Fallstudie · VOC-Reduzierung
Wie ein spezialisierter Hersteller von Flüssigkeitsverpackungen, der 60.000 m³/h Abluft aus der Trocknung von Druckmaschinen behandelt, eine VOC-Zerstörungseffizienz von >99% und einen kontinuierlichen 6-Jahres-Betrieb ohne größere Ausfälle erreichte - durch den Einsatz eines regenerativen thermischen Oxidators (RTO) mit drei Betten, keramischem Wärmespeicherbett, frequenzvariabler Lüftersteuerung, Überwachung der LEL-Konzentration und DCS-integriertem Prozessmanagement, das an die variable Tintenformulierung und die Druckbedingungen des Hochgeschwindigkeits-Flexodrucks angepasst ist.
Drei-Bett-RTO
95%+ Thermische Rückgewinnung
Flexodruck / Tiefdruck
Ventilator mit variabler Frequenz
01 — Branchenhintergrund
Die VOC-Herausforderung der Druckindustrie: Variable Tintenrezepturen, variable Druckgeschwindigkeiten und hochentzündliche Lösungsmittelgemische
Bedruckte Verpackungen sind weltweit ein wichtiger Bestandteil der Lieferketten von Konsumgütern. Die Druck- und Verpackungsindustrie verwendet große Mengen lösemittelbasierter Farben und Lacke in Hochgeschwindigkeitsdruckverfahren – Flexodruck für flexible Verpackungen, Tiefdruck für Lebensmittelverpackungen und Offsetdruck für kommerzielle Anwendungen. Während des Druckvorgangs und der unmittelbar darauf folgenden Trocknungsphase der Farbe verdunsten die organischen Lösemittel der Farbrezeptur und müssen aufgefangen und behandelt werden, bevor sie in die Atmosphäre gelangen.
Die VOC-Abgase der Druckindustrie weisen mehrere Merkmale auf, die sie von anderen industriellen VOC-Quellen unterscheiden und die technischen Anforderungen an jedes Abgasreinigungssystem definieren:
- Variable VOC-Konzentration: Die Tintenzusammensetzung variiert je nach Druckauftrag (unterschiedliche Farben, unterschiedliche Substrate, unterschiedliche Tintenhersteller). Die VOC-Konzentration im Trockenofenabwasser schwankt von Auftrag zu Auftrag und sogar innerhalb eines Auftrags mit der Änderung der Farbdeckung. Das Aufbereitungssystem muss diese Variabilität zuverlässig bewältigen, ohne dass es zu konzentrationsbedingten Grenzwertüberschreitungen oder unsicheren Betriebsbedingungen kommt.
- Brennbare Lösungsmittelgemische: Zu den Lösungsmitteln für den Druck gehören Ester (Ethylacetat, Butylacetat), Ketone (MEK, MIBK), Alkohole (Isopropanol, Ethanol) und Kohlenwasserstoffe (in einigen älteren Anwendungen Toluol). Bei hohen Temperaturen im Trockenofen oder in unzureichend belüfteten Räumen bilden diese explosive Dampf-Luft-Gemische. Die Überwachung der unteren Explosionsgrenze (UEG) und die Kontrolle der Verdünnung sind zwingende Sicherheitsvorkehrungen und keine optionalen technischen Merkmale.
- Hohes Luftvolumen bei niedriger VOC-Konzentration: Druckmaschinen benötigen hohe Luftströme zur Verdünnung in den Trockenöfen, um die Konzentration der Lösemitteldämpfe aus Brandschutzgründen deutlich unterhalb der unteren Explosionsgrenze (UEG) zu halten. Dadurch entsteht ein großes Volumen an VOC-haltiger Luft mit niedriger Konzentration, das aufbereitet werden muss. Aufgrund des hohen Volumens und der niedrigen Konzentration ist die Rückgewinnung (Kondensation oder Adsorption) für die meisten Druckanwendungen weniger attraktiv als die thermische Oxidation.
