Fallstudie · Industrielle Emissionskontrolle
Wie ein Hersteller von Hochleistungs-Aluminiumlegierungen und Spezialwerkstoffen eine SCR-Denitrifikationseffizienz von 99,6%, eine Staubabscheidung durch Schlauchfilter von 99,8% und die Einhaltung extrem niedriger Emissionsgrenzwerte für NOx, PM, SO₂, HF und HCl erreichte – und damit die bahnbrechende Herausforderung der Vergiftung von SCR-Katalysatoren bei mittleren Temperaturen durch Alkalimetalle im Abgas von Schmelzöfen löste.
Abgas aus Aluminiumschmelzöfen
Staubabsaugung durch Beutelfilter
Extrem niedrige NOx-Emissionen
Lösung zur Vergiftung mit Alkalimetallkatalysatoren
01 — Branchenhintergrund
Aluminium-Spezialwerkstoffe: Ein Wachstumssektor mit verschärften Emissionsanforderungen
Die Aluminiumindustrie umfasst Abbau, Raffination, Gießen, Verarbeitung und Vertrieb entlang einer komplexen globalen Wertschöpfungskette. Aluminium findet breite Anwendung in der Luft- und Raumfahrt, der Automobilindustrie, dem Bauwesen, der Energieübertragung, der Verpackungsindustrie und der Unterhaltungselektronik. Der Sektor ist weltweit von großer wirtschaftlicher Bedeutung – angetrieben durch den Übergang zu Leichtbaumaterialien in der Automobil- und Luftfahrtindustrie, wo Aluminium schwerere Stahl- und Titanbauteile ersetzt, um den Energieverbrauch und die CO₂-Emissionen zu reduzieren.
Der Teilbereich Hochleistungs-Aluminiumlegierungen und Spezialaluminiumwerkstoffe konzentriert sich auf fortschrittliche Produkte mit höchsten Anforderungen an die Materialeigenschaften: ultradünne Dosendeckel für globale Getränkehersteller (marktführender Marktanteil im Inland, ca. 101.000 Tonnen globaler Marktanteil), 0,208 mm ultradünne Dosendeckel und 0,235 mm ultradünne Dosenrohlinge in Serienproduktion, Aluminium-Kunststofffolie für Batterien in neuen Energien, Stromkollektor-Aluminiumfolie und Aluminiumfolie mit Polhalterungen für Elektrofahrzeuge und Unterhaltungselektronik. Der in dieser Fallstudie untersuchte Hersteller verfügt über ein Gesamtvermögen von 231 Milliarden Euro (bzw. Euro-Äquivalent) und eine jährliche Produktionskapazität von 690.000 Tonnen tiefverarbeitetem Aluminium, 150.000 Tonnen Kohlenstoff, 90.000 kW Leistung und 2,25 Millionen Tonnen Rohkohle. Damit zählt er zu den weltweit führenden Anbietern von Spezialaluminiumwerkstoffen.
Mit verschärften Umweltauflagen ist die Rauchgasreinigung von Aluminiumschmelzöfen zu einer entscheidenden Wettbewerbs- und Compliance-Anforderung geworden. Die Herausforderung für diesen Sektor liegt in den hohen Temperaturen, dem hohen Staubgehalt und – ganz entscheidend – dem hohen Alkalimetallgehalt des Abgases von mit Erdgas betriebenen Schmelzöfen. Die im Ofenstaub enthaltenen Alkalimetallverbindungen (hauptsächlich Kalium- und Natriumsalze) werden im Gasstrom in Konzentrationen transportiert, die ausreichen, um herkömmliche SCR-Katalysatoren mit der Zeit zu vergiften und so die Denitrierungseffizienz zu verringern. Dieses Problem der Alkalimetallvergiftung war die zentrale technische Herausforderung, die diese Anlage zu einer Branchenneuheit machte.
