Caso di studio · Riduzione dei VOC
Come un produttore specializzato di imballaggi liquidi, che tratta 60.000 m³/h di gas di scarico derivanti dall'essiccazione di macchine da stampa, ha raggiunto un'efficienza di distruzione dei VOC superiore a 99% e un funzionamento continuo di 6 anni senza guasti importanti, grazie all'impiego di un ossidatore termico rigenerativo (RTO) a tre letti con letto di accumulo di calore in ceramica, controllo della ventola a frequenza variabile, monitoraggio della concentrazione LEL e gestione del processo integrata con DCS, adattata alle diverse formulazioni di inchiostro e alle condizioni di stampa della stampa flessografica ad alta velocità.
Appartamento con tre camere da letto, pronto per la vendita.
95%+ Recupero termico
Flessografia/Rotocalco
Ventilatore a frequenza variabile
01 — Contesto del settore
La sfida dei VOC (composti organici volatili) nell'industria della stampa: formulazioni di inchiostro variabili, velocità di stampa variabili e miscele di solventi altamente infiammabili.
Gli imballaggi stampati rappresentano una componente fondamentale delle catene di approvvigionamento dei prodotti di consumo a livello globale. L'industria della stampa e degli imballaggi utilizza grandi quantità di inchiostri e rivestimenti a base di solventi in processi di stampa ad alta velocità: stampa flessografica per imballaggi flessibili, stampa rotocalco per imballaggi alimentari e stampa offset per applicazioni commerciali. Durante la stampa e la successiva fase di asciugatura dell'inchiostro, i solventi organici presenti nella formulazione evaporano e devono essere recuperati e trattati prima di essere rilasciati nell'atmosfera.
Le emissioni di VOC derivanti dalla stampa presentano diverse caratteristiche che le distinguono da altre fonti industriali di VOC e definiscono i requisiti ingegneristici per qualsiasi sistema di abbattimento:
- Concentrazione variabile di VOC: La composizione dell'inchiostro varia a seconda del lavoro di stampa (colori diversi, supporti diversi, fornitori di inchiostro diversi). La concentrazione di VOC nell'estratto del forno di essiccazione varia da lavoro a lavoro e persino all'interno dello stesso lavoro, al variare della copertura del colore. Il sistema di trattamento deve gestire questa variabilità in modo affidabile, senza superare i limiti di conformità dovuti alla concentrazione o incorrere in condizioni operative non sicure.
- Miscele di solventi infiammabili: I solventi di stampa includono esteri (acetato di etile, acetato di butile), chetoni (MEK, MIBK), alcoli (isopropanolo, etanolo) e idrocarburi (toluene in alcune applicazioni obsolete). Ad alte temperature del forno di essiccazione o in ambienti non adeguatamente ventilati, questi formano miscele vapore-aria esplosive. Il monitoraggio del limite inferiore di esplosività (LEL) e il controllo della diluizione sono requisiti di sicurezza obbligatori, non caratteristiche ingegneristiche opzionali.
- Elevato volume di flusso d'aria a bassa concentrazione di VOC: Le macchine da stampa richiedono grandi flussi d'aria di diluizione attraverso i forni di essiccazione per mantenere le concentrazioni di vapori di solvente ben al di sotto del limite inferiore di emissione (LEL) per motivi di sicurezza antincendio. Ciò crea un grande volume di aria a bassa concentrazione di VOC che deve essere trattata. La combinazione di volume elevato e bassa concentrazione rende il recupero (condensazione o adsorbimento) meno conveniente dell'ossidazione termica per la maggior parte delle applicazioni di stampa.
- Portata variabile: Quando le macchine da stampa si avviano, si arrestano, cambiano lavoro o velocità, sia il volume del flusso d'aria che la concentrazione di VOC (composti organici volatili) variano. Il sistema di trattamento deve mantenere un funzionamento stabile e la conformità alle normative in tutto il campo di applicazione, comprese le condizioni transitorie.

