wurde eine umfassende Abgasbehandlung eingeführt. Die primären Sammelwege für Säurenebel und Kondensat wurden neu gestaltet und ein Wasserdampfmanagementsystem zur Tiefenreinigung der Abgase installiert. Der Säurenebel aus den Entlüftungsleitungen des Reaktionstanks wird über Sammelrohre in einen Kaltkondensationsturm geleitet, wo er durch Kaltkondensation zurückgewonnen und anschließend mittels Saugzugventilator in die MPA-Anlage zur abschließenden Reinigung und Ableitung geführt wird.
- Schwefelsäurenebel (primärer Schadstoff): Bei der Elektrogewinnung entstehen feine Schwefelsäuretröpfchen im Verdampferdampf. Die Anfangskonzentration am Einlass der MPA-Anlage (nach der Kaltkondensation) beträgt 50 mg/Nm³, die Zielkonzentration am Auslass liegt bei ≤10 mg/Nm³. Der Säurenebel ist sowohl ein zulässiger Schadstoff als auch die Hauptursache für die Bildung der sichtbaren weißen Rauchfahne.
- SO₂ (aus Säurenebel-Verschleppung): Anfangskonzentration 100 mg/Nm³; Zielwert am Auslass ≤30 mg/Nm³. Vorhanden sowohl als gasförmiges SO₂ als auch als Sulfataerosol im Verdampferdampfstrom.
- Feinstaub (PM): Anfangswert 50 mg/Nm³; Zielwert am Auslass ≤10 mg/Nm³. Beinhaltet neben der Säurenebelfraktion auch feine Salzkristalle und Aerosoltröpfchen aus dem Verdampfer.
- Komplexität der Rohrleitungsführung für Säurenebel: Das Schwefelsäure-Reaktionssystem verfügt über zahlreiche Reaktionsbehälter, die durch lange Rohrleitungen miteinander verbunden sind. Zur korrekten Charakterisierung der Strömungsverteilung vor der endgültigen Auslegung der Kanäle ist eine Strömungsfeldmodellierung (CFD) erforderlich. An jeder Abzweigleitung für den Säurenebel müssen manuelle Luftklappen installiert werden, um den Gesamtluftstrom auszugleichen und anzupassen.
- Gesättigter Dampf erzeugt eine weiße Rauchfahne: Der Verdampferdampf ist bei etwa 50 °C vollständig gesättigt. Nach dem Durchströmen des kalten Kondensationsturms tritt das Gas mit einer Temperatur von etwa 40 °C, einer relativen Luftfeuchtigkeit von 50% und einer Schadstoffbelastung von 50 mg/Nm³ in die MPA-Anlage ein und bildet unter allen Umgebungsbedingungen ohne aktive Aerosolentfernung eine dichte weiße Rauchfahne.
| Parameter | Anfangskonzentration | Outlet (Design) | Regulierungsgrenze |
|---|---|---|---|
| NOx | — | ≤50 mg/Nm³ | 50 mg/Nm³ |
| SO₂ | 100 mg/Nm³ | ≤30 mg/Nm³ | 30 mg/Nm³ |
| Feinstaub (PM) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Schwefelsäurenebel (MPA-Einlass) | 50 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Sichtbare weiße Rauchfahne | Vorhanden (dichte Säurenebelwolke) | Keine (unsichtbar) | Unsichtbar und geruchlos |
| Abgasvolumen (Nennwert) | 20.000 Nm³/h | — | — |
| Abgastemperatur (Verdampferaustritt) | 50°C | — | — |
| Einlasstemperatur (MPA-Einheit, nach dem Kaltkondensator) | ≈40°C | — | — |
| Luftfeuchtigkeit (am Einlass der MPA-Einheit) | 50% | — | — |
| Anwendbare Emissionsnorm | GB 26132−2010 Emissionsnorm für Luftschadstoffe der Schwefelsäureindustrie | ||
03 — Technische Anforderungen
Auslegungskriterien für die Magnetrauchminderung in Abgasanwendungen der Kupferschmelze (Elektrolyse)
Die folgenden verbindlichen Konstruktionsanforderungen wurden vor der Technologieauswahl festgelegt, die die Zusammensetzung des Säurenebels, die korrosive Betriebsumgebung, die komplexe Rohrleitungsführung und die Anforderung an die Vermeidung von Sekundärabwasser bei dieser Kupferschmelz-Elektrogewinnungsanwendung widerspiegeln.
