Estudo de Caso · Redução de VOCs
Como um fabricante especializado em embalagens líquidas, que trata 60.000 m³/h de gases residuais da secagem de impressoras, alcançou uma eficiência de destruição de VOC superior a 99% e operação contínua por 6 anos sem grandes problemas — implementando um oxidante térmico regenerativo (RTO) de três leitos com armazenamento de calor em cerâmica, controle de ventilador de frequência variável, monitoramento da concentração de LEL e gerenciamento de processo integrado a um DCS, adaptado para a formulação variável de tinta e as condições de impressão da impressão flexográfica de alta velocidade.
RTO de três quartos
95%+ Recuperação Térmica
Flexografia / Rotogravura
Ventilador de frequência variável
01 — Contexto do Setor
O desafio dos VOCs na indústria gráfica: formulações de tinta variáveis, velocidades de impressão variáveis e misturas de solventes altamente inflamáveis.
As embalagens impressas são um componente essencial das cadeias de suprimentos de produtos de consumo em todo o mundo. A indústria de impressão e embalagens utiliza grandes volumes de tintas e revestimentos à base de solventes em processos de impressão de alta velocidade — impressão flexográfica para embalagens flexíveis, impressão rotogravura para embalagens de alimentos e impressão offset para aplicações comerciais. Durante a impressão e na etapa subsequente de secagem da tinta, os solventes orgânicos presentes na formulação evaporam e precisam ser capturados e tratados antes de serem liberados na atmosfera.
Os gases liberados pela impressão apresentam diversas características que os diferenciam de outras fontes industriais de COVs e definem os requisitos de engenharia para qualquer sistema de redução de emissões:
- Concentração variável de COVs: A composição da tinta varia de acordo com o trabalho de impressão (cores diferentes, substratos diferentes, fornecedores de tinta diferentes). A concentração de COVs (Compostos Orgânicos Voláteis) no extrato da estufa de secagem varia de trabalho para trabalho e até mesmo dentro de um mesmo trabalho, conforme a cobertura de cor se altera. O sistema de tratamento deve lidar com essa variabilidade de forma confiável, sem ultrapassar os limites de conformidade devido à concentração ou gerar condições operacionais inseguras.
- Misturas de solventes inflamáveis: Os solventes de impressão incluem ésteres (acetato de etila, acetato de butila), cetonas (MEK, MIBK), álcoois (isopropanol, etanol) e hidrocarbonetos (tolueno em algumas aplicações antigas). Em altas temperaturas de estufas de secagem ou em ambientes com ventilação inadequada, essas substâncias formam misturas explosivas de vapor e ar. O monitoramento do LEL (limite inferior de explosividade) e o controle da diluição são requisitos de segurança obrigatórios, não recursos de engenharia opcionais.
- Alto volume de fluxo de ar com baixa concentração de COVs: As impressoras requerem grandes fluxos de ar de diluição através das estufas de secagem para manter as concentrações de vapor de solvente bem abaixo do LEL (Limite Inferior de Explosividade) para segurança contra incêndio. Isso cria um grande volume de ar com baixa concentração de COVs (Compostos Orgânicos Voláteis) que precisa ser tratado. A combinação de alto volume e baixa concentração torna a recuperação (condensação ou adsorção) menos atrativa do que a oxidação térmica para a maioria das aplicações de impressão.
- Vazão variável: Quando as impressoras iniciam, param, trocam de trabalho ou alteram a velocidade, o volume de fluxo de ar e a concentração de COVs (Compostos Orgânicos Voláteis) se modificam. O sistema de tratamento deve manter a operação estável e a conformidade em toda a faixa de operação, incluindo condições transitórias.