.webp)
„Die Anwendung der SCR-Technologie bei mittleren Temperaturen auf das Abgas von Aluminiumschmelzöfen ist nicht einfach eine Anpassung der SCR-Technologie aus Kraftwerken. Die Alkalimetallverbindungen im Ofenstaub wirken in den Konzentrationen, die in diesem Gasstrom vorkommen, als Katalysatorgifte. Die Lösung des Problems der Katalysatorauswahl und des Katalysatorschutzes macht diese Anlage einzigartig – es war das erste Mal weltweit, dass eine hocheffiziente SCR-Anlage bei mittleren Temperaturen in diesem Sektor erfolgreich eingesetzt wurde.“
— Technische Zusammenfassung, Projekt zur Staubentfernung und Denitrifikation von Hochleistungs-Aluminiumlegierungen (Spezialwerkstoffe)
02 — Verschmutzungsprofil
Abgase aus Aluminiumschmelzöfen: Hoher NOx-Gehalt, hoher Staubgehalt, hoher Alkalimetallgehalt
Die Produktionslinie dieser Anlage umfasst zwei Schmelzöfen und zwei Warmhalteöfen, die alle in einem einzigen Schornstein zusammengefasst sind. Jeder Schmelzofen wird mit Erdgas befeuert; das Abgas enthält eine erhebliche Menge an Stickoxiden (NOx), die durch die Verbrennungsreaktionen bei hohen Temperaturen entstehen. Alle vier Öfen sind derzeit mit einem Schlauchfilter ausgestattet. Das Abgas aller Öfen wird zur Ableitung in einem gemeinsamen Schornstein zusammengeführt. Da Erdgas als Brennstoff verwendet wird, enthält das Abgas kein SO₂, jedoch Stickoxide (NOx), Feinstaub (einschließlich feiner NaCl-, KCl- und anderer Alkalimetallsalzpartikel), Fluorwasserstoff (HF), Chlorwasserstoff (HCl) und Kohlenmonoxid (CO), deren Emissionen innerhalb der zulässigen Grenzwerte liegen müssen.
Die größte Herausforderung im Bereich der Umweltverschmutzung bei dieser Anwendung stellt der Gehalt an Alkalimetallen in der partikelförmigen Abgasfraktion des Schmelzofens dar. Der Staub enthält NaCl, KCl und verwandte Kalium- und Natriumverbindungen in Konzentrationen, die ausreichen, um herkömmliche Vanadium-Titan-SCR-Katalysatoren innerhalb weniger Monate nach Betriebsbeginn durch die Besetzung der aktiven sauren Zentren auf der Katalysatoroberfläche zu vergiften. Dieser Vergiftungsmechanismus erfordert entweder eine speziell gegen Alkalimetall-Deaktivierung resistente Katalysatorformulierung oder eine Vorentstaubungsstufe vor dem SCR-Reaktor, um die Alkalimetallpartikelbelastung zu reduzieren, bevor sie mit dem Katalysator in Kontakt kommt. In dieser Fallstudie wird ein Mitteltemperatur-SCR-Reaktor eingesetzt, der vor dem Schlauchfilter (in der Hochtemperatur-Vorentstaubungszone bei 350–400 °C) positioniert ist. Der verwendete Katalysator ist so ausgelegt, dass er die Alkalimetallbelastung toleriert, und der Schlauchfilter ist zur abschließenden Staubentfernung nachgeschaltet.
| Parameter | Rohgas / Einlass | Outlet (Design) | EU / NL Grenzwertreferenz |
|---|---|---|---|
| NOx | 100 mg/Nm³ | ≤50 mg/Nm³ | IED 2010/75/EU ≤100 mg/Nm³ (Verbrennung) |
| Feinstaub (PM) | 2.000 mg/Nm³ | ≤10 mg/Nm³ | NER (Niederländisches Aktivitätsdekret) ≤5 mg/Nm³ |
| SO₂ | Nicht vorhanden (Erdgasbrennstoff) | ≤5 mg/Nm³ | IED 2010/75/EU |
| CO | 100 mg/Nm³ | ≤100 mg/Nm³ | IED 2010/75/EU |
| HF | 5 mg/Nm³ | ≤5 mg/Nm³ | IED 2010/75/EU HF BAT |
| HCl | 15 mg/Nm³ | ≤15 mg/Nm³ | IED 2010/75/EU HCl BAT |
| Prozessabgasvolumen | 125.000 Nm³/h | — | — |
| Bemessungs-Abgastemperatur | 350–420 °C | — | — |
| SCR-Auslegungstemperatur | 350°C (Ofenauslass, Vorkühler) | — | — |
| Temperaturpunkt der Staubentfernung | 200 °C (Einlass für Beutelfilter) | — | — |
| SCR-Denitrifikationstemperatur | 359 °C | — | — |
| Gehalt an korrosiven Substanzen am Einlass | 30 mg/Nm³ (Alkalisalze) | — | — |
03 — Technische Anforderungen
Sieben Designkriterien, die die SCR-Architektur für mittlere Temperaturen für diese Anwendung definieren
Die folgenden Anforderungen waren vor der Technologieauswahl bindend und spiegeln die spezifischen Eigenschaften des Abgases von mit Erdgas befeuerten Aluminiumschmelzöfen wider, die sich von den Kraftwerks- und Industriekesselkontexten unterscheiden, in denen SCR häufiger eingesetzt wird.