Bewährte Technologie, nationale Standards
Nur ausgereifte und praxiserprobte Reinigungstechnologien sind zulässig. Sämtliche Geräte, Hilfsmaterialien und Herstellungsverfahren müssen den nationalen Normen entsprechen. Das System muss eine Verbesserung von 301 TP3T bis 501 TP3T gegenüber dem bestehenden Referenzwert erzielen, indem verifizierte Abscheidetechniken für die Schwefelsäurenebelabscheidung eingesetzt werden.
Lasttoleranz 10%–110%
Das System muss eine stabile Reinigung und Rauchgasunterdrückung gewährleisten, wenn das Rauchgasvolumen zwischen 101 TP3T und 1101 TP3T der Auslegungskapazität schwankt. Die Verdampfungsraten der Elektrolyseanlage variieren mit dem Durchsatz der Kathodenkupferproduktion und Änderungen der Elektrolytzusammensetzung, was einen breiten Betriebsbereich erfordert.
Korrosionsbeständigkeit gegenüber Schwefelsäurenebel
Alle Bauteile, die mit dem Schwefelsäurenebel in Berührung kommen, müssen über einen zertifizierten Korrosionsschutz verfügen. Die Absorberschicht aus Graphen-Verbundmaterial gewährleistet die erforderliche Säurebeständigkeit für den dauerhaften Kontakt mit Schwefelsäure-Aerosol in einer Konzentration von 50 mg/Nm³ sowie die thermische Stabilität für die regelmäßige regenerative Rückspülung.
Keine Sekundärverschmutzung – Kein alkalisches Reagenz erforderlich
Die gewählte Technologie darf keine alkalischen Reagenzien (NaOH-Lösung, Ca(OH)₂ oder ähnliches) verwenden und kein Abwasser oder verbrauchte Reagenzien erzeugen. Diese Anforderung schließt die konventionelle Alkaliwäsche ausdrücklich aus, da das dabei entstehende Sulfatabwasser nicht ohne zusätzliche Aufbereitung in das bestehende Abwassersystem eingeleitet werden darf.
Energieeffizienz
Bei der Geräteauswahl müssen sowohl die Investitions- als auch die Betriebskosten minimiert werden. Die Planung muss energiesparende Technologien und Geräte zur Senkung der Betriebskosten integrieren. Alle wichtigen Geräte müssen von national zertifizierten Qualitätsherstellern mit etablierten inländischen Lieferketten bezogen werden.
Lärmschutz
Der Geräuschpegel der Anlagen darf 85 dB(A) in 1 m Entfernung nicht überschreiten und entspricht damit den Grenzwerten der Klasse II gemäß GB 12348−2008. Die Kupferschmelzanlage unterliegt denselben Lärmschutzauflagen für die Anwohner wie alle Industrieanlagen gemäß dem Regulierungsrahmen „Drei Linien und eine Liste“ der Provinz Yunnan.
Strömungsfelddesign für Säurenebelleitungen
Das Schwefelsäure-Reaktionssystem besteht aus zahlreichen Behältern mit langen Rohrleitungen. Vor der endgültigen Auslegung der Rohrleitungen muss eine Strömungsfeldmodellierung (CFD) durchgeführt werden. An jeder Abzweigleitung für den Säurenebel müssen manuelle Luftklappen installiert werden, um einen gleichmäßigen Luftstrom zu gewährleisten und Strömungsverteilungsasymmetrien im langen Rohrleitungsnetz auszugleichen.
