Étude de cas · Réduction des COV
Comment un fabricant spécialisé d'emballages liquides traitant 60 000 m³/h de gaz de séchage de presses d'imprimerie a atteint une efficacité de destruction des COV > 99% et un fonctionnement continu de 6 ans sans panne majeure — en déployant un oxydateur thermique régénératif à trois lits (RTO) avec lit de stockage de chaleur en céramique, contrôle du ventilateur à fréquence variable, surveillance de la concentration LEL et gestion des processus intégrée DCS adaptée à la formulation d'encre variable et aux conditions d'impression de l'impression flexographique à grande vitesse.
RTO à trois chambres
95%+ Récupération thermique
Flexographie / Gravure
Ventilateur à fréquence variable
01 — Contexte industriel
Le défi des COV dans l'industrie de l'imprimerie : formulations d'encre variables, vitesses d'impression variables et mélanges de solvants hautement inflammables
L'emballage imprimé est un maillon essentiel des chaînes d'approvisionnement des produits de consommation à l'échelle mondiale. L'industrie de l'impression et de l'emballage utilise de grandes quantités d'encres et de vernis à base de solvants pour des procédés d'impression à grande vitesse : flexographie pour les emballages souples, héliogravure pour les emballages alimentaires et offset pour les applications commerciales. Lors de l'impression et pendant la phase de séchage de l'encre qui suit immédiatement, les solvants organiques contenus dans la formulation s'évaporent et doivent être récupérés et traités avant d'être rejetés dans l'atmosphère.
Les gaz d'échappement COV issus de l'impression présentent plusieurs caractéristiques qui les différencient des autres sources industrielles de COV et définissent les exigences d'ingénierie pour tout système de réduction :
- Concentration variable de COV : La composition de l'encre varie selon le travail d'impression (couleurs, supports et fournisseurs différents). La concentration de COV dans l'extrait du four de séchage varie d'un travail à l'autre, voire au sein d'un même travail en fonction du taux de couverture. Le système de traitement doit gérer cette variabilité de manière fiable, sans dépassement des seuils de conformité liés à la concentration ni conditions de fonctionnement dangereuses.
- Mélanges de solvants inflammables : Les solvants d'impression comprennent des esters (acétate d'éthyle, acétate de butyle), des cétones (MEK, MIBK), des alcools (isopropanol, éthanol) et des hydrocarbures (toluène dans certaines applications anciennes). À haute température dans les fours de séchage ou dans des enceintes mal ventilées, ces solvants forment des mélanges explosifs vapeur-air. La surveillance de la LIE (limite inférieure d'explosivité) et le contrôle de la dilution sont des exigences de sécurité impératives et non des options techniques.
- Débit d'air élevé à faible concentration de COV : Les presses d'imprimerie nécessitent d'importants débits d'air de dilution dans les fours de séchage afin de maintenir les concentrations de vapeurs de solvant bien en dessous de la limite inférieure d'explosivité (LIE) pour des raisons de sécurité incendie. Ceci génère un volume important d'air faiblement concentré en COV qui doit être traité. La combinaison d'un volume élevé et d'une faible concentration rend la récupération (condensation ou adsorption) moins intéressante que l'oxydation thermique pour la plupart des applications d'impression.
- Débit variable : Lors du démarrage, de l'arrêt, du changement de tâche ou de la modification de la vitesse des presses d'impression, le débit d'air et la concentration en COV varient. Le système de traitement doit garantir un fonctionnement stable et conforme aux normes sur l'ensemble de la plage de fonctionnement, y compris en conditions transitoires.

