Caso di studio · Controllo delle emissioni industriali
Come un produttore di grafitizzazione di materiale anodico per batterie agli ioni di litio ad alte prestazioni ha raggiunto un'efficienza di desolforazione del 99,85%, emissioni di SO₂ inferiori a 18 mg/Nm³ e zero pennacchio bianco visibile, da un flusso di gas di scarico di un forno Acheson con SO₂ fino a 20.000 mg/Nm³ e particolato a 300 mg/Nm³.
Desolforazione a umido di calcare e gesso
Denitrificazione SNCR
Abbattimento del pennacchio magnetico
Conformità alle emissioni del materiale dell'anodo della batteria
01 — Contesto del settore
La sfida delle emissioni dei forni di grafitizzazione al centro della filiera delle batterie per veicoli elettrici
I materiali anodici sono una delle quattro materie prime principali delle batterie agli ioni di litio e anche un'industria emergente strategica a pieno titolo, allineata con le priorità nazionali nel 14° Piano quinquennale E Obiettivi a lungo termine per il 2035La rapida espansione globale dell'adozione dei veicoli elettrici ha reso i materiali per anodi di batterie al litio uno dei sottosettori industriali a più alta crescita a livello mondiale, con volumi di spedizione che nel 2023 hanno raggiunto le 178,3 decine di migliaia di tonnellate (con una crescita annua del 15,11 milioni di tonnellate) e proiezioni che indicano 800 decine di migliaia di tonnellate entro il 2030.
La grafitizzazione è la fase a più alto consumo energetico e con le maggiori emissioni nella catena di produzione del materiale anodico. I forni Acheson riscaldano il materiale precursore del carbonio a temperature superiori a 2.500 °C in un ciclo di 64 ore, durante il quale i composti di zolfo naturalmente presenti nel coke di petrolio e nel catrame di carbone vengono eliminati sotto forma di SO₂. La conseguente concentrazione di SO₂ nei gas di scarico del forno è straordinariamente elevata, raggiungendo regolarmente 11.302 mg/Nm³ all'ingresso dell'assorbitore di desolforazione, con valori di picco documentati a 20.000 mg/Nm³. Ciò rende i gas di scarico dei forni di grafitizzazione tra i flussi con la più alta concentrazione di SO₂ riscontrati in qualsiasi settore manifatturiero a livello globale.
Con l'inasprimento delle normative ambientali nel corso del 2024 Regolamento sulla gestione dei permessi di scarico inquinanti e il Piano d'azione per accelerare la riduzione dell'inquinamento e delle emissioni di carbonio, l'esigenza di ridurre al minimo le emissioni dei gas di scarico del forno di grafitizzazione è diventata inevitabile. La sfida tecnica non consiste semplicemente nel ridurre le emissioni di SO₂ da 11.302 a ≤18 mg/Nm³ — una riduzione del 99,84% — ma nel farlo gestendo contemporaneamente il particolato, gli NOx, l'HCl, l'HF, il CO e la visibile colonna di fumo bianco che rende immediatamente e pubblicamente evidente la non conformità.

“Una concentrazione di SO₂ pari a 11.302 mg/Nm³ nei forni di grafite non rappresenta un problema di desolforazione per caldaie o centrali elettriche. Si tratta piuttosto di un problema di trattamento dei gas acidi, del tipo riscontrato nella produzione di acido solforico. Raggiungere un'efficienza di rimozione del 99,85% per ottenere una concentrazione in uscita di 18 mg/Nm³, gestendo al contempo particolato, NOx e pennacchi di fumo bianco visibili, richiede un sistema multitecnologico progettato appositamente, non un adattamento delle pratiche di lavaggio industriali standard.”
— Sintesi tecnica ingegneristica, Progetto di rimozione delle polveri/desolforazione/denitrificazione nell'industria della grafitizzazione
02 — Profilo di inquinamento
Gas di scarico del forno Acheson: il flusso con la maggiore concentrazione di SO₂ nella produzione di materiali per batterie.
L'azienda è specializzata in ricerca e sviluppo, produzione e vendita di materiali anodici per batterie al litio di nuova generazione e prodotti correlati alla grafitizzazione. Serve clienti internazionali di fascia alta, è annoverata tra i primi tre fornitori mondiali di materiali anodici e detiene 1 progetto di marchio aziendale, 2 marchi registrati e 19 brevetti.
