Fallstudie · VOC-Reduzierung
Wie ein Hersteller von recycelten Kunststoffgranulaten eine VOC-Entfernung von 99,21 TP3T aus 40.000 m³/h Extruder- und Granulierabgasen erreichte, die große Mengen an klebrigem, viskosem Teer, organischen Dämpfen und HCl enthielten – durch den Einsatz einer vierstufigen Vorbehandlungskette, die um einen Hochspannungs-Ionisationsfänger herum aufgebaut ist, der den Teer kontinuierlich sammelt und ableitet und so den nachgeschalteten Trockenfilter und das RTO-Keramikbett vor der schnellen Verstopfung schützt, die jedes Behandlungssystem zerstört, das nicht für die spezifische Herausforderung der Kunststoffgranulierungsteer ausgelegt ist.
Ionisationsfänger
Teervorbehandlung
Drei-Bett-RTO
Recycelter Kunststoff
01 — Branchenhintergrund
Kunststoffgranulierung: Das Problem der Teerablagerungen, das Standard-RTO-Systeme innerhalb weniger Wochen außer Gefecht setzt.
Die globale Kunststoffindustrie produziert enorme Mengen an Kunststoffabfällen. Die Preise für Neuware liegen bei 8.000–10.000 RMB/Tonne, während recycelte Kunststoffgranulate nur 3.500–6.300 RMB/Tonne kosten – ein überzeugender wirtschaftlicher Anreiz für das Recycling. Eine mittelgroße Folienblasfabrik verbraucht jährlich über 1.000 Tonnen recycelte Polyethylengranulate; eine mittelgroße Strickwarenfabrik über 2.000 Tonnen recycelte Polypropylengranulate. Der große und wachsende Sektor der recycelten Kunststoffgranulate leistet einen wichtigen Beitrag zur Kreislaufwirtschaft: Abfallfolien, -beutel und -verpackungen dienen als Rohmaterial für die Granulierung zu hochwertigen Recyclinggranulaten.
Bei der Kunststoffgranulierung entstehen Dämpfe, die sich grundlegend von allen anderen in dieser Sammlung aufgeführten industriellen VOC-Anwendungen unterscheiden. Werden Kunststoffabfälle (Polyethylen, Polypropylen, PVC und Polymergemische) für die Schmelzextrusion und Granulierung auf 200–300 °C erhitzt, entsteht durch die thermische Zersetzung des Polymermaterials Folgendes:
- Teer/Koksöl – die entscheidende Herausforderung: Hochviskose, hochsiedende organische Verbindungen kondensieren aus der Pyrolyse von Polymerketten. Teer ist klebrig und lässt sich nach der Ablagerung auf Oberflächen nur äußerst schwer entfernen. In herkömmlichen RTO-Keramikspeichern verengen Teerablagerungen innerhalb von Tagen bis Wochen die Keramikkanäle zunehmend, was zu einem drastischen Druckabfall und schließlich zum Totalausfall des Systems führt. Dies ist kein geringfügiges Wartungsproblem, sondern eine grundlegende Herausforderung der Materialwissenschaft, die herkömmliche RTO-Systeme ohne eine spezielle Teer-Vorbehandlung für die Kunststoffgranulierung ungeeignet macht.
- Gemisch aus verschiedenen organischen VOCs: Die spezifischen organischen Verbindungen hängen vom Polymertyp ab: Polyethylen und Polypropylen erzeugen Alken- und Alkanpyrolyseprodukte; PVC erzeugt Styrol, Vinylchlorid und HCl; gemischte Polymerströme erzeugen all diese Verbindungen gleichzeitig. Der Erfahrungsbericht stellt fest, dass der PVC-Anteil im gemischten Kunststoffabfall HCl (in dieser Anlage als HCl-100 mit 100 mg/Nm³ klassifiziert) erzeugt, was korrosive Bedingungen im gesamten Sammelsystem verursacht und korrosionsbeständige Materialien erfordert.
- Geruchsstoffe: Bei der Kunststoffgranulierung entstehen Aldehyde, Ketone und andere geruchsaktive Verbindungen, die zu Beschwerden von Anwohnern führen. Das Geruchsproblem wird ausdrücklich als Hauptgrund für die Emissionskontrolle in Kunststoffgranulierungsanlagen genannt: Ohne entsprechende Maßnahmen beeinträchtigt der Geruch die lokale Luftqualität und löst behördliche Beschwerden aus, selbst wenn die NMHC-Konzentrationen innerhalb der zulässigen Grenzwerte liegen.
- Hohe Luftfeuchtigkeit (80%) mit Wasserdampf und organischen Aerosolen: Das Verfahren arbeitet bei erhöhter Temperatur und hoher Luftfeuchtigkeit und erzeugt einen Gasstrom, der gleichzeitig Wasserdampf und organische Aerosole enthält. Die Sprühwasch-Quench-Stufe reduziert Temperatur und Luftfeuchtigkeit vor der Ionisierungsstufe.
Das Unternehmen in dieser Fallstudie ist ein Hersteller von recycelten Kunststoffgranulaten mit sechs Extrudern und sechs Granuliermaschinen, die in drei Behandlungsgruppen mit je vier Maschinen unterteilt sind. Das gesamte Abgasvolumen aller Produktionsanlagen beträgt 40.000 m³/h. Die bestehende Anlage (nur Sprühwäsche + Ionisationsabscheider) erfüllte die Genehmigungsauflagen nicht. Dieses Projekt ergänzt die Anlage um eine Tiefenreinigungsstufe (RTO), um die Emissionen normgerecht zu gestalten. Die bestehende Vorbehandlung mittels Ionisationsabscheider ist dabei ein wesentlicher Schutz für die RTO.