Modular und zukunftssicher
Das modulare Design muss den in den nächsten drei bis fünf Jahren im Zuge des verschärften Umweltschutzrahmens der Provinz Yunnan steigenden Emissionsgrenzwerte Rechnung tragen. Gleichzeitig muss fortschrittliche Technologie die verbleibenden gasförmigen Emissionen minimieren, um die Anlage ohne vollständigen Systemaustausch für die Kategorie „extrem niedrige Emissionen“ zu qualifizieren.
04 — Behandlungslösung
Wie das magnetische Abgasabsaugungssystem für die Kupferschmelze und die elektrolytische Gewinnung von Abgasen konfiguriert wurde
Magnetische Rauchgasreinigung (MPA) – auch bekannt als magnetische Rauchreinigung, Erfassung von Schwefelsäurenebel in der trockenen Phase, Unterdrückung nicht-thermischer Rauchfahnen, oder Beseitigung von Säurenebel mittels Magnetfeld — beseitigt die sichtbare weiße Rauchfahne, indem es gleichzeitig Feinstaub, Säurenebel-Aerosole und gesättigten Wasserdampf aus dem Verdampferdampfstrom entfernt. Der Generator BLEMG-1KA erzeugt einen kontrollierten Magnetfeldgradienten, der paramagnetische Moleküle und geladene Aerosolpartikel – darunter die für die Kupferschmelze typischen Schwefelsäurenebeltröpfchen und feinen Salzkristallitpartikel im Abgas – zur Graphen-Verbundabsorberschicht wandern lässt. Dadurch wird das austretende Gas praktisch unsichtbar.
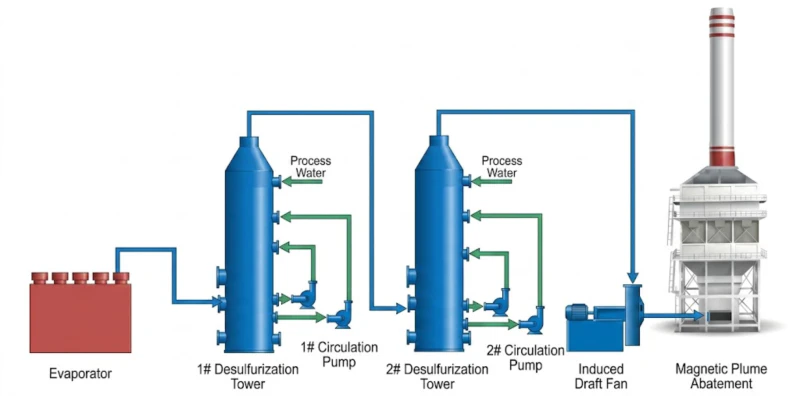
Die Aufbereitungssequenz beginnt mit der Sammlung des Säurenebels aus den Entlüftungsleitungen des Reaktionsbehälters über ein Mehrzweig-Verteilersystem. Das gesammelte Gas durchströmt einen Kaltkondensationsturm, in dem das Säurenebelkondensat aufgefangen wird. Das vorbehandelte Gas gelangt anschließend über einen Saugzugventilator in die MPA-Anlage zur abschließenden Tiefenreinigung, bevor es über den Kamin abgeleitet wird. Dieses zweistufige Verfahren – Kaltkondensationsrückgewinnung gefolgt von der MPA-Nachreinigung – gewährleistet sowohl die Einhaltung der gesetzlichen Vorgaben als auch die maximale Rückgewinnung des Säurenebels zur potenziellen Wiederverwendung im Prozess.