A empresa deste estudo de caso é uma fabricante especializada em embalagens para líquidos, produzindo recipientes plásticos moldados por sopro, embalagens de filme fino e embalagens flexíveis. Seu parque fabril inclui 8 linhas de moldagem por sopro americanas, 5 linhas de impressão automática, 1 linha de impressão rotogravura americana, 1 linha de produção de filme PS (2 fluxos), 15 linhas de produção de copos de papel e 15 linhas de produção de material PS. Os principais produtos são filmes compostos de três camadas para embalagens de líquidos, filmes de PVDC de cinco camadas, filmes termoencolhíveis, copos para leite fresco, papel para etiquetas e bandejas de PS para embalagens da cadeia de frio, além de tubos condensadores. O processo de impressão gera 60.000 m³/h de gases residuais ricos em COVs (Compostos Orgânicos Voláteis) que requerem tratamento antes do descarte.
02 — Perfil de Poluição
Emissões de gases de secagem de impressão: 4.000 mg/Nm³ de COVs totais, mistura complexa de solventes, limite inferior de exposição (LIE) baixo.
O gás de exaustão da secagem da impressora é coletado a uma taxa de 60.000 m³/h (condições padrão) de todas as linhas de impressão ativas. O volume padrão é de 60.000 Nm³/h; o volume do processo industrial é de 68.786 Nm³/h. O gás sai das estufas de secagem a aproximadamente 40 °C. O teor de oxigênio é de 21% (real), confirmando que se trata essencialmente de ar atmosférico com vapor de solvente incorporado.
O perfil de COVs é uma mistura complexa que reflete a diversidade de tintas de impressão utilizadas em vários tipos de impressoras e trabalhos de impressão. O total de COVs não metânicos (NMHC) é de aproximadamente 4.000 mg/Nm³ na cobertura máxima de tinta (concentração máxima). Os compostos regulamentados individualmente e seus limites de saída, de acordo com a norma aplicável do setor para poluentes atmosféricos na indústria gráfica, são: benzeno ≤1 mg/Nm³; tolueno ≤3 mg/Nm³; xileno ≤12 mg/Nm³; hidrocarbonetos totais não metânicos (NMHC) ≤50 mg/Nm³. As concentrações reais de COVs obtidas após o tratamento são: benzeno 0,1 mg/Nm³; tolueno 2 mg/Nm³; xileno 6 mg/Nm³; NMHC 18 mg/Nm³ — todas substancialmente abaixo de seus respectivos limites, refletindo a eficiência de destruição de COVs >99% do RTO de três leitos.
De acordo com a Diretiva Europeia sobre Emissões Intra-Comuns (IED) e o Decreto de Atividades Holandês (estrutura da Diretiva sobre Emissões de Solventes, agora incorporada ao Capítulo V da IED 2010/75/UE), o setor de impressão é regulamentado como uma atividade de revestimento de superfícies, com limites de emissão de COVs fixados em 20 mg/Nm³ de equivalente de carbono total para a maioria das aplicações de impressão, com limites inferiores aplicáveis onde solventes perigosos (compostos clorados, benzeno) estão presentes. A emissão de NMHC de 18 mg/Nm³ alcançada nesta instalação está abaixo do limite de 20 mg/Nm³ da IED da UE.
| Parâmetro | Concentração inicial | Saída real | Limite IED da UE / NL |
|---|---|---|---|
| VOCs totais (NMHC) | ≤4.000 mg/Nm³ (pico) | 18 mg/Nm³ | IED 2010/75/UE ≤20 mg/Nm³ |
| Benzeno | Presente (dependendo do tipo de tinta) | 0,1 mg/Nm³ | IED ≤1 mg/Nm³ |
| Tolueno | Presente | 2 mg/Nm³ | IED ≤3 mg/Nm³ |
| Xileno | Presente | 6 mg/Nm³ | IED ≤12 mg/Nm³ |
| Volume de fluxo padrão | 60.000 Nm³/h | — | — |
| volume do processo industrial | 68.786 Nm³/h a 40°C | — | — |
| Temperatura dos gases de escape na coleta | ≤100°C (máximo de projeto de entrada RTO) | — | — |
| Conteúdo de O₂ | 21% (ar ambiente com vapor de solvente) | — | — |
Requisito de segurança LEL: A concentração de gases liberados durante a secagem da impressão deve ser mantida abaixo de 25% do LEL (Limite Inferior de Explosividade) em toda a extensão da tubulação, do forno ao RTO (Unidade de Transferência de Energia Renovável). O sistema de gerenciamento da concentração de COVs (sensores de LEL + controle de velocidade do ventilador com frequência variável) mantém a concentração dentro da faixa de operação segura. A concentração na entrada do RTO também é monitorada para evitar a combustão de uma mistura quase estequiométrica de solvente e ar no leito cerâmico do RTO antes da câmara de combustão, o que poderia causar liberação descontrolada de calor e danos ao equipamento.