L'azienda oggetto di questo caso di studio è specializzata nella produzione di imballaggi per liquidi, in particolare contenitori in plastica stampati per soffiaggio, prodotti per imballaggi a film sottile e contenitori per imballaggi flessibili. Il suo parco macchine comprende 8 linee di stampaggio a soffiaggio americane, 5 linee di stampa automatiche, 1 linea di stampa rotocalco americana, 1 linea di produzione di film in PS (2 flussi), 15 linee di produzione di bicchieri di carta e 15 linee di produzione di materiale in PS. I prodotti principali sono film compositi a tre strati per imballaggi liquidi, film a cinque strati in PVDC, film termoretraibili, bicchieri per latte fresco, carta per etichette e vassoi in PS per imballaggi a catena del freddo, nonché prodotti con tubi per condensatori. Il processo di stampa genera 60.000 m³/h di gas di scarico contenenti VOC (composti organici volatili) che richiedono un trattamento prima dello scarico.
02 — Profilo di inquinamento
Emissioni di gas durante l'asciugatura della stampa: 4.000 mg/Nm³ di COV totali, miscela complessa di solventi, soglia LEL bassa.
I gas di scarico del processo di essiccazione delle macchine da stampa vengono raccolti a una velocità di 60.000 m³/h (condizioni standard) da tutte le linee di stampa attive. Il volume standard è di 60.000 Nm³/h; il volume del processo industriale è di 68.786 Nm³/h. Il gas esce dai forni di essiccazione a una temperatura di circa 40 °C. Il contenuto di ossigeno è di 21% (effettivo), a conferma che si tratta essenzialmente di aria atmosferica con vapori di solvente inglobati.
Il profilo dei VOC è una miscela complessa che riflette la diversità degli inchiostri da stampa utilizzati su più tipi di macchine da stampa e lavori di stampa. I VOC totali non metanici (NMHC) sono circa 4.000 mg/Nm³ alla massima copertura di inchiostro (concentrazione di picco). I singoli composti regolamentati e i relativi limiti di emissione secondo lo standard industriale applicabile per gli inquinanti atmosferici dell'industria della stampa sono: benzene ≤1 mg/Nm³; toluene ≤3 mg/Nm³; xilene ≤12 mg/Nm³; idrocarburi totali non metanici (NMHC) ≤50 mg/Nm³. Le concentrazioni effettive di VOC in uscita dopo il trattamento sono: benzene 0,1 mg/Nm³; toluene 2 mg/Nm³; xilene 6 mg/Nm³; NMHC 18 mg/Nm³ — tutti valori sostanzialmente inferiori ai rispettivi limiti, a testimonianza dell'efficienza di distruzione dei VOC >99% del sistema RTO a tre letti.
Ai sensi della direttiva UE sulle emissioni di COV (Composti Organici di Consumo) e del decreto olandese sulle attività (quadro normativo relativo alle emissioni di solventi, ora incorporato nel capitolo V della direttiva UE 2010/75/UE), il settore della stampa è regolamentato come attività di rivestimento superficiale con limiti di emissione di COV fissati a 20 mg/Nm³ di carbonio totale equivalente per la maggior parte delle applicazioni di stampa, con limiti inferiori applicabili in presenza di solventi pericolosi (composti clorurati, benzene). L'emissione di NMHC (Idrocarburi Nazionali Non Misti) di 18 mg/Nm³ raggiunta in questo impianto è inferiore al limite di 20 mg/Nm³ previsto dalla direttiva UE sulle emissioni di COV.