SCR vor der Staubentfernung positioniert
Der SCR-Reaktor ist am Ofenausgang, vor dem Luftkühler, bei einer Gastemperatur von 350–400 °C installiert, da das Gas in dieser Phase kein SO₂ enthält und somit Mitteltemperaturkatalysatoren eingesetzt werden können. Die SCR-Anlage reduziert NOx, bevor der Schlauchfilter die Partikel nachgelagert abscheidet. Dadurch entsteht eine Heißseiten-SCR-Konfiguration, die das Hochtemperaturfenster vor der Gaskühlung nutzt.
Alkalimetalltolerante Katalysatorformulierung
Der Katalysator muss speziell formuliert und hinsichtlich seiner Toleranz gegenüber Kalium- und Natriumsalzvergiftung bei einer Eingangskonzentration von 30 mg/Nm³ Alkalimetallverbindungen validiert werden. Herkömmliche Vanadium-Titandioxid-Katalysatoren ohne Alkalibeständigkeit erreichen unter diesen Betriebsbedingungen nicht die garantierte chemische Lebensdauer von 24.000 Stunden.
3+1-Katalysatorschichtarchitektur
Der SCR-Reaktor verwendet ein 3+1-Katalysatorschichtdesign: 3 aktive Schichten, die eine Denitrierungseffizienz von 99,6% gewährleisten, plus 1 Ersatzschicht, die geladen werden kann, falls eine aktive Schicht während der 24.000-stündigen chemischen Lebensdauer ausgetauscht werden muss, wodurch Produktionsunterbrechungen durch Katalysatorwechsel vermieden werden.
Integration von Rußblas- und Temperaturregelung
Das System umfasst eine automatische Rußausblasanlage mit Temperatur- und Durchflussrückmeldung an das Steuerungssystem. Basierend auf der überwachten Gastemperatur werden Ausblasfrequenz und -intensität in Echtzeit angepasst. Die Harnstofflösungsaufbereitung und die Rückmeldung zur thermischen Harnstoffzersetzung sind ebenfalls in das Steuerungssystem integriert, das Ventile und Pumpen per Knopfdruck automatisch neu starten kann.
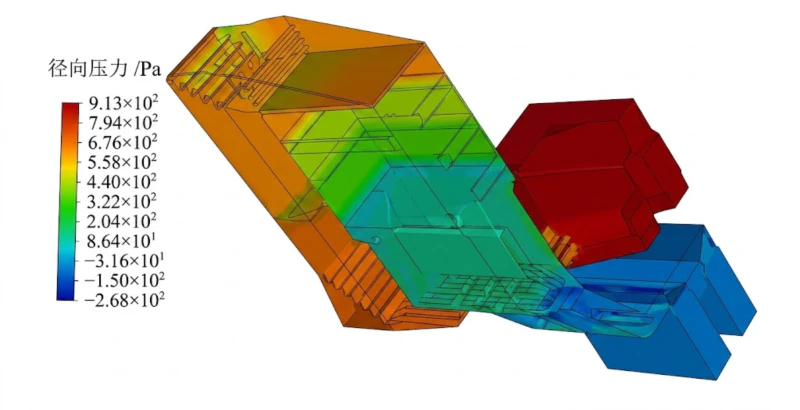
Validierung der Druckverteilung mittels Simulation
Die Gesamtdruckverteilung in der SCR-Anlage wird vor Baubeginn mittels Computersimulation validiert. Dies gewährleistet einen gleichmäßigen Gasstrom über den gesamten Katalysatorquerschnitt und verhindert lokale Geschwindigkeitsspitzen, die zu vorzeitiger Katalysatordeaktivierung und Grenzwertüberschreitungen durch Kanaleffekte führen könnten.
Harnstoff-Reagenzsystem
Harnstoff (Reinheit 98%, Bias 5%) dient als Reduktionsmittel im SCR-Prozess. Der Harnstoffverbrauch beträgt 9,5 kg/h. Das Harnstoffhydrolysesystem erzeugt Ammoniak durch thermische Zersetzung der Harnstofflösung, wobei die Zersetzungsreaktion an das Regelsystem zurückgeführt wird. Der Wasserverbrauch für die Harnstofflösung liegt bei ca. 40 kg/h.
