Case Study · Industrial Emission Control
How a high-performance aluminium alloy special materials producer achieved 99.6% SCR denitrification efficiency, bag filter dust removal at 99.8%, and ultra-low emission compliance across NOx, PM, SO₂, HF, and HCl — solving the pioneering challenge of mid-temperature SCR catalyst poisoning by alkali metals in smelting furnace off-gas.
Aluminium Smelting Furnace Off-Gas
Bag Filter Dust Removal
Ultra-Low NOx Emission
Alkali Metal Catalyst Poisoning Solution
01 — Industry Background
Aluminium Special Materials: A Growing Sector Facing Tightening Emission Requirements
The aluminium industry spans mining, refining, casting, processing, and sales across a complex global value chain. Aluminium is used widely in aerospace, automotive manufacturing, construction, power transmission, packaging, and consumer electronics. The sector is economically significant globally — driven by the transition to lightweight materials in the automotive and aerospace industries, where aluminium replaces heavier steel and titanium components to reduce energy consumption and carbon emissions.
The high-performance aluminium alloy and special aluminium materials sub-sector focuses on advanced products that require the most demanding material properties: ultra-thin can lids for global beverage manufacturers (market-leading internal share, approximately 10% global market share), 0.208 mm ultra-thin can lids and 0.235 mm ultra-thin can stock produced at scale, new-energy battery aluminium plastic film, current collector aluminium foil, and polar ear aluminium foil for new-energy vehicles and consumer electronics. The producer in this case study holds total assets of 231 billion EUR-equivalent, with annual capacity of 690,000 tonnes of deep-processed aluminium, 150,000 tonnes of carbon, 90,000 kW of power, and 2.25 million tonnes of raw coal, making it a first-tier global player in special aluminium materials.
As environmental regulations have tightened, flue gas purification from aluminium smelting furnaces has become a critical competitive and compliance requirement. The challenge for this specific sector is the high-temperature, high-dust, and — crucially — high alkali metal content of the off-gas from smelting furnaces fired on natural gas. Alkali metal compounds (primarily potassium and sodium salts) present in the furnace dust are carried in the gas stream at concentrations sufficient to progressively poison conventional SCR catalysts, reducing denitration efficiency over time. This alkali metal poisoning problem was the central engineering challenge that made this installation a sector first.
.webp)
“Applying mid-temperature SCR to aluminium smelting furnace off-gas is not simply an adaptation of power plant SCR technology. The alkali metal compounds in the furnace dust are catalyst poisons at the concentrations carried in this gas stream. Solving the catalyst selection and protection problem is what makes this installation unique — it was the first time mid-temperature high-efficiency SCR had been successfully deployed in this sector globally.”
— Engineering Technical Summary, High-Performance Aluminium Alloy Special Materials Dust Removal and Denitrification Project
02 — Pollution Profile
Aluminium Smelting Furnace Off-Gas: High-NOx, High-Dust, High Alkali Metal Content
The production line at this facility comprises 2 smelting furnaces and 2 holding furnaces, all combined into a single stack. Each smelting furnace is fired on natural gas; the off-gas contains a significant quantity of NOx produced by high-temperature combustion air reactions. All four furnaces are currently equipped with a single bag filter unit. Flue gas from all furnaces is combined into one stack for discharge. With natural gas as the combustion fuel, the off-gas contains no SO₂, but it carries NOx, particulate matter (including fine NaCl, KCl, and other alkali metal salt particles), HF, HCl, and CO that must all be managed within emission limits.
The defining pollution challenge for this application is the alkali metal content of the smelting furnace off-gas particulate fraction. The dust carries NaCl, KCl, and related potassium and sodium compound particles at concentrations sufficient to progressively poison conventional vanadia-titania SCR catalysts within months of operation by occupying the active acidic sites on the catalyst surface. This poisoning mechanism requires either a catalyst formulation specifically resistant to alkali metal deactivation, or a pre-dust-removal stage upstream of the SCR reactor to reduce the alkali metal particle load before it contacts the catalyst. This case study uses mid-temperature SCR positioned upstream of the bag filter (in the high-temperature, pre-dedusting zone at 350–400°C), with a catalyst designed to tolerate the alkali metal exposure and with the bag filter positioned downstream for final dust polishing.