Prozessablauf: Reaktionsgefäße → Kaltkondensator → MPA-Einheit → Kamin
Behälterentlüftungen
Kopfzeile
Turm
Draft Fan
(BLCNXB-2W)
Stapel
Systemkonfiguration und wichtige technische Parameter
Die Einheit BLCNXB-2W verwendet eine Turm-Außenbereich, Bodeneinlass / Abluft oben Konfiguration. Mit Abmessungen von 3,6 × 3,6 × 13,2 m eignet sich die kompakte quadratische Grundfläche gut für die Installation in den beengten Räumlichkeiten zwischen der bestehenden Elektrogewinnungszelleninfrastruktur und dem Kaltkondensationsturm.
| Parameter | Spezifikation |
|---|---|
| Einheitenmodell | BLCNXB-2W |
| Layouttyp | Turmexternes, eigenständiges Modul |
| Luftstromrichtung | Ansaugung von unten, Auslass von oben |
| Reinigungseffizienz | ≥97% |
| Schadstoffkonzentration am Einlass | 50 mg/Nm³ |
| Schadstoffkonzentration am Auslass | ≤10 mg/Nm³ |
| Systemwiderstand | 250 Pa |
| Volumen des behandelten Rauchgases | 20.000 Nm³/h |
| Einlass-Rauchgastemperatur (MPA-Einheit) | ≈40°C |
| Absorberschichtmaterial | Graphen-Verbundwerkstoff |
| Geräteabmessungen (L×B×H) | 3,6 m × 3,6 m × 13,2 m |
| Modell eines Magnetenergiegenerators | BLEMG-1KA |
| Laufkraft | 15 kW |
| Jährliche Betriebstage | 300 Tage/Jahr |
| Jährliche Stromkosten | Ca. 43.200 RMB/Jahr |
| Anwendbare Emissionsnorm | GB 26132−2010 Emissionsnorm für die Schwefelsäureindustrie |

05 — Kernvorteile
Warum die magnetische Rauchgasreinigung der Alkaliwäsche bei der Behandlung von Säurenebeln in der Kupferschmelze überlegen ist
- ✓
Null alkalische Reagenzien – Null Sekundärabwasser – der entscheidende Unterschied: Die herkömmliche NaOH- oder Ca(OH)₂-Wäsche von Schwefelsäurenebel erzeugt sulfatreiches Abwasser, das erhöhte Konzentrationen an Kupfer, Arsen, Cadmium und anderen Schwermetallen aus dem Elektrolyseprozess enthält. Dieses Abwasser kann nicht einfach abgeleitet werden und muss entweder zusätzlich aufbereitet oder dem Prozess wieder zugeführt werden, was die Kosten und den Betriebsaufwand erhöht. Das MPA-Trockenverfahren kommt ohne flüssige Reagenzien aus und erzeugt kein kontinuierliches Abwasser, wodurch diese sekundäre Umweltbelastung vollständig beseitigt wird. Dies war das Hauptkriterium für die Technologieauswahl. - ✓
Vollständige Beseitigung weißer Rauchwolken, wo alkalische Reinigung nicht ausreicht: Selbst wenn die herkömmliche Alkaliwäsche die Schwefelsäurekonzentration im Nebel unter die gesetzlichen Grenzwerte senkt, erzeugt der durch die Wäscherfüllung strömende gesättigte Wasserdampf und die restliche Submikron-Aerosolfraktion weiterhin eine sichtbare weiße oder graue Rauchfahne am Schornstein. Das MPA-System erfasst gleichzeitig Partikel, Säurenebel und die gesättigte Wasserdampfphase und macht die Abgase somit praktisch unsichtbar. Dies ist der grundlegende physikalische Unterschied zwischen den beiden Technologien. - ✓
Extrem niedriger spezifischer Energieverbrauch – 15 kW für 20.000 Nm³/h: Mit einem spezifischen Energieverbrauch von 0,75 W pro Nm³/h weist die BLCNXB-2W eine geringere Energieverbrauchsaufnahme auf als alle Alternativen mit Alkaliwäsche, Elektrofilter oder Gasnacherhitzung. Die jährlichen Stromkosten belaufen sich bei 0,4 RMB/kWh für 300 Betriebstage auf ca. 43.200 RMB – einer der niedrigsten jährlichen Betriebskosten für eine kommerzielle MPA-Anlage jeglicher Größenordnung im Kupferschmelzsektor. - ✓