02 — Verschmutzungsprofil
Abgase aus der Kunststoffgranulierung: 1.000 mg/Nm³ NMHC, HCl-100 korrosiv, 80% Feuchtigkeit und überwiegend Teerbelastung
Das kombinierte Abgasvolumen beträgt 40.000 Nm³/h; das Prozessvolumen beträgt 45.860 Nm³/h bei 40 °C. Lüfterleistung: 110 kW; Lüfterdruck: 4.500 Pa; Kanaldurchmesser: φ1.000 mm. O₂-Gehalt: 21% (Istwert/Referenzwert). Luftfeuchtigkeit: 80% — der höchste Wert aller Fallstudien in dieser Sammlung. Die Feuchtigkeit des 80% resultiert aus dem kombinierten Dampf der Heißkunststoffschmelzextrusion und dem Kühlwasser der Abschreckung. Die kritische korrosive Komponente ist HCl mit 100 mg/Nm³ (HCl-100-Klassifizierung), das aus dem PVC-Anteil im gemischten Kunststoffabfall-Rohmaterial stammt.
Benzolartige Aromaten sind nicht als Hauptbestandteile aufgeführt, obwohl in den Konformitätsdaten Grenzwerte für Benzol und Toluol im Auslauf festgelegt sind, die Spurenmengen aus PVC-Pyrolyseprodukten widerspiegeln. Die größte Herausforderung bei der Aufbereitung liegt nicht in der VOC-Chemie (die, abgesehen von der Korrosivität durch HCl, relativ einfache Kohlenwasserstoff-Pyrolyseprodukte sind), sondern in der physikalischen Teerbelastung. Der Teergehalt ist hoch, die Viskosität extrem, und die Tendenz zur Ablagerung auf allen Oberflächen stromabwärts des Extruders stellt die wichtigste Konstruktionsvorgabe dar.
| Parameter | Anfangskonzentration | Tatsächliche Filiale | EU IED / NER Limit |
|---|---|---|---|
| NMHC (Gesamt-VOCs) | 1.000 mg/Nm³ | 8 mg/Nm³ | IED ≤60 mg/Nm³ |
| Benzol | Spuren (aus der PVC-Pyrolyse) | 1 mg/Nm³ | IED ≤2 mg/Nm³ |
| Toluol | Verfolgen | 2 mg/Nm³ | IED ≤5 mg/Nm³ |
| Xylol | Verfolgen | 8 mg/Nm³ | IED ≤10 mg/Nm³ |
| Salzsäure (ätzend) | 100 mg/Nm³ (HCl-100) | Durch Sprühwäsche entfernt | IED-Kurzfassung |
| Teergehalt | HOCH (klebrig-viskos; verstopft alle Geräte) | Durch Ionisationsfänger entfernt | — |
| Luftfeuchtigkeit | 80% (sehr hoch) | Durch Sprühabschreckung reduziert | — |
| Standardgasvolumen | 40.000 Nm³/h | — | — |
| Prozessgasvolumen | 45.860 Nm³/h bei 40 °C | — | — |
Das Problem der Teerablagerungen stellt die zentrale technische Herausforderung dar: Die Erfahrungszusammenfassung stellt ausdrücklich fest: „Aufgrund seiner hohen Viskosität und seines hohen Gehalts lagert sich Teer, der beim Granulieren von Kunststoffen entsteht, extrem leicht in Anlagen und Rohrleitungen ab, was zu Verstopfungen und Behinderungen des Gasflusses führt und die nachfolgende Reinigung erheblich beeinträchtigt. Wird der Teer in der Vorbehandlung nicht effektiv entfernt, werden die nachgeschalteten RTO-Anlagen und Feinreinigungseinheiten schnell kontaminiert und beschädigt, was zu Systemausfällen, Wartungskosten und Produktionsausfällen führt.“ Jeder Ingenieur, der ein VOC-Behandlungssystem für die Kunststoffgranulierung entwickelt und die Teerentfernung nicht als primäres Vorbehandlungsziel ansieht, entwirft ein System, das innerhalb weniger Wochen ausfallen wird.
