Kajian Kes · Kawalan Pelepasan Industri
Bagaimana pengeluar grafitisasi bahan anod bateri litium-ion berprestasi tinggi mencapai kecekapan penyahsulfuran 99.85%, saluran keluar SO₂ di bawah 18 mg/Nm³, dan sifar kepulan putih yang kelihatan — daripada aliran luar gas relau Acheson yang membawa SO₂ sehingga 20,000 mg/Nm³ dan zarahan pada 300 mg/Nm³.
FGD Basah Batu Kapur-Gipsum
Denitrifikasi SNCR
Pengurangan Plume Magnetik
Pematuhan Pelepasan Bahan Anod Bateri
01 — Latar Belakang Industri
Cabaran Pelepasan Relau Grafitisasi di Jantung Rantaian Bekalan Bateri EV
Bahan anod merupakan salah satu daripada empat bahan mentah teras bateri litium-ion, dan juga industri baru muncul yang strategik, sejajar dengan keutamaan negara dalam Rancangan Lima Tahun ke-14 dan Objektif Jangka Panjang 2035Perkembangan pesat penggunaan kenderaan elektrik di peringkat global telah menjadikan bahan anod bateri litium sebagai salah satu subsektor perindustrian dengan pertumbuhan tertinggi di seluruh dunia, dengan jumlah penghantaran pada tahun 2023 mencecah 178.3 sepuluh ribu tan (pertumbuhan tahun ke tahun sebanyak 15.1%) dan unjuran menunjukkan 800 sepuluh ribu tan menjelang 2030.
Penggrafitan merupakan langkah bertenaga tertinggi dan pelepasan tertinggi dalam rantaian pengeluaran bahan anod. Relau Acheson memanaskan bahan prekursor karbon kepada suhu melebihi 2,500°C dalam kitaran 64 jam, di mana sebatian sulfur yang terdapat secara semula jadi dalam bahan suapan kok petroleum dan tar arang batu dihalau keluar sebagai SO₂. Kepekatan SO₂ yang terhasil dalam gas luar relau adalah sangat tinggi — secara rutin mencapai 11,302 mg/Nm³ pada salur masuk penyerap penyahsulfuran, dengan nilai puncak didokumenkan pada 20,000 mg/Nm³. Ini menjadikan gas luar relau penggrafitan antara aliran SO₂ berkepekatan tertinggi yang ditemui dalam mana-mana sektor perkilangan di seluruh dunia.
Memandangkan peraturan alam sekitar diperketatkan sehingga tahun 2024 Peraturan Pengurusan Permit Pelepasan Pencemaran dan Pelan Tindakan untuk Mempercepat Pencemaran dan Pengurangan Karbon, keperluan untuk relau grafitisasi tanpa gas bagi mencapai pelepasan ultra rendah menjadi tidak dapat dielakkan. Cabaran teknikal bukan sekadar untuk mengurangkan SO₂ daripada 11,302 kepada ≤18 mg/Nm³ — pengurangan 99.84% — tetapi untuk berbuat demikian sambil mengurus jirim zarahan, NOx, HCl, HF, CO dan kepulan putih yang kelihatan yang menjadikan ketidakpatuhan serta-merta dan jelas kepada umum.

“Relau grafitisasi SO₂ pada 11,302 mg/Nm³ bukanlah masalah penyahsulfuran dandang atau loji janakuasa. Ia adalah masalah rawatan gas asid jenis yang dihadapi dalam pembuatan asid sulfurik. Mencapai kecekapan penyingkiran 99.85% untuk mencapai saluran keluar 18 mg/Nm³ sambil mengurus zarah, NOx dan kepulan putih yang kelihatan secara serentak memerlukan sistem berbilang teknologi yang direka bentuk khas, bukan penyesuaian amalan penyentalan industri standard.”
— Ringkasan Teknikal Kejuruteraan, Projek Penyingkiran Habuk / Penyahsulfuran / Denitrifikasi Industri Penggrafitan
02 — Profil Pencemaran
Relau Acheson Tanpa Gas: Aliran Paling Intensif SO₂ dalam Pembuatan Bahan Bateri
Kemudahan ini mengkhusus dalam R&D, pengeluaran dan penjualan bahan anod bateri litium tenaga baharu dan produk berkaitan grafitisasi. Ia menawarkan perkhidmatan kepada pelanggan mewah antarabangsa, dikira antara tiga pembekal bahan anod terbaik dunia dan memegang 1 projek jenama perusahaan, 2 tanda dagangan berdaftar dan 19 paten.
