案例研究 · VOC减排
一家专业液体包装制造商如何通过部署三床再生热氧化器 (RTO) 实现超过 99% 的 VOC 去除效率,并在连续运行 6 年而没有发生重大故障?该 RTO 配备陶瓷蓄热床、变频风扇控制、LEL 浓度监测和 DCS 集成工艺管理,以适应高速柔版印刷中可变的油墨配方和印刷运行条件。
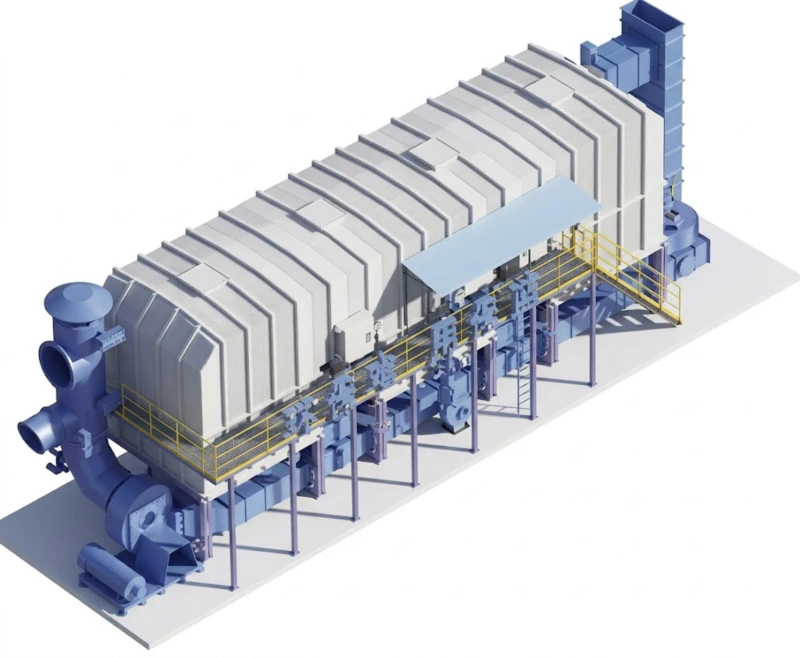
三卧 RTO
95%+热恢复
柔版印刷/凹版印刷
变频风扇
01 — 行业背景
印刷行业面临的VOC挑战:油墨配方变化、印刷速度变化以及高度易燃溶剂混合物
印刷包装是全球消费品供应链的重要组成部分。印刷包装行业在高速印刷过程中大量使用溶剂型油墨和涂料,例如用于软包装的柔版印刷、用于食品包装的凹版印刷以及用于商业应用的胶版印刷。在印刷过程中以及随后的油墨干燥阶段,油墨配方中的有机溶剂会挥发,必须在排放到大气之前进行收集和处理。
印刷产生的挥发性有机化合物(VOC)废气具有一些与其他工业VOC来源不同的特性,并决定了任何减排系统的工程要求:
- VOC浓度变化: 油墨成分因印刷作业而异(颜色不同、承印物不同、油墨供应商不同)。干燥箱萃取液中的挥发性有机化合物 (VOC) 浓度也会因作业而异,甚至在同一作业中,随着颜色覆盖率的变化而变化。处理系统必须能够可靠地应对这种变化,避免因浓度超标或出现不安全的操作条件。
- 易燃溶剂混合物: 印刷溶剂包括酯类(乙酸乙酯、乙酸丁酯)、酮类(甲基乙基酮、甲基异丁基酮)、醇类(异丙醇、乙醇)和烃类(某些传统应用中使用甲苯)。在高温干燥箱或通风不良的密闭空间内,这些溶剂会形成易爆的蒸汽-空气混合物。爆炸下限 (LEL) 监测和稀释控制是强制性的安全要求,而非可选的工程特性。
- 高风量,低VOC浓度: 印刷机需要通过干燥箱输送大量稀释气流,以确保溶剂蒸汽浓度远低于爆炸下限 (LEL),从而保障消防安全。这会产生大量低浓度 VOC 空气,必须对其进行处理。由于风量大而浓度低,对于大多数印刷应用而言,热氧化法比冷凝或吸附法更具吸引力。
- 可变流量: 印刷机启动、停止、更换作业或改变速度时,气流大小和VOC浓度都会发生变化。处理系统必须在包括瞬态工况在内的所有运行范围内保持稳定运行并符合排放标准。

本案例研究中的企业是一家专业生产液体包装的制造商,主要产品包括吹塑塑料容器、薄膜包装产品和软包装容器。其设备包括8条美国吹塑生产线、5条自动印刷生产线、1条美国凹版印刷生产线、1条PS薄膜生产线(2条生产线)、15条纸杯生产线和15条PS材料生产线。主要产品包括液体包装三层复合薄膜、PVDC五层薄膜、热收缩膜、鲜奶杯、标签纸、冷链包装用PS托盘以及冷凝器管材。印刷过程会产生60,000立方米/小时的含VOC废气,需要进行处理后才能排放。
02 — 污染概况
印刷干燥废气:总挥发性有机化合物 (VOC) 含量为 4,000 mg/Nm³,溶剂混合物成分复杂,爆炸下限 (LEL) 阈值低
印刷机干燥废气以 60,000 立方米/小时(标准工况)的流量从所有运行中的印刷生产线收集。标准流量为 60,000 标准立方米/小时;工业过程流量为 68,786 标准立方米/小时。气体从干燥炉排出时的温度约为 40°C。氧气含量为 21%(实际值),证实其主要成分为夹带溶剂蒸汽的大气空气。