03 — Ionisationsfänger-Technologie
Wie Hochspannungsionisation klebrigen Teer kontinuierlich und verstopfungsfrei auffängt – Die Kerninnovation für die VOC-Behandlung bei der Kunststoffgranulierung
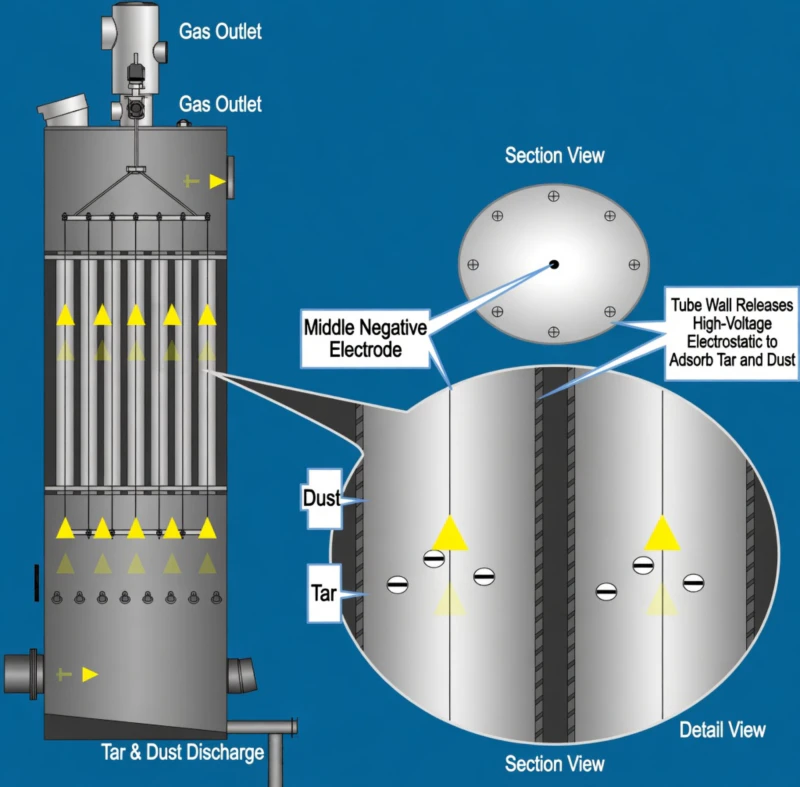
Der Ionisationsfänger ist ein Gerät zur elektrostatischen Abscheidung, das speziell für die Abscheidung von hochviskosem, hochbelastetem Teer bei der Rauchgasreinigung in der Kunststoffgranulierung entwickelt wurde. Er arbeitet nach dem grundlegenden elektrostatischen Prinzip: Zwischen dünnen Drahtelektroden (den Entladungselektroden oder Koronadrähten) und geerdeten Metallrohrwänden oder -platten (den Abscheideelektroden) wird ein Hochspannungs-Gleichstromfeld aufrechterhalten. Beim Durchströmen des Rauchgases durch dieses Feld erzeugt die Hochspannung eine Koronaentladung, die die Gasmoleküle in der Nähe des Entladungsdrahtes ionisiert und ein Plasma aus Ionen und freien Elektronen erzeugt. Diese Ionen lagern sich an die Teertröpfchen und Aerosolpartikel im Gasstrom an und laden sie elektrisch auf. Die geladenen Teerpartikel werden dann vom elektrischen Feld zur geerdeten Abscheideelektrode (der Metallrohr- oder Plattenwand) gezogen, wo sie sich unter elektrostatischer Kraft abscheiden.
Sobald sich Teerablagerungen auf der Oberfläche der Sammelelektrode bilden und eine Dicke erreichen, die ihre Haftkraft übersteigt, fließen sie aufgrund der Schwerkraft kontinuierlich nach unten (da Teer flüssig-viskos ist, im Gegensatz zu trockenem Staub, der haften bleibt). Der Teer fließt von der Oberfläche der Sammelelektrode zum Boden des Ionisationsfängers und wird über automatische Ablassventile abgeleitet, wodurch er vom Reingasstrom getrennt wird. Das gereinigte Gas verlässt den Ionisationsfänger oben und gelangt zur Trockenfilterstufe.
Der Ionisationsfänger verfügt über drei Bauformen (konzentrischer Kreis, Rohrbündel und Wabenstruktur), die alle nach dem gleichen elektrostatischen Abscheideprinzip arbeiten, jedoch unterschiedliche Elektrodengeometrien aufweisen, die auf verschiedene Gasvolumina und Teerbelastungen abgestimmt sind. Die wichtigsten Komponentengruppen sind: (1) die Sedimentplatte/Abscheideelektrode; (2) die Entladungselektrode (Koronadraht); (3) die elektrische Feldzone; (4) der Isolierkasten und der Hochspannungsschaltkasten; (5) das Gassystem und das Spülsystem. Das elektrische System besteht aus einem Hochspannungs-Gleichstrom-Steuerschrank, einem Hochspannungs-Gleichrichter (zur Umwandlung von Wechselstrom in Hochspannungs-Gleichstrom) und dem Elektrodensystem.
Warum Ionisationsfänger die richtige Technologie für die Kunststoffgranulierung von Teer sind
Vorteile des Ionisationsfängers
- Kontinuierliche Selbstentleerung: Teer fließt durch Schwerkraft ab; keine Rückspülung oder Impulsstrahlreinigung erforderlich
- Verträgt sehr hohe Teerbelastungen ohne zu verstopfen (im Gegensatz zu Gewebefiltern, die sofort verstopfen würden).
- Entfernt gleichzeitig sowohl Teer-Aerosole als auch Feinstaub.
- Geringer Druckverlust (<500 Pa) im Vergleich zu belasteten Trockenfiltern
- Entfernt Geruchsstoffe durch Koronaentladungschemie
Warum andere Technologien scheitern
- Stoffbeutelfilter: Teer verstopft sofort die Poren; irreversibel nach dem ersten Kontakt.
