Estudio de caso · Control de emisiones industriales
Cómo una planta de fundición secundaria de plomo-zinc eliminó las emisiones de humo blanco, logró el cumplimiento de los estándares de descarga ultrabajas y redujo los costos operativos anuales, sin generar contaminación secundaria.
Depuración magnética de humos
Tratamiento de gases de combustión de plomo-zinc
Supresión de la pluma no térmica
01 — Antecedentes de la industria
¿Por qué las fundiciones de plomo-zinc se enfrentan a una crisis de humo blanco?
La transición global hacia los vehículos eléctricos y el almacenamiento de energía ha provocado un aumento considerable en la demanda de plomo y zinc secundarios. Las fundiciones que utilizan hornos de reverbero, altos hornos y procesos de arco eléctrico ahora manejan cargas de producción mayores que nunca, lo que conlleva un aumento proporcional en el volumen de gases de combustión, la concentración de dióxido de azufre y la emisión de una columna de humo blanco visible.
En la fundición de plomo-zinc, los gases de combustión que salen de un desulfurizador suelen estar saturados de vapor de agua, partículas finas residuales (<2,5 µm), gotas de niebla ácida y trazas de compuestos de azufre. Incluso después de la desulfuración húmeda convencional de gases de combustión (WFGD), el humo de la chimenea permanece visiblemente opaco: una persistente columna blanca o gris que incumple las normativas cada vez más estrictas sobre emisiones visuales en China, la UE y otras jurisdicciones.
La presión regulatoria agrava el desafío operativo. En China, la Norma de emisión de contaminantes atmosféricos para la industria del plomo y el zinc La norma GB 25466–2010 (revisada en 2023) exige emisiones de partículas inferiores a 10 mg/Nm³ y de SO₂ inferiores a 100 mg/Nm³, con el requisito adicional de que no haya una columna de humo blanca visible en condiciones normales de funcionamiento. Actualmente, se incluyen criterios de referencia similares para las emisiones visuales en las conclusiones sobre las Mejores Técnicas Disponibles (MTD) de la Directiva de Emisiones Industriales (DEI) de la UE y en las referencias de la Subparte A de la Parte 60 del Título 40 del Código de Regulaciones Federales (CFR) de la EPA.
“El lavado convencional con soluciones alcalinas puede reducir el SO₂, pero no puede eliminar la nube blanca. Para ello, es necesario eliminar simultáneamente la fase de aerosoles finos, y es ahí donde la purificación mediante campo magnético cambia las reglas del juego.”
— Resumen técnico de ingeniería, Proyecto de mitigación de la pluma magnética

02 — Perfil de contaminación
Caracterización de gases de combustión en operaciones de fundición de plomo-zinc
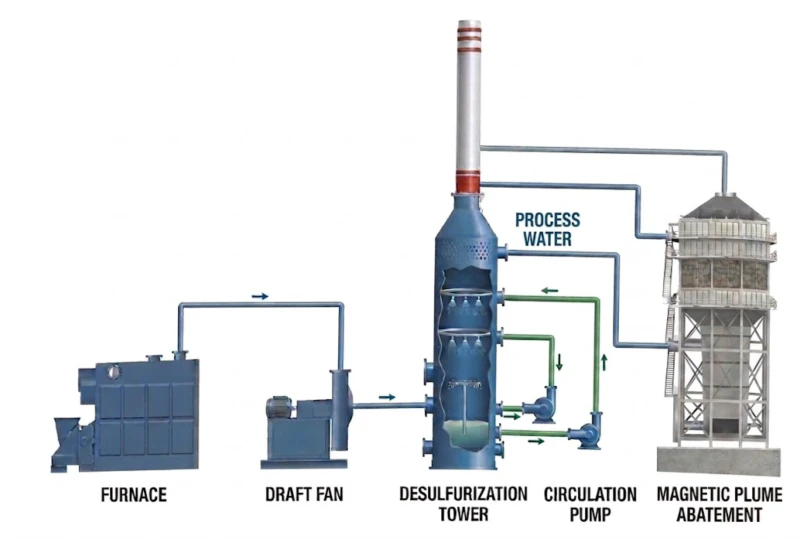
En una planta típica de fundición secundaria de plomo-zinc, la principal fuente de emisión es la chimenea de escape de la torre de desulfuración. Tras el lavado húmedo, la corriente de gases de combustión posterior a la desulfuración transporta una mezcla compleja de contaminantes que difieren fundamentalmente de los gases de escape brutos del horno:
- Partículas finas residuales (PM2.5): 50–70 mg/Nm³ en la entrada del depurador de desulfuración, que a menudo persiste por encima de 20 mg/Nm³ después del depurado sin un tratamiento profundo específico.