03 — Tecnologia e Princípio de Funcionamento da RTO
Como um RTO de três leitos atinge uma destruição de VOC superior a 99% enquanto recupera mais de 95% de calor de combustão.
A Oxidação Térmica Regenerativa (RTO) é a tecnologia de escolha para aplicações de impressão de VOCs em alto volume e com concentrações baixas a médias. A RTO oxida os VOCs em CO₂ e H₂O a temperaturas acima de 760 °C.
A principal característica da oxidação térmica regenerativa (em comparação com a oxidação térmica por combustão direta) é o leito cerâmico de armazenamento de calor, que captura o calor dos gases de combustão em alta temperatura e o transfere para o gás bruto frio que entra. Essa recuperação interna de calor atinge uma eficiência térmica superior a 95% — o que significa que apenas menos de 5% do calor da combustão precisa ser fornecido como combustível suplementar em operação em regime permanente, após o leito cerâmico ter sido pré-aquecido à temperatura de operação.
Lógica de comutação RTO de três leitos
O RTO de três leitos (três câmaras) alterna entre três modos de operação (A, B, C) em uma sequência cronometrada. Em cada período de ciclo T:
- Um dos leitos recebe gás bruto (modo "entrada"): o ar frio carregado de COVs entra através do leito cerâmico pré-aquecido, absorve calor e atinge a temperatura de oxidação antes de entrar na câmara de combustão.
- Um dos leitos libera calor para o gás tratado que sai (modo "saída"): o gás de combustão quente e limpo da câmara de combustão passa pelo leito frio, aquecendo-o para o próximo ciclo enquanto o gás esfria até a temperatura de descarga da chaminé.
- Um dos leitos está sendo purgado (modo "purga"): um pequeno volume de gás limpo e tratado é direcionado através do leito que estava anteriormente no modo de entrada, eliminando qualquer VOC residual que possa ser transportado para a saída sem passar pela câmara de combustão.
O design de três leitos elimina a emissão de COVs ("puff") durante a troca de válvulas que ocorreria em um RTO de dois leitos, pois o terceiro leito funciona como uma câmara de purga. Essa purga contínua é essencial para atingir uma eficiência de destruição de COVs superior a 99% em todas as condições de operação, inclusive durante as transições de troca de válvulas.

Tabela de Sequência de Válvulas Lógicas de Comutação
| Período | Cama A | Cama B | Cama C |
|---|---|---|---|
| T (primeiro) | Entrada | Tomada | Purga |
| 2T (segundo) | Tomada | Purga | Entrada |
| 3T (terceiro) | Purga | Entrada | Tomada |
O ciclo se repete continuamente. O leito de purga utiliza um pequeno volume de gás limpo e tratado para remover os COVs residuais do leito antes da transição para o modo de saída, evitando a passagem de COVs durante a comutação da válvula.
04 — Especificação do Sistema
Parâmetros de projeto e características de engenharia de um RTO de três leitos para aplicações de impressão com carga variável.
