現代の高精度製造業において、環境コンプライアンスはしばしば「コストセンター」とみなされます。従来の揮発性有機化合物(VOC)処理方法、特に直接熱燃焼は、天然ガスを大量に消費することで悪名高いです。電子機器、印刷、自動車塗装ラインなどに典型的な、大量の気流と低濃度の汚染物質に直面すると、直接燃焼は施設の利益率全体を蝕む財政的負担となります。しかし、ゼオライト吸着濃縮+触媒燃焼の登場により、このパラダイムは一変しました。従来の方法のわずか5%という低い運用コストで実現するこの「省エネの秘訣」は、分子物理学、熱力学的フィードバック、結晶構造の高度な組み合わせにあります。

図1:大規模産業統合:低コストで高い精製率を実現
1. 希釈の罠:直接燃焼が失敗する理由
工業用VOC除去における主な課題は、溶剤の毒性ではなく、その拡散です。直接熱燃焼では、酸化分解を達成するために、排気流全体(多くの場合100,000 m³/h以上)を少なくとも800℃まで加熱する必要があります。VOC濃度が低い場合(例えば500 mg/m³未満)、汚染物質自体がこれらの温度を維持するのに十分な「燃料」を提供しません。
補助燃料の悪夢
このシナリオでは、直接燃焼システムは巨大な大気用ラジエーターとして機能し、大量の高価な天然ガスを燃焼させて清浄な空気を加熱するだけです。その結果、「負のエネルギーリターン」が生じ、浄化にかかるエネルギーコストが製造プロセス自体の価値を上回ります。さらに、高温燃焼は必然的に窒素酸化物(NOx)を生成するため、追加の処理が必要となり、二次汚染と二次コストの悪循環を生み出します。
ゼオライトシステムは、「空気を加熱する」という従来の方法を拒否することでこの問題を解決します。代わりに、排気を一時的なキャリアとして扱い、分子ふるいを用いてVOC分子のみを回収し、清浄で冷たい空気をすぐに大気中に戻します。

図2:相乗効果ループ:熱負荷から汚染物質を隔離する
2. 集中スパイク:負債を燃料に変える
20:1の濃縮比率
「秘密」は脱着段階から始まります。ゼオライト分子ふるいがVOCを捕捉すると飽和状態になります。するとシステムは高温の熱風流を用いた再生モードに切り替わります。ただし、この脱着時の空気流量は通常、元の排気ガスの10分の1から20分の1程度です。
VOCをはるかに小さな体積の空気中に分離することで、有機汚染物質の濃度は10~20倍に急上昇します。例えば、200 mg/m³の希薄な流れが、4,000 mg/m³の高密度の流れに濃縮されます。この密度では、VOCは有毒廃棄物から高エネルギー燃料へと変化します。この濃縮ガスが触媒酸化装置に入ると、その分解によって放出されるエネルギーが非常に大きいため、システムは熱的に自給自足の状態になります。
運用上の節約:燃焼エネルギーは汚染物質自体から供給されるため、定常運転時には外部からの天然ガスの供給が不要となり、燃料費はゼロになります。
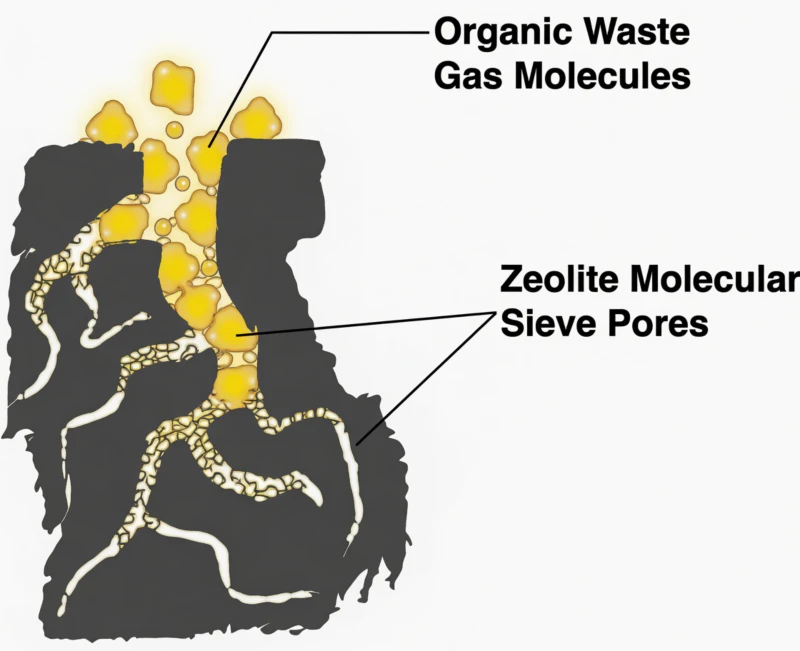
図3:分子濃縮:自己持続的な酸化を可能にするためのVOC密度の急増
3. 触媒燃焼と熱焼却の比較
500度の温度差を埋める
2つ目の主要な省エネの秘訣は、着火温度にあります。直接熱燃焼は「力任せ」のプロセスであり、有機結合を切断するには800℃の温度が必要です。一方、高活性の貴金属触媒床を利用する触媒燃焼は、反応の活性化エネルギーを低下させます。これにより、VOC(揮発性有機化合物)をわずか250~300℃で完全に酸化することが可能になります。
300℃を維持するのに必要なエネルギーは、800℃を維持するのに必要なエネルギーに比べて飛躍的に少なくて済みます。ゼオライトシステムでは、この「低温酸化」が内部の高効率熱交換器と組み合わされています。濃縮されたVOCの無炎燃焼によって発生する発熱は回収され、流入ガスの予熱に利用されます。この熱フィードバックループによって、汚染物質の分解がエネルギー源となり、さらに多くの汚染物質を分解するという自己持続的なサイクルが生まれます。結果として生じる無害な二酸化炭素と水蒸気は、熱損失が最小限に抑えられるほど低い温度でシステムから排出されるため、システム全体の効率が最大化されます。