| Parameter | Raw Gas / Inlet | Outlet (Design) | EU / NL Limit Reference |
|---|---|---|---|
| NOx | 100 mg/Nm³ | ≤50 mg/Nm³ | IED 2010/75/EU ≤100 mg/Nm³ (combustion) |
| Particulate matter (PM) | 2,000 mg/Nm³ | ≤10 mg/Nm³ | NER (Dutch Activities Decree) ≤5 mg/Nm³ |
| SO₂ | Not present (natural gas fuel) | ≤5 mg/Nm³ | IED 2010/75/EU |
| CO | 100 mg/Nm³ | ≤100 mg/Nm³ | IED 2010/75/EU |
| HF | 5 mg/Nm³ | ≤5 mg/Nm³ | IED 2010/75/EU HF BAT |
| HCl | 15 mg/Nm³ | ≤15 mg/Nm³ | IED 2010/75/EU HCl BAT |
| Process flue gas volume | 125,000 Nm³/h | — | — |
| Rated flue gas temperature | 350–420°C | — | — |
| SCR design temperature | 350°C (furnace outlet, pre-cooler) | — | — |
| Dust removal temperature point | 200°C (bag filter inlet) | — | — |
| SCR denitrification temperature | 359°C | — | — |
| Corrosive substance content at inlet | 30 mg/Nm³ (alkali salts) | — | — |
03 — Engineering Requirements
Seven Design Criteria That Define the Mid-Temperature SCR Architecture for This Application
Each of the following requirements was binding before technology selection and reflects the specific characteristics of natural-gas-fired aluminium smelting furnace off-gas that differ from the power plant and industrial boiler contexts in which SCR is more commonly deployed.
SCR Positioned Before Dust Removal
The SCR reactor is installed at the furnace outlet, upstream of the air cooler — at a gas temperature of 350–400°C — because the gas contains no SO₂ at this stage, allowing mid-temperature catalysts to be used. The SCR reduces NOx before the bag filter removes particulates downstream, creating a hot-side SCR configuration that exploits the high-temperature window before gas cooling.
Alkali-Metal-Tolerant Catalyst Formulation
The catalyst must be specifically formulated and validated for tolerance to potassium and sodium salt poisoning at 30 mg/Nm³ alkali metal compound inlet concentration. Conventional vanadia-titania catalyst without alkali resistance cannot achieve the 24,000-hour chemical life guarantee in this service environment.
3+1 Catalyst Layer Architecture
The SCR reactor uses a 3+1 catalyst layer design: 3 active layers delivering the 99.6% denitration efficiency, plus 1 spare layer that can be loaded if any active layer requires replacement during the 24,000-hour chemical life, preventing production interruption for catalyst change-out.
Soot Blowing and Temperature Control Integration
The system includes automated soot blowing with temperature and flow-rate feedback to the control system. Based on monitored gas temperature, the soot blowing frequency and intensity are adjusted in real time. Urea solution preparation and urea thermal decomposition feedback are also integrated into the control system, with automatic one-button restart capability for valves and pumps.
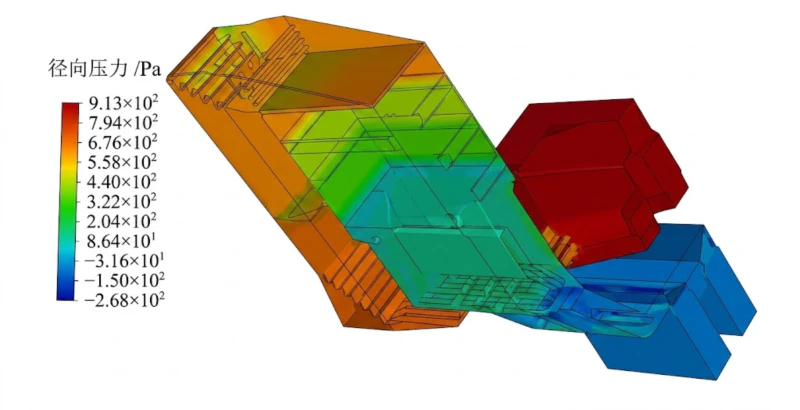
Pressure Distribution Validation via Simulation
The overall pressure distribution across the SCR unit is validated by computational simulation before construction. This ensures that gas flows uniformly across the full catalyst cross-section, preventing local velocity hot-spots that cause premature catalyst deactivation and compliance exceedances from channeling effects.
Urea Reagent System
Urea (98% purity, 5% bias) is used as the SCR reducing agent. Urea consumption is 9.5 kg/h; the urea hydrolysis system produces ammonia by thermal decomposition of urea solution, with the decomposition feedback connected to the control system. Water consumption for urea dissolution is approximately 40 kg/h.
Bag Filter Downstream for Final Polishing
The bag filter is positioned downstream of the SCR reactor and air cooler, treating gas at approximately 200°C. This downstream positioning means the bag filter is not exposed to the highest-temperature zone and therefore uses standard bag filter media, while also collecting any catalyst dust or ammonium salt by-products from the SCR stage before final stack discharge.