| Parametro | Concentrazione iniziale | Presa effettiva | Limite UE IED / NL |
|---|---|---|---|
| Composti organici volatili totali (NMHC) | ≤4.000 mg/Nm³ (picco) | 18 mg/Nm³ | IED 2010/75/UE ≤20 mg/Nm³ |
| Benzene | Presente (dipende dal tipo di inchiostro) | 0,1 mg/Nm³ | IED ≤1 mg/Nm³ |
| Toluene | Presente | 2 mg/Nm³ | IED ≤3 mg/Nm³ |
| Xilene | Presente | 6 mg/Nm³ | IED ≤12 mg/Nm³ |
| Volume di flusso standard | 60.000 Nm³/h | — | — |
| volume del processo industriale | 68.786 Nm³/h a 40 °C | — | — |
| Temperatura dei gas di scarico al momento della raccolta | ≤100 °C (temperatura massima di progetto dell'ingresso RTO) | — | — |
| Contenuto O₂ | 21% (aria ambiente con vapori di solvente) | — | — |
Requisiti di sicurezza LEL: La concentrazione dei gas di scarico durante l'essiccazione della stampa deve essere mantenuta costantemente al di sotto di 25% del limite inferiore di emissione (LEL) lungo tutta la canalizzazione dal forno all'RTO. Il sistema di gestione della concentrazione di VOC (sensori LEL + controllo della velocità della ventola a frequenza variabile) mantiene la concentrazione entro i limiti di sicurezza. Viene inoltre monitorata la concentrazione in ingresso all'RTO per prevenire la combustione di una miscela quasi stechiometrica di solvente e aria nel letto ceramico dell'RTO prima della camera di combustione, che potrebbe causare un rilascio incontrollato di calore e danni alle apparecchiature.
03 — Tecnologia e principio operativo dell'RTO
Come un RTO a tre letti raggiunge una distruzione di VOC superiore a 99% recuperando al contempo oltre 95% di calore di combustione.
L'ossidazione termica rigenerativa (RTO) è la tecnologia di elezione per le applicazioni di stampa ad alto volume e a bassa-media concentrazione di VOC. L'RTO ossida i VOC in CO₂ e H₂O a temperature superiori a 760 °C:
La caratteristica principale dell'ossidazione termica rigenerativa (a differenza dell'ossidazione termica a combustione diretta) è il letto ceramico di accumulo termico che cattura il calore dei gas di combustione ad alta temperatura e lo trasferisce al gas grezzo freddo in ingresso. Questo recupero di calore interno raggiunge un'efficienza termica >95%, il che significa che solo <5% del calore di combustione deve essere fornito come combustibile supplementare in condizioni di regime stazionario, una volta che il letto ceramico è stato preriscaldato alla temperatura di esercizio.
Logica di commutazione RTO a tre letti
Il sistema RTO a tre letti (a tre camere) esegue ciclicamente tre modalità operative (A, B, C) in una sequenza temporizzata. In ogni periodo di ciclo T:
- Un letto riceve il gas grezzo in ingresso (modalità "ingresso"): l'aria fredda carica di VOC entra attraverso il letto ceramico preriscaldato, si riscalda e raggiunge la temperatura di ossidazione prima di entrare nella camera di combustione.
- Un letto di gas rilascia calore al gas trattato in uscita (modalità "uscita"): il gas di combustione caldo e pulito proveniente dalla camera di combustione attraversa il letto di gas freddo, riscaldandolo per il ciclo successivo mentre il gas si raffredda fino alla temperatura di scarico del camino.
- Un letto viene spurgato (modalità "spurgo"): un piccolo volume di gas pulito e trattato viene fatto passare attraverso il letto che era appena in modalità di ingresso, eliminando eventuali VOC residui che potrebbero essere trasportati all'uscita senza passare attraverso la camera di combustione.
Il design a tre letti elimina le emissioni di VOC (composti organici volatili) che si verificano durante la commutazione delle valvole in un RTO a due letti, poiché il terzo letto funge da camera di spurgo. Questo spurgo continuo è essenziale per raggiungere un'efficienza di distruzione dei VOC superiore a 99% in tutte le condizioni operative, comprese le transizioni di commutazione delle valvole.

Tabella di sequenza delle valvole logiche di commutazione
| Periodo | Letto A | Letto B | Letto C |
|---|---|---|---|
| T (primo) | Ingresso | Presa | Purga |
| 2T (secondo) | Presa | Purga | Ingresso |
| 3T (terzo) | Purga | Ingresso | Presa |
Il ciclo si ripete continuamente. Il letto di spurgo utilizza un piccolo volume di gas pulito e trattato per rimuovere i VOC residui dal letto prima di passare alla modalità di uscita, impedendo la fuoriuscita di VOC durante la commutazione della valvola.