Kaltkondensations-Vorstufe gewinnt Säurenebel zur Wiederverwendung und reduziert gleichzeitig die MPA-Belastung: Der dem MPA-Reaktor vorgeschaltete Kaltkondensationsturm gewinnt einen erheblichen Teil des Säurenebels als flüssiges Kondensat zurück, das dem Prozess wieder zugeführt werden kann. Dadurch wird gleichzeitig die Schadstoffbelastung der MPA-Absorberschicht am Einlass reduziert (was die Lebensdauer verlängert) und wertvolle Säure für die Prozesswiederverwendung aufgefangen, anstatt sie als Abfall zu behandeln. Das zweistufige Verfahren – Kaltkondensationsrückgewinnung + MPA-Nachbehandlung – ist die optimale Konfiguration für Säurenebelströme in der Kupferschmelze. - ✓
Kompakte Stellfläche von 3,6 × 3,6 × 13,2 m – Installation auch in beengten Elektrogewinnungshallen möglich: Kupfergewinnungsanlagen zeichnen sich typischerweise durch eine dichte Anlagenanordnung mit begrenzter freier Fläche zwischen den Zellreihen, Gleichrichtereinheiten und der Säuremanagementinfrastruktur aus. Dank seiner minimalen Grundfläche von nur 13 m² lässt sich der BLCNXB-2W auch dort installieren, wo für die größeren Anlagen zur Wäscheranlage, Pumpen und Reagenzienlagerung, die bei herkömmlichen Alkaliwäsche-Modernisierungen erforderlich sind, kein Platz ist. - ✓
Proaktive Positionierung im Rahmen der Durchsetzung der ökologischen Roten Linie in Yunnan: Der Rahmenplan „Drei Linien und eine Liste“ der Provinz Yunnan sieht eine mehrjährige Verschärfung der regulatorischen Vorgaben für Kupferschmelzanlagen vor. Durch die Installation der MPA-Technologie, die die aktuellen Emissionsgrenzwerte bereits übertrifft, hat die Anlage einen Puffer zur Einhaltung der Vorschriften geschaffen. Dadurch verringert sich die Wahrscheinlichkeit weiterer Investitionen aufgrund zukünftiger Normenänderungen. Die modulare Bauweise ermöglicht zudem eine Kapazitätserweiterung, falls zukünftige Vorschriften dies erfordern.
Technologievergleich: MPA vs. konventionelle Alternativen für Säurenebel in der Kupferschmelze
| Kriterium | Magnetische Rauchgasreinigung | Alkalische (NaOH)-Reinigung | GGH + Verdünnung |
|---|---|---|---|
| Beseitigung weißer Rauchfahnen | Vollständig (unsichtbar) | Nein (der Dunst hält an) | Teilweise |
| Alkalireagenz erforderlich | Keiner | Ja (laufende NaOH-Kosten) | Keiner |
| Sekundäres Abwasser mit Schwermetallen | Keiner | Hohes Volumen (Sulfat + Cu, As) | Keiner |
| Effizienz der Schwefelsäurenebelentfernung | ≥97% | ≈85–90% | Nicht zutreffend (keine Entfernung) |
| Antriebsleistung (kW) | 15 kW | 40–80 kW (Pumpen + Ventilatoren) | 60–120 kW |
| Platzbedarf der Ausrüstung | 13 m² (3,6 × 3,6 m) | Groß (Behälter + Pumpe + Tank) | Medium |
| Säurerückgewinnungspotenzial | Ja (vorgelagerter Kaltkondensator) | Nein (als Abfall neutralisiert) | Teilweise |
06 — Betriebsergebnisse
Erfolgreiche Erstinbetriebnahme und verifizierte Stack-Performance
Die Anlage zur magnetischen Rauchgasreinigung hat die Inbetriebnahme beim ersten Versuch erfolgreich abgeschlossen. Alle Betriebsdaten und die Leistung bei der Rauchgasreinigung entsprachen vom ersten Anlauf an den Planungszielen. Der Abgasstrahl war unter allen normalen Betriebsbedingungen nicht mehr sichtbar, was die vollständige Beseitigung des zuvor über der Kupferschmelze sichtbaren weißen Säurenebels bestätigte.