Relau Acheson beroperasi pada kitaran 64 jam pada suhu yang melampau. Gas serombong mentah keluar pada suhu 170°C dan membawa bahan pencemar berikut secara serentak:
- SO₂ pada 11,302 mg/Nm³ salur masuk ke penyerap FGD (puncak gas mentah didokumenkan pada 20,000 mg/Nm³). Inilah bahan pencemar yang menentukan: keperluan penyingkiran 99.85% untuk mencapai saluran keluar ≤18 mg/Nm³ adalah antara spesifikasi penyahsulfuran yang paling mencabar dalam mana-mana sektor perindustrian.
- Bahan zarahan pada 300 mg/Nm³ (gas mentah), yang terdiri terutamanya daripada grafit dan habuk karbon daripada bahan cas relau. Saluran keluar sasaran: ≤5 mg/Nm³ — keperluan pengurangan keseluruhan 98.3%.
- NOx pada 100 mg/Nm³ daripada tindak balas udara pembakaran suhu tinggi. Saluran keluar sasaran: ≤100 mg/Nm³ melalui denitrasi SNCR di hulu.
- CO pada 100 mg/Nm³Memerlukan pemantauan keselamatan CO2 dan pengurusan pembakaran di hulu mana-mana peringkat rawatan tertutup.
- HF pada 5 mg/Nm³ dan HCl pada 15 mg/Nm³Kedua-duanya merupakan gas asid menghakis yang memacu spesifikasi bahan tahan kakisan untuk semua komponen basah.
- Kebolehubahan suhu tinggiGas mentah pada suhu 170°C mesti dikurangkan kepada di bawah 120°C oleh penukar haba pemulihan tenaga sebelum kipas draf teraruh dan dikurangkan lagi kepada di bawah 40°C oleh salur masuk unit MPA. Keperluan pengurusan suhu ini memacu pelaburan peralatan tambahan yang ketara.
- Variasi kitaran SO₂ yang ekstremSemasa kitaran relau Acheson selama 64 jam, kepekatan SO₂ mencapai puncaknya pada kira-kira 20,000 mg/Nm³ dan boleh kekal tinggi untuk tempoh 2–3 jam. Sistem penyahsulfuran mesti direka bentuk untuk beban SO₂ maksimum di bawah keadaan operasi gas serombong besar, SO₂ maksimum yang paling tidak menguntungkan.
| Parameter | Gas Mentah / Masuk ke Rawatan | Outlet (Reka Bentuk) | Had Kawal Selia |
|---|---|---|---|
| SO₂ | Purata 11,302 mg/Nm³ (puncak 20,000) | ≤18 mg/Nm³ | 18 mg/Nm³ |
| Bahan zarahan (PM) | 300 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| CO | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| HF | 5 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| HCl | 15 mg/Nm³ | ≤15 mg/Nm³ | 15 mg/Nm³ |
| Kepulan putih yang kelihatan | Hadir | Tiada (tidak kelihatan) | Tiada kepulan putih yang kelihatan |
| Isipadu gas serombong (kadar, FGD) | 140,000 Nm³/j | — | — |
| Isipadu yang dirawat MPA | 100,000 Nm³/j | — | — |
| Suhu gas mentah | 170°C | — | — |
| Piawaian yang berkenaan | Arahan Pelepasan Perindustrian EU (IED 2010/75/EU) dan Dekri Aktiviti Belanda (Activiteitenbesluit milieubeheer) | ||
03 — Keperluan Kejuruteraan
Mengapa Pendekatan Penyahsulfuran Perindustrian Standard Tidak Dapat Menyelesaikan Masalah SO₂ Penggrafitan
Cabaran kejuruteraan projek ini bukan sekadar memilih teknologi — ia mereka bentuk sistem berbilang peringkat bersepadu yang menangani semua enam parameter pencemaran secara serentak sambil mengurus kebolehubahan kitaran kepekatan SO₂ yang melampau merentasi kitaran relau Acheson selama 64 jam.