- Variable Durchflussrate: Beim Starten, Stoppen, Auftragswechsel oder Geschwindigkeitswechsel von Druckmaschinen ändern sich sowohl das Luftvolumen als auch die VOC-Konzentration. Das Aufbereitungssystem muss daher über den gesamten Betriebsbereich, einschließlich transienter Zustände, einen stabilen Betrieb und die Einhaltung der Vorschriften gewährleisten.

Das in dieser Fallstudie untersuchte Unternehmen ist ein spezialisierter Hersteller von Flüssigkeitsverpackungen. Es produziert blasgeformte Kunststoffbehälter, Dünnfolienverpackungen und flexible Verpackungsbehälter. Der Maschinenpark umfasst acht amerikanische Blasformanlagen, fünf automatische Druckanlagen, eine amerikanische Tiefdruckanlage, eine PS-Folienproduktionslinie (zwei Produktionsströme), 15 Papierbecher-Produktionslinien und 15 PS-Material-Produktionslinien. Zu den Hauptprodukten zählen dreilagige Verbundfolien für Flüssigkeitsverpackungen, fünflagige PVDC-Folien, Schrumpffolien, Frischmilchbecher, Etikettenpapier und PS-Schalen für Kühlkettenverpackungen sowie Kondensatorrohre. Beim Druckprozess entstehen 60.000 m³/h VOC-haltiges Abgas, das vor der Ableitung behandelt werden muss.
02 — Verschmutzungsprofil
Drucktrocknungsabgase: 4.000 mg/Nm³ Gesamt-VOCs, komplexes Lösungsmittelgemisch, niedrige UEG-Grenze.
Die Abluft der Druckmaschinentrocknung wird mit 60.000 m³/h (Standardbedingungen) von allen aktiven Drucklinien erfasst. Das Standardvolumen beträgt 60.000 Nm³/h, das industrielle Prozessvolumen 68.786 Nm³/h. Das Gas verlässt die Trockenöfen mit einer Temperatur von ca. 40 °C. Der Sauerstoffgehalt beträgt 211 µg/l (tatsächlicher Wert), was bestätigt, dass es sich im Wesentlichen um Umgebungsluft mit mitgerissenen Lösungsmitteldämpfen handelt.
Das VOC-Profil ist ein komplexes Gemisch, das die Vielfalt der in verschiedenen Druckmaschinen und Druckaufträgen verwendeten Druckfarben widerspiegelt. Die Gesamtkonzentration der nicht-methanischen VOCs (NMHC) beträgt bei maximaler Farbdeckung (Spitzenkonzentration) etwa 4.000 mg/Nm³. Die einzelnen regulierten Verbindungen und ihre Grenzwerte gemäß der geltenden Branchennorm für Luftschadstoffe in der Druckindustrie sind: Benzol ≤ 1 mg/Nm³; Toluol ≤ 3 mg/Nm³; Xylol ≤ 12 mg/Nm³; Gesamtkonzentration der nicht-methanischen Kohlenwasserstoffe (NMHC) ≤ 50 mg/Nm³. Die tatsächlich erreichten VOC-Konzentrationen nach der Behandlung betragen: Benzol 0,1 mg/Nm³; Toluol 2 mg/Nm³; Xylol 6 mg/Nm³. NMHC 18 mg/Nm³ – alle Werte liegen deutlich unter ihren jeweiligen Grenzwerten, was die hohe VOC-Zerstörungseffizienz des Dreibett-RTO von >99% widerspiegelt.