図4:低温酸化機構と発熱フィードバック
4. マイクロエンジニアリング:電気抵抗の低減
省エネルギーはガス消費量だけでなく、電力消費量にも関係します。大規模な産業用換気システムでは、ろ過システム全体の「風抵抗」または圧力損失が、誘導ファンの必要電力を決定します。不規則な活性炭などの標準的なろ過材は、空気の流れを乱し、抵抗の大きい経路を作り出すため、ファンはより多くの電力を消費し、より多くの負荷がかかります。
BAOLANゼオライトシステムは、**ハニカム結晶構造**を採用しています。走査型電子顕微鏡観察により、ゼオライトのチャネルが完全に直線状で均一に配列されていることが明らかです。この整然とした構造により、最大200,000 m³/hという大量の気流が、わずか300 Paの抵抗で充填層を通過することができます。空のタワー内の風速を0.8~1.5 m/sに維持することで、空気力学的乱流を最小限に抑えています。
流体力学的利点:風抵抗が低いため、ファンの電流値も直接的に低くなり、従来の微粒子を多く含むシステムや高密度床式システムと比較して、排気管理にかかる月々の電気料金を30~50%削減できます。
図5:幾何学的効率:規則的なハニカムチャネルによるシステム圧力損失の最小化
1/20の評価:持続可能な投資収益率
これらの技術革新の集大成として、運用コストに大きな変化がもたらされます。標準的な50,000 $m^3/hの排気ガスを低VOC濃度で比較すると、直接熱燃焼方式では天然ガス代だけで月数万ドルもの費用がかかります。ゼオライト吸着濃縮+触媒燃焼システムでは、この費用をほんの一部にまで削減できます。ガスを濃縮し、着火温度を下げ、反応熱を回収することで、エネルギーコストは熱燃焼方式のわずか20分の1にまで効果的に削減されるのです。
安全性と安定性
エネルギー特性に加え、無機ゼオライトマトリックスは不燃性で熱安定性にも優れている。そのため、ケトンやアルコールを扱う活性炭層に伴う壊滅的な火災リスクを排除できる。
長寿命
高活性かつ耐被毒性に優れたプレミアム触媒を使用することで、ろ材のメンテナンスが必要になるまで、システムは8,000時間から12,000時間のピーク性能を維持します。
自己持続型ループ
触媒が発火温度に達すると、濃縮されたVOCの酸化によって十分な熱が発生し、外部燃料なしで脱着プロセスが維持される。
ISO9001品質マネジメント規格を遵守し、最先端の材料科学を活用することで、産業施設は財務健全性を損なうことなく、優れた環境性能を実現できるようになりました。運用コストを20分の1に削減できた秘訣は、単一の要素だけではなく、濃縮、低温触媒、そして空力マイクロエンジニアリングの総合的な相乗効果にあります。
エネルギー中立浄化の力を解き放つ
高いエネルギーコストや安全リスクによって、施設の環境ロードマップが損なわれることのないようにしましょう。環状ゼオライト技術の力を活用して、安全で安定した、そして経済的に優れたVOC浄化を実現してください。半導体工場の繊細な溶剤から、商業印刷ラインの大量の空気まで、あらゆる環境に対応する当社のカスタム設計吸着燃焼ループが最適なソリューションを提供します。お客様の溶剤プロファイルと持続可能性目標に合わせたシステム設計については、今すぐ当社の専門エンジニアリングチームにお問い合わせください。





