Reka Bentuk untuk Beban SO₂ Puncak, Bukan Purata
Sistem FGD mesti mencapai pematuhan di bawah senario SO₂ maksimum: isipadu gas serombong maksimum yang sepadan dengan kepekatan SO₂ maksimum (20,000 mg/Nm³). Reka bentuk untuk purata (11,302 mg/Nm³) akan mengakibatkan melebihi pematuhan semasa tempoh puncak 2–3 jam setiap kitaran relau.
Pemulihan Tenaga sebagai Elemen Reka Bentuk Integral
Gas mentah 170°C membawa tenaga haba yang boleh dipulihkan. Penukar haba penukaran dan pemulihan tenaga dinyatakan sebagai peringkat rawatan pertama untuk mengurangkan suhu gas serombong kepada 119.46°C sebelum kipas draf teraruh, menambah baik keadaan operasi kipas dan mengurangkan beban haba peralatan hiliran sambil memulihkan tenaga haba yang berguna untuk kemudahan tersebut.
Penyerapan Dwi-Peringkat untuk SO₂ Ekstrem
FGD batu kapur-gipsum menara tunggal tidak dapat mencapai penyingkiran 99.85% SO₂ daripada 11,302 mg/Nm³ kepada ≤18 mg/Nm³ dalam satu laluan. Seni bina penyerapan dua peringkat — penggosok primer diikuti oleh penggosok sekunder — diperlukan, dengan pemantauan pH antara peringkat dan pengurusan buburan untuk mengekalkan kecekapan penyerapan optimum merentasi kedua-dua menara secara berterusan.
Penghapusan Bulu Putih melalui MPA Hiliran
Selepas FGD dua peringkat, gas pasca-penggosok masih tepu dengan wap air dan kabus asid baki. Unit Pengurangan Plume Magnetik (BLCNXB-10W, 100,000 Nm³/j) ditentukan sebagai peringkat penggilapan terakhir, dipasang selepas penukar haba pemulihan tenaga yang menaikkan suhu gas melebihi 80°C untuk mengelakkan pembentukan plume pemeluwapan yang boleh dilihat.
Pengurusan Produk Sampingan Gipsum
Proses FGD batu kapur-gipsum menghasilkan kalsium sulfat (gipsum) sebagai hasil sampingan sehingga 2,618 kg/j. Sistem ini mesti menggabungkan penyahairan gipsum untuk mencapai kandungan lembapan di bawah 15% untuk pengendalian dan pelupusan yang praktikal. Gipsum mesti mematuhi piawaian kualiti hasil sampingan yang membolehkan penggunaan semula sebagai bahan binaan dan bukannya pelupusan sebagai sisa.
Rintangan Kakisan untuk Perkhidmatan HF dan SO₂ Tinggi
Gabungan SO₂ pada 11,302 mg/Nm³ dan HF pada 5 mg/Nm³ menghasilkan persekitaran menghakis yang sangat agresif. Semua permukaan basah dalam penyerap FGD, sistem pengendalian gipsum dan unit MPA mesti dinyatakan dalam bahan yang dinilai untuk perkhidmatan asid gabungan ini. Keluli karbon standard atau keluli tahan karat lembut tidak boleh diterima untuk mana-mana komponen basah.
Integrasi SNCR untuk Pematuhan NOx
Denitrasi SNCR (Pengurangan Bukan Pemangkin Selektif) disepadukan ke dalam rangkaian rawatan untuk menangani had 100 mg/Nm³ NOx. Titik suntikan reagen SNCR mesti diletakkan di dalam tetingkap suhu (850–1,100°C) di dalam saluran luar gas relau untuk penguraian NOx yang berkesan tanpa gelinciran ammonia.
Keselamatan: Pengurusan Bahaya Kebakaran, Letupan dan CO2
Gas luar relau grafitisasi mengandungi habuk karbon mudah terbakar dan CO pada 100 mg/Nm³, kedua-duanya mewujudkan risiko kebakaran dan letupan dalam peralatan rawatan tertutup. Langkah pencegahan kebakaran, perlindungan letupan dan anti-karat mesti direka bentuk ke dalam sistem dan semua saling kunci peralatan mesti menggabungkan pemantauan kepekatan CO dengan keupayaan pintasan automatik.