NOx Fluctuation Response
Smelting furnace NOx concentration fluctuates with changes in burner settings, metal charge composition, and production cycle phase. The urea injection control system must respond dynamically to these fluctuations to maintain NH₃/NOx molar ratio within the target window — excess urea injection causes ammonia slip while under-injection causes NOx exceedances.
04 — Treatment Solution
Integrated SCR → Air Cooling → Bag Filter Treatment Architecture
As environmental regulations have tightened, the production line’s existing bag filter configuration was no longer sufficient to meet NOx limits. The upgrade added a mid-temperature SCR denitrification system upstream, positioned at the furnace outlet before the air cooler, where gas temperature is 350–400°C — within the optimal mid-temperature SCR operating window — and where no SO₂ is present to poison the catalyst. Natural gas combustion produces no sulfur, enabling the use of mid-temperature catalyst formulations that would be rapidly deactivated by SO₂ in coal-fired applications.
Process Flow: Smelting Furnace to Ultra-Low Emission Stack
Furnace (×2)
+ Holding (×2)
350–400°C
(3+1 layers)
→ 200°C
Dust Removal
Emission Stack
⭐ New or upgraded equipment in this project
.webp)
CFD Pressure Distribution Validation
The overall pressure distribution across the SCR unit was validated by computational simulation before construction. The simulation confirmed that the gas flow field entering the catalyst layers is sufficiently uniform to prevent local velocity hot-spots that would cause premature catalyst deactivation in the alkali-metal-rich gas environment. The pressure drop across the complete SCR unit was confirmed at ≤600 Pa under full-load operating conditions.
Key Technical Parameters
| Parameter | Specification |
|---|---|
| Process flue gas volume | 125,000 Nm³/h |
| Standard volume | 55,000 Nm³/h |
| SCR reactor operating temperature | 350°C (design); max 350°C; min 200°C |
| Catalyst layer configuration | 3+1 (3 active + 1 spare) |
| Catalyst element size | 150×150 mm cross-section, 800 mm height (H) |
| Wall thickness (inner / outer) | 1.0 mm inner / 1.7 mm outer |
| Porosity | 72.59% |
| Catalyst specific surface area | 409 m²/m³ |
| Active component type | V₂O₅ and WO₃ (vanadium / tungsten) |
| Carrier material | TiO₂ |
| Catalyst chemical life guarantee | 24,000 h |
| Catalyst mechanical life | 10 years |
| Denitration efficiency guarantee | ≥88% (initial activity); ≥24,000 h performance |
| SO₂/SO₃ conversion rate | ≤1% |
| Ammonia slip guarantee | ≤6 ppm |
| SCR pressure drop | ≤600 Pa |
| Urea consumption | 9.5 kg/h (98% purity) |
| Urea hydrolysis water consumption | ≈40 kg/h |
| Maximum system running load | 196.5 kW installed; 147.5 kW actual operating |
| Annual electricity cost (8,000 h/year) | Approx. 425,280 EUR/year (0.36 unit rate equivalent) |
.webp)
05 — Core Advantages
Why Mid-Temperature Hot-Side SCR Is the Right Architecture for Aluminium Smelting Furnace Denitrification
- ✓
No SO₂ at the SCR Inlet Enables Mid-Temperature Catalyst Selection: Because the smelting furnaces are fired on natural gas rather than coal or heavy fuel oil, the off-gas contains no SO₂. This is the enabling condition for the mid-temperature SCR placement at 350–400°C. In coal-fired applications, SO₂ at these temperatures would react with catalyst active sites to form ammonium sulfate deposits that deactivate the catalyst within weeks. The absence of SO₂ in this natural-gas application makes hot-side mid-temperature SCR viable, simultaneously delivering the high NOx removal efficiency of high-temperature operation without the SO₂ poisoning constraint. - ✓
Alkali-Metal-Tolerant Catalyst Formulation Solves the Sector’s Unique Poisoning Challenge: The conventional vanadia-titania catalyst used in power plant SCR would be progressively deactivated by the 30 mg/Nm³ of alkali metal compounds (NaCl, KCl) carried in aluminium smelting furnace off-gas. The alkali metal ions displace active vanadium species from the catalyst surface acidic sites, reducing the NOx-NH₃ reaction rate. The specifically formulated catalyst used in this installation achieved a 24,000-hour chemical life guarantee by incorporating alkali-resistant catalyst architecture that maintains the required active site density despite alkali metal exposure — the core technical innovation of this first-in-sector deployment. - ✓
99.6% Denitrification Efficiency Verified: NOx Outlet at 4 mg/Nm³ vs. 50 mg/Nm³ Limit: The verified denitration efficiency of 99.6% delivers an actual outlet NOx concentration of approximately 4 mg/Nm³ against the design limit of 50 mg/Nm³ and the regulatory limit of 50 mg/Nm³ — an 92% compliance margin. This level of over-compliance provides insurance against future standard tightening and robustness against seasonal and batch-to-batch fluctuations in furnace NOx generation. - ✓