L'entreprise étudiée dans cette étude de cas est un fabricant spécialisé d'emballages pour liquides, produisant des contenants en plastique moulés par soufflage, des emballages en film mince et des emballages souples. Son parc de machines comprend 8 lignes de moulage par soufflage américaines, 5 lignes d'impression automatiques, 1 ligne d'impression héliogravure américaine, 1 ligne de production de film PS (2 flux), 15 lignes de production de gobelets en papier et 15 lignes de production de matériaux PS. Ses principaux produits sont les films composites trois couches pour emballages de liquides, les films PVDC cinq couches, les films thermorétractables, les pots à lait frais, le papier d'étiquettes et les barquettes PS pour la chaîne du froid, ainsi que les tubes de condenseur. Le processus d'impression génère 60 000 m³/h de gaz d'échappement chargés de COV, qui nécessitent un traitement avant rejet.
02 — Profil de pollution
Gaz de séchage d'impression : 4 000 mg/Nm³ de COV totaux, mélange de solvants complexe, seuil LIE bas
Les gaz d'échappement des presses d'imprimerie sont collectés à un débit de 60 000 m³/h (conditions standard) provenant de toutes les lignes d'impression en activité. Le débit standard est de 60 000 Nm³/h ; le débit du procédé industriel est de 68 786 Nm³/h. Le gaz sort des fours de séchage à environ 40 °C. La teneur en oxygène est de 211 TP3T (valeur réelle), ce qui confirme qu'il s'agit essentiellement d'air atmosphérique contenant des vapeurs de solvant.
Le profil des COV est un mélange complexe reflétant la diversité des encres d'impression utilisées sur différents types de presses et pour divers travaux d'impression. La concentration totale de COV non méthaniques (COVNM) est d'environ 4 000 mg/Nm³ à couverture d'encre maximale (concentration maximale). Les composés réglementés et leurs limites de rejet, conformément à la norme applicable aux polluants atmosphériques de l'industrie de l'imprimerie, sont les suivants : benzène ≤ 1 mg/Nm³ ; toluène ≤ 3 mg/Nm³ ; xylène ≤ 12 mg/Nm³ ; hydrocarbures non méthaniques totaux (COVNM) ≤ 50 mg/Nm³. Les concentrations réelles de COV en sortie après traitement sont les suivantes : benzène 0,1 mg/Nm³ ; toluène 2 mg/Nm³ ; xylène 6 mg/Nm³ ; COVNM 18 mg/Nm³, toutes nettement inférieures à leurs limites respectives, ce qui témoigne de l'efficacité de destruction des COV > 99% du RTO à trois lits.
Conformément à la directive européenne sur les émissions de solvants (IED) et au décret néerlandais relatif aux activités (cadre de la directive sur les émissions de solvants, désormais intégré au chapitre V de la directive 2010/75/UE), le secteur de l'impression est réglementé comme une activité de revêtement de surface. Les émissions de COV sont limitées à 20 mg/Nm³ d'équivalent carbone total pour la plupart des applications d'impression, avec des limites inférieures en présence de solvants dangereux (composés chlorés, benzène). Les émissions de NMHC de 18 mg/Nm³ relevées dans cette installation sont inférieures à la limite de 20 mg/Nm³ fixée par l'IED européenne.
| Paramètre | Concentration initiale | Magasin d'usine | Limite UE IED / NL |
|---|---|---|---|
| COV totaux (NMHC) | ≤4 000 mg/Nm³ (pic) | 18 mg/Nm³ | IED 2010/75/UE ≤20 mg/Nm³ |
| Benzène | Présent (dépendant du type d'encre) | 0,1 mg/Nm³ | IED ≤1 mg/Nm³ |
| Toluène | Présent | 2 mg/Nm³ | IED ≤3 mg/Nm³ |
| Xylène | Présent | 6 mg/Nm³ | IED ≤12 mg/Nm³ |
| débit standard | 60 000 Nm³/h | — | — |
| volume de processus industriel | 68 786 Nm³/h à 40 °C | — | — |
| Température des gaz d'échappement au moment du prélèvement | ≤100°C (température maximale de conception de l'entrée RTO) | — | — |
| teneur en O₂ | 21% (air ambiant avec vapeur de solvant) | — | — |
Exigence de sécurité LIE : Les gaz de séchage d'impression doivent être maintenus en permanence sous la limite inférieure de 251 TP3T dans toute la canalisation reliant le four à l'oxydoréducteur. Le système de gestion de la concentration en COV (capteurs de LIE et variateur de vitesse du ventilateur) maintient cette concentration dans la plage de fonctionnement sûre. La concentration à l'entrée de l'oxydoréducteur est également surveillée afin d'éviter la combustion d'un mélange solvant-air quasi-stœchiométrique dans le lit céramique de l'oxydoréducteur, avant la chambre de combustion. Cette combustion pourrait entraîner un dégagement de chaleur incontrôlé et endommager l'équipement.