- Dióxido de azufre (SO₂): Las concentraciones de entrada suelen ser de 200 a 800 mg/Nm³; el sistema WFGD estándar reduce esta concentración a 50-100 mg/Nm³, pero para lograr <35 mg/Nm³ se requiere un pulido mejorado.
- Niebla ácida y aerosoles de SO₃: Estas finas gotitas ácidas son altamente corrosivas y constituyen el principal factor que provoca la formación de la columna blanca visible. Las concentraciones oscilan entre 20 y 80 mg/Nm³ tras el lavado húmedo.
- Vapor de agua saturado: El gas posterior al lavador húmedo suele estar a 40-55 °C con una humedad relativa cercana a 100%, que se condensa al enfriarse para formar la nube blanca visible.
- Rastros de metales pesados: Los compuestos de plomo, zinc, cadmio y arsénico pueden transportarse desde el horno de fundición en forma de aerosoles submicrónicos, por lo que es necesario capturarlos para proteger la salud pública.
| Parámetro | Valor de entrada | Outlet (Diseño) | Límite reglamentario |
|---|---|---|---|
| Contaminante mixto (partículas + niebla ácida) | 70 mg/Nm³ | ≤10 mg/Nm³ | ≤10 mg/Nm³ |
| Volumen de gases de combustión | 150.000 Nm³/h | — | — |
| Temperatura de los gases de combustión de entrada | ≈35°C | — | — |
| Eficiencia de purificación | — | ≥97% | — |
| Pluma blanca visible | Presente (grave) | Ninguno (invisible) | Invisible en condiciones normales |
03 — Requisitos de ingeniería
Criterios de diseño para la reducción de la pluma magnética en la fundición de metales
Antes de seleccionar una tecnología para el control de la columna de humo blanco, el equipo de ingeniería estableció los siguientes criterios de diseño innegociables. Estos criterios son coherentes con los requisitos de las especificaciones técnicas documentados en el expediente del proyecto y reflejan las mejores prácticas del sector para el tratamiento de los gases de escape de las fundiciones.
Diseño que prioriza el cumplimiento normativo
La tecnología seleccionada, así como todos los materiales auxiliares y los procesos de fabricación, deben cumplir con las normas nacionales pertinentes. El sistema debe mantener un rendimiento estable incluso cuando el volumen de gases de combustión fluctúe entre 10% y 110% de su capacidad de diseño.
Tecnología madura y probada
Solo se aceptan procesos de purificación comercialmente probados; no se admiten tecnologías experimentales ni a escala piloto. El sistema debe lograr una mejora de 30% a 50% con respecto al rendimiento de referencia actual, utilizando técnicas de reducción verificadas.
Construcción resistente a la corrosión
Todos los componentes en contacto con la corriente de gases de combustión ácidos —incluidos conductos, recipientes, capas absorbedoras de compuesto de grafeno y ventiladores— deben estar fabricados con materiales resistentes a la corrosión y con un tratamiento anticorrosión certificado.
Cero contaminación secundaria
El sistema no debe generar aguas residuales adicionales, reactivos usados ni residuos sólidos peligrosos. Los subproductos, si los hubiere, deben ser directamente reciclables o desechables sin riesgo ambiental.
Eficiencia energética
El consumo energético del sistema debe minimizarse mediante la selección de equipos y la optimización de la ingeniería. Las materias primas deben contar con una cadena de suministro nacional estable y fiable. Todos los equipos principales deben provenir de fabricantes con certificación de calidad reconocida a nivel nacional.
Control de ruido y huella ambiental
El nivel de ruido de los equipos no debe superar los 85 dB(A) medidos a 1 m de la unidad, cumpliendo con los límites de seguridad industrial de clase II de la norma GB 12348–2008. La disposición debe minimizar la superficie ocupada para facilitar la integración con la infraestructura existente de la planta.
Escalabilidad modular
El concepto de diseño modular debe adaptarse a la evolución de los requisitos ambientales durante un período de 3 a 5 años. Debe ser posible añadir capacidad de purificación adicional sin rediseñar la arquitectura del sistema central.