Gemäß der EU-Richtlinie über industrielle Anwendungen (IED) und der niederländischen Verordnung über industrielle Tätigkeiten (Rahmen der Richtlinie über Lösemittelemissionen, jetzt in Kapitel V der IED 2010/75/EU integriert) wird der Drucksektor als Oberflächenbeschichtungsbranche reguliert. Die VOC-Emissionsgrenzwerte liegen für die meisten Druckanwendungen bei 20 mg/Nm³ Gesamtkohlenstoffäquivalent. Niedrigere Grenzwerte gelten, wenn gefährliche Lösemittel (chlorierte Verbindungen, Benzol) vorhanden sind. Der in dieser Anlage erreichte NMHC-Emissionswert von 18 mg/Nm³ liegt unter dem EU-Grenzwert von 20 mg/Nm³.
| Parameter | Anfangskonzentration | Tatsächliche Filiale | EU IED / NL Limit |
|---|---|---|---|
| Gesamt-VOCs (NMHC) | ≤4.000 mg/Nm³ (Spitzenwert) | 18 mg/Nm³ | IED 2010/75/EU ≤20 mg/Nm³ |
| Benzol | Vorhanden (abhängig von der Tintenart) | 0,1 mg/Nm³ | IED ≤1 mg/Nm³ |
| Toluol | Gegenwärtig | 2 mg/Nm³ | IED ≤3 mg/Nm³ |
| Xylol | Gegenwärtig | 6 mg/Nm³ | IED ≤12 mg/Nm³ |
| Standarddurchfluss | 60.000 Nm³/h | — | — |
| Industrielles Prozessvolumen | 68.786 Nm³/h bei 40 °C | — | — |
| Abgastemperatur bei der Sammlung | ≤100°C (maximale Auslegungstemperatur des RTO-Einlasses) | — | — |
| O₂-Gehalt | 21% (Umgebungsluft mit Lösungsmitteldampf) | — | — |
Sicherheitsanforderung für die untere Explosionsgrenze (UEG): Die Abgaskonzentration beim Trocknen der Druckprodukte muss im gesamten Rohrleitungssystem vom Ofen bis zum RTO (Rotations- und Trocknungsofen) jederzeit unter 251 TP3T der unteren Explosionsgrenze (UEG) liegen. Das VOC-Konzentrationsmanagementsystem (UEG-Sensoren + frequenzgeregelte Lüfterdrehzahlregelung) hält die Konzentration im sicheren Betriebsbereich. Die RTO-Einlasskonzentration wird ebenfalls überwacht, um die Verbrennung eines nahezu stöchiometrischen Lösungsmittel-Luft-Gemisches im RTO-Keramikbett vor der Brennkammer zu verhindern. Dies könnte zu unkontrollierter Wärmeentwicklung und Anlagenschäden führen.
03 — RTO-Technologie und Funktionsprinzip
Wie ein Dreibett-RTO eine VOC-Zerstörung von >991 TP3T bei gleichzeitiger Rückgewinnung von >951 TP3T Verbrennungswärme erreicht.
Die regenerative thermische Oxidation (RTO) ist die Technologie der Wahl für Anwendungen im Druckbereich mit hohem Volumen und niedriger bis mittlerer VOC-Konzentration. Bei der RTO werden VOCs bei Temperaturen über 760 °C zu CO₂ und H₂O oxidiert.
Das charakteristische Merkmal der regenerativen thermischen Oxidation (im Gegensatz zur direkten thermischen Oxidation) ist das keramische Wärmespeicherbett, das die Wärme des hochtemperierten Verbrennungsgases aufnimmt und an das einströmende kühle Rohgas abgibt. Diese interne Wärmerückgewinnung erreicht einen thermischen Wirkungsgrad von >95% – das heißt, dass im stationären Betrieb, sobald das Keramikbett auf Betriebstemperatur vorgeheizt ist, nur <5% der Verbrennungswärme als zusätzlicher Brennstoff zugeführt werden muss.
Drei-Bett-RTO-Schaltlogik
Der Drei-Bett-RTO (Drei-Kammer-RTO) durchläuft drei Betriebsmodi (A, B, C) in zeitlich abgestimmter Reihenfolge. In jeder Zyklusperiode T:
- Ein Bett empfängt das einströmende Rohgas („Einlassmodus“): Kühle, VOC-haltige Luft strömt durch das vorgeheizte Keramikbett, nimmt Wärme auf und erreicht die Oxidationstemperatur, bevor sie in die Brennkammer gelangt.