07 — Hinweise zur Umsetzung
Wichtige technische Überlegungen für die Anwendung von Säurenebel bei der Kupferschmelze
- ⚠️
Zahlreiche Säurenebelreaktionsbehälter mit langen Rohrleitungen erfordern vor der Kanalauslegung eine Gasströmungsfeldsimulation: Die Schwefelsäure-Elektrogewinnungs- und Verdampfungsanlage in einer Kupferhütte besteht typischerweise aus mehreren Reaktionsbehältern, Verdampfungstanks und Sammelstellen, die über eine große Fläche verteilt sind. Die langen Rohrleitungen zwischen den Sammelstellen und der MPA-Einheit führen zu einer asymmetrischen Strömungsverteilung: Behälter in der Nähe des Saugzugventilators erhalten einen unverhältnismäßig hohen Luftstrom, während weiter entfernte Behälter nicht ausreichend abgesaugt werden. Dies muss mittels CFD-Gasströmungsmodellierung diagnostiziert und korrigiert werden, bevor die Kanaldimensionierung endgültig festgelegt wird. Zudem müssen an jeder Abzweigleitung manuelle Dämpfer installiert werden, um den Ausgleich zu ermöglichen. Anlagen, die diesen Schritt überspringen, stellen regelmäßig fest, dass nach der Inbetriebnahme 30–501 TP3T der Reaktionsbehälter nicht ausreichend abgesaugt werden und weiterhin Säurenebel in die Arbeitsumgebung abgeben. - ⚠️
Bei der herkömmlichen Alkaliwäsche entsteht sulfathaltiges Abwasser, das Kupfer, Arsen und Schwermetalle enthält und nicht einfach eingeleitet werden kann: Sollte eine zukünftige Modernisierung oder ein Notfallplan die Hinzufügung einer Alkaliwäsche vor oder nach der MPA-Anlage vorsehen, enthält das resultierende Abwasser neben Natriumsulfat oder Calciumsulfat auch Kupfer, Arsen und Cadmium aus dem Elektrolyseelektrolyten. Dadurch wird das Abwasser als potenziell gefährlicher Abfall und nicht als normales Industrieabwasser eingestuft, was eine spezielle Behandlung oder die Rückführung in den Prozess erfordert. Genau aus diesem Grund wurde für diese Anwendung das Trocken-MPA-Verfahren gewählt, und jede Abweichung vom reagenzienfreien Designprinzip sollte einer vollständigen Prüfung hinsichtlich der Gefahrenstoffklassifizierung unterzogen werden. - ⚠️
Das Schwefelsäurekondensat aus dem MPA-Absorber muss als prozesskontrollierter Säurestrom behandelt werden: Das von der Absorberschicht BLCNXB-2W aufgefangene Kondensat enthält verdünnte Schwefelsäure. Im Gegensatz zu Kondensat aus pharmazeutischen oder Hüttenprozessen kann dieses Kondensat als Rücklaufsäure für das Elektrolysebad direkt wiederverwendet werden. Vor der endgültigen Festlegung des Entsorgungswegs für das Kondensat ist eine Laboranalyse des pH-Werts, des Kupfer- und Arsengehalts sowie weiterer für die Elektrolyse relevanter Parameter durchzuführen. Bei geeigneter Qualität kann das Kondensat direkt in das Säuremanagementsystem zurückgeführt werden, anstatt es als Abfall zu behandeln. - ⚠️