Alineación regulatoria con visión de futuro
El sistema debe eliminar la contaminación visual y, al mismo tiempo, reducir las emisiones de contaminantes gaseosos de baja frecuencia para alcanzar estándares de descarga ultrabajos, en respuesta a los requisitos de política ambiental actuales y previstos en la región.
04 — Solución de tratamiento
Cómo funciona la tecnología de reducción de penachos magnéticos
Reducción de la pluma magnética (MPA) — también conocida como depuración magnética de humos, purificación de gases de combustión mediante campo magnético, supresión de la pluma magnetohidrodinámica, o eliminación de humo blanco no térmico — es una tecnología de purificación en seco que aprovecha la interacción entre un campo magnético controlado y las moléculas polares en suspensión en el aire y las partículas de aerosol cargadas presentes en los gases de combustión.
El mecanismo central combina dos efectos físicos: (1) migración inducida por campo magnético, donde las moléculas paramagnéticas como el vapor de agua, la niebla de SO₃ y las finas gotas ácidas son desviadas hacia una capa absorbente compuesta de grafeno y capturadas por ella; y (2) alineación y agregación de dipolosdonde las partículas submicrométricas chocan y se aglomeran formando cúmulos más grandes y fáciles de capturar. El resultado es una reducción simultánea de la materia particulada, los aerosoles ácidos y el contenido de agua saturada en la corriente de gas saliente, los tres factores que contribuyen a la formación de la columna blanca visible.
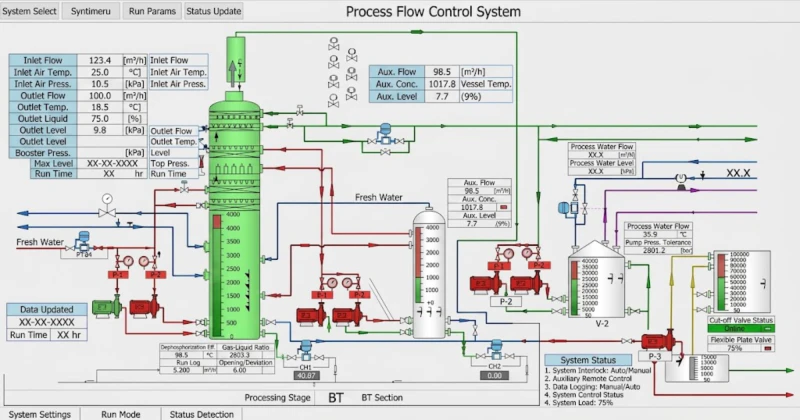
Diagrama de flujo del proceso: Desde la salida de la torre de desulfuración hasta la descarga de la chimenea limpia.
Configuración del sistema y parámetros técnicos clave
Para la aplicación de fundición de plomo-zinc, la unidad de mitigación de pluma magnética está configurada como una Torre externa, entrada superior / salida inferior Módulo instalado directamente sobre la torre de desulfuración existente. Esta configuración elimina la necesidad de nuevas canalizaciones y minimiza el tiempo de inactividad de la instalación. Los parámetros técnicos clave seleccionados para este proyecto son:
| Parámetro | Especificación |
|---|---|
| Modelo de unidad | BLCNXB-15W |
| Tipo de diseño | Módulo independiente para instalación externa en torre |
| Orientación de la entrada/salida de aire | Entrada inferior, escape superior |
| Eficiencia de purificación | ≥97% |
| Concentración de contaminantes mixtos en la entrada | 70 mg/Nm³ |
| Concentración de contaminantes mixtos en la salida | ≤10 mg/Nm³ |
| Resistencia del sistema | 250 Pa |
| Volumen de gases de combustión tratados | 150.000 Nm³/h |
| Material de la capa absorbente | compuesto de grafeno |
| Dimensiones del equipo (largo × ancho × alto) | 13,6 m × 8,15 m × 20,2 m |
| Modelo de generador de energía magnética | BLEMG-2K |

05 — Ventajas principales
Por qué la reducción magnética de la columna de humo supera a las alternativas convencionales
- ✓
Eliminación total de las emisiones visibles: A diferencia de las mejoras convencionales de depuración alcalina que solo reducen la concentración de contaminantes, el MPA elimina simultáneamente aerosoles finos, niebla ácida y vapor de agua saturado: las tres causas físicas de la formación de columnas de humo blanco. El escape de la chimenea es prácticamente invisible en todas las condiciones normales de funcionamiento, no simplemente menos opaco. - ✓