04 — Penyelesaian Rawatan
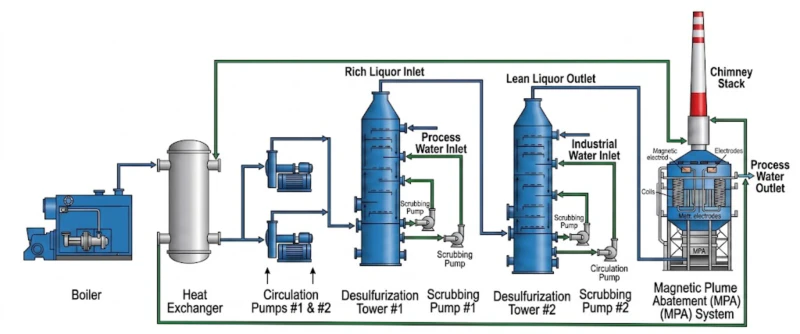
Sistem Rawatan Empat Peringkat Bersepadu: Pemulihan Tenaga → FGD Menara Berkembar → MPA → Susunan Bersih
Sistem rawatan ini menggabungkan tiga teknologi terbukti secara bersiri, setiap satu menangani set bahan pencemar yang berbeza daripada aliran luar gas relau grafitisasi. Gabungan ini dipilih untuk mengeksploitasi kekuatan pelengkap setiap teknologi sambil menghapuskan titik buta setiap teknologi melalui peringkat-peringkat lain.
Peringkat 1: Penukar Haba Pemulihan Tenaga (170°C → 119.46°C)
Relau grafitisasi mentah yang mengeluarkan gas pada suhu 170°C mula-mula diarahkan ke penukar haba pemulihan tenaga, di mana kandungan tenaga haba gas panas dipindahkan ke medium kerja untuk kegunaan kemudahan. Suhu gas dikurangkan kepada 119.46°C sebelum kipas draf teraruh, meningkatkan keadaan operasi kipas dan memanjangkan hayat peralatan. Penukar haba mengendalikan 85,000 Nm³/j dengan luas pemindahan haba 934 m² dan penurunan tekanan peralatan sebanyak 273 Pa.
Peringkat 2: Kipas Draf Teraruh → FGD Gipsum Batu Kapur Dua Peringkat (140,000 Nm³/j)
Dua menara penyerapan batu kapur-gipsum arus lawan merawat aliran gas 140,000 Nm³/j. Penggosok utama menggabungkan penghilang kabus skrin 2 lapisan; penggosok sekunder mempunyai set penghilang kabus skrin 1 lapisan dan 1 set penghilang kabus berkas. Antara kedua-dua menara, sistem pemantauan paras cecair dan pemantauan pH dalam talian membolehkan pengisian semula buburan masa nyata dan kawalan pH cecair antara peringkat — memastikan litar buburan kekal seimbang secara optimum merentasi kitaran relau 64 jam penuh tanpa campur tangan manual. Parameter FGD utama: penggunaan batu kapur 1,858 kg/j (maks), pengeluaran gipsum 2,618 kg/j (maks), kandungan lembapan gipsum di bawah 15%, kapasiti penyimpanan batu kapur 150 m³ dengan autonomi 3 hari.
Peringkat 3: Denitrifikasi SNCR
Denitrasi SNCR dengan anggaran kecekapan penyingkiran 50% mengurangkan NOx daripada 100 mg/Nm³ untuk memenuhi spesifikasi saluran keluar. Sistem suntikan SNCR beroperasi dalam zon suhu tinggi kerja saluran luar gas di mana penguraian terma kompleks reagen NOx berkesan tanpa memerlukan katil pemangkin SCR khusus.
Peringkat 4: Pengurangan Blum Magnetik (100,000 Nm³/j)
Selepas FGD dua peringkat, gas yang telah dibersihkan melalui penukar haba pemulihan tenaga kedua (unit penukaran tenaga dan peningkatan suhu) yang menaikkan suhu gas daripada kira-kira 45°C kepada melebihi 80°C, sekali gus mengurangkan margin titik embun wap air dan menambah baik keadaan untuk penangkapan plum MPA. Gas kemudiannya memasuki unit Pengurangan Plume Magnetik BLCNXB-10W untuk penggilapan mendalam akhir dan penyingkiran plum putih sebelum dinyahcas melalui timbunan utama.