Il forno di Acheson funziona con un ciclo di 64 ore a temperature estreme. I gas di scarico grezzi fuoriescono a 170 °C e trasportano contemporaneamente i seguenti inquinanti:
- SO₂ a 11.302 mg/Nm³ all'ingresso dell'assorbitore FGD (picco di gas grezzo documentato a 20.000 mg/Nm³). Questo è l'inquinante determinante: un requisito di rimozione 99.85% per raggiungere un'uscita ≤18 mg/Nm³ è tra le specifiche di desolforazione più esigenti in qualsiasi settore industriale.
- Particolato a 300 mg/Nm³ (gas grezzo), composto principalmente da polveri di grafite e carbonio provenienti dal materiale di carica del forno. Uscita target: ≤5 mg/Nm³ — un requisito di riduzione complessivo di 98,3%.
- NOx a 100 mg/Nm³ da reazioni di combustione ad alta temperatura. Uscita target: ≤100 mg/Nm³ tramite denitrazione SNCR a monte.
- CO a 100 mg/Nm³Richiede il monitoraggio della sicurezza del CO e la gestione della combustione a monte di qualsiasi stadio di trattamento chiuso.
- HF a 5 mg/Nm³ e HCl a 15 mg/Nm³Entrambi sono gas acidi corrosivi che determinano le specifiche dei materiali resistenti alla corrosione per tutti i componenti a contatto con il fluido.
- Elevata variabilità della temperaturaIl gas grezzo a 170 °C deve essere ridotto a meno di 120 °C dallo scambiatore di calore a recupero di energia prima del ventilatore di tiraggio forzato e ulteriormente ridotto a meno di 40 °C all'ingresso dell'unità MPA. Questo requisito di gestione della temperatura comporta un investimento significativo in apparecchiature ausiliarie.
- Variazioni estreme del ciclo SO₂Durante il ciclo di 64 ore del forno Acheson, la concentrazione di SO₂ raggiunge un picco di circa 20.000 mg/Nm³ e può rimanere elevata per periodi di 2-3 ore. Il sistema di desolforazione deve essere progettato per il carico massimo di SO₂ nelle condizioni operative più sfavorevoli, caratterizzate da elevati flussi di gas di scarico e concentrazioni massime di SO₂.
| Parametro | Gas grezzo / Ingresso al trattamento | Punto vendita (design) | Limite regolamentare |
|---|---|---|---|
| SO₂ | 11.302 mg/Nm³ media (picco 20.000) | ≤18 mg/Nm³ | 18 mg/Nm³ |
| Particolato (PM) | 300 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| CO | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| HF | 5 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| HCl | 15 mg/Nm³ | ≤15 mg/Nm³ | 15 mg/Nm³ |
| Pennacchio bianco visibile | Presente | Nessuno (invisibile) | Nessuna colonna di fumo bianco visibile |
| Volume dei gas di scarico (nominale, FGD) | 140.000 Nm³/h | — | — |
| volume trattato con MPA | 100.000 Nm³/h | — | — |
| Temperatura del gas grezzo | 170 °C | — | — |
| Norma applicabile | Direttiva UE sulle emissioni industriali (IED 2010/75/UE) e decreto olandese sulle attività (Activiteitenbesluit milieubeheer) | ||
03 — Requisiti di ingegneria
Perché gli approcci standard di desolforazione industriale non possono risolvere il problema della grafitizzazione dell'SO₂
La sfida ingegneristica di questo progetto non consisteva semplicemente nella scelta di una tecnologia, bensì nella progettazione di un sistema integrato a più stadi in grado di affrontare simultaneamente tutti e sei i parametri di inquinamento, gestendo al contempo l'estrema variabilità ciclica della concentrazione di SO₂ durante il ciclo di 64 ore del forno Acheson.
Progettare per il carico massimo di SO₂, non per il carico medio.
Il sistema FGD deve essere conforme allo scenario di massima SO₂: volume massimo di gas di combustione coincidente con la massima concentrazione di SO₂ (20.000 mg/Nm³). Progettare per il valore medio (11.302 mg/Nm³) comporterebbe il superamento dei limiti di conformità durante i periodi di picco di 2-3 ore di ogni ciclo del forno.