Proceso en seco: cero aguas residuales, cero reactivos químicos: Los métodos convencionales de supresión de plumas húmedas (por ejemplo, lavado con hidróxido de sodio, pulverización con solución de hidróxido de calcio) generan volúmenes significativos de aguas residuales contaminadas y reactivos usados que requieren tratamiento adicional. El sistema MPA es completamente seco: no utiliza líquidos, no genera residuos líquidos ni costes de adquisición de reactivos. - ✓
Bajo consumo de energía: rentabilidad durante la vida útil del activo. El sistema requiere una potencia de 15 kW para una capacidad de tratamiento de 150 000 Nm³/h, lo que se traduce en un coste anual de electricidad de aproximadamente 43 200 RMB (basado en 300 días de funcionamiento, 0,4 RMB/kWh). Esto resulta ventajoso en comparación con los sistemas de recalentamiento húmedo, que requieren entre 80 y 150 kW para lograr una supresión equivalente de las emisiones visibles. - ✓
Alta flexibilidad operativa: diseñado para cargas de fundición variables. La producción de la fundición es inherentemente variable debido al procesamiento por lotes, los ciclos de mantenimiento y la variación en la calidad de la materia prima. El sistema MPA mantiene el rendimiento de purificación previsto en todo el rango de volumen de gases de combustión de 10% a 110% sin intervención manual ni ajuste del punto de consigna. - ✓
Integración rápida con la infraestructura existente: El diseño modular externo a la torre solo requiere la adición de un deflector de gases de combustión en la parte superior de la torre de desulfuración y un conducto de conexión corto a la entrada de la unidad MPA. No se requieren nuevas cimentaciones, modificaciones estructurales en la torre existente ni cambios en los equipos de proceso previos. La instalación típica puede completarse durante las paradas programadas de mantenimiento. - ✓
Posicionamiento regulatorio proactivo: A medida que se intensifica la aplicación de las normas medioambientales a nivel mundial, las plantas equipadas con MPA pueden demostrar el cumplimiento de la mejor tecnología disponible con efecto inmediato y están bien posicionadas para cumplir con las futuras normativas sobre emisiones sin necesidad de reinvertir capital en la infraestructura de tratamiento principal.
Comparación de tecnologías: Reducción magnética de la columna de humo frente a alternativas convencionales
| Criterio | Reducción de la pluma magnética | Lavado alcalino húmedo | Recalentamiento GGH |
|---|---|---|---|
| eliminación de la nube blanca | Completo (pila invisible) | Parcial (la neblina persiste) | Moderado (varía con la temperatura) |
| aguas residuales secundarias | Ninguno | Alto volumen | Ninguno |
| Potencia en funcionamiento (kW) | 15 kW | 60–100 kW | 80–150 kW |
| Costo de los reactivos químicos | Cero | En curso (NaOH / Ca(OH)₂) | Cero |
| Complejidad de la instalación | Bajo (módulo enchufable) | Alto (tubería, bombas, cuenca) | Medio (intercambiador de calor) |
| Eficiencia de purificación | ≥97% | ≈80–85% | N/A (no se elimina) |
06 — Resultados operativos
Resultados de la puesta en marcha y datos operativos verificados
La unidad magnética de reducción de la columna de humos completó con éxito su puesta en marcha inicial. Todos los datos operativos y los resultados de rendimiento de la reducción de la columna de humos cumplieron con los objetivos de diseño. El escape de la chimenea alcanzó un estado prácticamente invisible, sin que se observara vapor blanco en condiciones normales de funcionamiento, según lo verificado por un servicio de monitorización independiente.