- Ein Heizbett gibt Wärme an das austretende behandelte Gas ab („Ausgangsmodus“): Heißes, sauberes Verbrennungsgas aus der Brennkammer strömt durch das Kühlbett und heizt es für den nächsten Zyklus auf, während es sich auf die Abgastemperatur abkühlt.
- Ein Bett wird gespült („Spülmodus“): Eine kleine Menge sauberes, aufbereitetes Gas wird durch das Bett geleitet, das sich zuvor im Einlassmodus befand, um alle verbleibenden VOC zu entfernen, die möglicherweise zum Auslass gelangen könnten, ohne die Brennkammer zu durchlaufen.
Die Dreibettkonstruktion verhindert die bei einem Zweibett-RTO auftretende VOC-Freisetzung beim Ventilschalten, da das dritte Bett als Spülkammer dient. Diese kontinuierliche Spülung ist unerlässlich, um unter allen Betriebsbedingungen, einschließlich der Ventilschaltvorgänge, eine VOC-Zerstörungseffizienz von >991 TP3T zu erreichen.

Schaltlogik-Ventilsequenztabelle
| Zeitraum | Bett A | Bett B | Bett C |
|---|---|---|---|
| T (erste) | Einlass | Outlet | Säubern |
| 2T (zweite) | Outlet | Säubern | Einlass |
| 3T (dritte) | Säubern | Einlass | Outlet |
Der Zyklus wiederholt sich kontinuierlich. Das Spülbett nutzt eine geringe Menge gereinigten Gases, um restliche VOCs aus dem Bett zu entfernen, bevor es in den Auslassmodus wechselt und so einen VOC-Durchbruch beim Umschalten des Ventils verhindert.
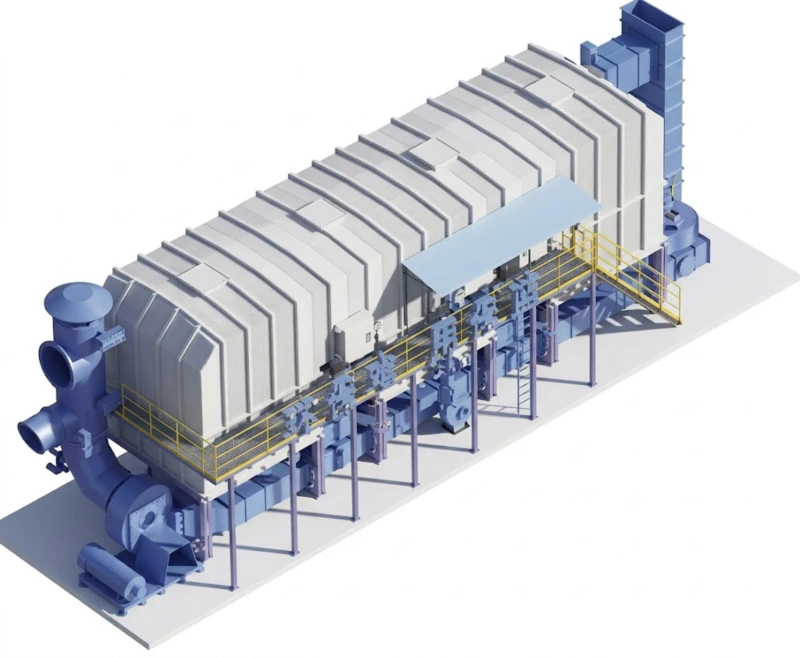
04 — Systemspezifikation
Dreibett-RTO-Designparameter und technische Merkmale für Druckanwendungen mit variabler Last
Das RTO-System wurde unter Berücksichtigung von fünf anwendungsspezifischen Anforderungen für die Druckindustrie entwickelt: (1) variable Frequenz des Lüfters zur Anpassung von Durchflussrate und Konzentration; (2) UEG-Überwachung mit Konzentrationsrückkopplungsregelung; (3) Hochtemperatur- und Durchflussüberwachung; (4) einfacher und zuverlässiger Tellerventil-Schaltmechanismus (kein Drehventil, das einen höheren Wartungsaufwand erfordert); (5) störungsarmes Design für die gewinnorientierte Druckindustrie, in der Ausfallzeiten des Behandlungssystems die Produktionsleistung direkt beeinträchtigen.