Relau
170→119°C
Kipas
Menara FGD
Menara FGD
HX →80°C
(BLCNXB-10W)
Tumpukan
Parameter Teknikal Utama Unit MPA
| Parameter | Spesifikasi |
|---|---|
| Model Unit MPA | BLCNXB-10W |
| Jenis Susun Atur | Modul luaran menara, berdiri sendiri |
| Orientasi Aliran Udara | Ekzos masuk bawah, ekzos atas (terus) |
| Kecekapan Penulenan | ≥95% |
| Kepekatan Bahan Pencemar Campuran Masuk | 100 mg/Nm³ |
| Kepekatan Pencemar Campuran Saluran Keluar | ≤5 mg/Nm³ |
| Rintangan Sistem | 300 Pa |
| Isipadu Gas Serombong yang Dirawat | 100,000 Nm³/j |
| Suhu Gas Masuk MPA | 80°C oleh HX kenaikan suhu sebelum MPA |
| Tekanan Sistem | Reka bentuk ±5,000 Pa |
| Dimensi Peralatan (L×D) | Pelan 7,900 × 7,900 mm |
| Ketinggian Peralatan | 17,000 mm |
| Penjana Tenaga Magnetik | BLEMG-2K |
| Penggunaan Kuasa Purata MPA | 80 kW |
| Faktor Beban Masa Larian MPA | 195 (indeks beban operasi) |
05 — Kelebihan Teras
Mengapa FGD + SNCR + MPA Batu Kapur-Gypsum Adalah Seni Bina yang Tepat untuk Relau Penggrafitan Luar Gas
- ✓
FGD Batu Kapur-Gipsum Mencapai Penyingkiran 99.85% SO₂ daripada 11,302 mg/Nm³ Gas Mentah: Kecekapan penyahsulfuran yang disahkan sebanyak 99.85% — mengurangkan SO₂ masuk daripada 11,302 kepada purata keluar sebanyak 8 mg/Nm³ — adalah luar biasa walaupun mengikut piawaian FGD loji janakuasa arang batu, yang biasanya merawat kepekatan SO₂ satu peringkat magnitud lebih rendah. Proses batu kapur-gipsum dipilih untuk aplikasi ini kerana ia menggunakan reagen yang banyak dan berkos rendah (batu kapur diperoleh secara meluas dan stabil harga), menghasilkan produk sampingan yang boleh digunakan secara komersial (gipsum untuk pembinaan), dan mempunyai nisbah cecair-kepada-gas terendah bagi semua kimia FGD basah untuk kecekapan penyingkiran yang setanding. Reka bentuk penghilang kabus intra-menara dan sistem pemantauan pH antara peringkat adalah inovasi kejuruteraan khusus yang membolehkan prestasi ini pada tahap kepekatan SO₂ penggrafitan. - ✓
Pemulihan Tenaga Menukar Aliran Sisa Terma kepada Aset Kemudahan: Gas mentah 170°C membawa tenaga haba yang ketara yang diekstrak oleh penukar haba hulu sebelum sistem FGD, sekali gus mengurangkan suhu kepada 119.46°C. Tenaga yang dipulihkan ini dikembalikan ke kemudahan sebagai haba yang berguna, meningkatkan kecekapan tenaga keseluruhan dan mengurangkan kos tenaga bersih sistem rawatan. Penukar haba kedua di hilir FGD meningkatkan suhu gas sebelum unit MPA, seterusnya mengoptimumkan prestasi penyingkiran plume. Konfigurasi penukar haba berganda menjadikan sistem ini dioptimumkan dari segi haba dan alam sekitar. - ✓
Pengoptimuman Simulasi Komputer Memberikan Rintangan Rendah dan Reka Bentuk Cekap Tenaga: Simulasi dinamik bendalir pengiraan lanjutan telah digunakan untuk mengoptimumkan taburan halaju gas dalam menara penyerap FGD, meminimumkan rintangan dalaman dan mencapai sentuhan reagen-gas yang seragam. Pendekatan reka bentuk berasaskan simulasi ini menghasilkan sistem dengan penggunaan elektrik yang lebih rendah dan penggunaan reagen yang lebih tinggi berbanding menara yang direka bentuk secara empirikal dengan kapasiti yang setara, sambil memastikan pematuhan di bawah keadaan beban SO₂ terburuk. - ✓