07 — Precauciones de implementación
Consideraciones críticas de ingeniería antes de la implementación
- ⚠️
Complejidad del trazado de tuberías de niebla ácida: Las unidades de desulfuración que procesan gases residuales de fundición ricos en azufre pueden tener múltiples líneas de condensado de niebla ácida con patrones de flujo irregulares. Se debe realizar un modelo de flujo de gas mediante dinámica de fluidos computacional (CFD) antes del diseño de los conductos, y se deben instalar compuertas de aire manuales en cada ramal de niebla ácida para permitir el equilibrio del flujo de aire a nivel del sistema y la resolución de problemas. - ⚠️
Compatibilidad con medios corrosivos: El lavado con soluciones estándar de hidróxido de sodio e hidróxido de calcio genera aguas residuales y licor residual con alto contenido de sólidos disueltos totales (TDS) y metales pesados. En cambio, el sistema MPA es seco, pero todos los conductos aguas arriba de la unidad que transportan gas ácido saturado deben estar fabricados con materiales resistentes a los ácidos (generalmente PRFV o acero resistente a los ácidos con revestimiento epoxi). No adquiera componentes de proveedores no certificados para reducir costos. - ⚠️
Verificación de parámetros de referencia: Los parámetros reales de los gases de combustión de la fundición (caudal, temperatura, concentraciones de contaminantes) deben medirse de forma independiente mediante muestreo isocinético de la chimenea antes de dimensionar los equipos. Basarse únicamente en los parámetros de diseño del horno o en estimaciones históricas suele dar lugar a sistemas insuficientemente dimensionados que no pueden alcanzar los objetivos de salida durante los picos de producción. - ⚠️
Carga de polvo aguas arriba: Si el sistema de desulfuración aguas arriba carece de un ciclón o un prefiltro de mangas específico, el arrastre de partículas gruesas puede ensuciar gradualmente la capa absorbente de compuesto de grafeno en la unidad MPA, reduciendo la eficiencia con el tiempo. Realice un análisis de la distribución del tamaño de partícula del gas posterior al lavador antes de finalizar las etapas de tratamiento aguas arriba. - ⚠️
Ruido y relaciones con la comunidad: Aunque los ventiladores del sistema MPA son de baja potencia (15 kW), las nuevas instalaciones de ventiladores pueden llamar la atención de la comunidad local en zonas industriales densamente pobladas. Realice una evaluación del impacto acústico según la norma GB 12348–2008 antes de la puesta en marcha e instale cerramientos acústicos si el ruido previsto del ventilador en el receptor más cercano supera los 55 dB(A) durante el día o los 45 dB(A) durante la noche.
08 — Lecciones de ingeniería
Cuatro lecciones transferibles de este proyecto
- 1
Un módulo adicional instalado posteriormente puede ofrecer un rendimiento superior al de la sustitución completa del sistema. En lugar de reconstruir todo el sistema de desulfuración, la incorporación de la unidad MPA como etapa de acabado permitió cumplir con la normativa a una fracción del costo de una modernización completa de la planta. Para las fundiciones más antiguas con sistemas de desulfuración de gases de combustión (FGD) funcionales pero que no cumplen con la normativa, este enfoque modular suele ser la opción más rentable para cumplir con la normativa sobre emisiones de humo blanco. - 2
El equilibrio del flujo de aire es tan importante como la química de purificación. La puesta en marcha inicial reveló que una distribución subóptima del flujo de aire entre las líneas de derivación de niebla ácida estaba provocando una sobrecarga localizada en una sección del absorbedor MPA. La instalación de compuertas de equilibrado manual y la puesta en marcha de la curva del ventilador resolvieron el problema sin necesidad de modificar el hardware. Incluya tiempo para la calibración del flujo de aire en el cronograma de puesta en marcha. - 3
La tecnología en seco simplifica la supervisión continua del cumplimiento normativo. Al no requerir la gestión de reactivos líquidos ni el mantenimiento de permisos de descarga de aguas residuales, la carga de cumplimiento ambiental para los operadores de la planta se reduce sustancialmente. Los monitores de partículas en línea proporcionan una prueba continua de cumplimiento sin las laboriosas pruebas manuales periódicas de chimenea que requieren los sistemas húmedos. - 4
La modularidad permite garantizar la sostenibilidad a largo plazo sin necesidad de una inversión excesiva. La arquitectura modular del sistema MPA permite que, si una futura revisión normativa reduce el umbral de emisiones visibles o añade nuevos parámetros contaminantes (por ejemplo, vapor de mercurio), se puedan incorporar módulos adicionales sin necesidad de reemplazar la unidad central. Esto protegió la inversión de capital del proyecto frente a la obsolescencia regulatoria.
09 — Preguntas frecuentes
Reducción de la pluma magnética: Respuestas a las diez preguntas más frecuentes
Desde gerentes de planta, ingenieros ambientales y equipos de adquisiciones que evalúan la tecnología de áreas marinas protegidas por primera vez.
¿Listo para eliminar tu nube blanca?
Descubra toda la gama de soluciones para el control de emisiones.
Desde la reducción de la pluma magnética hasta Sistemas de oxidación térmica regenerativa para la reducción de COV industrialesNuestro equipo de ingeniería ofrece soluciones probadas y verificadas en campo para los desafíos más exigentes en materia de control de emisiones en la industria pesada.





