Beutelfilter nachgeschaltet für die Endpolitur
Der Schlauchfilter ist nach dem SCR-Reaktor und dem Luftkühler angeordnet und behandelt das Gas bei etwa 200 °C. Durch diese Anordnung ist der Schlauchfilter nicht der höchsten Temperaturzone ausgesetzt und verwendet daher Standard-Schlauchfiltermedien. Gleichzeitig sammelt er Katalysatorstaub oder Ammoniumsalz-Nebenprodukte aus der SCR-Stufe vor dem endgültigen Abgasaustritt.
NOx-Schwankungsreaktion
Die NOx-Konzentration im Schmelzofen schwankt mit Änderungen der Brennereinstellungen, der Zusammensetzung der Metallcharge und der Produktionsphase. Das Harnstoffeinspritzregelungssystem muss dynamisch auf diese Schwankungen reagieren, um das molare Verhältnis von NH₃ zu NOx im Zielbereich zu halten – eine zu hohe Harnstoffeinspritzung führt zu Ammoniak-Schlupf, während eine zu niedrige Einspritzung NOx-Überschreitungen verursacht.
04 — Behandlungslösung
Integrierte SCR → Luftkühlung → Beutelfilter-Behandlungsarchitektur
Aufgrund verschärfter Umweltauflagen reichte die bestehende Schlauchfilterkonfiguration der Produktionslinie nicht mehr aus, um die NOx-Grenzwerte einzuhalten. Die Modernisierung umfasste die Installation eines vorgelagerten SCR-Denitrifikationssystems für mittlere Temperaturen am Ofenausgang vor dem Luftkühler. Dort liegt die Gastemperatur bei 350–400 °C – innerhalb des optimalen Betriebsbereichs für SCR im mittleren Temperaturbereich – und es ist kein SO₂ vorhanden, das den Katalysator vergiften könnte. Die Verbrennung von Erdgas erzeugt keinen Schwefel, wodurch der Einsatz von Katalysatorformulierungen für mittlere Temperaturen ermöglicht wird, die in Kohlekraftwerken durch SO₂ schnell deaktiviert würden.
Prozessablauf: Schmelzofen bis emissionsarmer Kamin
Ofen (×2)
+ Halten (×2)
350–400 °C
(3+1 Schichten)
→ 200 °C
Staubentfernung
Emissionskamin
⭐ Neue oder modernisierte Ausrüstung in diesem Projekt
.webp)
CFD-Druckverteilungsvalidierung
Die Gesamtdruckverteilung in der SCR-Anlage wurde vor Baubeginn mittels Computersimulation validiert. Die Simulation bestätigte, dass das Gasströmungsfeld beim Eintritt in die Katalysatorschichten ausreichend homogen ist, um lokale Geschwindigkeitsspitzen zu vermeiden, die in der alkalimetallreichen Gasatmosphäre zu einer vorzeitigen Katalysatordeaktivierung führen würden. Der Druckabfall in der gesamten SCR-Anlage wurde unter Volllastbedingungen mit ≤ 600 Pa bestätigt.
Wichtigste technische Parameter
| Parameter | Spezifikation |
|---|---|
| Prozessabgasvolumen | 125.000 Nm³/h |
| Standardvolumen | 55.000 Nm³/h |
| Betriebstemperatur des SCR-Reaktors | 350 °C (Auslegungstemperatur); max. 350 °C; min. 200 °C |
| Katalysatorschichtkonfiguration | 3+1 (3 aktive + 1 Ersatzspieler) |
| Katalysatorelementgröße | Querschnitt 150×150 mm, Höhe (H) 800 mm |
| Wandstärke (innen / außen) | 1,0 mm Innendurchmesser / 1,7 mm Außendurchmesser |
| Porosität | 72.59% |
| spezifische Oberfläche des Katalysators | 409 m²/m³ |
| Aktiver Komponententyp | V₂O₅ und WO₃ (Vanadium / Wolfram) |
| Trägermaterial | TiO₂ |
| Lebensdauergarantie für Katalysatorchemikalien | 24.000 h |
| mechanische Lebensdauer des Katalysators | 10 Jahre |
| Garantie für Denitrierungseffizienz | ≥88% (Anfangsaktivität); ≥24.000 h Leistung |
| SO₂/SO₃-Umrechnungskurs | ≤1% |
| Ammoniak-Schlupfgarantie | ≤6 ppm |
| SCR-Druckabfall | ≤600 Pa |
| Harnstoffverbrauch | 9,5 kg/h (98% Reinheit) |
| Wasserverbrauch bei der Harnstoffhydrolyse | ≈40 kg/h |
| Maximale Systembetriebslast | 196,5 kW installierte Leistung; 147,5 kW tatsächliche Betriebsleistung |
| Jährliche Stromkosten (8.000 h/Jahr) | Ca. 425.280 EUR/Jahr (entspricht einem Einheitszinssatz von 0,36) |
.webp)
05 — Kernvorteile
Warum die SCR-Anlage mit mittlerer Temperatur auf der Heißseite die richtige Architektur für die Denitrifikation in Aluminiumschmelzöfen ist