04 — Specifiche di sistema
Parametri di progettazione e caratteristiche ingegneristiche del sistema RTO a tre piani per applicazioni di stampa a carico variabile.
Il sistema RTO è stato progettato attorno a cinque requisiti specifici per l'applicazione nel contesto dell'industria della stampa: (1) capacità di ventilazione a frequenza variabile per la regolazione della portata e della concentrazione; (2) monitoraggio LEL con controllo a feedback della concentrazione; (3) capacità di monitoraggio di alta temperatura e portata; (4) meccanismo di commutazione della valvola a fungo semplice e affidabile (non valvola rotativa, che ha maggiori esigenze di manutenzione); (5) progettazione a basso tasso di guasto per l'industria della stampa, sensibile alla redditività, dove i tempi di inattività del sistema di trattamento influiscono direttamente sulla produzione.
Parametri di selezione
| Parametro | Specifica |
|---|---|
| Portata del trattamento | 60.000 m³/h |
| Temperatura VOC in ingresso | ≤100°C |
| efficienza di distruzione dei VOC | >99% |
| efficienza di recupero termico | >95% |
| Tempo di permanenza nella camera di combustione | >1,2 s |
| Temperatura di ossidazione | >760°C |
| Potenza termica della camera di combustione | 2,1 milioni di kcal/h |
| Gas naturale (avviamento a freddo, 3 ore) | 240 m³/h (P: 0,03–0,06 MPa) |
| Gas naturale (funzionamento al minimo) | 130 m³/h |
| Consumo di gas naturale all'avvio a freddo | 650 m³ per evento di avviamento a freddo |
| Caduta di pressione del sistema | <3.000 Pa |
| Peso di carico | 127 t |
| Ingombro delle apparecchiature | 23 m × 6,5 m |
Capacità installata
| Articolo | Specifica |
|---|---|
| Ventola principale RTO | 160 kW (frequenza variabile) |
| Fan di The Purge | 15 kW |
| Componenti di controllo elettrico | 2 kW |
| Potenza totale installata | 177 kW (a 220 V/380 V, 50 Hz) |
| Bruciatore a gas naturale | 240 m³/h (P: 0,03–0,05 MPa) |
| Aria compressa (valvole pneumatiche) | 50 m³/h (≥0,6 MPa) |
| Consumo effettivo di elettricità | 142,4 kW a 114 ore (equivalente a 0,8 RMB/kWh) |
.webp)
05 — Principi di progettazione
Quattro principi ingegneristici che definiscono la progettazione RTO nel settore della stampa.
- ✓
Il controllo della frequenza variabile della ventola è essenziale, non facoltativo, per le applicazioni di stampa: Le macchine da stampa generano emissioni di VOC (composti organici volatili) con portate e concentrazioni variabili a seconda della velocità di stampa, della copertura di stampa, del colore dell'inchiostro e delle transizioni tra i lavori. Un ventilatore RTO a velocità fissa impostato per la massima portata funzionerebbe a portate superiori a quelle previste durante i periodi di produzione parziale, sprecando energia e riducendo la temperatura dei gas all'ingresso dell'RTO (riducendo il preriscaldamento disponibile prima della camera di combustione e aumentando il consumo di combustibile supplementare). L'azionamento a frequenza variabile (VFD) del ventilatore RTO principale da 160 kW consente al sistema di adattare il volume di gas effettivo a ciascuna condizione operativa, mantenendo la temperatura della camera di combustione e il tempo di permanenza entro le specifiche su tutta la gamma di carico, riducendo al minimo il consumo energetico del ventilatore. - ✓