Auswahlparameter
| Parameter | Spezifikation |
|---|---|
| Behandlungsdurchflussrate | 60.000 m³/h |
| Einlass-VOC-Temperatur | ≤100°C |
| VOC-Zerstörungseffizienz | >99% |
| Wärmerückgewinnungseffizienz | >95% |
| Verweilzeit im Brennraum | >1,2 s |
| Oxidationstemperatur | >760°C |
| Wärmeleistung des Brenners | 2,1 Millionen kcal/h |
| Erdgas (Kaltstart, 3 h) | 240 m³/h (P: 0,03–0,06 MPa) |
| Erdgas (Leerlaufbetrieb) | 130 m³/h |
| Erdgasverbrauch beim Kaltstart | 650 m³ pro Kaltstartvorgang |
| Systemdruckabfall | <3.000 Pa |
| Gerätegewicht | 127 t |
| Platzbedarf der Ausrüstung | 23 m × 6,5 m |
Installierte Kapazität
| Artikel | Spezifikation |
|---|---|
| RTO-Hauptlüfter | 160 kW (variable Frequenz) |
| Purge-Fan | 15 kW |
| Elektrische Steuerungskomponenten | 2 kW |
| Gesamt installierte Leistung | 177 kW (bei 220 V/380 V, 50 Hz) |
| Erdgasbrenner | 240 m³/h (P: 0,03–0,05 MPa) |
| Druckluft (pneumatische Ventile) | 50 m³/h (≥0,6 MPa) |
| Tatsächlicher Stromverbrauch | 142,4 kW bei 114 h (entspricht 0,8 RMB/kWh) |
.webp)
05 — Gestaltungsprinzipien
Vier ingenieurtechnische Prinzipien, die das RTO-Design der Druckindustrie definieren
- ✓
Für Druckanwendungen ist eine Lüftersteuerung mit variabler Frequenz unerlässlich, nicht optional: Druckmaschinen erzeugen VOC-Abgase mit unterschiedlichen Durchflussmengen und Konzentrationen, abhängig von Druckgeschwindigkeit, Druckdeckung, Tintenfarbe und Auftragsübergängen. Ein auf maximalen Durchfluss eingestellter RTO-Lüfter mit fester Drehzahl würde während Teilzeitproduktionsphasen mit überdimensionierten Durchflussmengen arbeiten, was zu Energieverschwendung und einer Senkung der Gastemperatur am RTO-Einlass führen würde (wodurch die verfügbare Vorwärmung vor der Brennkammer reduziert und der zusätzliche Brennstoffverbrauch erhöht wird). Ein Frequenzumrichter (FU) für den 160-kW-Hauptlüfter des RTO ermöglicht es dem System, das tatsächliche Gasvolumen in jedem Betriebszustand anzupassen und so die Brennkammertemperatur und Verweilzeit über den gesamten Lastbereich innerhalb der Spezifikationen zu halten, während gleichzeitig der Energieverbrauch des Lüfters minimiert wird. - ✓
Die Überwachung der unteren Explosionsgrenze (UEG) am Abgassammelverteiler ist eine unabdingbare Sicherheitsanforderung: Die Gesamtkonzentration flüchtiger organischer Verbindungen (VOC) im Abluftstrom des Trockenofens muss jederzeit unter 251 TP3T der unteren Explosionsgrenze (UEG) liegen. Der Abgassammelverteiler ist mit UEG-Konzentrations- und Temperaturmessgeräten sowie Echtzeit-Konzentrationsmessgeräten (Hochtemperaturalarm, neue Lüftersteuerung zur Echtzeit-Anpassung der Abgaskonzentration) ausgestattet. Das Prozessleitsystem (DCS) reagiert automatisch auf UEG-Konzentrationsänderungen, indem es die Lüfterdrehzahl anpasst, um das gesammelte Gas zu verdünnen, sobald sich die Konzentration dem Sicherheitsgrenzwert nähert. Ohne dieses aktive Konzentrationsmanagement könnte eine Änderung der Druckgeschwindigkeit oder des Farbauftrags ein brennbares Gemisch im Kanalsystem erzeugen, bevor der Bediener dies bemerkt. - ✓