- ✓
Kein SO₂ am SCR-Einlass ermöglicht die Auswahl eines Katalysators für mittlere Temperaturen: Da die Schmelzöfen mit Erdgas statt mit Kohle oder Schweröl befeuert werden, enthält das Abgas kein SO₂. Dies ist die Voraussetzung für den Einsatz der SCR-Anlage bei mittleren Temperaturen von 350–400 °C. In Kohlekraftwerken würde SO₂ bei diesen Temperaturen mit den aktiven Zentren des Katalysators reagieren und Ammoniumsulfatablagerungen bilden, die den Katalysator innerhalb weniger Wochen deaktivieren. Das Fehlen von SO₂ in dieser Erdgas-Anwendung ermöglicht den Einsatz der SCR-Anlage bei mittleren Temperaturen auf der Heißseite und bietet gleichzeitig die hohe NOx-Abscheideleistung des Hochtemperaturbetriebs ohne die Nachteile der SO₂-Vergiftung. - ✓
Alkalimetalltolerante Katalysatorformulierung löst das branchenspezifische Vergiftungsproblem: Der in Kraftwerken mittels SCR eingesetzte herkömmliche Vanadiumoxid-Titandioxid-Katalysator würde durch die im Abgas von Aluminiumschmelzöfen enthaltenen 30 mg/Nm³ Alkalimetallverbindungen (NaCl, KCl) zunehmend deaktiviert. Die Alkalimetallionen verdrängen aktive Vanadiumspezies von den sauren Zentren der Katalysatoroberfläche und reduzieren so die NOx-NH₃-Reaktionsrate. Der in dieser Anlage eingesetzte, speziell entwickelte Katalysator erreicht eine chemische Lebensdauer von 24.000 Stunden. Dies wird durch eine alkalibeständige Katalysatorstruktur erreicht, die trotz Alkalimetallbelastung die erforderliche Dichte aktiver Zentren aufrechterhält – die zentrale technische Innovation dieser branchenweit ersten Anwendung. - ✓
99.6% Denitrifikationseffizienz verifiziert: NOx-Ausgang bei 4 mg/Nm³ gegenüber dem Grenzwert von 50 mg/Nm³: Die nachgewiesene Denitrierungseffizienz von 99,61 TP3T führt zu einer tatsächlichen NOx-Konzentration am Auslass von ca. 4 mg/Nm³ gegenüber dem Auslegungsgrenzwert von 50 mg/Nm³ und dem gesetzlichen Grenzwert von 50 mg/Nm³ – ein Sicherheitsabstand von 921 TP3T. Diese Übererfüllung bietet Schutz vor zukünftigen Normenverschärfungen und Robustheit gegenüber saisonalen und chargenbedingten Schwankungen der NOx-Produktion im Ofen. - ✓
Die 3+1-Katalysatorschichtarchitektur ermöglicht den kontinuierlichen Betrieb durch Katalysatorwechsel: Die vierte Reserveschicht gewährleistet, dass bei Bedarf eine der drei aktiven Schichten nach ihrer chemischen Lebensdauer von 24.000 Stunden ausgetauscht werden kann. Der Austausch kann dann aus der Reserveschicht erfolgen, ohne die Produktionslinie anzuhalten. Diese Konstruktionsfunktion vermeidet die sonst notwendige Produktionsunterbrechung für den Katalysatorwechsel in einem einstufigen Mehrofensystem. - ✓
Der nachgeschaltete Beutelfilter erreicht eine Staubabscheidung von 99,81 TP3T bei einem PM-Auslass von 4 mg/Nm³: Durch die Anordnung des Schlauchfilters nach dem SCR-Reaktor und dem Luftkühler wird ein kühlerer Gasstrom (ca. 200 °C statt 350 °C) behandelt. Dies reduziert die thermische Belastung des Filtergewebes und verlängert dessen Lebensdauer. Die Anordnung nach dem Filter fängt zudem Ammoniumsalz-Nebenprodukte aus der SCR-Stufe auf und verhindert deren Einleitung in den Kamin. Der Feinstaubgehalt am Auslass liegt bei ca. 4 mg/Nm³ gegenüber dem Auslegungsgrenzwert von 10 mg/Nm³. - ✓
Druckverteilungssimulation verhindert Strömungsungleichverteilung vor Baubeginn: Die CFD-Druckverteilungssimulation bestätigte eine gleichmäßige Gasströmung über den gesamten Katalysatorquerschnitt, bevor die Stahlkonstruktion gefertigt wurde. Dadurch werden lokale Geschwindigkeitsspitzen vermieden, die zu unterschiedlichen Deaktivierungsraten des Katalysatorbetts und somit zu ungleichmäßigen NOx-Gleitmustern führen würden, welche nach der Inbetriebnahme schwer zu diagnostizieren und zu beheben sind.