- Trockenfilter (allein): schnelle Belastung; sehr häufiger Austausch; hohe Wartungskosten
- Nasswäscher (allein): Unzureichend für die Zerstörung flüchtiger organischer Verbindungen (VOC); erzeugt kontaminiertes Abwasser
- Direkte RTO (ohne Vorbehandlung): Keramikbett verstopfen innerhalb weniger Wochen; Totalausfall des Systems
04 — Behandlungslösung
Vierstufige Anlage: Sprühwäsche → Ionisationsabscheider → Trockenfilter → Dreibett-RTO
Das Aufbereitungssystem gliedert sich in eine Vorbehandlung (Sprühwäsche + Ionisationsabscheider) und eine Tiefenbehandlung (Trockenfilter + Dreibett-RTO). Die Vorbehandlung entfernt Teer, kühlt das Gas und reduziert die Luftfeuchtigkeit; die Tiefenbehandlung sorgt für den Abbau von VOCs (VOC) von über 991 % TP3T. Die Vorbehandlung ist ausdrücklich als „Vorreiter und Grundlage“ des gesamten Systems definiert – wenn sie den Teer nicht ausreichend entfernt, wird die Tiefenbehandlung zerstört.
Stufe 1: Sprühwasch-Abschreckung – Temperaturreduzierung und anfängliche Teerkondensation
Die heißen Abgase jeder Extruder-/Granuliermaschinengruppe werden zunächst aufgefangen und einer Sprühwaschanlage zugeführt. Durch den Wassernebel wird die Gastemperatur von der hohen Prozesstemperatur (bis zu 200 °C) auf ca. 40–60 °C gesenkt. Diese schnelle Abkühlung bewirkt, dass die höher siedenden Teerverbindungen aus der Gasphase zu flüssigen Tröpfchen kondensieren – ein entscheidender Schritt, da nur flüssiger Teer vom Ionisationsabscheider aufgefangen werden kann; gasförmiger Teerdampf mit erhöhter Temperatur entweicht ungehindert. Die Sprühwaschanlage absorbiert außerdem HCl (klassifiziert als HCl-100) und reduziert so die Säurebelastung vor dem Ionisationsabscheider und der RTO. Die Sprühwaschanlage senkt die Restfeuchte vom Ausgangswert in den für den Ionisationsabscheider geeigneten Bereich. Das kontaminierte Sprühwasser (mit gelöstem HCl, gelösten Teervorstufen und suspendierten Teertröpfchen) wird der Abwasserbehandlungsanlage zugeführt.
Stufe 2: Ionisationsfänger – Kontinuierliche elektrostatische Teerabscheidung
Das abgekühlte Gas gelangt in den Ionisationsabscheider. Das Hochspannungs-Gleichfeld (erzeugt vom Hochspannungs-Elektrostatikgleichrichter mit 66 kW) ionisiert das Gas in der Koronaentladungszone nahe den Drahtelektroden und lädt so die Teertröpfchen und Rauchgaspartikel auf. Die geladenen Teerpartikel wandern unter dem Einfluss des elektrischen Feldes zu den geerdeten Sammelelektrodenrohren/-platten, wo sie sich ablagern und anschließend durch die Schwerkraft kontinuierlich zum Abfluss am Behälterboden fließen. Der Ionisationsabscheider erreicht eine Teer- und Rauchgasentfernerleistung von >951 TP3T in einem einzigen Durchgang. Der gesammelte Teer wird kontinuierlich und automatisch abgeleitet, ohne dass eine Systemabschaltung zur Reinigung erforderlich ist. Das gereinigte Gas verlässt den Ionisationsabscheider mit deutlich reduziertem Teergehalt und eignet sich für den nachgeschalteten Trockenfilter.
Stufe 3: Trockenfilter (1 aktiver + 1 im Standby-Modus) – Entfernung von Restaerosolen und feinem Teer
Nach dem Ionisationsabscheider enthält das Gas noch feine Teeraerosole, die vom elektrostatischen System nicht erfasst wurden. Der Trockenfilter entfernt diese Restpartikel vor der RTO und bietet so einen abschließenden Schutz für das keramische Wärmespeicherbett. Die Anlage verwendet zwei Trockenfiltereinheiten (eine aktive und eine Standby-Einheit, konfiguriert für den Online-Austausch), um den Filtermedienwechsel ohne Unterbrechung des Gesamtbehandlungsprozesses zu ermöglichen. Der Trockenfilter hat in dieser Anwendung eine längere Lebensdauer als in einem System ohne Ionisationsabscheider-Vorbehandlung, da der Ionisationsabscheider bereits den Großteil der Teerbelastung entfernt hat.
Stufe 4: Dreischicht-RTO bei ≥760°C – Tiefenzerstörung flüchtiger organischer Verbindungen
Das vorgereinigte Gas (Teer entfernt, Feuchtigkeit reduziert, HCl entfernt) tritt in den Dreibett-RTO ein. Der RTO oxidiert die verbleibenden VOCs bei ≥760 °C mit einer Abbauleistung von >991 TP3T. Wichtige Parameter: Prozessvolumenstrom 40.000 m³/h; Einlasstemperatur ≤50 °C; VOC-Abbaurate >991 TP3T; thermische Abbaurate 951 TP3T; Temperatur >760 °C; Verweilzeit >1,2 s; Brennkammerleistung 1.200.000 kcal/h; Gasdurchsatz im Leerlauf 140 m³/h; Kühlleistung im Leerlauf 72 m³/h; Kaltstartvolumen 475 m³; Systemdruckdifferenz <3.000 Pa; Gewicht 120 t; Stellfläche 23 × 5,5 m. Die Dreibett-Konfiguration wird mittels SPS-Steuerung mit Flussdiagrammanzeige für den unbeaufsichtigten Betrieb und rotierendem Betrieb der A/B/C-Becken mit automatischer Ventilumschaltung gesteuert.
Granulator
40.000 m³/h
Löschen
HCl + Temp.