Produk Sampingan Gipsum Membolehkan Operasi Sifar Sisa: Kadar pengeluaran gipsum maksimum 2,618 kg/j daripada tindak balas FGD bukanlah sisa — ia merupakan bahan binaan yang boleh digunakan secara komersial apabila dinyahair sehingga kandungan lembapan di bawah 15%. Sistem ini menggabungkan penapis tali pinggang vakum atau sistem penyahairan yang setara untuk mencapai spesifikasi ini, membolehkan gipsum dijual atau digunakan dalam aplikasi bahan binaan di tapak. Ini menghapuskan kos pelupusan sisa pepejal dan beban kawal selia yang sebaliknya akan timbul daripada merawat gipsum sebagai sisa industri. - ✓
Prestasi Pematuhan yang Disahkan Merentasi Enam Parameter yang Dikawal Selia Secara Serentak: Sistem ini mencapai: kecekapan penyahsulfuran 99.85% (saluran keluar SO₂ 8 mg/Nm³, berbanding had 18); kecekapan penyingkiran habuk 98.4% (saluran keluar PM 2.4 mg/Nm³, berbanding had 5); kecekapan denitrifikasi 55%; saluran keluar NOx 45 mg/Nm³ (berbanding had 100); saluran keluar HF 1 mg/Nm³ (berbanding had 5); saluran keluar HCl 3.5 mg/Nm³ (berbanding had 15); dan sifar kepulan putih yang kelihatan. Kesemua enam parameter berada pada margin pematuhan yang ketara di bawah had masing-masing secara serentak. - ✓
Keupayaan Mula Semula Satu Butang untuk Sistem Peredaran Bubur: Reka bentuk ini menggabungkan fungsi mula semula automatik satu butang untuk sistem peredaran buburan berikutan penutupan yang dirancang atau kecemasan, menghapuskan penjujukan injap manual yang kompleks yang diperlukan sebelum ini. Ini mengurangkan beban kerja pengendali dan risiko ralat manusia dengan ketara semasa mula semula sistem, yang merupakan tempoh kritikal untuk risiko melebihi pematuhan dalam aplikasi FGD SO₂ tinggi.
06 — Keputusan Operasi
Data Pematuhan yang Disahkan: Semua Enam Parameter Pencemar Di Bawah Had Kawal Selia
Sistem bersepadu ini mencapai semua sasaran pematuhan secara serentak, dengan margin yang besar di bawah had kawal selia merentasi semua parameter yang dipantau:
Beban maksimum operasi sistem yang lengkap ialah 1,522.55 kW. Pada operasi berterusan 24 jam/hari, kos elektrik harian ialah 13,154.832 RMB (pada 0.36 RMB/kWh). Bagi 8,000 jam operasi tahunan, kos elektrik tahunan adalah kira-kira 4,384.944 sepuluh ribu RMB. Penggunaan air tahunan adalah kira-kira 4.85 tan/j; pada 5 tan/j selama 24 jam/hari dan harga seunit air sebanyak 2 RMB/t, kos air harian ialah 240 RMB, bersamaan dengan 80 sepuluh ribu RMB setahun. Penggunaan batu kapur pada 1,858.632 kg/j pada 300 RMB/t menghasilkan kos batu kapur tahunan sebanyak 445.92 sepuluh ribu RMB.
07 — Amaran Pelaksanaan
Pelajaran Kejuruteraan Kritikal dan Operasi untuk Aplikasi FGD Relau Penggrafitan
- ⚠️
Pengurusan kepekatan buburan merupakan parameter operasi paling kritikal dalam FGD batu kapur-gipsum SO₂ tinggi: Pengalaman operasi projek yang didokumenkan menyatakan: (1) paras cecair buburan batu kapur penggosok primer tidak boleh melebihi paras limpahan; semasa menambah air semasa menambah batu kapur, kepekatan mesti dikawal pada 15%–20%; (2) apabila pH gelung peredaran penggosok primer jatuh di bawah 4.5, tambahkan buburan dan kekalkan pH pada 4.5–5.5; (3) apabila pH gelung peredaran penggosok sekunder jatuh di bawah 5.5, tambahkan buburan dan kekalkan pH penggosok sekunder pada 5.5–6.5. Kegagalan untuk mengekalkan julat pH ini menyebabkan kehilangan kecekapan penyerapan SO₂ yang cepat dan melebihi pematuhan dalam beberapa minit pada kepekatan SO₂ yang tinggi yang menjadi ciri relau grafitisasi di luar gas. - ⚠️