03 — Technologie et principe de fonctionnement de l'opérateur de transfert de données (RTO)
Comment un système RTO à trois lits permet d'atteindre une destruction de COV supérieure à 991 TP3T tout en récupérant plus de 951 TP3T de chaleur de combustion
L'oxydation thermique régénérative (OTR) est la technologie de choix pour les applications d'impression à grand volume et à faible ou moyenne concentration de COV. L'OTR oxyde les COV en CO₂ et H₂O à des températures supérieures à 760 °C.
La caractéristique principale de l'oxydation thermique régénérative (par opposition à l'oxydation thermique à combustion directe) est le lit de stockage de chaleur en céramique qui capte la chaleur des gaz de combustion à haute température et la transfère aux gaz bruts froids entrants. Cette récupération de chaleur interne permet d'atteindre un rendement thermique supérieur à 95%, ce qui signifie qu'en régime permanent, une fois le lit en céramique préchauffé à la température de fonctionnement, seul un tiers de la chaleur de combustion doit être fourni comme combustible d'appoint.
Logique de commutation RTO à trois lits
L'appareil RTO à trois lits (trois chambres) passe par trois modes de fonctionnement (A, B, C) selon une séquence temporelle. À chaque période de cycle T :
- Un lit reçoit le gaz brut entrant (« mode d’entrée ») : l’air froid chargé de COV pénètre à travers le lit en céramique préchauffé, absorbe la chaleur et atteint la température d’oxydation avant d’entrer dans la chambre de combustion.
- Un lit libère de la chaleur dans le gaz traité sortant (« mode de sortie ») : le gaz de combustion chaud et propre provenant de la chambre de combustion traverse le lit froid, le chauffant pour le cycle suivant pendant que le gaz refroidit à la température de rejet de la cheminée.
- Un lit est purgé (« mode purge ») : un petit volume de gaz traité propre est dirigé à travers le lit qui était juste en mode d'entrée, purgeant tout COV résiduel qui pourrait être transporté vers la sortie sans passer par la chambre de combustion.
La conception à trois lits élimine les émissions de COV lors de la commutation des vannes, contrairement à un RTO à deux lits, car le troisième lit sert de chambre de purge. Cette purge continue est essentielle pour atteindre une efficacité de destruction des COV supérieure à 99% dans toutes les conditions de fonctionnement, y compris lors des transitions de commutation des vannes.

Tableau de séquence des vannes logiques de commutation
| Période | Lit A | Lit B | Lit C |
|---|---|---|---|
| T (premier) | Entrée | Sortie | Purge |
| 2T (seconde) | Sortie | Purge | Entrée |
| 3T (troisième) | Purge | Entrée | Sortie |
Le cycle se répète en continu. Le lit de purge utilise un petit volume de gaz traité propre pour éliminer les COV résiduels avant de passer en mode sortie, empêchant ainsi toute remontée de COV lors de la commutation de la vanne.