O sistema RTO foi projetado em torno de cinco requisitos específicos de aplicação para o contexto da indústria gráfica: (1) capacidade de ventilador de frequência variável para ajuste de vazão e concentração; (2) monitoramento do LEL com controle de feedback de concentração; (3) capacidade de monitoramento de alta temperatura e vazão; (4) mecanismo de comutação de válvula de assento simples e confiável (não válvula rotativa, que tem maiores requisitos de manutenção); (5) projeto de baixa taxa de falhas para a indústria gráfica sensível à lucratividade, onde o tempo de inatividade do sistema de tratamento afeta diretamente a produção.
Parâmetros de seleção
| Parâmetro | Especificação |
|---|---|
| Taxa de fluxo de tratamento | 60.000 m³/h |
| Temperatura de entrada de COVs | ≤100°C |
| eficiência de destruição de COVs | >99% |
| Eficiência de recuperação térmica | >95% |
| Tempo de residência na câmara de combustão | >1,2 s |
| Temperatura de oxidação | >760°C |
| produção de calor do combustor | 2,1 milhões de kcal/h |
| Gás natural (partida a frio, 3 h) | 240 m³/h (P: 0,03–0,06 MPa) |
| Gás natural (funcionamento em marcha lenta) | 130 m³/h |
| Consumo de gás natural na partida a frio | 650 m³ por evento de partida a frio |
| queda de pressão do sistema | <3.000 Pa |
| Peso do equipamento | 127 t |
| Espaço ocupado pelo equipamento | 23 m × 6,5 m |
Capacidade Instalada
| Item | Especificação |
|---|---|
| Ventilador principal RTO | 160 kW (frequência variável) |
| Fã de The Purge | 15 kW |
| Componentes de controle elétrico | 2 kW |
| Potência total instalada | 177 kW (a 220 V/380 V, 50 Hz) |
| queimador de gás natural | 240 m³/h (P: 0,03–0,05 MPa) |
| Ar comprimido (válvulas pneumáticas) | 50 m³/h (≥0,6 MPa) |
| Consumo real de eletricidade | 142,4 kW em 114 h (equivalente a 0,8 RMB/kWh) |
.webp)
05 — Princípios de Design
Quatro princípios de engenharia que definem o projeto RTO na indústria gráfica
- ✓
O controle de frequência variável do ventilador é essencial, e não opcional, para aplicações de impressão: As impressoras geram gases de combustão orgânica (VOCs) com vazões e concentrações variáveis, dependendo da velocidade da impressora, da cobertura de impressão, da cor da tinta e das transições de trabalho. Um ventilador de RTO (Asset-Time Offset) com velocidade fixa, configurado para vazão máxima, operaria com vazões excessivas durante períodos de produção parcial, desperdiçando energia e reduzindo a temperatura do gás na entrada do RTO (reduzindo o pré-aquecimento disponível antes da câmara de combustão e aumentando o consumo de combustível suplementar). O inversor de frequência (VFD) no ventilador principal de 160 kW do RTO permite que o sistema ajuste o volume de gás real a cada condição de operação, mantendo a temperatura e o tempo de residência na câmara de combustão dentro das especificações em toda a faixa de carga, minimizando o consumo de energia do ventilador. - ✓