Il monitoraggio del limite inferiore di esplosività (LEL) presso il collettore di raccolta dei gas di scarico è un requisito di sicurezza non negoziabile: La concentrazione totale di VOC all'uscita del forno di essiccazione deve essere mantenuta costantemente al di sotto del limite inferiore di emissione (LEL) di 25%. Il collettore di raccolta dei gas di scarico è dotato di monitor di concentrazione LEL, monitor di temperatura e strumenti di misurazione della concentrazione in tempo reale (allarmi di alta temperatura, nuova regolazione in tempo reale della concentrazione dei gas di scarico tramite ventilatore). Il sistema DCS reagisce automaticamente alle variazioni di concentrazione LEL regolando la velocità del ventilatore per diluire i gas raccolti quando la concentrazione si avvicina alla soglia di sicurezza. Senza questa gestione attiva della concentrazione, una variazione della velocità di stampa o della copertura dell'inchiostro potrebbe creare una miscela infiammabile nella canalizzazione prima che l'operatore se ne accorga. - ✓
Il semplice design della valvola a fungo garantisce affidabilità per un orizzonte operativo di sei anni: Il sistema di trattamento deve operare con un elevato tempo di attività poiché le macchine da stampa funzionano ininterrottamente e il trattamento dei VOC è un requisito legale per la continuità della produzione. La scelta del design della valvola RTO è quindi una decisione critica in termini di ingegneria dell'affidabilità. È stata specificata la commutazione con valvola a fungo anziché con valvola rotativa perché: le valvole a fungo hanno un meccanismo di tenuta più semplice con un minor numero di parti mobili; sono più facili da manutenere e sostituire senza lunghi fermi macchina; e forniscono un meccanismo di commutazione della valvola semplice e affidabile che riduce al minimo il tasso di guasti. I 6 anni di funzionamento continuo senza guasti importanti documentati nel riepilogo dell'esperienza sono in parte il risultato di questa scelta di design della valvola. - ✓
La capacità di riutilizzare il calore di scarto durante i periodi di funzionamento ad alta concentrazione riduce significativamente i costi operativi annuali: A concentrazioni di VOC medio-alte (dove il calore esotermico derivante dall'ossidazione dei VOC contribuisce in modo significativo al mantenimento della temperatura della camera di combustione), il sistema RTO opera in modalità "autotermica": la combustione dei VOC fornisce calore sufficiente a mantenere i letti ceramici alla temperatura di esercizio con un apporto minimo o nullo di gas naturale supplementare. Nei periodi di alta concentrazione, il sistema RTO può operare con un consumo di gas naturale supplementare prossimo allo zero e può generare calore in eccesso che può essere estratto tramite vapore, aria calda o acqua calda per fornire riscaldamento agli impianti o calore di processo. L'equilibrio tra il costo del combustibile supplementare e i potenziali ricavi derivanti dal calore di scarto è un'importante considerazione economica operativa per i sistemi RTO nell'industria della stampa.
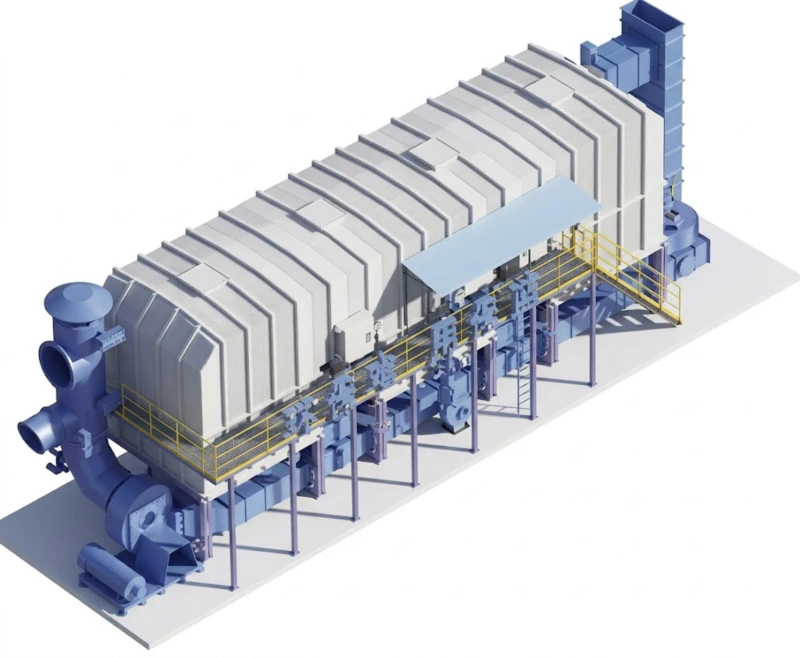
06 — Risultati operativi e disposizione delle apparecchiature
Prestazioni verificate: 99,51% di rimozione di VOC TP3T, 20 mg/Nm³ di NMHC online, 6 anni senza guasti gravi.