Protokol permulaan sistem gipsum mesti dipatuhi dengan tepat: (1) Semasa memulakan sistem pengikisan gipsum, buka injap masuk bekas tekanan terlebih dahulu, kemudian buka bekalan kuasa; (2) selepas memulakan pam pengikisan gipsum, pastikan pintu injap masuk terbuka sepenuhnya sebelum memulakan semula; (3) selepas setiap pelepasan tekan gipsum, bersihkan saluran keluar penapis tekanan di tapak. Penyimpangan daripada urutan ini menyebabkan peristiwa tekanan balik gipsum yang boleh menyekat sistem pengikisan dan memerlukan penyelenggaraan yang tidak dirancang semasa pengeluaran. - ⚠️
Permulaan sistem peredaran memerlukan penjujukan injap air terlebih dahulu, kemudian air penyejuk: (1) Semasa memulakan sistem peredaran, buka injap saluran keluar dan injap air penyejuk ke kedudukan mula-buka; (2) setiap jam catatkan nilai pH menara FGD peringkat pertama dan kedua, perhatikan tahap cecair buburan, dan pastikan ia kekal dalam julat operasi biasa; (3) pada selang masa yang dijadualkan (setiap 4 jam), bersihkan muncung semburan untuk mengesahkan bahawa penghilang kabus berjalan seperti biasa tanpa penyumbatan; (4) semasa operasi sistem, pastikan kipas pengoksidaan berjalan seperti biasa untuk memastikan bekalan udara yang mencukupi untuk pembentukan gipsum; (5) kawal paras cecair tangki dan pada paras cecair yang tinggi buka injap saluran keluar pam pelepasan untuk penyaliran, untuk memudahkan pengendalian kejadian kecemasan. - ⚠️
Pengurusan suhu MPA tidak boleh dirundingkan untuk penyingkiran kepulan yang boleh dipercayai: Suhu salur masuk unit MPA mesti dikekalkan antara 46–55°C (dikawal oleh unit penaik suhu penukaran tenaga). Suhu salur keluar unit pemulihan tenaga dan penaik suhu mesti dikawal melebihi 80°C untuk mengelakkan pembentukan kepulan putih yang kelihatan. Jika suhu gas terlalu rendah semasa memasuki unit MPA, margin titik embun wap air akan mengecut dan kepulan putih yang kelihatan akan muncul semula di cerobong walaupun kepekatan bahan pencemar mematuhi piawaian. Pemantauan suhu di salur masuk MPA dan salur keluar unit pemulihan tenaga mesti disertakan dalam sistem penggera SCADA dengan titik tetapan amaran pertama. - ⚠️
Voltan dan arus MPA mesti diuruskan dalam had yang dinilai: Voltan kawalan penjana magnet MPA hendaklah dikekalkan pada kira-kira 60 kV. Arus maksimum tidak boleh melebihi 1,000 mA. Perhatian mesti diberikan kepada suhu, kelembapan dan faktor persekitaran lain di sekitar unit MPA, serta status fungsi gegelung elektromagnet, penjana magnet dan komponen elektromagnet. Melebihi had arus menyebabkan degradasi penebat dalam gegelung medan magnet dan boleh mengakibatkan kejadian arka yang merosakkan lapisan penyerap. - ⚠️
Kepekatan SO₂ dan turun naik suhu adalah risiko ketidakstabilan sistem utama: Analisis risiko projek mengenal pasti suhu gas serombong dan turun naik SO₂ sebagai punca ketidakstabilan pelepasan sistem. Turun naik ini timbul daripada kitaran relau Acheson 64 jam yang wujud dan bukannya kerosakan peralatan. Protokol tindak balas sistem memerlukan: (1) mengekalkan komunikasi rapat antara sistem penulenan gas serombong dan pasukan operasi relau grafitisasi; apabila turun naik diperhatikan, berikan pemberitahuan awal dan ambil langkah yang berkaitan dengan segera; (2) perkukuhkan pusingan pemeriksaan kakitangan untuk memastikan peralatan berjalan seperti biasa; sentiasa mengemas kini langkah keselamatan dan pelan kontingensi untuk memastikan tindak balas kecemasan yang berkesan. Integrasi sistem kawalan FGD dengan DCS operasi relau untuk amaran trend SO₂ awal amat disyorkan.