Die Leistungsfähigkeit des Kaltkondensationsturms muss vor der endgültigen Festlegung der MPA-Einlassbelastung validiert werden: Der Kaltkondensationsturm entfernt einen erheblichen Teil des Säurenebels als flüssiges Kondensat, bevor das Gas in die MPA-Anlage eintritt. Die MPA-Eingangsspezifikation (50 mg/Nm³ Schadstoffbelastung) basiert auf der Gaszusammensetzung nach dem Kaltkondensator, nicht auf der Zusammensetzung des Rohdampfes im Verdampfer. Bei unzureichender Leistung des Kaltkondensationsturms – beispielsweise aufgrund ungenügenden Kühlwasserdurchflusses, Verschmutzung der Kondensatoberflächen oder erhöhter Umgebungstemperatur – überschreitet die tatsächliche MPA-Eingangsbelastung die Auslegungsspezifikation. Überwachen Sie die Konzentration am Ausgang des Kaltkondensationsturms separat und stellen Sie sicher, dass die MPA-Anlage einen Konzentrationsspielraum von 20% über der maximal zu erwartenden Belastung nach dem Kondensator aufweist. - ⚠️
Die Schwankung der Produktionsrate bei der Elektrogewinnung beeinflusst direkt das Verdampfungsgasvolumen und die Säurenebelkonzentration: Die Leistung einer Kupfergewinnungsanlage variiert mit der Strompreisentwicklung, dem Kathodenbedarf und der geplanten Wartung der Zelllinien. Diese Produktionsschwankungen führen zu entsprechenden Änderungen des Elektrolytvolumens, der Verdampfungsrate und folglich des Gasvolumens und der Säurenebelkonzentration im MPA-System. Das Steuerungssystem BLEMG-1KA passt die Magnetfeldstärke automatisch an, die während der Inbetriebnahme vorgenommene manuelle Dämpferkalibrierung ist jedoch auf einen bestimmten Produktionsbetriebspunkt ausgelegt. Bei einer dauerhaften Änderung der Produktionsrate (z. B. durch Kapazitätserweiterung oder -reduzierung) muss die Dämpferkalibrierung neu durchgeführt werden. - ⚠️
Sämtliche Rohrleitungen, Lüftergehäuse, Dämpfer und Anschlussflansche müssen für den Dauerbetrieb mit Schwefelsäurenebel ausgelegt sein: Standard-Kohlenstoffstahl oder sogar Edelstahl 304 korrodiert bei kontinuierlichem Kontakt mit Schwefelsäurenebel in den für Kupfer-Elektrolyse-Abgase typischen Konzentrationen schnell. Verwenden Sie für alle Kanäle, Lüftergehäuse und Kompensatoren glasfaserverstärkten Kunststoff (GFK) oder säurebeständigen, gummierten Stahl. An allen Flanschverbindungen müssen säurebeständige Dichtungsmaterialien (PTFE oder gleichwertig) verwendet werden. Die häufigste Ursache für vorzeitige Systemausfälle in dieser Anwendung ist das Fehlen korrosionsbeständiger Materialien entlang der gesamten Kanalstrecke von den Sammelrohren bis zur MPA-Einheit.