Einfache Konstruktion des Tellerventils gewährleistet Zuverlässigkeit über den sechsjährigen Betriebszeitraum: Das Aufbereitungssystem muss mit hoher Verfügbarkeit arbeiten, da die Druckmaschinen kontinuierlich laufen und die VOC-Behandlung eine gesetzliche Voraussetzung für die Fortsetzung der Produktion ist. Die Wahl des RTO-Ventildesigns ist daher eine entscheidende Frage der Zuverlässigkeitstechnik. Tellerventile (auch als Pilzventile bekannt) werden anstelle von Drehventilen eingesetzt, da sie einen einfacheren Dichtungsmechanismus mit weniger beweglichen Teilen aufweisen, leichter zu warten und ohne längere Stillstände auszutauschen sind und einen einfachen und zuverlässigen Schaltmechanismus bieten, der die Ausfallrate minimiert. Der im Erfahrungsbericht dokumentierte sechsjährige Dauerbetrieb ohne größere Ausfälle ist zum Teil auf diese Ventilkonstruktion zurückzuführen. - ✓
Die Möglichkeit der Abwärmenutzung in Zeiten hoher Anlagenkonzentration reduziert die jährlichen Betriebskosten erheblich: Bei mittleren bis hohen VOC-Konzentrationen (wo die exotherme Wärme der VOC-Oxidation wesentlich zur Aufrechterhaltung der Brennkammertemperatur beiträgt) arbeitet die RTO im „autothermischen“ Modus: Die VOC-Verbrennung liefert ausreichend Wärme, um die Keramikbetten mit minimalem oder gar keinem zusätzlichen Erdgas auf Betriebstemperatur zu halten. In Zeiten hoher Konzentrationen kann die RTO mit nahezu null zusätzlichem Erdgasverbrauch betrieben werden und erzeugt überschüssige Wärme, die mittels Dampf, Heißluft oder Heißwasser zur Gebäudeheizung oder Prozesswärme genutzt werden kann. Das Verhältnis zwischen den Kosten für zusätzlichen Brennstoff und den potenziellen Einnahmen aus der Abwärme ist ein wichtiger wirtschaftlicher Aspekt für RTO-Systeme in der Druckindustrie.
06 — Betriebsergebnisse und Anlagenlayout
Geprüfte Leistung: 99,51 TP3T VOC-Entfernung, 20 mg/Nm³ NMHC Online, 6 Jahre ohne größere Mängel
Nach der Inbetriebnahme und Stabilisierung zeigen die Online-CEMS-Monitore konstant VOC-Konzentrationen von maximal 20 mg/Nm³ an. Damit wird die geltende lokale Umweltgenehmigungsauflage von 40 mg/Nm³ erfüllt und die Emissionsklassifizierung des Unternehmens in Klasse B erreicht. Die jährliche VOC-Reduktion wird auf 1.719,361 Tonnen geschätzt. Das System ist seit sechs Jahren ohne größere Störungen in Betrieb. Die tägliche Wartung beschränkt sich auf einfache Ventilstatusprüfungen, und die Online-Überwachungsdaten entsprechen kontinuierlich den Genehmigungsauflagen.