O monitoramento do LEL (Limite Inferior de Explosividade) no coletor de gases residuais é um requisito de segurança inegociável: A concentração total de COVs (Compostos Orgânicos Voláteis) no exaustor do forno de secagem deve ser mantida abaixo de 25% do LEL (Limite Inferior de Explosividade) em todos os momentos. O coletor de gases residuais está equipado com monitores de concentração do LEL, monitores de temperatura e instrumentos de medição de concentração em tempo real (alarmes de alta temperatura, novo ajuste em tempo real da concentração de gases de combustão pelo ventilador). O sistema DCS (Sistema de Controle Distribuído) responde automaticamente às mudanças na concentração do LEL, ajustando a velocidade do ventilador para diluir o gás coletado quando a concentração se aproxima do limite de segurança. Sem esse gerenciamento ativo de concentração, uma mudança na velocidade de impressão ou na cobertura de tinta poderia criar uma mistura inflamável na tubulação antes que o operador percebesse. - ✓
O design simples da válvula de retenção tipo poppet proporciona confiabilidade ao longo de um horizonte operacional de seis anos: O sistema de tratamento deve operar com alta disponibilidade, pois as impressoras funcionam continuamente e o tratamento de COVs (Compostos Orgânicos Voláteis) é um requisito legal para a continuidade da produção. Portanto, a seleção do projeto da válvula RTO (Rotative-Time Offset) é uma decisão crítica de engenharia de confiabilidade. A comutação por válvula de assento (válvula tipo cogumelo) foi especificada em vez da válvula rotativa porque: as válvulas de assento possuem um mecanismo de vedação mais simples, com menos peças móveis; são mais fáceis de manter e substituir sem longas paradas; e proporcionam um mecanismo de comutação simples e confiável que minimiza a taxa de falhas. Os 6 anos de operação contínua sem grandes problemas, documentados no resumo da experiência, são em parte resultado dessa escolha de projeto de válvula. - ✓
A capacidade de aproveitamento do calor residual em períodos de operação com alta concentração reduz significativamente o custo operacional anual: Em concentrações de COVs de média a alta (onde o calor exotérmico da oxidação dos COVs contribui significativamente para a manutenção da temperatura da câmara de combustão), o RTO opera em modo “autotérmico”: a combustão dos COVs fornece calor suficiente para manter os leitos cerâmicos na temperatura de operação com consumo mínimo ou nulo de gás natural suplementar. Em períodos de alta concentração, o RTO pode operar com consumo de gás natural suplementar próximo de zero e gerar calor excedente que pode ser extraído na forma de vapor, ar quente ou água quente para aquecimento das instalações ou para geração de calor de processo. O equilíbrio entre o custo do combustível suplementar e a receita potencial com calor residual é uma importante consideração econômica operacional para sistemas RTO na indústria gráfica.
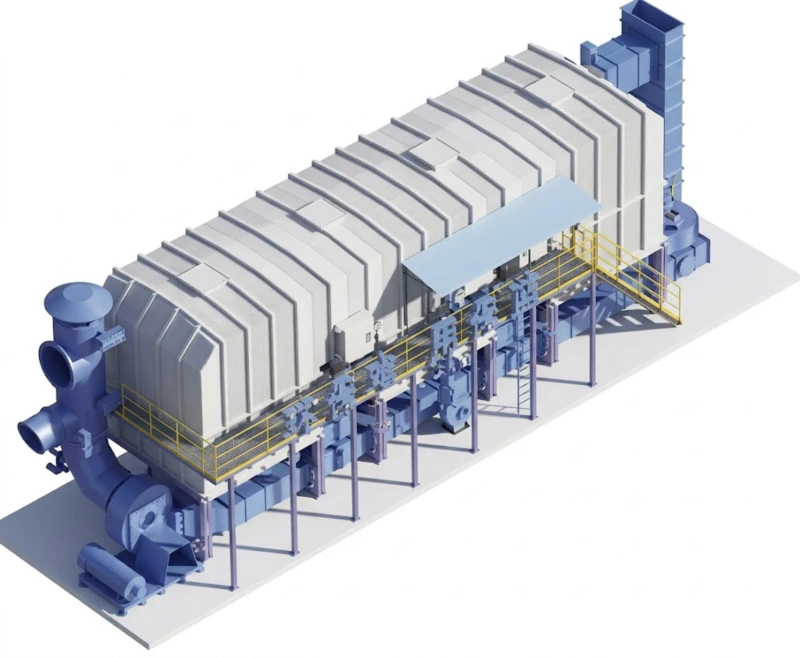
06 — Resultados Operacionais e Layout dos Equipamentos
Desempenho comprovado: remoção de VOC de 99,5%, 20 mg/Nm³ NMHC online, 6 anos sem falhas graves.