Il recupero energetico come elemento integrante della progettazione
Il gas grezzo a 170 °C contiene energia termica recuperabile. Come primo stadio di trattamento è previsto uno scambiatore di calore per la conversione e il recupero di energia, al fine di ridurre la temperatura dei fumi a 119,46 °C prima del ventilatore di tiraggio forzato, migliorando le condizioni operative del ventilatore e riducendo il carico termico sulle apparecchiature a valle, recuperando al contempo energia termica utile per l'impianto.
Assorbimento a doppio stadio per SO₂ estremo
Un sistema di desolforazione dei fumi a torre singola a base di calcare e gesso non è in grado di raggiungere una rimozione di SO₂ del 99,85% da 11.302 mg/Nm³ a ≤18 mg/Nm³ in un solo passaggio. È necessaria un'architettura di assorbimento a due stadi, con uno scrubber primario seguito da uno scrubber secondario, con monitoraggio del pH tra gli stadi e gestione della sospensione per mantenere un'efficienza di assorbimento ottimale in entrambe le torri in modo continuo.
Eliminazione della nube bianca tramite area marina protetta a valle
Dopo il processo di desolforazione dei fumi a due stadi, il gas post-scrubber è ancora saturo di vapore acqueo e nebbia acida residua. Come fase di affinamento finale è prevista un'unità di abbattimento magnetico del pennacchio (BLCNXB-10W, 100.000 Nm³/h), installata dopo lo scambiatore di calore per il recupero energetico che innalza la temperatura del gas a oltre 80 °C per prevenire la formazione di pennacchi di condensazione visibili.
Gestione dei sottoprodotti del gesso
Il processo di desolforazione dei fumi (FGD) di calcare e gesso genera solfato di calcio (gesso) come sottoprodotto, fino a 2.618 kg/h. Il sistema deve prevedere la disidratazione del gesso per raggiungere un contenuto di umidità inferiore a 15%, al fine di facilitarne la manipolazione e lo smaltimento. Il gesso deve inoltre essere conforme agli standard di qualità dei sottoprodotti, in modo da consentirne il riutilizzo come materiale da costruzione anziché lo smaltimento come rifiuto.
Resistenza alla corrosione per applicazioni con HF e elevate concentrazioni di SO₂
La combinazione di SO₂ a 11.302 mg/Nm³ e HF a 5 mg/Nm³ crea un ambiente corrosivo eccezionalmente aggressivo. Tutte le superfici a contatto con il fluido negli assorbitori FGD, nel sistema di movimentazione del gesso e nell'unità MPA devono essere realizzate con materiali idonei per questo servizio acido combinato. L'acciaio al carbonio standard o l'acciaio inossidabile dolce non sono accettabili per nessun componente a contatto con il fluido.
Integrazione SNCR per la conformità alle normative sugli ossidi di azoto (NOx)
La denitrazione SNCR (Selective Non-Catalytic Reduction) è integrata nel processo di trattamento per rispettare il limite di 100 mg/Nm³ di NOx. Il punto di iniezione del reagente SNCR deve essere posizionato all'interno dell'intervallo di temperatura (850–1.100 °C) del condotto dei gas di scarico del forno per una decomposizione efficace degli NOx senza emissioni di ammoniaca.
Sicurezza: Gestione dei rischi di incendio, esplosione e monossido di carbonio
I gas di scarico del forno di grafitizzazione contengono polveri di carbonio combustibili e CO a una concentrazione di 100 mg/Nm³, entrambi fattori che creano rischi di incendio ed esplosione negli impianti di trattamento chiusi. È necessario progettare il sistema in modo da prevedere misure di prevenzione incendi, protezione dalle esplosioni e protezione dalla corrosione, e tutti i dispositivi di interblocco delle apparecchiature devono includere il monitoraggio della concentrazione di CO con capacità di bypass automatico.