Jährliche Betriebskosten bei 7.200 Betriebsstunden: Strom bei 142,4 kW (0,8 RMB/kWh) = ca. 82 Zehntausend RMB/Jahr; Erdgas für Kaltstart (3 Startvorgänge pro Jahr à 650 m³/Vorgang) = 664 Einheiten à 4 RMB/m³ = ca. 0,8 Zehntausend RMB; Erdgas im Normalbetrieb (5 m³/h à 4 RMB/m³, 7.200 h) = ca. 14,4 Zehntausend RMB; Druckluft (50 m³/h à 10 RMB/Einheit) = ca. 3,6 Zehntausend RMB; jährliche Gesamtbetriebskosten ca. 103,6 Zehntausend RMB. Der geringe Erdgasverbrauch im Normalbetrieb (nur 5 m³/h im stationären Zustand gegenüber 130 m³/h im Leerlauf und 240 m³/h beim Kaltstart) spiegelt den thermischen Rückgewinnungswirkungsgrad der keramischen Wärmespeicherbetten von >95% und den Beitrag der VOC-Oxidationswärme zur Aufrechterhaltung der Brennkammertemperatur während der Produktionsperioden wider.
07 — Hinweise zur Umsetzung
Wichtige technische und betriebliche Erkenntnisse für RTO-Anwendungen in der Druckindustrie
- 🚫
Die Einhaltung der LEL-Konzentration ist eine lebenswichtige Sicherheitsanforderung, die unter allen Produktionsbedingungen durchgesetzt werden muss – die LEL-Verriegelung darf niemals umgangen werden: Die VOC-Konzentration in den Abluftkanälen des Druckofens muss jederzeit unter dem Grenzwert 25% UEG liegen. Nähert sich die Konzentration dem Grenzwert 25% UEG (ca. 6.250 mg/Nm³ für ein typisches Drucklösungsmittelgemisch), muss die automatische Verdünnungsregelung den Verdünnungsluftstrom unverzüglich erhöhen. Der Betrieb mit überbrückten UEG-Sensoren oder die Deaktivierung der Konzentrationsverriegelung birgt Explosionsgefahr im Kanalsystem und im RTO-System. Das UEG-Überwachungssystem muss in der vom Sensorhersteller vorgegebenen Frequenz (üblicherweise monatlich) kalibriert werden und alle Anschlüsse der Druckmaschine, nicht nur den gemeinsamen Sammelverteiler, abdecken. - ⚠️
Die komplexe Abgaszusammensetzung und die variablen Betriebsbedingungen erfordern, dass das Aufbereitungssystem für alle Betriebsszenarien, einschließlich transienter Zustände, ausgelegt ist: Die VOC-Konzentration im Druckabgas variiert während der gesamten Arbeitsschicht aufgrund unterschiedlicher Druckaufträge, Farben und Tintenformulierungen. Die Abgasabsaugung (RTO) muss über den gesamten Lastbereich – von minimaler Produktion (geringer Durchfluss, niedrige VOC-Konzentration) bis hin zu maximaler Produktion (maximaler Durchfluss, maximale VOC-Konzentration) – eine Abbauleistung von >991 TP3T gewährleisten, auch während des An- und Abschaltens der Druckmaschine. Die frequenzvariable Lüftersteuerung und das DCS-basierte adaptive Betriebsmodusmanagement sind die technischen Werkzeuge, die diese Übergänge steuern. Überprüfen Sie die Leistung der Abgasabsaugung unter minimalen, nominalen und maximalen Lastbedingungen während der Inbetriebnahmeabnahmeprüfung, bevor Sie das System abnehmen. - ⚠️