Após a estabilização do comissionamento, os monitores online do CEMS mostram consistentemente uma concentração de COVs igual ou inferior a 20 mg/Nm³, atendendo ao requisito da licença ambiental local aplicável de 40 mg/Nm³ e alcançando a classificação de emissão empresarial Grau B. A redução anual de COVs é estimada em 1.719,361 toneladas por ano. O sistema opera há 6 anos consecutivos sem falhas significativas, com manutenção diária limitada a verificações simples do estado das válvulas, e os dados de monitoramento online estão continuamente em conformidade com os requisitos da licença.
Custos operacionais anuais com 7.200 horas de operação: eletricidade a 142,4 kW reais (0,8 RMB/kWh) = aproximadamente 82 milhões de RMB/ano; gás natural para partida a frio (3 partidas por ano a 650 m³/partida) = 664 unidades a 4 RMB/m³ = aproximadamente 0,8 milhão de RMB; gás natural durante a operação normal (5 m³/h a 4 RMB/m³, 7.200 h) = aproximadamente 14,4 milhões de RMB; ar comprimido (50 m³/h a 10 RMB/unidade) = aproximadamente 3,6 milhões de RMB; custo operacional anual total de aproximadamente 103,6 milhões de RMB. O baixo consumo de gás natural durante a operação normal (apenas 5 m³/h em regime permanente, contra 130 m³/h em marcha lenta e 240 m³/h em partida a frio) reflete a eficiência de recuperação térmica superior a 95% dos leitos cerâmicos de armazenamento de calor e a contribuição do calor de oxidação de COVs para a manutenção da temperatura da câmara de combustão durante os períodos de produção.
07 — Precauções de Implementação
Lições críticas de engenharia e operação para aplicações de RTO (Registered Training Organisation - Organização de Treinamento Registrada) na indústria gráfica.
- 🚫
O controle da concentração do LEL é um requisito de segurança vital que deve ser cumprido em todas as condições de produção — nunca ignore o bloqueio do LEL: A concentração de COVs (Compostos Orgânicos Voláteis) nos dutos de coleta de exaustão do forno de impressão deve ser mantida abaixo do LEL (Limite Inferior de Explosividade) da norma 25% em todos os momentos. Se a concentração se aproximar do limite do LEL da norma 25% (aproximadamente 6.250 mg/Nm³ para uma mistura típica de solventes de impressão), o controle automático de diluição deve aumentar imediatamente o fluxo de ar de diluição. Operar com sensores de LEL desativados ou desabilitar o intertravamento de concentração cria risco de explosão nos dutos e no sistema RTO (Remote Time Officer). O sistema de monitoramento de LEL deve ser calibrado na frequência especificada pelo fabricante do sensor (normalmente mensalmente) e deve abranger todas as conexões da impressora, não apenas o coletor comum. - ⚠️
A complexa composição dos gases residuais e as condições operacionais variáveis exigem que o sistema de tratamento seja projetado para todos os cenários operacionais, incluindo condições transitórias: A concentração de COVs (Compostos Orgânicos Voláteis) nos gases de exaustão da impressão varia continuamente ao longo do turno de trabalho, conforme diferentes trabalhos de impressão, cores e formulações de tinta são utilizados. O RTO (Operador de Transmissão Remota) deve manter uma eficiência de destruição superior a 99% em toda a faixa de carga, desde a produção mínima (baixo fluxo, baixa concentração de COVs) até a produção máxima (fluxo total, pico de concentração de COVs), incluindo durante a inicialização da impressora, trocas de trabalho e desligamentos. O controle de frequência variável do ventilador e o gerenciamento adaptativo do modo de operação baseado em DCS (Sistema de Controle Distribuído) são as ferramentas técnicas que gerenciam essas transições. Verifique o desempenho do RTO nas condições de carga mínima, nominal e máxima durante o teste de aceitação de comissionamento antes de aceitar o sistema. - ⚠️