Dopo la fase di messa in servizio e stabilizzazione, i monitor online del sistema CEMS mostrano costantemente concentrazioni di VOC pari o inferiori a 20 mg/Nm³, soddisfacendo il requisito di 40 mg/Nm³ previsto dall'autorizzazione ambientale locale e ottenendo la classificazione di emissioni aziendali di Grado B. La riduzione annua di VOC è stimata in 1.719,361 tonnellate all'anno. Il sistema ha funzionato per 6 anni consecutivi senza guasti importanti, con una manutenzione giornaliera limitata a semplici controlli dello stato delle valvole e dati di monitoraggio online costantemente conformi ai requisiti dell'autorizzazione.
Costi operativi annuali su 7.200 ore di funzionamento: elettricità a 142,4 kW effettivi (0,8 RMB/kWh) = circa 82 decine di migliaia di RMB/anno; gas naturale per avviamento a freddo (3 avviamenti all'anno a 650 m³/evento) = 664 unità a 4 RMB/m³ = circa 0,8 decine di migliaia di RMB; gas naturale durante il normale funzionamento (5 m³/h a 4 RMB/m³, 7.200 h) = circa 14,4 decine di migliaia di RMB; aria compressa (50 m³/h a 10 RMB/unità) = circa 3,6 decine di migliaia di RMB; costo operativo annuale totale circa 103,6 decine di migliaia di RMB. Il basso consumo di gas naturale durante il normale funzionamento (solo 5 m³/h a regime contro 130 m³/h al minimo e 240 m³/h all'avviamento a freddo) riflette l'efficienza di recupero termico >95% dei letti di accumulo termico ceramici e il contributo del calore di ossidazione dei VOC al mantenimento della temperatura della camera di combustione durante i periodi di produzione.
07 — Avvertenze sull'implementazione
Lezioni critiche di ingegneria e operative per le richieste di RTO (Retail Transfer Organization) nel settore della stampa.
- 🚫
La gestione della concentrazione LEL è un requisito di sicurezza vitale che deve essere applicato in tutte le condizioni di produzione: non bypassare mai il dispositivo di interblocco LEL. La concentrazione di VOC nel condotto di aspirazione dei fumi del forno di stampa deve essere mantenuta costantemente al di sotto del limite inferiore di emissione (LEL) previsto dalla norma 25%. Qualora la concentrazione si avvicini alla soglia LEL 25% (circa 6.250 mg/Nm³ per una tipica miscela di solventi di stampa), il sistema di controllo automatico della diluizione deve aumentare immediatamente il flusso d'aria di diluizione. Il funzionamento con sensori LEL bypassati o la disattivazione del blocco di concentrazione crea un rischio di esplosione nei condotti e nel sistema RTO. Il sistema di monitoraggio LEL deve essere calibrato con la frequenza specificata dal produttore del sensore (in genere mensilmente) e deve coprire tutti i collegamenti della macchina da stampa, non solo il collettore di aspirazione comune. - ⚠️
La complessa composizione dei gas di scarico e le condizioni operative variabili richiedono che il sistema di trattamento sia progettato per tutti gli scenari operativi, comprese le condizioni transitorie: La concentrazione di VOC nei gas di scarico di stampa varia continuamente durante il turno di lavoro a seconda dei diversi lavori di stampa, colori e formulazioni di inchiostro utilizzati. L'RTO deve mantenere un'efficienza di distruzione >99% sull'intera gamma di carico, dalla produzione minima (basso flusso, bassa concentrazione di VOC) alla produzione massima (flusso massimo, concentrazione di VOC di picco), anche durante l'avvio della macchina da stampa, i cambi di lavoro e gli arresti. Il controllo della ventola a frequenza variabile e la gestione adattiva della modalità operativa basata su DCS sono gli strumenti tecnici che gestiscono queste transizioni. Verificare le prestazioni dell'RTO in condizioni di carico minimo, nominale e massimo durante il test di accettazione in fase di collaudo prima di accettare il sistema. - ⚠️