04 — Spécifications du système
Paramètres de conception et caractéristiques techniques d'un RTO à trois lits pour applications d'impression à charge variable
Le système RTO a été conçu autour de cinq exigences spécifiques à l'application dans le contexte de l'industrie de l'impression : (1) capacité de ventilateur à fréquence variable pour le réglage du débit et de la concentration ; (2) surveillance de la LIE avec contrôle de rétroaction de la concentration ; (3) capacité de surveillance de la température et du débit élevés ; (4) mécanisme de commutation à soupape à clapet simple et fiable (et non à soupape rotative, qui nécessite une maintenance plus importante) ; (5) conception à faible taux de panne pour l'industrie de l'impression, sensible à la rentabilité, où les temps d'arrêt du système de traitement affectent directement la production.
Paramètres de sélection
| Paramètre | Spécification |
|---|---|
| débit de traitement | 60 000 m³/h |
| Température d'entrée des COV | ≤100°C |
| efficacité de destruction des COV | >99% |
| efficacité de récupération thermique | >95% |
| temps de séjour dans la chambre de combustion | >1,2 s |
| Température d'oxydation | >760°C |
| Puissance thermique du brûleur | 2,1 millions de kcal/h |
| Gaz naturel (démarrage à froid, 3 h) | 240 m³/h (P : 0,03–0,06 MPa) |
| Gaz naturel (fonctionnement au ralenti) | 130 m³/h |
| consommation de gaz naturel au démarrage à froid | 650 m³ par événement de démarrage à froid |
| chute de pression du système | <3 000 Pa |
| Poids de l'équipement | 127 t |
| Empreinte de l'équipement | 23 m × 6,5 m |
Capacité installée
| Article | Spécification |
|---|---|
| Ventilateur principal RTO | 160 kW (fréquence variable) |
| Fan de Purge | 15 kW |
| composants de commande électrique | 2 kW |
| Puissance totale installée | 177 kW (à 220 V/380 V, 50 Hz) |
| brûleur à gaz naturel | 240 m³/h (P : 0,03–0,05 MPa) |
| Air comprimé (valves pneumatiques) | 50 m³/h (≥0,6 MPa) |
| Consommation électrique réelle | 142,4 kW à 114 h (équivalent à 0,8 RMB/kWh) |
.webp)
05 — Principes de conception
Quatre principes d'ingénierie qui définissent la conception des centres de formation et d'exploitation (RTO) dans l'industrie de l'imprimerie
- ✓
La régulation de la fréquence du ventilateur est essentielle, et non optionnelle, pour les applications d'impression : Les presses d'imprimerie génèrent des COV (composés organiques volatils) à des débits et concentrations variables selon la vitesse d'impression, la couverture, la couleur de l'encre et les transitions entre les travaux. Un ventilateur RTO à vitesse fixe, réglé pour un débit maximal, fonctionnerait à des débits surdimensionnés lors des phases de production partielle, gaspillant ainsi de l'énergie et réduisant la température des gaz à l'entrée du RTO (diminuant le préchauffage disponible avant la chambre de combustion et augmentant la consommation de combustible). Un variateur de fréquence (VFD) sur le ventilateur RTO principal de 160 kW permet au système d'adapter le volume de gaz au volume réel dans chaque condition de fonctionnement, maintenant ainsi la température et le temps de séjour dans la chambre de combustion dans les limites spécifiées sur toute la plage de charge, tout en minimisant la consommation d'énergie du ventilateur. - ✓