Fänger
Teer sammelt
1+1 Standby
Feiner Teer
≥760°C
>99% VOC
8 mg VOC
99.2%
⭐ Die Vorbehandlung ist das A und O des Systems. Ohne Ionisationsfänger würde das RTO-Keramikbett innerhalb weniger Wochen ausfallen.
.webp)
Gerätespezifikation
| Artikel | Spezifikation |
|---|---|
| RTO-Verarbeitungsablauf | 40.000 m³/h; Einlasstemperatur ≤ 50 °C; Temperatur ≥ 760 °C; VOC > 991 Tp3T; Abmessungen: 23 × 5,5 m; 120 t |
| Brennerleistung | 1.200.000 kcal/h |
| Erdgas (Leerlauf) | 140 m³/h; Leerlaufkühlung 72 m³/h; Kaltstart 475 m³ (P: 0,03–0,06 MPa) |
| RTO-Hauptlüfter | 90 kW |
| Verbrennungsunterstützungslüfter | 5,5 kW |
| Leistung des Ionisationsfängers | 66 kW (220 V/380 V, 50 Hz) |
| Steuerungskomponenten | 2 kW |
| Gesamt installierte Leistung | ~163,5 kW |
| Erdgas (Verbrennung) | 120 m³/h max (P: 0,03–0,06 MPa) |
| Druckluft | max 12 m³ (≥0,6 MPa) |
| Tägliche Stromkosten | 132 kWh × 24 h × Einheitspreis = ca. 2.542 RMB/Tag |
| Tägliche Erdgaskosten | 25 kWh-Äquivalent × 24 h = ca. 1.800 RMB/Tag |
| Tägliche Gesamtbetriebskosten | 4.342 RMB/Tag (24-Stunden-Dauerbetrieb) |
05 — Betriebsergebnisse
Verifiziert: Online <10 mg/m³, 99,21 TP3T Entfernung, stabiler Langzeitbetrieb mit Teervorbehandlung
Nach der Inbetriebnahme zeigen die Online-VOC-Überwachungsdaten durchgehend NMHC-Werte unter 10 mg/m³ am Schornstein an, womit die lokale Genehmigungsauflage von 60 mg/m³ mit großem Sicherheitsabstand erfüllt wird. Das System läuft 24 Stunden am Tag kontinuierlich und entspricht damit dem Produktionsplan der Kunststoffgranulieranlage. Die täglichen Betriebskosten belaufen sich auf ca. 4.342 RMB (Strom: 2.542 RMB; Erdgas: 1.800 RMB), was bei einem 365-tägigen Dauerbetrieb jährlichen Kosten von ca. 1,585 Mio. RMB entspricht.
Der Ionisationsfänger verhindert erfolgreich Teerablagerungen im Keramikbett des RTO und ermöglicht so einen stabilen Langzeitbetrieb. Ohne den Ionisationsfänger würde der RTO innerhalb weniger Wochen ausfallen. Der Trockenfilter zwischen Ionisationsfänger und RTO bildet eine zusätzliche Schutzschicht, die seine Lebensdauer im Vergleich zu einer Lebensdauer ohne vorgeschalteten Ionisationsfänger deutlich verlängert. Die Online-Daten des CEMS sind über die IoT-Überwachungsplattform zugänglich und ermöglichen Betreibern und Umweltbehörden die Fernprüfung der Konformitätsdaten.
.webp)
06 — Kernvorteile
Fünf Gründe, warum Ionisationsfänger + RTO die richtige Architektur für die Kunststoffgranulierung ist
- ✓
Der Ionisationsfänger ist die einzige Vorbehandlungstechnologie, die hochbelasteten, klebrigen Teer kontinuierlich entfernt, ohne selbst zu verstopfen: Im Gegensatz zu Gewebefiltern (die sich sofort mit Teer zusetzen) oder herkömmlichen Nasswäschern (die ebenfalls Probleme mit Teerablagerungen haben), fängt der Ionisationsabscheider Teer mittels elektrostatischer Abscheidung auf Metalloberflächen auf, von denen er kontinuierlich durch Schwerkraft abfließt. Die Oberflächen der Abscheideelektroden bleiben auch bei der Bildung von Teerablagerungen für das elektrische Feld zugänglich, da die Ablagerungen kontinuierlich zum Abfluss fließen, anstatt sich zu einer verstopfenden Schicht anzusammeln. Diese selbstreinigende Schwerkraftentwässerung ist optimal auf die flüssige, viskose Beschaffenheit von Kunststoffgranulat-Teer abgestimmt. - ✓
Die Sprühwäsche vor dem Ionisationsabscheider ist zwingend erforderlich – andernfalls durchläuft gasförmiger Teerdampf die Ionisationsstufe ungefiltert: Der Ionisationsabscheider kann nur flüssige Teertröpfchen und Aerosole, nicht aber gasförmigen Teerdampf auffangen. Bei der Rohextruderaustrittstemperatur (bis zu 200 °C) liegt ein erheblicher Anteil des Teers noch gasförmig vor. Durch die Sprühwäsche wird die Gastemperatur auf etwa 40–60 °C gesenkt, wodurch diese Dämpfe zu flüssigen Tröpfchen kondensieren, die elektrostatisch abgeschieden werden können. Ohne diese Abkühlung würde ein Großteil des Teers den Ionisationsabscheider als Dampf passieren und sich stromabwärts im Trockenfilter und im RTO ablagern, wodurch der Zweck des Vorbehandlungssystems vollständig zunichtegemacht würde. - ✓