3+1 Catalyst Layer Architecture Enables Continuous Operation Through Catalyst Change-Out: The spare fourth layer ensures that when any of the three active layers requires replacement at the end of its 24,000-hour chemical life, the replacement can be loaded from the spare layer without shutting down the production line. This design feature eliminates the forced production outage that would otherwise be required for catalyst change-out in a single-stack, multi-furnace system. - ✓
Bag Filter Downstream Achieves 99.8% Dust Removal with PM Outlet at 4 mg/Nm³: Positioning the bag filter downstream of both the SCR reactor and the air cooler means that the filter treats a cooler gas stream (approximately 200°C rather than 350°C), reducing bag fabric thermal stress and extending filter bag service life. The downstream position also captures any ammonium salt by-products from the SCR stage, preventing their discharge to the stack, and delivers a PM outlet of approximately 4 mg/Nm³ against the 10 mg/Nm³ design limit. - ✓
Pressure Distribution Simulation Prevents Flow Maldistribution Before Construction: The CFD pressure distribution simulation validated uniform gas flow across the full catalyst cross-section before any structural steel was fabricated. This prevents the local velocity hot-spots that would cause differential catalyst deactivation rates across the catalyst bed, creating non-uniform NOx slip patterns that are difficult to diagnose and remediate post-commissioning.
06 — Operational Results
Verified Compliance Data: All Parameters Well Below EU IED / Dutch Activities Decree Limits
The system achieved the following verified compliance performance, with all actual outlet concentrations substantially below both the design targets and the regulatory limits:
Treatment efficiencies achieved: denitrification 90% (from 100 to ≤10 mg/Nm³ design target), achieved actual 99.6% to 4 mg/Nm³; dust removal 99.8% (from 2,000 to ≤4 mg/Nm³ actual). The maximum system running load is 196.5 kW installed, with actual operating load of 147.5 kW. At 24 h/day operation, 8,000 annual hours, and the equivalent of 0.36 RMB/kWh, the annual electricity cost is approximately 425,280 EUR equivalent. Annual water cost for urea dissolution: approximately 640 ten-thousand RMB equivalent. Annual urea cost at 7.2 kg/h consumption: approximately 633.6 ten-thousand RMB equivalent.
07 — Implementation Cautions
Critical Engineering and Operational Lessons for Aluminium Smelting SCR Applications
- ⚠️
Alkali metal poisoning of the SCR catalyst is the primary long-term performance risk — catalyst selection cannot be delegated to the lowest bidder: The 30 mg/Nm³ of alkali metal compounds in the smelting furnace off-gas is the central material challenge of this application. Standard power plant SCR catalysts deactivate rapidly when exposed to this loading. The catalyst specification must require validated alkali metal tolerance testing at the actual alkali salt species and concentrations present in the off-gas, not generic claims of “alkali resistance.” Request third-party testing reports showing catalyst activity retention after simulated alkali metal exposure before accepting any catalyst supply proposal. - ⚠️
High dust concentration (2,000 mg/Nm³) entering the SCR causes rapid catalyst blockage without effective soot blowing: Smelting furnace off-gas at 2,000 mg/Nm³ of particulate matter is approximately 20× the dust loading of typical power plant SCR installations. Dust deposition in the catalyst honeycomb channels progressively blocks the flow path, increases pressure drop, and reduces the effective catalyst surface area available for NOx-NH₃ contact. The automated soot blowing system with temperature and flow-rate feedback must be properly designed, commissioned, and maintained as a production-critical system, not treated as an optional auxiliary. Soot blowing interval must be calibrated from actual operating data in the first month of operation. - ⚠️
NOx and flue gas temperature fluctuations cause system discharge instability — urea injection must respond dynamically: The documented primary risk is flue gas temperature and NOx concentration fluctuations, which arise from changes in the furnace burner settings and metal charge composition. The urea injection control system must have adequate sensor feedback response time to adjust injection rates within the furnace cycle rate of change. If the response lag is too slow, the SCR enters periods of both over-injection (causing ammonia slip) and under-injection (causing NOx exceedances) during each furnace operating cycle transition. - ⚠️
Close operational linkage between the furnace team and the gas treatment control room is a functional requirement: When fluctuations are detected in temperature or NOx concentration, the furnace operations team must notify the gas treatment control room in advance before making any burner or charge adjustments. Without this coordination, the SCR control system reacts to NOx changes after they have already entered the catalyst zone, giving insufficient time to adjust urea injection. A simple protocol requiring 15–30 minutes advance notice of planned furnace operating changes prevents the majority of real-time compliance exceedance events. - ⚠️