04 — Soluzione di trattamento
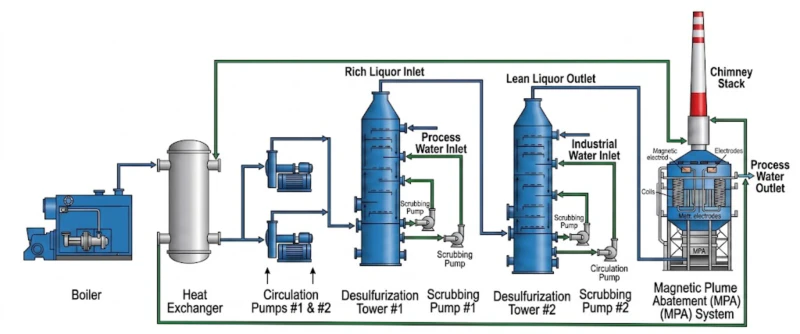
Sistema di trattamento integrato a quattro fasi: recupero energetico → desolforazione dei fumi a doppia torre → analisi microbiologica → camino pulito
Il sistema di trattamento integra in serie tre tecnologie collaudate, ciascuna delle quali affronta una serie specifica di inquinanti presenti nei gas di scarico del forno di grafitizzazione. La combinazione è stata scelta per sfruttare i punti di forza complementari di ciascuna tecnologia, eliminandone al contempo i punti deboli nelle fasi successive.
Fase 1: Scambiatore di calore per il recupero di energia (170 °C → 119,46 °C)
I gas di scarico grezzi del forno di grafitizzazione a 170 °C vengono inizialmente convogliati allo scambiatore di calore a recupero energetico, dove l'energia termica del gas caldo viene trasferita a un fluido di lavoro per l'utilizzo nell'impianto. La temperatura del gas viene ridotta a 119,46 °C prima del ventilatore di tiraggio forzato, migliorando le condizioni operative del ventilatore e prolungando la durata dell'apparecchiatura. Lo scambiatore di calore gestisce 85.000 Nm³/h con una superficie di scambio termico di 934 m² e una caduta di pressione di 273 Pa.
Fase 2: Ventilatore a tiraggio indotto → Desolforazione dei fumi a due stadi con calcare e gesso (140.000 Nm³/h)
Due torri di assorbimento di calcare e gesso in controcorrente trattano il flusso di gas di 140.000 Nm³/h. Lo scrubber primario incorpora un separatore di nebbia a schermo a 2 strati; lo scrubber secondario ha un separatore di nebbia a schermo a 1 strato e un set di separatori di nebbia a fascio. Tra le due torri, un sistema di monitoraggio online del livello del liquido e del pH consente il rifornimento in tempo reale della sospensione e il controllo del pH del liquido tra gli stadi, garantendo che il circuito della sospensione rimanga bilanciato in modo ottimale durante l'intero ciclo del forno di 64 ore senza intervento manuale. Parametri chiave del sistema FGD: consumo di calcare 1.858 kg/h (max), produzione di gesso 2.618 kg/h (max), contenuto di umidità del gesso inferiore a 15%, capacità di stoccaggio del calcare 150 m³ con autonomia di 3 giorni.
Fase 3: Denitrificazione SNCR
La denitrazione SNCR con efficienza di rimozione stimata 50% riduce gli NOx da 100 mg/Nm³ per soddisfare le specifiche di uscita. Il sistema di iniezione SNCR opera nella zona ad alta temperatura del condotto dei gas di scarico, dove la decomposizione termica del complesso NOx-reagente è efficace senza richiedere un letto catalitico SCR dedicato.
Fase 4: Abbattimento del pennacchio magnetico (100.000 Nm³/h)
Dopo il processo di desolforazione dei fumi a due stadi, il gas depurato passa attraverso un secondo scambiatore di calore per il recupero energetico (unità di conversione energetica e innalzamento della temperatura) che porta la temperatura del gas da circa 45 °C a oltre 80 °C, riducendo il margine del punto di rugiada del vapore acqueo e migliorando le condizioni per la cattura del pennacchio di fumo nell'area marina protetta. Il gas entra quindi nell'unità di abbattimento magnetico del pennacchio BLCNXB-10W per un'ulteriore purificazione e l'eliminazione del pennacchio bianco prima dello scarico attraverso il camino principale.