Korrosionsbeständige Materialien sind bei Abgasen aus der PVC-haltigen Kunststoffgranulierung unverzichtbar: Die aus dem PVC-Gehalt stammende HCl-Konzentration von 100 mg/Nm³ führt zu starker Korrosion im gesamten Sammel- und Aufbereitungssystem. Sprühwaschtürme, Ionisationsabscheider, Trockenfiltergehäuse und alle Rohrleitungen müssen aus Materialien gefertigt sein, die für die dauerhafte Einwirkung von HCl geeignet sind. Die Verwendung von Standard-Kohlenstoffstahl für alle gasbenetzten Oberflächen führt innerhalb weniger Monate zu rascher Korrosion. Darüber hinaus müssen die Elektroden des Ionisationsabscheiders aus HCl-beständigen Materialien (Edelstahl 316L oder höherwertiger Legierung) bestehen, um die Elektrodengeometrie und die Gleichmäßigkeit des elektrischen Feldes über die gesamte Lebensdauer zu gewährleisten. - ✓
Doppelter Trockenfilter (1 aktiver + 1 Standby-Filter) zwischen Ionisationsfänger und RTO bildet eine abschließende Teerschutzschicht, die online gewartet werden kann: Selbst wenn der Ionisationsabscheider den Großteil des Teers entfernt, gelangt ein Restanteil feinen Teer-Aerosols zum Trockenfilter. Dieser filtert diese Restbelastung heraus und verhindert, dass sie das RTO-Keramikbett erreicht. Die Konfiguration mit einem aktiven und einem Standby-Filter ermöglicht den Filterwechsel im laufenden Betrieb (nach demselben Prinzip wie im Bitumenfall, Fall 26), sodass eine Sättigung des Filtermediums nicht zum Systemausfall führt. Da der Ionisationsabscheider die Teerbelastung um mehr als 951 TP3T reduziert, ist die Lebensdauer des Trockenfilters in diesem System deutlich länger als ohne Ionisationsabscheider – sie beträgt Wochen statt Tage. - ✓
Die Dreibettkonfiguration der RTO mit automatisierter SPS-Steuerung und Online-Überwachung ermöglicht einen kontinuierlichen, unbeaufsichtigten 24-Stunden-Betrieb, der dem Produktionsplan entspricht: Die Kunststoffgranulierung läuft rund um die Uhr; das VOC-Behandlungssystem muss diesem Produktionsplan entsprechen, ohne dass nachts Personal vor Ort benötigt wird. Die SPS-Steuerung der Dreibett-RTO mit Flussdiagrammanzeige regelt automatisch alle Ventilschaltungen, die Temperaturregelung und die Alarmreaktion. Die IoT-Online-Überwachungsplattform ermöglicht die Fernüberwachung durch die Bediener und liefert die von der niederländischen Genehmigungsbehörde geforderten Daten zur Einhaltung der Umweltauflagen. Der automatische Teerabscheider des Ionisationsabscheiders reduziert den Wartungsaufwand im Dauerbetrieb zusätzlich.
07 — Hinweise zur Umsetzung
Wichtige technische Erkenntnisse für die VOC-Behandlung bei der Kunststoffgranulierung
- 🚫
Installieren Sie niemals einen Standard-RTO ohne Ionisationsabscheider-Vorbehandlung für das Abgas aus der Kunststoffgranulierung – das Keramikbett verstopft innerhalb von 2–4 Wochen und das System fällt vollständig aus: Dies ist die wichtigste Erkenntnis aus dieser Fallstudie. Die Teerbelastung im Rauch der Kunststoffgranulierung ist so hoch, dass herkömmliche RTO-Keramikbetten (ausgelegt für VOC-freie Anwendungen in der Druck-, Pharma- oder Beschichtungsindustrie) innerhalb weniger Tage bis Wochen verstopfen. Es handelt sich hierbei nicht um ein theoretisches Risiko, sondern um einen dokumentierten Ausfallmechanismus, der weltweit bereits zum Totalverlust der Investitionen mehrerer Kunststoffgranulierungsanlagen geführt hat, die Standard-RTOs ohne ausreichende Vorbehandlung installiert hatten. Die Vorbehandlung mit Ionisationsabscheider und Trockenfilter ist daher zwingend erforderlich. Angebote für VOC-Behandlungssysteme für die Kunststoffgranulierung, die keinen Ionisationsabscheider oder eine gleichwertige Teerentfernungsvorbehandlung beinhalten, sollten abgelehnt werden. - ⚠️
Die Zusammensetzung des Ausgangsmaterials (PVC-Gehalt im gemischten Kunststoffabfall) muss überwacht werden, da Änderungen des PVC-Gehalts die HCl-Beladung und die Sicherheitsparameter des Systems direkt beeinflussen: Die Klassifizierung HCl-100 (100 mg/Nm³) basiert auf dem PVC-Gehalt des Kunststoffabfalls zum Zeitpunkt der Systemauslegung. Ändert sich die Zusammensetzung des Ausgangsmaterials (z. B. bei der Annahme von mehr PVC-reichen Abfallströmen), steigt die HCl-Bildungsrate proportional an. Eine höhere HCl-Belastung beansprucht die korrosionsbeständigen Materialien des Ionisationsabscheiders und des Trockenfilters. Wird die Auslegungsgrenze für HCl überschritten, kann das System die Sauergasabscheidung möglicherweise nicht ausreichend gewährleisten, und die nachgeschaltete RTO kann beschleunigte Korrosion aufweisen. Überwachen Sie regelmäßig die Zusammensetzung des Ausgangsmaterials und die HCl-Konzentration am Sprühwaschausgang und implementieren Sie eine Ausgangsmaterialkontrolle, die PVC-reiche Zufuhr begrenzt, falls die Auslegungsgrenze für HCl überschritten wird. - ⚠️