VOC(挥发性有机化合物)成分复杂,反映了多种印刷机类型和印刷作业中使用的印刷油墨的多样性。在最大油墨覆盖率(峰值浓度)下,非甲烷VOC(NMHC)总量约为4,000 mg/Nm³。根据适用的印刷行业空气污染物行业标准,各受管制化合物及其排放限值如下:苯≤1 mg/Nm³;甲苯≤3 mg/Nm³;二甲苯≤12 mg/Nm³;非甲烷总烃(NMHC)≤50 mg/Nm³。实际处理后VOC的排放浓度分别为:苯0.1 mg/Nm³;甲苯2 mg/Nm³;二甲苯6 mg/Nm³;NMHC 18 mg/Nm³——均远低于各自的限值,这体现了三床RTO(反应釜式蒸发器)对VOC的去除效率高达99%以上。
根据欧盟工业排放指令 (IED) 和荷兰活动法令(溶剂排放指令框架,现已纳入 IED 2010/75/EU 第五章),印刷行业作为表面涂层活动受到监管,大多数印刷应用的挥发性有机化合物 (VOC) 排放限值为 20 mg/Nm³ 总碳当量,若存在有害溶剂(氯代化合物、苯),则适用更低的限值。本装置的非甲烷碳氢化合物 (NMHC) 排放量为 18 mg/Nm³,低于欧盟工业排放指令规定的 20 mg/Nm³ 限值。
| 范围 | 初始浓度 | 实际出口 | 欧盟 IED / NL 限制 |
|---|---|---|---|
| 总挥发性有机化合物(NMHC) | ≤4,000 mg/Nm³(峰值) | 18 毫克/立方米 | IED 2010/75/EU ≤20 mg/Nm³ |
| 苯 | 存在(取决于墨水类型) | 0.1 mg/Nm³ | IED ≤1 mg/Nm³ |
| 甲苯 | 展示 | 2 毫克/立方米 | IED ≤3 mg/Nm³ |
| 二甲苯 | 展示 | 6 毫克/立方米 | IED ≤12 mg/Nm³ |
| 标准流量 | 60,000 牛米/小时 | — | — |
| 工业过程量 | 40°C 时流量为 68,786 Nm³/h | — | — |
| 收集时的废气温度 | ≤100°C(RTO入口设计最大值) | — | — |
| 氧气含量 | 21%(环境空气与溶剂蒸汽) | — | — |
LEL安全要求: 从烘箱到RTO的整个管道系统中,印刷干燥废气浓度必须始终保持在爆炸下限(LEL)的25%以下。VOC浓度管理系统(LEL传感器+变频风扇调速)将浓度维持在安全操作范围内。同时,RTO入口处的浓度也受到监控,以防止在燃烧室之前,RTO陶瓷床中发生接近化学计量比的溶剂-空气混合物燃烧,从而避免不受控制的热量释放和设备损坏。
03 — RTO技术和运行原理
三床式 RTO 如何实现 >99% 挥发性有机化合物 (VOC) 去除率,同时回收 >95% 燃烧热量
再生热氧化 (RTO) 是处理大批量、低至中等浓度 VOC 印刷应用的首选技术。RTO 在 760°C 以上的温度下将 VOC 氧化成 CO₂ 和 H₂O:
蓄热式热氧化(与直接燃烧式热氧化相比)的显著特点是其陶瓷储热床,该储热床能够捕获高温燃烧气体的热量并将其传递给进入的低温原料气。这种内部热回收机制实现了>951TP³T的热效率——这意味着,一旦陶瓷床预热至工作温度,在稳态运行中,仅需补充<51TP³T的燃烧热量作为辅助燃料。
三床 RTO 切换逻辑
三床(三室)RTO按时间顺序循环切换三种运行模式(A、B、C)。在每个循环周期T中:
- 一个床层接收进入的原始气体(“进气”模式):含有VOC的冷空气通过预热的陶瓷床层进入,吸收热量,并在进入燃烧室之前达到氧化温度。
- 一个床层向排出的处理气体释放热量(“出口”模式):来自燃烧室的热清洁燃烧气体流经冷却床层,加热床层以备下一个循环,同时气体冷却至烟囱排放温度。
- 一个床层正在进行吹扫(“吹扫”模式):少量清洁处理过的气体被引导通过刚刚处于进气模式的床层,吹扫掉任何可能未经燃烧室就进入出口的残留 VOC。
三床式设计消除了双床式RTO在阀门切换时产生的VOC“喷射排放”,因为第三床用作吹扫室。这种持续吹扫对于在所有运行条件下(包括阀门切换过渡期间)实现>99%的VOC去除效率至关重要。

切换逻辑阀顺序表
| 时期 | A床 | B床 | C床 |
|---|---|---|---|
| T(第一) | 进口 | 出路 | 清除 |
| 2T(秒) | 出路 | 清除 | 进口 |
| 3T(第三) | 清除 | 进口 | 出路 |
该循环不断重复。吹扫床在切换到出口模式之前,会使用少量洁净的处理气体将残留的VOC从床层中清除,从而防止阀门切换时VOC泄漏。
04 — 系统规格
适用于可变负载打印应用的三床式 RTO 设计参数和工程特点
RTO 系统是围绕印刷行业的五项特定应用要求而设计的:(1)可变频风扇功能,用于调节流量和浓度;(2)具有浓度反馈控制的 LEL 监测;(3)高温和流量监测功能;(4)简单可靠的提升阀切换机构(而不是维护要求更高的旋转阀);(5)低故障率设计,适用于对盈利能力敏感的印刷行业,因为处理系统停机会直接影响生产产量。
选择参数
| 范围 | 规格 |
|---|---|
| 处理流量 | 60,000立方米/小时 |
| 入口VOC温度 | ≤100°C |
| VOC去除效率 | >99% |
| 热回收效率 | >95% |
| 燃烧室停留时间 | >1.2 秒 |
| 氧化温度 | >760°C |
| 燃烧器热输出 | 210万千卡/小时 |
| 天然气(冷启动,3 小时) | 240 立方米/小时(压力:0.03–0.06 兆帕) |
| 天然气(怠速运转) | 130 立方米/小时 |
| 冷启动天然气消耗量 | 每次冷启动事件 650 立方米 |
| 系统压降 | 小于 3,000 帕 |
| 设备重量 | 127吨 |
| 设备占地面积 | 23米×6.5米 |
已安装容量
| 物品 | 规格 |
|---|---|
| RTO主风扇 | 160千瓦(变频) |
| 《人类清除计划》粉丝 | 15千瓦 |
| 电气控制元件 | 2千瓦 |
| 总装机功率 | 177 kW(220 V/380 V,50 Hz) |
| 天然气燃烧器 | 240 立方米/小时(压力:0.03–0.05 兆帕) |
| 压缩空气(气动阀) | 50 立方米/小时(≥0.6 兆帕) |
| 实际用电量 | 142.4 千瓦,耗时 114 小时(相当于 0.8 元人民币/千瓦时) |
.webp)
05 — 设计原则
定义印刷行业RTO设计的四大工程原理
- ✓
