In the modern industrial paradigm, “zero waste” is no longer a utopian ideal but a commercial necessity. The Limestone-Gypsum Flue Gas Desulfurization (FGD) system stands as the ultimate exemplar of this transition. By capturing toxic Sulfur Dioxide (SO₂) and chemically transforming it into high-purity Calcium Sulfate Dihydrate, large-scale industrial projects are doing more than just cleaning the air—they are operating a massive chemical synthesis plant. This process converts a hazardous byproduct of combustion into “Desulfurization Gypsum,” a high-value raw material for the building materials industry. This technical analysis explores the sophisticated recovery loop and the immense economic ROI of turning industrial exhaust into a marketable commodity.

Fig 1: Mega-Scale Industrial FGD Infrastructure: A Resource Recovery Powerhouse
1. The Molecular Metamorphosis
The journey from gas to solid begins in the absorber tower. Untreated flue gas, laden with SO₂, contacts a finely atomized limestone ($CaCO_3$) slurry. The initial reaction produces Calcium Sulfite ($CaSO_3$), a problematic, settleable byproduct that is prone to scaling. However, the system is designed to immediately drive this reaction toward its final, stable form: Calcium Sulfate Dihydrate ($CaSO_4 \cdot 2H_2O$).
Forced Oxidation & Crystal Growth
To achieve construction-grade purity, the system utilizes “Forced Oxidation.” High-performance Roots blowers inject oxygen directly into the slurry tank, while side-entry agitators ensure total homogeneity. This triggers the conversion of $CaSO_3$ into $CaSO_4 \cdot 2H_2O$. Under controlled pH and temperature conditions, these molecules organize into large, regular crystals. This “crystal growth” phase is critical; only large, well-defined crystals can be effectively dewatered to meet the moisture standards (< 10%) required by the drywall and cement industries.
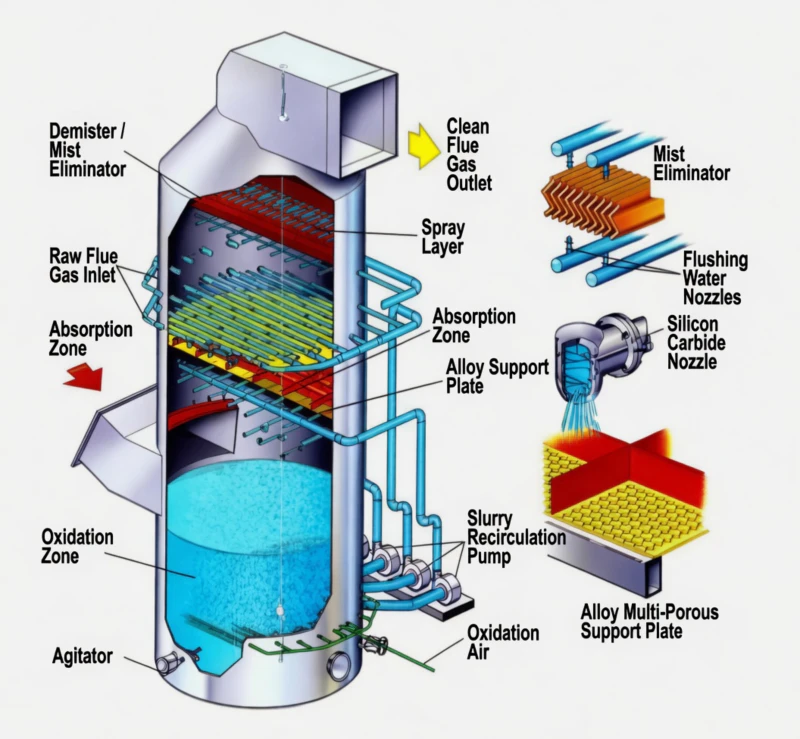
Fig 2: The Systematic Flow Path of Slurry Concentration and Dewatering
2. The Recovery Loop: From Slurry to Solid
Capturing the sulfur is only half the battle. To extract the gypsum as a resource, the system must separate the high-purity crystals from a massive volume of industrial process water.
Concentration and Vacuum Separation
The recovery process occurs in two primary mechanical stages:
- Primary Concentration (Hydrocyclones): The gypsum-rich slurry is pumped into an array of hydrocyclones. Centrifugal force separates the heavier gypsum crystals from the lighter water and unreacted limestone. This stage concentrates the slurry from ~15% solids to over 50% solids.
- Secondary Dewatering (Vacuum Systems): The thickened slurry is fed onto a vacuum belt filter or centrifuge. Atmospheric pressure forces the remaining moisture out, leaving behind a “gypsum cake.” This solid is then washed to remove chlorides—ensuring it doesn’t corrode construction materials—and discharged into silos as construction-grade gypsum.

Fig 3: The Oxidation Engine: Roots Blowers Driving Crystal Purity
3. Hardware Precision: Protecting Byproduct Quality
Agitation and Homogeneity
Construction-grade gypsum requires a purity level ($CaSO_4 \cdot 2H_2O$ content) of over 90%. Any stagnant zones in the slurry tank lead to the precipitation of impurities and “scaling,” which ruins byproduct quality. BAOLAN utilizes heavy-duty, side-entry agitators to maintain constant kinetic energy in the slurry.
These agitators prevent sedimentation and ensure that the forced oxidation air is distributed evenly. By maintaining a perfect mechanical-chemical balance, the system produces a byproduct that is indistinguishable from natural gypsum, allowing it to transition seamlessly from industrial waste into a profit-generating commodity.

Fig 4: The Slurry Agitator: Ensuring Kinetic Uniformity and Product Purity
4. The Economics of the Loop: Revenue vs. Liability
The primary driver for Limestone-Gypsum desulfurization in large projects is its transformative ROI. In traditional systems, “desulfurization ash” is a liability—a waste product that incurs heavy transport and landfill costs. By upgrading to a high-purity recovery loop, the economic equation flips:
Asset Valorization
Desulfurization gypsum is the primary raw material for high-end drywall, plasterboard, and retarders in cement production. Facilities can sell this byproduct to manufacturers, creating a steady secondary revenue stream.
Zero Landfill Costs
By achieving construction-grade standards, industrial facilities eliminate 100% of the disposal fees associated with hazardous or non-marketable desulfurization ash.
Water Recycling
The filtrate water from the vacuum systems is cycled back into the FGD unit, drastically reducing the facility’s fresh water intake and lowering overall utility bills.
This “from waste gas to wallboard” circularity is what allows heavy industrial enterprises to achieve “Ultra-Low Emission” status while simultaneously improving their bottom line. It is the definitive engineering solution for sectors where volumetric flue gas flow is measured in the millions of cubic meters per hour.
Lead the Era of Sustainable Industrial Chemistry
Don’t let your desulfurization byproduct be a wasted opportunity. Upgrade to a high-efficiency Limestone-Gypsum FGD loop that secures your environmental standing and turns your emissions into a marketable industrial asset. Contact BAOLAN EP INC. today to design a large-capacity recovery system strictly tailored to your facility’s exact emission and resource recovery targets.





