08 — Intipati Kejuruteraan
Empat Pengajaran daripada Projek Rawatan Pelbagai Pencemar Relau Grafitisasi Ini
- 1
Reka bentuk untuk beban SO₂ puncak, bukan kepekatan purata, atau anda akan melanggar pematuhan semasa setiap puncak kitaran relau. Kitaran 64 jam relau Acheson menghasilkan puncak SO₂ pada 20,000 mg/Nm³ semasa fasa suhu tinggi. Sistem yang direka untuk purata 11,302 mg/Nm³ akan kurang ditentukan untuk puncak dan akan mengeluarkan SO₂ melebihi had 18 mg/Nm³ selama 2–3 jam setiap kitaran. Asas reka bentuk yang betul ialah senario beban puncak — isipadu gas serombong maksimum yang bertepatan dengan kepekatan SO₂ maksimum — dengan prestasi purata kemudiannya memberikan margin pematuhan yang mewujudkan penimbal kawal selia sistem. - 2
FGD dua peringkat dwi-menara merupakan satu-satunya seni bina yang berdaya maju untuk penyingkiran 99.85% SO₂ daripada kepekatan melebihi 10,000 mg/Nm³. Sistem FGD batu kapur-gipsum menara tunggal direka bentuk dengan andal untuk penyingkiran 90–95% daripada kepekatan SO₂ di bawah 2,000 mg/Nm³. Mencapai 99.85% daripada 11,302 mg/Nm³ memerlukan dua peringkat dengan pemantauan pH antara peringkat dan pengisian semula buburan, kerana kimia penyental memerlukan bahagian hadapan buburan pH tinggi yang segar pada peringkat kedua untuk menangkap SO₂ baki yang terlepas daripada buburan tepu peringkat pertama. Reka bentuk dua peringkat harus menjadi lalai untuk sebarang aplikasi dengan SO₂ masuk melebihi 5,000 mg/Nm³. - 3
Komunikasi masa nyata antara pasukan operasi relau dan bilik kawalan FGD adalah keperluan operasi, bukan ihsan. Analisis risiko turun naik SO₂ dalam projek ini secara eksplisit mengenal pasti keperluan untuk pemberitahuan awal daripada pasukan relau apabila keadaan operasi berubah. Tanpa pautan komunikasi ini, sistem FGD bertindak balas secara reaktif terhadap lonjakan SO₂ selepas ia telah memasuki penyerap, memberikan masa yang tidak mencukupi untuk melaraskan pH dan kadar aliran buburan sebelum berlakunya pelampauan pematuhan. Protokol mudah — pengendali relau memaklumkan bilik FGD 30 minit sebelum sebarang perubahan fasa kitaran relau yang dirancang — menyediakan masa amaran yang diperlukan untuk pelarasan buburan proaktif. - 4
Hasil sampingan gipsum merupakan aset pendapatan dan kemampanan, bukan masalah pengurusan sisa. Pada kadar pengeluaran maksimum 2,618 kg/j dan kos input batu kapur 300 RMB/t, sistem ini menukar reagen mineral kos rendah kepada gipsum pembinaan gred komersial yang menghapuskan kos pelupusan dan liabiliti alam sekitar yang berkaitan dengan merawat kalsium sulfat sebagai sisa pepejal. Membingkaikan sistem FGD sebagai unit pengeluaran gipsum — dengan penyahsulfuran sebagai langkah proses penambahan nilai — dan bukannya unit rawatan sisa mewujudkan model ekonomi yang lebih tepat untuk penilaian pelaburan dan pembuatan keputusan operasi yang berterusan.
09 — Soalan Lazim
Kawalan Pelepasan Relau Grafitisasi: Sepuluh Soalan Dijawab
Soalan daripada jurutera pematuhan alam sekitar, pengurus pengeluaran dan pasukan perolehan teknikal di kemudahan penggrafitan bahan anod bateri litium yang merancang penaiktarafan kawalan pelepasan.
Bersedia untuk Menyelesaikan Cabaran Pelepasan Relau Penggrafitan Anda?
Terokai Pelbagai Penyelesaian Kawalan Pelepasan Perindustrian
Daripada penyingkiran habuk relau grafitisasi bersepadu, penyahsulfuran dan denitrifikasi kepada sistem pengoksidaan terma regeneratif untuk pengurangan VOC farmaseutikal dan kimia, pasukan kejuruteraan kami menyediakan penyelesaian pematuhan yang disahkan untuk cabaran pelepasan perindustrian yang paling mencabar dalam rantaian bekalan bahan bateri global.





