对于印刷应用而言,变频风扇控制是必不可少的,而非可有可无的: 印刷机产生的挥发性有机化合物(VOC)废气流量和浓度会随印刷速度、印刷覆盖率、油墨颜色和作业切换而变化。如果将固定转速的RTO风机设置为最大流量,则在部分生产期间,风机流量会过大,造成风机能量浪费,并降低RTO入口处的气体温度(减少燃烧室前的预热,增加辅助燃料消耗)。主160 kW RTO风机采用变频驱动(VFD)可以使系统根据每个运行工况调整实际气体流量,从而在整个负荷范围内将燃烧室温度和停留时间保持在规格范围内,同时最大限度地降低风机能耗。 - ✓
废气收集歧管的 LEL 监测是一项不容商榷的安全要求: 干燥炉排气中的总VOC浓度必须始终保持在爆炸下限(LEL)的25%以下。废气收集歧管配备了LEL浓度监测器、温度监测器和实时浓度测量仪器(高温报警器、新型风机实时烟气浓度调节装置)。当浓度接近安全阈值时,DCS系统会自动响应LEL浓度的变化,通过调节风机转速来稀释收集的气体。如果没有这种主动浓度管理,打印速度或油墨覆盖率的变化可能会在操作人员察觉之前,在管道内形成易燃混合物。 - ✓
简单的提升阀切换设计可在六年运行周期内提供可靠性: 由于印刷机持续运转,且VOC处理是确保持续生产的法定合规要求,因此处理系统必须保持高正常运行时间。因此,RTO阀的设计选择是一项至关重要的可靠性工程决策。之所以选择提升阀(蘑菇阀)而非旋转阀,是因为:提升阀的密封机构更简单,活动部件更少;维护和更换更便捷,无需长时间停机;并且其简单可靠的阀门切换机制可最大限度地降低故障率。经验总结中记录的6年连续运行无重大故障,部分原因正是得益于这种阀门设计选择。 - ✓
在高负荷运行期间,废热利用能力可显著降低年度运行成本: 在中高VOC浓度下(此时VOC氧化产生的放热量对维持燃烧室温度贡献显著),RTO以“自热”模式运行:VOC燃烧产生的热量足以维持陶瓷床的工作温度,几乎无需或完全无需额外天然气。在高浓度时期,RTO的额外天然气消耗量接近于零,并可产生余热,这些余热可通过蒸汽、热空气或热水提取,用于设施供暖或工艺加热。对于印刷行业的RTO系统而言,额外燃料成本与潜在余热收益之间的平衡是重要的运营经济考量因素。
06 — 运营结果和设备布局
经验证的性能:VOC去除率达99.5%,NMHC在线浓度为20 mg/Nm³,6年无重大故障
系统调试稳定后,在线连续排放监测系统(CEMS)持续显示挥发性有机化合物(VOC)浓度低于或等于20 mg/Nm³,满足当地环境许可规定的40 mg/Nm³的排放标准,达到B级企业排放等级。预计每年可减少VOC 1719.361吨。该系统已连续运行6年,未发生重大故障,日常维护仅限于简单的阀门状态检查,在线监测数据始终符合许可要求。
每年运行 7,200 小时的运行成本:实际用电量 142.4 kW(0.8 元/kWh)= 约 82 万元/年;冷启动用天然气(每年 3 次启动,每次 650 立方米)= 664 单位,4 元/立方米 = 约 0.8 万元;正常运行用天然气(5 立方米/小时,4 元/立方米,7,200 小时)= 约 14.4 万元;压缩空气(50 立方米/小时,10 元/单位)= 约 3.6 万元;年度总运行成本约 103.6 万元。正常运行期间天然气消耗量低(稳态仅 5 立方米/小时,而空载时为 130 立方米/小时,冷启动时为 240 立方米/小时),反映了陶瓷蓄热床 >95% 的热回收效率,以及 VOC 氧化热对生产期间维持燃烧室温度的贡献。
07 — 实施注意事项
印刷行业RTO应用的关键工程和运营经验
- 🚫