Ammonia slip control is as important as NOx reduction — ≤6 ppm guarantee must be actively monitored: Ammonia slip at the SCR outlet is a regulated parameter under EU IED and Dutch Activities Decree environmental permit conditions, and is also a nuisance odor concern that can trigger community complaints and regulatory inspections. The ≤6 ppm ammonia slip guarantee requires continuous monitoring at the SCR outlet and automatic reduction of urea injection rate when NH₃ concentration approaches the slip limit. Including an in-situ NH₃ sensor in the CEMS specification from commissioning day is essential. - ⚠️
The gypsum scraping system protocol must be maintained even though this application generates no gypsum (no SO₂ in natural gas off-gas): This application does not include a wet FGD system since no SO₂ is present. However, if an SO₂-containing biomass or supplementary fuel co-firing option is ever added to the furnaces in a future operational change, a wet desulfurization stage would be required. Any future modification to fuel type must be notified to the gas treatment system engineer before implementation, as it would fundamentally change the pollutant profile entering the SCR catalyst and potentially accelerate sulfate poisoning.
08 — Engineering Takeaways
Four Lessons from the First Mid-Temperature SCR Deployment in Aluminium Smelting
- 1
The absence of SO₂ in natural-gas-fired aluminium furnaces is the enabling condition for hot-side SCR — this differentiator must be identified at the project definition stage. The decision to position the SCR upstream of the bag filter at 350–400°C was only possible because natural gas combustion produces no SO₂. In a coal or heavy fuel oil-fired equivalent application, this hot-side position would cause rapid ammonium bisulfate catalyst poisoning. The fuel type of the furnace must be confirmed and documented before any SCR architecture decision is made. - 2
Catalyst poisoning by alkali metals is a sector-specific challenge that requires a sector-specific solution — do not specify standard power plant catalyst for smelting furnace SCR. The alkali metal content of aluminium smelting furnace off-gas is the defining difference from power plant and industrial boiler SCR applications. Standard catalyst formulations will deactivate within months at 30 mg/Nm³ alkali metal salt exposure. The 24,000-hour chemical life achieved in this project was the direct result of specifying an alkali-resistant catalyst formulation — a design decision that added marginal cost to the catalyst procurement but prevented the scenario of emergency catalyst replacement at 6–12 months. - 3
Achieving 99.6% denitration efficiency — NOx at 4 mg/Nm³ vs. 50 mg/Nm³ limit — creates a compliance buffer that absorbs both measurement uncertainty and future standard tightening. Under EU IED and Dutch environmental permit conditions, NOx hourly average concentrations are continuously monitored. A system operating at 4 mg/Nm³ against a 50 mg/Nm³ limit has an 8× compliance margin — sufficient to absorb CEMS calibration drift, seasonal furnace NOx variation, and a potential future revision of the limit from 50 to 30 mg/Nm³ without requiring any system modification. This is the correct benchmark for a 10-year technology investment horizon. - 4
The 3+1 catalyst layer design principle should become the standard architecture for any SCR installation with a continuous-production operating profile. The spare fourth catalyst layer in this installation eliminates the production outage that would otherwise be required for planned catalyst change-out at the 24,000-hour life limit. For any SCR installation where the connected production line cannot be shut down for catalyst maintenance without significant financial impact, the additional cost of specifying one spare catalyst layer at the initial design stage is trivial compared to the cost of an unplanned catalyst change-out outage later in the system’s operating life.
09 — Frequently Asked Questions
Mid-Temperature SCR for Aluminium Smelting Furnaces: Ten Questions Answered
Questions from environmental permit managers, process engineers, and procurement teams at aluminium smelting and special material manufacturing facilities evaluating SCR denitrification upgrades.
Ready to Solve Your Aluminium Furnace NOx Challenge?
Explore the Full Range of Industrial Emission Control Solutions
From mid-temperature SCR denitrification for aluminium smelting furnaces to regenerative thermal oxidation systems for industrial VOC abatement, our engineering team delivers EU IED–compliant solutions for the most demanding non-ferrous metals emission control requirements.





