Der Energieverbrauch von RTO ist der größte Betriebskostenposten und muss kontinuierlich optimiert werden – er wirkt sich direkt auf die Rentabilität des Druckunternehmens aus: Druckereien agieren in einem hart umkämpften Markt mit geringen Gewinnmargen, und die Betriebskosten der VOC-Abscheideanlage machen einen erheblichen Anteil der Gesamtproduktionskosten aus. Die jährlichen Gesamtbetriebskosten von 103.600 RMB für diese Anlage mit einer Kapazität von 60.000 m³/h sind relativ niedrig, da die thermische Rückgewinnung von >95% den Erdgasverbrauch im Normalbetrieb auf lediglich 5 m³/h reduziert. Jede Beeinträchtigung der Leistung des Keramikspeicherbetts (durch Staubablagerungen, mechanische Beschädigung oder Materialermüdung durch Temperaturwechsel) erhöht den Bedarf an zusätzlichem Brennstoff und treibt die Betriebskosten in die Höhe. Jährliche Messungen der thermischen Effizienz und Inspektionen des Keramikspeicherbetts müssen daher in den Wartungsplan aufgenommen werden. - ⚠️
Die Schaltzeiten des Tellerventils müssen auf die tatsächliche Gasgeschwindigkeit im Keramikbett kalibriert werden, um VOC-Emissionen zwischen den Zyklen zu verhindern: Die Spülzeit (die Zeitspanne, in der das dritte Bett mit sauberem Gas gespült wird, bevor in den Auslassmodus gewechselt wird) muss ausreichend lang sein, um alle verbleibenden VOC aus den Bettkanälen vollständig zu entfernen, aber gleichzeitig kurz genug, um die thermische Effizienz aufrechtzuerhalten. Ist die Spülzeit zu kurz, gelangen verbleibende VOC aus den Bettkanälen beim Umschalten des Ventils zum Auslass und verursachen kurzzeitige Emissionsspitzen. Bei Anlagen mit variablen Durchflussraten (z. B. in Druckanwendungen) muss die Spülzeit für die minimale Gasgeschwindigkeit (niedrigste Lüfterdrehzahl) ausreichen, nicht nur für die Nennleistung. - ⚠️
Änderungen der Tinten- und Lösungsmittelzusammensetzung müssen dem RTO-Betreiber vor der Umsetzung mitgeteilt werden: Unterschiedliche Druckfarbenrezepturen weisen unterschiedliche Lösemittelzusammensetzungen und somit unterschiedliche UEG-Werte auf. Wechselt das Druckproduktionsteam zu einer neuen Druckfarbe mit abweichender Lösemittelzusammensetzung, müssen die Sollwerte des UEG-Überwachungssystems gegebenenfalls angepasst werden. Es muss ein formelles Änderungsmanagementverfahren etabliert werden, das den Produktionsleiter verpflichtet, das RTO-Operatorteam vor jeder Änderung der Druckfarbe oder des Lösemittels zu informieren. So kann die UEG-Überwachung bei Bedarf neu konfiguriert werden, bevor das neue Lösemittel in das Sammelsystem gelangt.
08 — Häufig gestellte Fragen
VOC- und RTO-Minderung in der Druckindustrie: Zehn Fragen beantwortet
Fragen von Umweltgenehmigungsmanagern, Produktionsingenieuren und HSE-Teams in Druckereien, Verpackungs- und Oberflächenbeschichtungsanlagen zur Planung von RTO-VOC-Minderungssystemen gemäß den Anforderungen der EU-Verordnung über industrielle Nutzung (IED) / der niederländischen Verordnung über Aktivitäten (Decree de nómica de l’Activities decree).
Sind Sie bereit, eine VOC-Zerstörung von >99% für Ihre Druckerei zu erreichen?
Entdecken Sie die gesamte Palette regenerativer thermischer Oxidationslösungen
Aus Dreibett-Regenerativ-Thermooxidatoren (RTO) für die Druckindustrie VOC-Reduzierung bis hin zur gesamten Bandbreite RTO-Anwendungen im FlexodruckUnser Ingenieurteam liefert EU-IED-konforme Lösungen mit der Zuverlässigkeit und der Fähigkeit zur variablen Belastbarkeit, die Druckereien benötigen.





