O consumo de energia em tempo real (RTO) é o maior item de custo operacional e deve ser otimizado continuamente — ele afeta diretamente a rentabilidade das empresas de impressão: As empresas de impressão operam em um mercado altamente competitivo, onde as margens de lucro são estreitas e o custo operacional do sistema de tratamento de COVs representa uma parcela significativa do custo total de produção. O custo operacional total de 103,6 milhões de RMB/ano para esta instalação de 60.000 m³/h é relativamente baixo, pois a recuperação térmica >95% reduz o consumo de gás natural para apenas 5 m³/h em operação normal. Qualquer degradação no desempenho do leito de armazenamento de calor cerâmico (devido ao acúmulo de poeira, danos mecânicos ou fadiga por ciclos térmicos) aumentará a necessidade de combustível suplementar e elevará o custo operacional. A medição anual da eficiência térmica e a inspeção do leito cerâmico devem ser incluídas no plano de manutenção preventiva. - ⚠️
O tempo de comutação da válvula de assento deve ser calibrado de acordo com a velocidade real do gás no leito cerâmico para evitar emissões de COVs (Compostos Orgânicos Voláteis) entre os ciclos: O tempo do ciclo de purga (o período durante o qual o terceiro leito é limpo com gás antes da transição para o modo de saída) deve ser longo o suficiente para remover completamente todos os COVs residuais dos canais do leito, mas curto o suficiente para manter a eficiência térmica. Se o tempo de purga for muito curto, os COVs residuais nos canais do leito serão transferidos para a saída durante a comutação da válvula, gerando breves picos de emissão. Em instalações com vazões variáveis (como em aplicações de impressão), o tempo de purga deve ser suficiente para a condição de velocidade mínima do gás (velocidade mínima do ventilador), e não apenas para a condição nominal de projeto. - ⚠️
As alterações na tinta e na formulação do solvente devem ser comunicadas ao operador do RTO antes da implementação: Diferentes formulações de tinta possuem composições de solventes diferentes e valores de LEL (Limite Inferior de Explosividade) distintos. Quando a equipe de produção gráfica muda para uma nova formulação de tinta com composição de solvente diferente, os pontos de ajuste do sistema de monitoramento de LEL podem precisar ser ajustados. Um procedimento formal de gerenciamento de mudanças deve ser estabelecido, exigindo que o gerente de produção notifique a equipe de operação do RTO (Remote Time Officer - Oficial de Teste de Impressão) antes de qualquer alteração na formulação da tinta ou do solvente, para que o monitoramento de LEL possa ser reconfigurado, se necessário, antes que o novo solvente entre no sistema de coleta.
08 — Perguntas Frequentes
Redução de VOCs (Compostos Orgânicos Voláteis) na Indústria Gráfica: Dez Perguntas Respondidas
Perguntas de gestores de licenças ambientais, engenheiros de produção e equipes de HSE (Saúde, Segurança e Meio Ambiente) em instalações de impressão, embalagem e revestimento de superfícies que planejam sistemas de redução de VOC (Compostos Orgânicos Voláteis) de acordo com os requisitos do Decreto de Atividades IED da UE/Decreto de Atividades Holandês.
Pronto para alcançar a destruição de VOCs superior a 99% em sua gráfica?
Explore a gama completa de soluções de oxidação térmica regenerativa.
De oxidadores térmicos regenerativos de três leitos (RTO) para a indústria gráfica, redução de VOCs em toda a gama de Aplicações de RTO na impressão flexográficaNossa equipe de engenharia fornece soluções compatíveis com o padrão IED da UE, com a confiabilidade e a capacidade de carga variável que as empresas de impressão exigem.





