La surveillance de la LIE au niveau du collecteur de gaz résiduaires est une exigence de sécurité non négociable : La concentration totale de COV à la sortie du four de séchage doit être maintenue en permanence en dessous de 251 TP3T de la LIE. Le collecteur des gaz résiduaires est équipé de capteurs de concentration LIE, de capteurs de température et d'instruments de mesure de la concentration en temps réel (alarmes de température élevée, ajustement en temps réel de la concentration des gaz de combustion par le nouveau ventilateur). Le système de contrôle-commande (DCS) réagit automatiquement aux variations de concentration LIE en ajustant la vitesse du ventilateur afin de diluer les gaz collectés lorsque la concentration approche le seuil de sécurité. Sans cette gestion active de la concentration, une modification de la vitesse d'impression ou de la couverture d'encre pourrait créer un mélange inflammable dans les conduits avant même que l'opérateur ne s'en aperçoive. - ✓
La conception simple du système de commutation à clapet assure une fiabilité sur une période de fonctionnement de six ans : Le système de traitement doit fonctionner avec une disponibilité maximale car les presses d'impression fonctionnent en continu et le traitement des COV est une obligation légale pour la poursuite de la production. Le choix de la conception de la vanne RTO est donc une décision cruciale en matière d'ingénierie de la fiabilité. La commutation par soupape à clapet (ou soupape champignon) est privilégiée par rapport à la vanne rotative pour les raisons suivantes : les soupapes à clapet possèdent un mécanisme d'étanchéité plus simple avec moins de pièces mobiles ; elles sont plus faciles à entretenir et à remplacer sans arrêts prolongés ; et elles offrent un mécanisme de commutation simple et fiable qui minimise le taux de pannes. Le fonctionnement continu pendant six ans sans panne majeure, documenté dans le rapport d'expérience, est en partie dû à ce choix de conception de vanne. - ✓
La capacité d'utilisation de la chaleur résiduelle pendant les périodes de fonctionnement à forte concentration réduit considérablement les coûts d'exploitation annuels : À des concentrations moyennes à élevées de COV (où la chaleur exothermique issue de l'oxydation des COV contribue significativement au maintien de la température de la chambre de combustion), le RTO fonctionne en mode « autothermique » : la combustion des COV fournit suffisamment de chaleur pour maintenir les lits céramiques à température de fonctionnement avec un apport minimal, voire nul, de gaz naturel. Lors des périodes de forte concentration, le RTO peut fonctionner avec une consommation de gaz naturel quasi nulle et générer un surplus de chaleur pouvant être récupéré sous forme de vapeur, d'air chaud ou d'eau chaude pour le chauffage des installations ou le traitement thermique. L'équilibre entre le coût du combustible d'appoint et les revenus potentiels issus de la valorisation de la chaleur résiduelle constitue un facteur économique important pour les systèmes RTO de l'industrie de l'imprimerie.
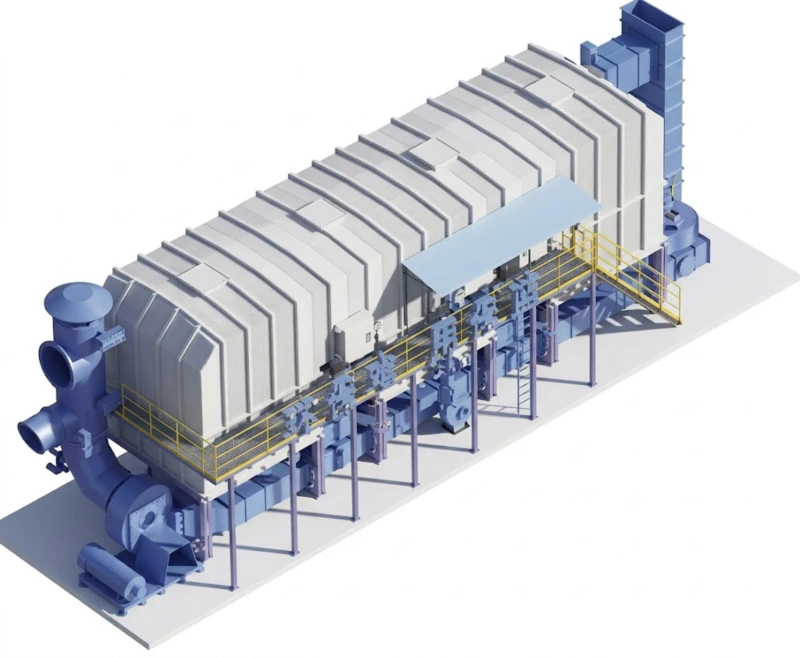
06 — Résultats opérationnels et disposition des équipements
Performances vérifiées : Élimination des COV : 99,51 % TP3T, 20 mg/Nm³ de NMHC en ligne, 6 ans sans défaut majeur
Après stabilisation, les capteurs CEMS en ligne affichent systématiquement une concentration de COV inférieure ou égale à 20 mg/Nm³, respectant ainsi l'exigence du permis environnemental local applicable (40 mg/Nm³) et permettant d'atteindre la classification d'émissions de classe B. La réduction annuelle des COV est estimée à 1 719,361 tonnes. Le système fonctionne sans incident majeur depuis six années consécutives, la maintenance quotidienne se limitant à de simples contrôles de l'état des vannes. Les données de surveillance en ligne sont en continu conformes aux exigences du permis.