Der Elektrodenabstand des Ionisationsfängers und die Hochspannungsversorgung müssen regelmäßig gewartet werden – Elektrodenverschmutzung verringert die Sammelleistung und kann zu elektrischen Entladungsfehlern führen: Trotz der selbstentleerenden Konstruktion kann sich im Laufe der Betriebsmonate ein gewisser Teeranteil an den Koronaentladungselektroden ablagern. Dies reduziert die Koronastromdichte und verringert die elektrostatische Abscheideleistung. Das Elektrodensystem sollte alle 3–6 Monate überprüft werden. Der Hochspannungs-Elektrostatikgleichrichter sollte mithilfe des Diagnoseprotokolls des Bedienfelds auf Funkenüberschläge (die auf Probleme mit dem Elektrodenabstand aufgrund von Teerablagerungen hinweisen) untersucht werden. Jede signifikante Reduzierung des gemessenen Koronastroms bei einer bestimmten Spannung deutet auf eine Verschmutzung der Elektroden hin, die eine Reinigung erfordert. - ⚠️
Das Geruchsproblem in Kunststoffgranulieranlagen lässt sich durch die Einhaltung der VOC-Grenzwerte allein nicht vollständig lösen – zusätzliche Maßnahmen zur Geruchsbekämpfung können erforderlich sein: Die Zusammenfassung der Erfahrungen hebt Geruchsbelästigung ausdrücklich als separate Herausforderung neben der Einhaltung der NMHC-Vorschriften hervor: „Geruch ist ein weiteres gravierendes Problem der Abgase aus der Kunststoffgranulierung; komplexe organische Verbindungen verbreiten einen stechenden Geruch, der nicht nur die Luftqualität in der Umgebung erheblich beeinträchtigt, sondern mit größerer Wahrscheinlichkeit auch Beschwerden von Anwohnern und Maßnahmen der Umweltbehörden auslöst.“ Ein NMHC-Ausgangswert unterhalb des zulässigen Grenzwerts garantiert keine Geruchsbelästigung unterhalb der Schwelle, da einige geruchsverursachende Verbindungen (z. B. bestimmte Schwefelverbindungen und Aldehyde aus dem PVC-Abbau) in ppb-Konzentrationen nachweisbar sind, die weit unter dem NMHC-Grenzwert liegen. Anlagen in der Nähe von Wohngebieten sollten neben der NMHC-Überwachung mittels CEMS auch die Modellierung der Geruchsausbreitung und regelmäßige Geruchsschwellenwertmessungen an der Anlagengrenze in Betracht ziehen.
08 — Wichtigste Erkenntnisse aus dem Ingenieurwesen
Vier Lehren aus diesem VOC-Reduzierungsprojekt für die Kunststoffgranulierung
- !
Die Vorbehandlung ist bei der VOC-Minderung durch Kunststoffgranulierung nicht nebensächlich – sie ist wichtiger als die RTO selbst, denn ohne eine angemessene Vorbehandlung kann die RTO nicht funktionieren. Die Zusammenfassung der Erfahrungen kommt zu einem eindeutigen Schluss: „Die Vorbehandlung bildet das Fundament und die Grundlage des gesamten Abgasreinigungssystems und ist dessen Schlüssel und Kern.“ Dieses Prinzip gilt nicht nur für die Kunststoffgranulierung, sondern für jede VOC-Anwendung, bei der das Abgas Stoffe enthält, die das primäre Reinigungssystem verunreinigen, verstopfen, korrodieren oder beschädigen würden. Die Investition in die Vorbehandlung ist daher nie vergeblich; sie bestimmt maßgeblich die langfristige Zuverlässigkeit des Gesamtsystems. - 2
Der Ionisationsfänger stellt eine eigenständige Technologiekategorie innerhalb der RTO-Familie dar – einen elektrostatischen Hochspannungs-Teerabscheider –, der in dieser Produktreihe in keinem anderen Anwendungsfall benötigt wird, außer bei der Kunststoffgranulierung und möglicherweise bei Anwendungen in der Kokereiindustrie. Alle 29 bisherigen Fallstudien dieser Sammlung nutzten Vorbehandlungstechnologien, die auf chemischer Absorption (Alkaliwäsche, Wasserwäsche), physikalischer Filtration (Trockenfilter, Zeolith) oder Konzentration (Zeolithrotor) basierten. Der Ionisationsfänger verwendet einen grundlegend anderen Mechanismus – die elektrostatische Aufladung und Abscheidung von Aerosol- und Flüssigkeitspartikeln –, der nur dann erforderlich ist, wenn die Vorbehandlungsherausforderung in hochbelasteten, viskosen Flüssigkeits-Aerosolen besteht, die sich mit den anderen Mechanismen nicht entfernen lassen. Kunststoffgranulat-Teer ist in dieser Hinsicht unter den untersuchten industriellen VOC-Anwendungen einzigartig. - 3