Forno
170→119°C
Fan
Torre FGD
Torre FGD
HX →80°C
(BLCNXB-10W)
Pila
Parametri tecnici chiave dell'unità MPA
| Parametro | Specifica |
|---|---|
| Modello unitario MPA | BLCNXB-10W |
| Tipo di layout | Modulo esterno alla torre, autonomo |
| Orientamento del flusso d'aria | Ingresso dal basso, scarico dall'alto (diretto) |
| Efficienza di purificazione | ≥95% |
| Concentrazione di inquinanti misti in ingresso | 100 mg/Nm³ |
| Concentrazione di inquinanti misti in uscita | ≤5 mg/Nm³ |
| Resistenza del sistema | 300 Pa |
| Volume dei gas di scarico trattati | 100.000 Nm³/h |
| Temperatura del gas in ingresso MPA | 80°C mediante HX di aumento di temperatura prima dell'MPA |
| Pressione del sistema | Progettazione ±5.000 Pa |
| Dimensioni dell'apparecchiatura (L×P) | Pianta di 7.900 × 7.900 mm |
| Altezza dell'attrezzatura | 17.000 mm |
| Generatore di energia magnetica | BLEMG-2K |
| Consumo medio di energia MPA | 80 kW |
| Fattore di carico di runtime MPA | 195 (indice di carico operativo) |
05 — Vantaggi principali
Perché il sistema FGD a base di calcare e gesso + SNCR + MPA rappresenta l'architettura ideale per i gas di scarico dei forni di grafitizzazione.
- ✓
Il sistema di desolforazione dei fumi a base di calcare e gesso raggiunge una rimozione di SO₂ pari al 99,85% da un gas grezzo di 11.302 mg/Nm³: L'efficienza di desolforazione verificata del 99,85% — che riduce la concentrazione di SO₂ in ingresso da 11.302 mg/Nm³ a una media in uscita di 8 mg/Nm³ — è eccezionale anche per gli standard degli impianti di desolforazione dei fumi (FGD) delle centrali a carbone, che in genere trattano concentrazioni di SO₂ di un ordine di grandezza inferiori. Il processo calcare-gesso è stato scelto per questa applicazione perché utilizza un reagente abbondante ed economico (il calcare è ampiamente disponibile e ha un prezzo stabile), produce un sottoprodotto commercialmente utilizzabile (gesso per l'edilizia) e presenta il più basso rapporto liquido-gas tra tutte le chimiche di FGD a umido per un'efficienza di rimozione comparabile. Il design del separatore di nebbia all'interno della torre e il sistema di monitoraggio del pH tra le fasi sono le specifiche innovazioni ingegneristiche che consentono queste prestazioni al livello di concentrazione di SO₂ necessario per la grafitizzazione. - ✓
Il recupero energetico trasforma un flusso di rifiuti termici in una risorsa per l'impianto: Il gas grezzo a 170 °C trasporta una notevole energia termica che viene estratta dallo scambiatore di calore a monte del sistema di desolforazione dei fumi (FGD), riducendone la temperatura a 119,46 °C. Questa energia recuperata viene restituita all'impianto sotto forma di calore utile, migliorando l'efficienza energetica complessiva e riducendo il costo netto dell'energia del sistema di trattamento. Un secondo scambiatore di calore a valle del sistema FGD innalza la temperatura del gas prima dell'unità di purificazione dell'aria (MPA), ottimizzando ulteriormente le prestazioni di eliminazione del pennacchio di emissione. La configurazione a doppio scambiatore di calore rende questo sistema ottimizzato sia dal punto di vista termico che ambientale. - ✓
L'ottimizzazione tramite simulazione computerizzata consente di ottenere un design a bassa resistenza ed efficiente dal punto di vista energetico: È stata utilizzata una simulazione avanzata di fluidodinamica computazionale per ottimizzare la distribuzione della velocità del gas all'interno delle torri di assorbimento FGD, minimizzare la resistenza interna e ottenere un contatto uniforme tra reagente e gas. Questo approccio progettuale basato sulla simulazione produce un sistema con un consumo di energia elettrica inferiore e un utilizzo del reagente superiore rispetto a torri progettate empiricamente di capacità equivalente, garantendo al contempo la conformità anche nelle peggiori condizioni di carico di SO₂. - ✓