LEL浓度管理是一项生命安全要求,必须在所有生产条件下执行——绝不能绕过LEL联锁装置: 印刷烘箱排气收集管道中的VOC浓度必须始终保持在25% LEL以下。如果浓度接近25% LEL阈值(对于典型的印刷溶剂混合物,约为6,250 mg/Nm³),自动稀释控制系统必须立即增加稀释气流。旁路LEL传感器或禁用浓度联锁装置会在管道和RTO系统中造成爆炸风险。LEL监测系统必须按照传感器制造商规定的频率(通常为每月一次)进行校准,并且必须覆盖所有印刷机连接,而不仅仅是公共收集头。 - ⚠️
复杂的废气成分和多变的运行条件要求处理系统在设计时必须能够应对所有运行场景,包括瞬态条件: 印刷废气中的挥发性有机化合物 (VOC) 浓度会随着印刷作业、颜色和油墨配方的变化而持续变化。RTO 必须在从最低产量(低流量、低 VOC 浓度)到最高产量(全流量、峰值 VOC 浓度)的整个负荷范围内保持 >99% 的去除效率,包括印刷机启动、作业切换和停机期间。变频风扇控制和基于 DCS 的自适应运行模式管理是实现这些转换的技术手段。在系统验收之前,应在调试验收测试期间验证 RTO 在最低、额定和最高负荷条件下的性能。 - ⚠️
RTO(远程打印设备)的能源消耗是最大的运营成本项目,必须不断优化——它直接影响打印企业的盈利能力: 印刷企业身处竞争激烈的市场,利润空间狭窄,而VOC处理系统的运行成本在总生产成本中占比很高。这套处理量为6万立方米/小时的装置,年运行总成本仅为10.36万元人民币,相对较低,这得益于其采用的>95%热回收技术,在正常运行情况下,天然气消耗量仅为5立方米/小时。陶瓷蓄热床性能的任何下降(例如积尘、机械损伤或热循环疲劳)都会增加补充燃料的需求,从而推高运行成本。因此,年度热效率测量和陶瓷床检查必须纳入计划维护安排中。 - ⚠️
必须根据陶瓷床内的实际气体速度校准阀芯阀的切换时间,以防止循环间出现 VOC 泄漏: 吹扫循环时间(即在切换到出口模式之前,用清洁气体吹扫第三床的时间段)必须足够长,以彻底清除床通道中所有残留的VOC,但又必须足够短,以保持热效率。如果吹扫时间过短,床通道中的残留VOC会在阀门切换期间进入出口,产生短暂的“喷射”排放峰值。在流量可变的装置中(例如打印应用),吹扫时间必须足以满足最低气体流速条件(最低风扇转速),而不仅仅是标称设计工况。 - ⚠️
油墨变更和溶剂配方变更必须在实施前告知RTO运营商: 不同的油墨配方具有不同的溶剂组成和不同的爆炸下限值 (LEL)。当印刷生产团队更换为溶剂组成不同的新油墨配方时,可能需要调整 LEL 监测系统的设定值。必须建立正式的变更管理程序,要求生产经理在油墨或溶剂配方发生任何变更之前通知 RTO 操作团队,以便在新溶剂进入收集系统之前,根据需要重新配置 LEL 监测系统。
08 — 常见问题解答
印刷行业挥发性有机化合物(VOC)减排:十个常见问题解答
来自印刷、包装和表面涂层设施的环境许可证经理、生产工程师和 HSE 团队的问题,他们正在根据欧盟 IED / 荷兰活动法令的要求规划 RTO VOC 减排系统。
准备好让您的印刷厂实现 >99% VOC 去除率了吗?
探索全系列蓄热式热氧化解决方案
从 三床再生式热氧化器(RTO) 印刷行业VOC减排涵盖所有方面 RTO在柔版印刷中的应用我们的工程团队提供符合欧盟 IED 标准的解决方案,具备印刷企业所需的可靠性和可变负载能力。





