Coûts d'exploitation annuels pour 7 200 heures de fonctionnement : électricité à 142,4 kW réels (0,8 RMB/kWh) = environ 82 dizaines de milliers de RMB/an ; gaz naturel pour le démarrage à froid (3 démarrages par an à 650 m³/démarrage) = 664 unités à 4 RMB/m³ = environ 0,8 dizaine de milliers de RMB ; gaz naturel en fonctionnement normal (5 m³/h à 4 RMB/m³, 7 200 h) = environ 14,4 dizaines de milliers de RMB ; air comprimé (50 m³/h à 10 RMB/unité) = environ 3,6 dizaines de milliers de RMB ; coût d'exploitation annuel total : environ 103,6 dizaines de milliers de RMB. La faible consommation de gaz naturel en fonctionnement normal (seulement 5 m³/h en régime permanent contre 130 m³/h au ralenti et 240 m³/h au démarrage à froid) reflète l'efficacité de récupération thermique >95% des lits de stockage de chaleur en céramique et la contribution de la chaleur d'oxydation des COV au maintien de la température de la chambre de combustion pendant les périodes de production.
07 — Précautions d'implémentation
Leçons critiques d'ingénierie et d'exploitation pour les demandes d'autorisation de transfert de technologie (RTO) dans l'industrie de l'imprimerie
- 🚫
La gestion de la concentration LIE est une exigence de sécurité vitale qui doit être appliquée dans toutes les conditions de production — ne jamais contourner le verrouillage LIE : La concentration de COV dans le conduit d'évacuation des gaz du four d'impression doit être maintenue en permanence en dessous de la LIE 25%. Si la concentration approche le seuil de la LIE 25% (environ 6 250 mg/Nm³ pour un mélange de solvants d'impression typique), le système de dilution automatique doit augmenter immédiatement le débit d'air de dilution. Le fonctionnement avec des capteurs de LIE shuntés ou la désactivation du verrouillage de concentration présente un risque d'explosion dans le réseau de conduits et dans le système RTO. Le système de surveillance de la LIE doit être étalonné à la fréquence spécifiée par le fabricant des capteurs (généralement mensuellement) et doit couvrir tous les raccordements de la presse d'impression, et non seulement le collecteur commun. - ⚠️
La composition complexe des gaz d'échappement et les conditions de fonctionnement variables exigent que le système de traitement soit conçu pour tous les scénarios de fonctionnement, y compris les conditions transitoires : La concentration en COV des gaz d'impression varie continuellement au cours du poste de travail en fonction des différents travaux d'impression, couleurs et formulations d'encre utilisés. Le dispositif de traitement des oxydes de carbone (RTO) doit maintenir une efficacité de destruction supérieure à 991 TP3T sur toute la plage de charge, de la production minimale (faible débit, faible concentration en COV) à la production maximale (débit maximal, concentration maximale en COV), y compris lors des démarrages, des changements de travaux et des arrêts de la presse. La régulation du ventilateur à fréquence variable et la gestion adaptative du mode de fonctionnement par le système de contrôle-commande distribué (DCS) sont les outils techniques qui gèrent ces transitions. Avant la réception du système, il est impératif de vérifier les performances du RTO dans des conditions de charge minimale, nominale et maximale lors des essais de mise en service. - ⚠️