Il gesso, sottoprodotto della lavorazione, consente un funzionamento a zero rifiuti: La produzione massima di gesso di 2.618 kg/h derivante dalla reazione di desolforazione dei fumi non è uno scarto, bensì un materiale da costruzione commercialmente utilizzabile una volta disidratato fino a un contenuto di umidità inferiore a 15%. Il sistema incorpora un filtro a nastro sottovuoto o un sistema di disidratazione equivalente per raggiungere questa specifica, consentendo la vendita del gesso o il suo utilizzo in applicazioni edili in loco. Ciò elimina i costi di smaltimento dei rifiuti solidi e gli oneri normativi che deriverebbero altrimenti dal trattamento del gesso come rifiuto industriale. - ✓
Prestazioni di conformità verificate simultaneamente su tutti e sei i parametri regolamentati: Il sistema ha raggiunto i seguenti risultati: efficienza di desolforazione 99,85% (SO₂ in uscita 8 mg/Nm³, contro il limite 18); efficienza di rimozione delle polveri 98,4% (PM in uscita 2,4 mg/Nm³, contro il limite 5); efficienza di denitrificazione 55%; NOx in uscita 45 mg/Nm³ (contro il limite 100); HF in uscita 1 mg/Nm³ (contro il limite 5); HCl in uscita 3,5 mg/Nm³ (contro il limite 15); e assenza di pennacchio bianco visibile. Tutti e sei i parametri si trovano simultaneamente in margini di conformità sostanziali al di sotto dei rispettivi limiti. - ✓
Funzione di riavvio con un solo pulsante per il sistema di circolazione della sospensione: Il progetto prevede una funzione di riavvio automatico con un solo pulsante per il sistema di circolazione della sospensione in seguito a un arresto programmato o di emergenza, eliminando la complessa sequenza manuale di azionamento delle valvole precedentemente richiesta. Ciò riduce significativamente il carico di lavoro dell'operatore e il rischio di errore umano durante i riavvii del sistema, che rappresentano periodi critici per il rischio di superamento dei limiti di conformità nelle applicazioni di desolforazione dei fumi ad alta emissione di SO₂.
06 — Risultati operativi
Dati di conformità verificati: tutti e sei i parametri inquinanti sono al di sotto dei limiti normativi.
Il sistema integrato ha raggiunto simultaneamente tutti gli obiettivi di conformità, con margini sostanziali al di sotto dei limiti normativi per tutti i parametri monitorati:
Il carico massimo di esercizio dell'intero sistema è di 1.522,55 kW. Con un funzionamento continuo di 24 ore al giorno, il costo giornaliero dell'elettricità è di 13.154,832 RMB (a 0,36 RMB/kWh). Per 8.000 ore di funzionamento annue, il costo annuo dell'elettricità è di circa 4.384,944 RMB. Il consumo annuo di acqua è di circa 4,85 t/h; con un consumo di 5 t/h per 24 ore al giorno e un prezzo unitario dell'acqua di 2 RMB/t, il costo giornaliero dell'acqua è di 240 RMB, pari a 80 RMB all'anno. Il consumo di calcare, pari a 1.858,632 kg/h a 300 RMB/t, si traduce in un costo annuo del calcare di 445,92 RMB.
07 — Avvertenze sull'implementazione
Lezioni critiche di ingegneria e operative per le applicazioni di desolforazione dei fumi nei forni di grafitizzazione
- ⚠️
La gestione della concentrazione della sospensione è il parametro operativo più critico nei sistemi di desolforazione dei fumi di calcare e gesso ad alto contenuto di SO₂: L'esperienza operativa documentata del progetto specifica: (1) il livello del liquido della sospensione di calcare nello scrubber primario non deve superare il livello di troppo pieno; quando si aggiunge acqua durante l'aggiunta di calcare, la concentrazione deve essere controllata tra 15% e 20%; (2) quando il pH del circuito di circolazione dello scrubber primario scende al di sotto di 4,5, aggiungere sospensione e mantenere il pH tra 4,5 e 5,5; (3) quando il pH del circuito di circolazione dello scrubber secondario scende al di sotto di 5,5, aggiungere sospensione e mantenere il pH dello scrubber secondario tra 5,5 e 6,5. Il mancato mantenimento di questi intervalli di pH causa una rapida perdita di efficienza di assorbimento di SO₂ e il superamento dei limiti di conformità entro pochi minuti alle elevate concentrazioni di SO₂ caratteristiche dei gas di scarico del forno di grafitizzazione. - ⚠️