08 — Wichtigste Erkenntnisse aus dem Ingenieurwesen
Vier übertragbare Erkenntnisse aus diesem Kupferschmelz-Elektrogewinnungsprojekt
- 1
Die Anforderung, dass kein Sekundärabwasser anfällt, ist ein entscheidendes Kriterium für die Technologieauswahl bei Kupferschmelzverfahren. Wenn der Prozessstrom Schwermetalle (Kupfer, Arsen, Cadmium) enthält und die regulatorischen und abfallwirtschaftlichen Rahmenbedingungen – wie im Rahmen des Umweltschutzkonzepts von Yunnan – streng sind, ist das Vorhandensein oder Fehlen eines flüssigen Reagenz im Behandlungsprozess oft das entscheidende Kriterium für die Technologieauswahl, nicht die Behandlungseffizienz oder die Investitionskosten. Jede Technologie, die die Zugabe von alkalischen Reagenzien erfordert und schwermetallbelastetes Abwasser erzeugt, ist in diesem Kontext mit einem unverhältnismäßig hohen Aufwand für die Einhaltung der Vorschriften verbunden. Das Trockenverfahren der MPA umgeht dieses Problem vollständig. - 2
Die Kaltkondensationsvorbehandlung vor der MPA ist die optimale zweistufige Konfiguration für hochkonzentrierte Säurenebelströme. Der Kaltkondensationsturm in diesem Projekt erfüllt eine Doppelfunktion: Er gewinnt flüssige Säure zur Wiederverwendung im Prozess (wertvoll in der Kupferelektrolyse) und reduziert die Zulaufbelastung der MPA-Absorberschicht, wodurch deren Lebensdauer verlängert wird. Bei Anwendungen, in denen die Säurenebelkonzentration im Rohgas 50 mg/Nm³ deutlich übersteigt, ist die Vorschaltung einer Kaltkondensations- oder Teilvorwäsche vor der MPA-Anlage die bevorzugte Konfiguration. Die Kondensatrückgewinnung sollte in die Wirtschaftlichkeitsanalyse der Technologieauswahl einbezogen werden. - 3
Die Modellierung des Gasströmungsfeldes ist für Mehrbehälter-Säurenebel-Abscheidesysteme obligatorisch und nicht optional. Die Zusammenfassung der technischen Erfahrungen für dieses Projekt hebt die komplexe Trassenführung der Säurenebelleitung als zentrale technische Herausforderung hervor, die eine Gasströmungssimulation und einen manuellen Dämpferabgleich erfordert. Für jede Kupferschmelzanlage mit mehr als vier Reaktions- oder Verdampfungsbehältern, die an einen gemeinsamen Sammelverteiler angeschlossen sind, sollte die CFD-Modellierung des Gasströmungsfeldes im Kanalnetz vertraglich in der Detailplanungsphase enthalten sein und nicht optional. Die Kosten der Modellierung sind im Vergleich zu den Kosten einer Nachbesserung nach der Inbetriebnahme zur Behebung von Strömungsungleichgewichten vernachlässigbar. - 4
Die jährlichen Stromkosten von 43.200 RMB stellen den Goldstandard für die Einhaltung der Säurenebelgrenzwerte von 20.000 Nm³/h dar. Die BLCNXB-2W mit einer Betriebsleistung von 15 kW und einem Durchsatz von 20.000 Nm³/h bei einer Reinigungsleistung von ≥971 TP3T setzt neue Maßstäbe für kosteneffiziente Einhaltung der Vorschriften in der Kupferschmelzbranche. Bei der Präsentation der Investitionsrechnung gegenüber dem Anlagenmanagement sollten die jährlichen Stromkosten von 43.200 RMB den kombinierten Kosten für Reagenzien, Abwasserbehandlung und Energie der herkömmlichen alkalischen Wäsche gegenübergestellt werden – die Differenz beträgt typischerweise das 5- bis 8-Fache der jährlichen Stromkosten pro MPA und liefert damit ein überzeugendes Argument für die Amortisation der Investition.
09 — Häufig gestellte Fragen
Magnetische Rauchgasreinigung für Säurenebel aus der Kupferschmelze: Zehn Fragen beantwortet
Fragen von Umweltbeauftragten, Werksleitern und HSE-Teams in Anlagen zur Herstellung von elektrolytischem Kupfer und Kupferschmelzanlagen zur Bewertung der MPA-Technologie.
Sind Sie bereit, Ihre weiße Säurenebelwolke ohne Alkalireagenz zu beseitigen?
Entdecken Sie das gesamte Spektrum an Lösungen zur industriellen Emissionskontrolle
Von der magnetischen Rauchgasreinigung im Trockenverfahren zur Beseitigung von Säurenebeln aus der Kupferschmelze bis hin zu Regenerative thermische Oxidationssysteme zur Reduzierung hoher VOC-KonzentrationenUnser Ingenieurteam liefert Lösungen für die abfallfreie Produktion, die selbst die anspruchsvollsten Anforderungen an die Emissionskontrolle von Nichteisenmetallen erfüllen.





