06 — Betriebsergebnisse
Geprüfte Konformitätsdaten: Alle Parameter deutlich unter den Grenzwerten der EU-Richtlinie zur Bekämpfung von Sprengstoffen / der niederländischen Verordnung über Aktivitäten im Zusammenhang mit Sprengstoffen.
Das System erreichte die folgende verifizierte Konformitätsleistung, wobei alle tatsächlichen Auslasskonzentrationen deutlich unter den Auslegungszielen und den gesetzlichen Grenzwerten lagen:
Erreichte Behandlungseffizienzen: Denitrifikation 901 TP3T (Zielwert: 100 auf ≤10 mg/Nm³), tatsächlich erreicht: 99,61 TP3T bis 4 mg/Nm³; Staubentfernung 99,81 TP3T (tatsächlicher Wert: 2.000 auf ≤4 mg/Nm³). Die maximale Systemleistung beträgt 196,5 kW (installiert), die tatsächliche Betriebsleistung 147,5 kW. Bei 24-Stunden-Betrieb, 8.000 Betriebsstunden pro Jahr und einem Strompreis von 0,36 RMB/kWh belaufen sich die jährlichen Stromkosten auf ca. 425.280 EUR. Jährliche Wasserkosten für die Harnstofflösung: ca. 640.000 RMB. Jährliche Harnstoffkosten bei einem Verbrauch von 7,2 kg/h: ca. 633.600 RMB.
07 — Hinweise zur Umsetzung
Wichtige technische und betriebliche Erkenntnisse für SCR-Anwendungen in der Aluminiumhütte
- ⚠️
Die Vergiftung des SCR-Katalysators mit Alkalimetallen stellt das größte langfristige Leistungsrisiko dar – die Auswahl des Katalysators kann nicht dem billigsten Bieter überlassen werden: Die Konzentration von 30 mg/Nm³ Alkalimetallverbindungen im Abgas des Schmelzofens stellt die zentrale Herausforderung für diese Anwendung dar. Standardmäßige SCR-Katalysatoren für Kraftwerke deaktivieren sich bei dieser Belastung rasch. Die Katalysatorspezifikation muss daher validierte Tests zur Alkalimetalltoleranz mit den tatsächlich im Abgas vorhandenen Alkalisalzen und -konzentrationen vorschreiben und darf sich nicht auf allgemeine Aussagen zur „Alkalibeständigkeit“ beschränken. Fordern Sie vor Annahme eines Katalysatorangebots Prüfberichte von Drittanbietern an, die den Erhalt der Katalysatoraktivität nach simulierter Alkalimetallbelastung belegen. - ⚠️
Eine hohe Staubkonzentration (2.000 mg/Nm³) am Eingang des SCR-Katalysators führt zu einer schnellen Verstopfung des Katalysators ohne effektive Rußabfuhr: Das Abgas eines Schmelzofens mit einer Feinstaubkonzentration von 2.000 mg/Nm³ ist etwa 20-mal so stark belastet wie typische SCR-Anlagen in Kraftwerken. Staubablagerungen in den Katalysator-Wabenkanälen blockieren zunehmend den Strömungsweg, erhöhen den Druckverlust und verringern die für den NOx-NH₃-Kontakt verfügbare effektive Katalysatoroberfläche. Das automatische Rußblassystem mit Temperatur- und Durchflussrückmeldung muss als produktionskritisches System – und nicht als optionale Hilfseinrichtung – ordnungsgemäß ausgelegt, in Betrieb genommen und gewartet werden. Das Rußblasintervall muss im ersten Betriebsmonat anhand der tatsächlichen Betriebsdaten kalibriert werden. - ⚠️