Vergleicht man alle 30 Fallstudien, so ist die zentrale Erkenntnis, dass die Technologieauswahl stets von den spezifischen physikalischen und chemischen Eigenschaften des Gasstroms bestimmt werden muss und nicht von Kosten oder Vertrautheit. Die 30 Fallstudien umfassen: Harzadsorption (Fall 24, fluorierte Lösungsmittel), RCO (Fall 27, explosionsgeschützte Zone), katalytische CO-Verbrennung (Fall 28, sehr niedrige Konzentration), verstopfungsfreies RTO (Fall 29, Ammoniumsalz), Ionisationsfänger + RTO (Fall 30, Teer), Zeolith + RTO (Fälle 25 und 28) sowie mehrere pharmazeutische Waschanlagen (Fälle 22 und 29). Die Wahl der jeweiligen Technologie basiert auf einer oder mehreren spezifischen Eigenschaften des Gasstroms, die den Standardansatz (direktes RTO) entweder unmöglich, unwirtschaftlich oder unzuverlässig machen. Die erste richtige Frage in jedem VOC-Minderungsprojekt lautet: „Was ist das Besondere an diesem Gasstrom, und welche Auswirkungen hat das auf die Architektur der Vorbehandlung?“ - 4
Bei Kosten von 4.342 RMB/Tag (ca. 1,58 Millionen RMB/Jahr) für 40.000 m³/h und einer VOC-Entfernung von 99,21 TP3T zeigt diese Kunststoffgranulieranlage, dass komplexe Vorbehandlungssysteme zwar die Investitionskosten erhöhen, aber nicht unbedingt die Betriebskosten. Die täglichen Betriebskosten von 4.342 RMB berücksichtigen den 24-Stunden-Dauerbetrieb inklusive der 66 kW Leistung des Ionisationsfängers. Die jährlichen Betriebskosten von ca. 1,58 Mio. RMB sind höher als im Bitumenfall (149.000 RMB/Jahr), aber vergleichbar mit anderen komplexen Anlagen dieser Kategorie. Die zusätzlichen Investitionskosten für die Vorbehandlung mit Ionisationsfänger und Sprühwaschanlage amortisieren sich durch den Wegfall der sonst alle 2–4 Wochen erforderlichen Austauschzyklen des RTO-Keramikbetts.
09 — Zusammenfassung der fallübergreifenden Technologie
Alle 30 Fälle: Die Gasstromcharakteristik, die die jeweilige Technologieauswahl bestimmt
Dies ist Fall 30 von 30 in dieser Fallstudiensammlung. In allen 30 Fällen wird die Technologieauswahl stets durch eine oder mehrere spezifische Eigenschaften des Gasstroms bestimmt, die den standardmäßigen direkten RTO-Ansatz suboptimal, unwirtschaftlich oder unmöglich machen. Die folgende Tabelle fasst die wichtigsten Einflussfaktoren und die Technologieauswahl für jede Fallkategorie zusammen.
| Gasstrom-Herausforderung | Fälle | Technologische Reaktion |
|---|---|---|
| Fluorierte Lösungsmittel (HF bei der Verbrennung) | 24 | Harzadsorption + Dampfdesorption + Rückgewinnung (ohne RTO) |
| Explosionsgeschützte Zone (keine offene Flamme) | 27 | RCO-katalytische Oxidation bei 300°C (flammenlos) |
| Sehr niedrige Konzentration (<200 mg/Nm³) | 28 | Zeolithrotor + CO-katalytische Verbrennung (Konzentrationsverhältnis 20:1) |
| Großes Volumen, niedrige Konzentration | 25, 28 | Zeolithrotor + RTO oder CO (Konzentrationsverhältnis 40:1 oder 20:1) |
| Klebrige Partikel verstopfen Keramikbetten | 26 | Trockenfilter der Dual-Serie (1+1 Standby, Online-Austausch möglich) |
| Ammoniumsalzablagerung in RTO | 29 | Verstopfungsfreie modulare Keramikbodenschicht mit Online-Spülung |
| Teerablagerungen verstopfen alle Geräte | 30 | Sprühlöschanlage + Ionisationsfänger + Trockenfilter + RTO |
| HCl aus chlorierten Lösungsmitteln nach RTO | 22, 29 | Nachbehandlung mit Natronlauge (NaOH-Wäscher) |
| H₂S vor RTO (SO₂-Bildungsrisiko) | 23 | Alkalische Vorwäsche vor der Verbrennung (Entfernung von H₂S vor der Verbrennung) |
| Variabilität der unteren Explosionsgrenze (Explosionskonzentration) | 23, 26 | UEG-Überwachung + Frischluftverdünnung + Notumleitung |
10 – Häufig gestellte Fragen
Kunststoffgranulier-Ionisationsfänger + RTO: Acht Fragen beantwortet
Kunststoffgranulatierung – Teerablagerungen? Ionisationsfänger + RTO ist die Lösung.
Entdecken Sie Ionisationsfänger, Vorbehandlungs- und RTO-Lösungen für VOC in der Kunststoffindustrie.
Von Sprühwäsche + Ionisationsabscheider + Trockenfilter-Vorbehandlungsketten für teerhaltiges Abgas aus der Kunststoffgranulierung bis hin zu Drei-Bett-RTO-TiefenbehandlungssystemeUnser Ingenieurteam entwickelt Komplettlösungen zur VOC-Minderung für die anspruchsvollsten Anwendungen in der Polymerverarbeitung und im Recycling.





