La consommation d'énergie des RTO représente le poste de dépenses le plus important et doit être optimisée en permanence — elle affecte directement la rentabilité de l'entreprise d'impression : Les entreprises d'imprimerie évoluent sur un marché très concurrentiel où les marges bénéficiaires sont faibles et où le coût d'exploitation du système de traitement des COV représente une part importante du coût total de production. Le coût total d'exploitation annuel de 103,6 millions de RMB pour cette installation d'une capacité de 60 000 m³/h est relativement bas, car la récupération thermique du >95% réduit la consommation de gaz naturel à seulement 5 m³/h en fonctionnement normal. Toute dégradation des performances du lit de stockage thermique en céramique (due à l'accumulation de poussière, à des dommages mécaniques ou à la fatigue due aux cycles thermiques) augmentera les besoins en combustible d'appoint et, par conséquent, les coûts d'exploitation. La mesure annuelle du rendement thermique et l'inspection du lit en céramique doivent être intégrées au programme de maintenance préventive. - ⚠️
Le calage de la commutation de la soupape à clapet doit être calibré en fonction de la vitesse réelle du gaz dans le lit céramique afin d'éviter les émissions de COV entre les cycles : La durée du cycle de purge (période pendant laquelle le troisième lit est balayé par un gaz propre avant de passer en mode évacuation) doit être suffisamment longue pour éliminer complètement tous les COV résiduels des canaux du lit, mais suffisamment courte pour maintenir l'efficacité thermique. Si la durée de purge est trop courte, les COV résiduels présents dans les canaux du lit seront entraînés vers la sortie lors de la commutation de la vanne, générant de brèves bouffées d'émission. Dans les installations à débit variable (comme dans les applications d'impression), la durée de purge doit être suffisante pour la condition de vitesse minimale du gaz (vitesse de ventilation la plus basse), et non pas seulement pour la condition nominale. - ⚠️
Les modifications apportées à l'encre et à la formulation du solvant doivent être communiquées à l'opérateur RTO avant leur mise en œuvre : Les différentes formulations d'encre présentent des compositions de solvants et des valeurs LIE différentes. Lorsqu'une équipe de production d'impression adopte une nouvelle formulation d'encre à la composition de solvants différente, il peut être nécessaire d'ajuster les points de consigne du système de surveillance LIE. Une procédure formelle de gestion des changements doit être mise en place, exigeant que le responsable de production informe l'équipe d'opérateurs RTO avant tout changement de formulation d'encre ou de solvant, afin que la surveillance LIE puisse être reconfigurée si nécessaire avant l'introduction du nouveau solvant dans le système de collecte.
08 — Foire aux questions
Réduction des émissions de COV dans l'industrie de l'imprimerie : Réponses à dix questions
Questions des responsables des permis environnementaux, des ingénieurs de production et des équipes HSE des installations d'impression, d'emballage et de revêtement de surface planifiant des systèmes de réduction des COV RTO conformément aux exigences de la directive européenne IED / du décret néerlandais sur les activités.
Prêt à atteindre un taux de destruction des COV >99% pour votre imprimerie ?
Explorez la gamme complète des solutions d'oxydation thermique régénératrice
Depuis oxydateurs thermiques régénératifs à trois lits (RTO) pour l'industrie de l'imprimerie, réduction des COV sur toute la gamme Applications RTO en impression flexographiqueNotre équipe d'ingénieurs fournit des solutions conformes à la norme européenne IED, offrant la fiabilité et la capacité de charge variable requises par les entreprises d'impression.





