Il consumo energetico di RTO è la voce di costo operativo più rilevante e deve essere ottimizzato continuamente, poiché incide direttamente sulla redditività dell'azienda di stampa. Le aziende di stampa operano in un mercato altamente competitivo, dove i margini di profitto sono ristretti e il costo operativo del sistema di trattamento dei VOC rappresenta una quota significativa del costo totale di produzione. Il costo operativo totale di 103,6 milioni di RMB/anno per questo impianto da 60.000 m³/h è relativamente basso perché il recupero termico >95% riduce il consumo di gas naturale a soli 5 m³/h in condizioni operative normali. Qualsiasi degrado delle prestazioni del letto di accumulo termico in ceramica (dovuto ad accumulo di polvere, danni meccanici o fatica da cicli termici) aumenterà il fabbisogno di combustibile supplementare e farà lievitare i costi operativi. La misurazione annuale dell'efficienza termica e l'ispezione del letto ceramico devono essere incluse nel programma di manutenzione programmata. - ⚠️
La temporizzazione della valvola a fungo deve essere calibrata in base alla velocità effettiva del gas nel letto ceramico per evitare emissioni di VOC tra un ciclo e l'altro: La durata del ciclo di spurgo (il periodo durante il quale il terzo letto viene attraversato da gas pulito prima di passare alla modalità di uscita) deve essere sufficientemente lunga da rimuovere completamente tutti i VOC residui dai canali del letto, ma sufficientemente breve da mantenere l'efficienza termica. Se il tempo di spurgo è troppo breve, i VOC residui nei canali del letto verranno trasferiti all'uscita durante la commutazione della valvola, generando brevi picchi di emissione. Negli impianti con portate variabili (come nelle applicazioni di stampa), il tempo di spurgo deve essere sufficiente per la condizione di velocità minima del gas (velocità minima della ventola), non solo per la condizione di progetto nominale. - ⚠️
Le modifiche agli inchiostri e alla formulazione dei solventi devono essere comunicate all'operatore RTO prima dell'implementazione: Le diverse formulazioni di inchiostro presentano composizioni di solventi e valori LEL differenti. Quando il team di produzione di stampa passa a una nuova formulazione di inchiostro con una diversa composizione di solventi, potrebbe essere necessario regolare i parametri del sistema di monitoraggio LEL. È fondamentale stabilire una procedura formale di gestione delle modifiche che imponga al responsabile di produzione di notificare al team operativo RTO qualsiasi cambio di inchiostro o di formulazione del solvente, in modo che il sistema di monitoraggio LEL possa essere riconfigurato, se necessario, prima che il nuovo solvente entri nel sistema di raccolta.
08 — Domande frequenti
Rimborso delle imposte sui VOC (composti organici volatili) nel settore della stampa: dieci domande con relative risposte.
Domande da parte di responsabili delle autorizzazioni ambientali, ingegneri di produzione e team HSE di stabilimenti di stampa, confezionamento e rivestimento superficiale che pianificano sistemi di abbattimento dei VOC RTO in conformità con i requisiti del Decreto europeo sulle attività (IED) e del Decreto olandese sulle attività.
Pronti a raggiungere un livello di distruzione dei VOC superiore a 99% per il vostro impianto di stampa?
Scopri la gamma completa di soluzioni di ossidazione termica rigenerativa
Da ossidatori termici rigenerativi a tre letti (RTO) per l'abbattimento dei VOC nell'industria della stampa per l'intera gamma di Applicazioni RTO nella stampa flessograficaIl nostro team di ingegneri fornisce soluzioni conformi alle normative IED dell'UE, con l'affidabilità e la capacità di carico variabile richieste dalle aziende di stampa.





