Schwankungen der NOx-Emissionen und der Rauchgastemperatur verursachen Instabilitäten im Abgassystem – die Harnstoffeinspritzung muss dynamisch reagieren: Das dokumentierte Hauptrisiko sind Schwankungen der Abgastemperatur und der NOx-Konzentration, die durch Änderungen der Brennereinstellungen und der Zusammensetzung der Metallbeschickung entstehen. Das Harnstoffeinspritzregelungssystem muss über eine ausreichende Sensorreaktionszeit verfügen, um die Einspritzraten innerhalb der Änderungsrate des Ofenzyklus anzupassen. Ist die Reaktionszeit zu lang, gerät das SCR-System während jedes Übergangs im Ofenbetriebszyklus sowohl in Phasen der Überdosierung (was zu Ammoniak-Schlupf führt) als auch der Unterdosierung (was zu NOx-Grenzwertüberschreitungen führt). - ⚠️
Eine enge operative Verbindung zwischen dem Ofenteam und dem Gasaufbereitungsleitstand ist eine funktionale Voraussetzung: Werden Schwankungen der Temperatur oder der NOx-Konzentration festgestellt, muss das Ofenbetriebsteam die Gasaufbereitungsleitstelle vor jeglichen Anpassungen an Brenner oder Brennstoffzufuhr informieren. Ohne diese Abstimmung reagiert das SCR-Regelsystem erst auf NOx-Änderungen, nachdem diese bereits in die Katalysatorzone eingetreten sind, wodurch nicht genügend Zeit für die Anpassung der Harnstoffeinspritzung bleibt. Ein einfaches Protokoll, das eine Vorlaufzeit von 15–30 Minuten für geplante Ofenbetriebsänderungen vorsieht, verhindert die meisten Überschreitungen der Grenzwerte in Echtzeit. - ⚠️
Die Kontrolle des Ammoniak-Schlupfs ist genauso wichtig wie die NOx-Reduzierung – die Einhaltung der ≤6-ppm-Grenze muss aktiv überwacht werden: Ammoniak-Schlupf am SCR-Ausgang ist ein regulierter Parameter gemäß den Umweltgenehmigungsbedingungen der EU-Richtlinie zur industriellen Optimierung (IED) und des niederländischen Umweltgesetzes (Decree Activities decree). Er stellt zudem ein Problem der Geruchsbelästigung dar, das zu Beschwerden aus der Bevölkerung und behördlichen Kontrollen führen kann. Die Einhaltung der Garantie von ≤ 6 ppm Ammoniak-Schlupf erfordert eine kontinuierliche Überwachung am SCR-Ausgang und eine automatische Reduzierung der Harnstoff-Einspritzrate, sobald sich die NH₃-Konzentration dem Grenzwert nähert. Die Integration eines In-situ-NH₃-Sensors in die Spezifikation des CEMS ab Inbetriebnahme ist daher unerlässlich. - ⚠️
Das Protokoll für das Gipsabstreifsystem muss beibehalten werden, auch wenn diese Anwendung keinen Gips erzeugt (kein SO₂ im Erdgasabgas): Diese Anwendung beinhaltet kein Nassentschwefelungssystem, da kein SO₂ vorhanden ist. Sollte jedoch im Rahmen einer zukünftigen Betriebsänderung die Mitverbrennung von SO₂-haltiger Biomasse oder anderen Brennstoffen in den Öfen vorgesehen werden, wäre eine Nassentschwefelungsstufe erforderlich. Jede zukünftige Änderung der Brennstoffart muss dem Ingenieur der Gasaufbereitungsanlage vor der Umsetzung mitgeteilt werden, da sie das Schadstoffprofil am SCR-Katalysator grundlegend verändern und potenziell die Sulfatvergiftung beschleunigen würde.