È necessario seguire scrupolosamente il protocollo di avvio dell'impianto in gesso: (1) All'avvio del sistema di raschiatura del gesso, aprire prima la valvola di ingresso del recipiente a pressione, quindi aprire l'alimentazione elettrica; (2) dopo l'avvio della pompa di raschiatura del gesso, verificare che la porta della valvola di ingresso sia completamente aperta prima di riavviarla; (3) dopo ogni scarico della pressa per gesso, pulire in loco l'uscita del filtro a pressione. Deviazioni da questa sequenza causano eventi di contropressione del gesso che possono bloccare il sistema di raschiatura e richiedere interventi di manutenzione non programmati durante la produzione. - ⚠️
L'avvio del sistema di circolazione richiede prima l'erogazione dell'acqua, poi l'apertura della valvola dell'acqua di raffreddamento, secondo la seguente sequenza: (1) All'avvio del sistema di circolazione, aprire le valvole di scarico e dell'acqua di raffreddamento in posizione di avvio aperto; (2) ogni ora registrare i valori di pH della torre FGD di primo e secondo stadio, osservare i livelli del liquido di sospensione e assicurarsi che rimangano entro l'intervallo operativo normale; (3) all'intervallo programmato (ogni 4 ore), pulire gli ugelli di spruzzatura per confermare che il separatore di nebbia funzioni normalmente senza ostruzioni; (4) durante il funzionamento del sistema, mantenere il ventilatore di ossidazione in funzione normalmente per garantire un'adeguata fornitura d'aria per la formazione di gesso; (5) controllare il livello del liquido nel serbatoio e, in caso di livello del liquido elevato, aprire la valvola di uscita della pompa di scarico per il drenaggio, per facilitare la gestione delle emergenze. - ⚠️
La gestione della temperatura nelle aree marine protette è imprescindibile per un'efficace eliminazione del pennacchio di fumo: La temperatura di ingresso dell'unità MPA deve essere mantenuta tra 46 e 55 °C (controllata dall'unità di conversione energetica e innalzamento della temperatura). La temperatura di uscita dell'unità di recupero energetico e innalzamento della temperatura deve essere mantenuta al di sopra di 80 °C per evitare la formazione di pennacchi bianchi visibili. Se la temperatura del gas all'ingresso dell'unità MPA è troppo bassa, il margine del punto di rugiada del vapore acqueo si riduce e i pennacchi bianchi visibili ricompaiono al camino, nonostante il rispetto delle concentrazioni di inquinanti. Il monitoraggio della temperatura sia all'ingresso dell'unità MPA che all'uscita dell'unità di recupero energetico deve essere incluso nel sistema di allarme SCADA con punti di intervento per il primo allarme. - ⚠️
La tensione e la corrente MPA devono essere gestite entro i limiti nominali: La tensione di controllo del generatore magnetico MPA deve essere mantenuta a circa 60 kV. La corrente massima non deve superare i 1.000 mA. Occorre prestare attenzione alla temperatura, all'umidità e ad altri fattori ambientali intorno all'unità MPA, nonché allo stato di funzionamento della bobina elettromagnetica, del generatore magnetico e dei componenti elettromagnetici. Il superamento del limite di corrente provoca il degrado dell'isolamento nelle bobine del campo magnetico e può causare archi elettrici che danneggiano lo strato assorbente. - ⚠️
Le fluttuazioni di concentrazione e temperatura dell'SO₂ rappresentano il principale rischio di instabilità del sistema: L'analisi dei rischi del progetto identifica le fluttuazioni di temperatura dei gas di scarico e di SO₂ come causa principale dell'instabilità dello scarico del sistema. Queste fluttuazioni derivano dal ciclo intrinseco di 64 ore del forno Acheson, piuttosto che da malfunzionamenti delle apparecchiature. Il protocollo di risposta del sistema prevede: (1) il mantenimento di una stretta comunicazione tra il sistema di purificazione dei gas di scarico e il team operativo del forno di grafitizzazione; quando si osservano fluttuazioni, fornire una notifica anticipata e adottare tempestivamente le misure appropriate; (2) il rafforzamento dei giri di ispezione del personale per mantenere le apparecchiature in normale funzionamento; l'aggiornamento continuo delle misure di sicurezza e dei piani di emergenza per garantire un'efficace risposta alle emergenze. Si raccomanda vivamente l'integrazione del sistema di controllo FGD con il DCS operativo del forno per l'allerta anticipata sull'andamento di SO₂.