08 — Wichtigste Erkenntnisse aus dem Ingenieurwesen
Vier Lehren aus dem ersten SCR-Einsatz bei mittleren Temperaturen in der Aluminiumverhüttung
- 1
Das Fehlen von SO₂ in mit Erdgas befeuerten Aluminiumöfen ist die Voraussetzung für die Heißseiten-SCR – dieses Unterscheidungsmerkmal muss bereits in der Projektdefinitionsphase identifiziert werden. Die Entscheidung, den SCR-Reaktor vor dem Schlauchfilter bei 350–400 °C zu positionieren, war nur möglich, weil bei der Erdgasverbrennung kein SO₂ entsteht. Bei einer vergleichbaren Anwendung mit Kohle- oder Schwerölfeuerung würde diese Positionierung auf der Heißseite zu einer schnellen Vergiftung des Ammoniumbisulfat-Katalysators führen. Die Brennstoffart des Ofens muss vor jeder Entscheidung bezüglich der SCR-Architektur bestätigt und dokumentiert werden. - 2
Die Vergiftung von Katalysatoren durch Alkalimetalle ist eine branchenspezifische Herausforderung, die eine branchenspezifische Lösung erfordert – verwenden Sie für die SCR-Reaktion in Schmelzöfen keinen Standardkatalysator für Kraftwerke. Der Alkalimetallgehalt des Abgases von Aluminiumschmelzöfen ist der entscheidende Unterschied zu SCR-Anwendungen in Kraftwerken und Industriekesseln. Standardkatalysatoren deaktivieren sich innerhalb weniger Monate bei einer Alkalimetallsalzkonzentration von 30 mg/Nm³. Die in diesem Projekt erreichte chemische Lebensdauer von 24.000 Stunden ist das direkte Ergebnis der Verwendung eines alkalibeständigen Katalysators – eine Designentscheidung, die zwar die Katalysatorbeschaffungskosten geringfügig erhöhte, aber einen Notfallkatalysatorwechsel nach 6–12 Monaten verhinderte. - 3
Durch das Erreichen einer Denitrierungseffizienz von 99,6% – NOx bei 4 mg/Nm³ gegenüber dem Grenzwert von 50 mg/Nm³ – wird ein Konformitätspuffer geschaffen, der sowohl Messunsicherheiten als auch zukünftige Verschärfungen der Normen auffängt. Gemäß den Auflagen der EU-Richtlinie zur industriellen Emissionskontrolle (IED) und den niederländischen Umweltgenehmigungen werden die stündlichen Durchschnittskonzentrationen von NOx kontinuierlich überwacht. Ein System, das mit 4 mg/Nm³ arbeitet und einen Grenzwert von 50 mg/Nm³ aufweist, verfügt über eine 8-fache Sicherheitsmarge – ausreichend, um Kalibrierungsabweichungen des CEMS, saisonale NOx-Schwankungen im Ofen und eine mögliche zukünftige Grenzwertsenkung von 50 auf 30 mg/Nm³ ohne Systemmodifikationen auszugleichen. Dies ist der korrekte Richtwert für einen Technologieinvestitionshorizont von 10 Jahren. - 4
Das 3+1-Katalysatorschicht-Designprinzip sollte zum Standardarchitekturprinzip für jede SCR-Anlage mit einem kontinuierlichen Produktionsbetriebsprofil werden. Die zusätzliche vierte Katalysatorschicht in dieser Anlage vermeidet den Produktionsausfall, der andernfalls für den geplanten Katalysatorwechsel nach 24.000 Betriebsstunden erforderlich wäre. Bei jeder SCR-Anlage, bei der die angeschlossene Produktionslinie für die Katalysatorwartung nicht ohne erhebliche finanzielle Auswirkungen abgeschaltet werden kann, sind die zusätzlichen Kosten für die Spezifizierung einer zusätzlichen Katalysatorschicht in der Planungsphase im Vergleich zu den Kosten eines ungeplanten Katalysatorwechsels im späteren Betriebsverlauf der Anlage vernachlässigbar.
09 — Häufig gestellte Fragen
Mitteltemperatur-SCR für Aluminiumschmelzöfen: Zehn Fragen beantwortet
Fragen von Genehmigungsmanagern für Umweltauflagen, Verfahrenstechnikern und Beschaffungsteams in Aluminiumhütten und Spezialwerkstoffherstellern zur Bewertung von SCR-Denitrifikations-Upgrades.
Sind Sie bereit, Ihre NOx-Herausforderung im Bereich Aluminiumöfen zu lösen?
Entdecken Sie das gesamte Spektrum an Lösungen zur industriellen Emissionskontrolle
Von der SCR-Denitrifikation bei mittleren Temperaturen für Aluminiumschmelzöfen bis hin Regenerative thermische Oxidationssysteme zur industriellen VOC-MinderungUnser Ingenieurteam liefert EU-konforme IED-Lösungen für die anspruchsvollsten Anforderungen an die Emissionskontrolle von Nichteisenmetallen.





