08 — Considerazioni ingegneristiche
Quattro lezioni da questo progetto di trattamento multi-inquinante con forno di grafitizzazione
- 1
Progettare in base al carico massimo di SO₂, non alla concentrazione media, altrimenti si violeranno le normative durante ogni picco del ciclo del forno. Il ciclo di 64 ore del forno Acheson genera picchi di SO₂ pari a 20.000 mg/Nm³ durante la fase ad alta temperatura. Un sistema progettato per una media di 11.302 mg/Nm³ risulterà sottodimensionato rispetto ai picchi ed emetterà SO₂ al di sopra del limite di 18 mg/Nm³ per 2-3 ore per ciclo. La corretta base di progettazione è lo scenario di carico di picco, ovvero il volume massimo dei gas di scarico in coincidenza con la massima concentrazione di SO₂, con le prestazioni medie che garantiscono il margine di conformità necessario a creare il buffer normativo del sistema. - 2
Il sistema FGD a doppia torre e due stadi è l'unica architettura valida per la rimozione di SO₂ con efficienza 99.85% da concentrazioni superiori a 10.000 mg/Nm³. I sistemi FGD a torre singola con calcare e gesso sono progettati in modo affidabile per una rimozione del 90-95% da concentrazioni di SO₂ inferiori a 2.000 mg/Nm³. Per raggiungere il 99,85% da 11.302 mg/Nm³ sono necessari due stadi con monitoraggio del pH tra gli stadi e rifornimento della sospensione, poiché la chimica di lavaggio richiede un fronte di sospensione fresca ad alto pH nel secondo stadio per catturare l'SO₂ residuo che sfugge alla sospensione satura del primo stadio. La progettazione a due stadi dovrebbe essere la soluzione predefinita per qualsiasi applicazione con SO₂ in ingresso superiore a 5.000 mg/Nm³. - 3
La comunicazione in tempo reale tra il team operativo del forno e la sala di controllo del sistema di desolforazione dei fumi è un requisito operativo, non una cortesia. L'analisi del rischio di fluttuazione di SO₂ in questo progetto identifica esplicitamente la necessità di una notifica preventiva da parte del team del forno in caso di variazioni delle condizioni operative. Senza questo collegamento comunicativo, il sistema di desolforazione dei fumi (FGD) reagisce ai picchi di SO₂ solo dopo che questi sono già entrati nell'assorbitore, non lasciando tempo sufficiente per regolare il pH e la portata della sospensione prima che si verifichi un superamento dei limiti di conformità. Un semplice protocollo – l'operatore del forno avvisa la sala FGD 30 minuti prima di qualsiasi cambio di fase programmato del ciclo del forno – fornisce il tempo di preavviso necessario per una regolazione proattiva della sospensione. - 4
Il gesso, sottoprodotto dell'industria, rappresenta una fonte di reddito e una risorsa per la sostenibilità, non un problema di gestione dei rifiuti. Con una velocità di produzione massima di 2.618 kg/h e un costo di ingresso del calcare di 300 RMB/t, il sistema converte un reagente minerale a basso costo in gesso da costruzione di qualità commerciale, eliminando i costi di smaltimento e la responsabilità ambientale associati al trattamento del solfato di calcio come rifiuto solido. Inquadrare il sistema FGD come un'unità di produzione di gesso – con la desolforazione come fase di processo a valore aggiunto – piuttosto che come un'unità di trattamento dei rifiuti, consente di ottenere un modello economico più accurato per la valutazione degli investimenti e per le decisioni operative continue.
09 — Domande frequenti
Controllo delle emissioni dei forni di grafitizzazione: dieci domande con relative risposte.
Domande poste da ingegneri addetti alla conformità ambientale, responsabili di produzione e team di approvvigionamento tecnico presso impianti di grafitizzazione di materiali anodici per batterie al litio, impegnati nella pianificazione di aggiornamenti per il controllo delle emissioni.
Pronti a risolvere il problema delle emissioni del vostro forno di grafitizzazione?
Scopri la gamma completa di soluzioni per il controllo delle emissioni industriali.
Dalla rimozione integrata delle polveri del forno di grafitizzazione, alla desolforazione e alla denitrificazione sistemi di ossidazione termica rigenerativa per l'abbattimento dei VOC farmaceutici e chimiciIl nostro team di ingegneri fornisce soluzioni di conformità certificate per le sfide più impegnative in materia di emissioni industriali nella catena di fornitura globale dei materiali per batterie.





















