Estudio de caso · Control de emisiones industriales
Cómo una empresa química de fósforo que presta servicios a más de 20 países logró cero emisiones visibles de humo blanco, superó la inspección de aceptación del gobierno en el primer intento y obtuvo la designación provincial de "Fábrica Verde", gracias a un sistema magnético de reducción de emisiones de dos fases que trata 570 000 Nm³/h de gases de escape de hornos altamente corrosivos.
Reducción de humos ignífugos
Tratamiento de gases residuales químicos de fósforo
Supresión de la pluma no térmica
Control de niebla ácida en hornos eléctricos
01 — Antecedentes de la industria
¿Por qué las plantas de productos químicos finos que utilizan retardantes de llama están siendo objeto de un escrutinio más riguroso en materia de emisiones?
El sector de productos químicos finos ignífugos —que abarca retardantes de fuego a base de fósforo, fertilizantes fosfatados, producción de fósforo amarillo y procesamiento químico asociado— es una de las categorías industriales más reguladas en el Cinturón Económico del Río Yangtsé de China. Una iniciativa nacional dedicada a la remediación, la Plan de acción especial de rectificación de los “tres fósforos” del río YangtséEl programa se centra en las operaciones de extracción de fósforo, las empresas químicas de fósforo y las instalaciones de almacenamiento de fosfoyeso en siete provincias y municipios, entre ellos Jiangsu, Hubei, Hunan, Sichuan, Guizhou y Yunnan.
El marco de remediación de cinco etapas abarca la identificación del problema, el diseño de un plan de rectificación para toda la empresa, la verificación de la finalización, la inspección de los resultados de la rectificación y la aplicación continua de la normativa. Para los fabricantes de productos químicos de fósforo que utilizan hornos térmicos de proceso en caliente —la tecnología de producción dominante para los retardantes de llama a base de fósforo— el principal desafío en materia de cumplimiento normativo es la corriente de gases de escape combinados de los hornos de arco eléctrico: una mezcla de niebla ácida, contaminantes orgánicos, partículas finas, metales pesados y vapor de agua totalmente saturado que produce emisiones de humo blanco denso y persistente, visibles a kilómetros de distancia.
Bajo GB 31573–2015 Norma de emisión de contaminantes atmosféricos para la industria química inorgánicaLas partículas no deben superar los 10 mg/Nm³, el SO₂ debe mantenerse por debajo de 30 mg/Nm³ y el NOx por debajo de 100 mg/Nm³ en la chimenea. Lograr estos límites y, al mismo tiempo, eliminar la columna de humo blanca visible en operaciones con múltiples hornos y talleres duales, con un volumen total de gas de 570 000 Nm³/h, exige un enfoque fundamentalmente diferente al del lavado húmedo en una sola torre.
Los gases residuales químicos que contienen fósforo se encuentran entre los flujos de gases de combustión industriales más corrosivos y de composición más compleja que se encuentran en la práctica. Los conductos convencionales de fibra de vidrio o acero dulce y los sistemas estándar de depuración alcalina fallan rápidamente. La única vía duradera para cumplir con la normativa es una tecnología intrínsecamente resistente a la corrosión que no genere efluentes secundarios.
— Resumen técnico de ingeniería del proyecto, mitigación de la pluma magnética en las fases 1 y 2

02 — Perfil de contaminación
Caracterización de los gases de combustión de un taller doble: Gases de escape del horno del taller principal y del taller trasero
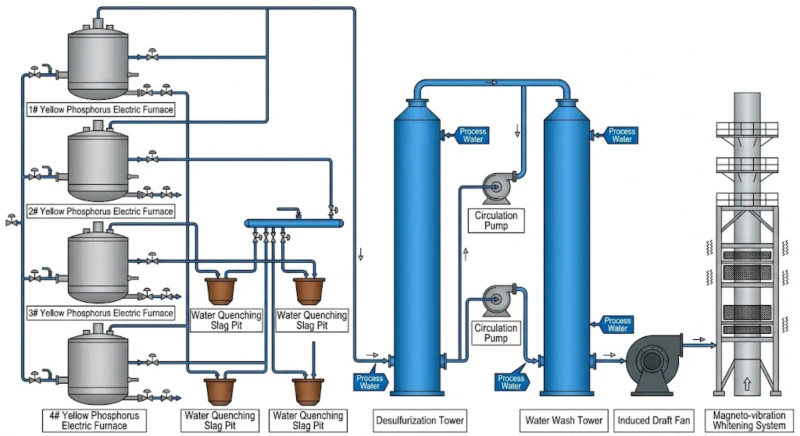
La instalación opera dos zonas de producción independientes: la Taller principal, que alberga 4 hornos eléctricos de ácido fosfórico de proceso en caliente con un volumen de gases de combustión nominal combinado de 350.000 Nm³/h; y el Taller trasero, que operan dos hornos térmicos adicionales (Horno 7 y Horno 8) con una capacidad de 220 000 Nm³/h. Cada horno está equipado con un tanque de enfriamiento por agua, una campana extractora de humos previa al horno, un tanque de recolección de ácido y una piscina de recirculación.
Los gases de escape de los hornos eléctricos de ácido fosfórico de proceso en caliente contienen una mezcla de contaminantes inusualmente agresiva. Además de las partículas y el dióxido de azufre presentes en la mayoría de los gases de combustión industriales, los gases de escape de los hornos de fósforo contienen contaminantes orgánicos, humos de pentóxido de fósforo y, lo que es crucial, monóxido de carbono en altas concentraciones iniciales (hasta 2000 mg/Nm³) derivados de la química de reducción de carbono del proceso térmico de ácido fosfórico. Los gases de combustión también contienen trazas de arsénico (1 mg/Nm³), lo que añade una dimensión de salud pública al desafío del cumplimiento normativo.
- Óxidos de nitrógeno (NOx): Concentración inicial 100 mg/Nm³. Límite de salida regulado 100 mg/Nm³: la relación entrada-límite no deja margen con la tecnología convencional.
- Dióxido de azufre (SO₂): Concentración inicial de 500 mg/Nm³; valor objetivo de salida ≤30 mg/Nm³. Requiere un pretratamiento de desulfuración de alta eficiencia antes de la unidad de reducción magnética.
- Material particulado (PM): Concentración inicial de 220 mg/Nm³; valor objetivo de salida ≤10 mg/Nm³. Las finas partículas de fósforo y carbono requieren una captura profunda a nivel submicrométrico.
- monóxido de carbono (CO): Concentración inicial de 2000 mg/Nm³: un riesgo de explosión que debe controlarse mediante la precombustión antes de que la corriente de gas llegue a cualquier equipo de tratamiento posterior.
- Fluoruro de hidrógeno (HF): Densidad inicial: 50 mg/Nm³. Altamente corrosivo; se recomienda el uso de acero inoxidable dúplex (2205) en lugar de acero al carbono estándar en todas las superficies en contacto con el fluido y en los materiales absorbentes.
- Arsénico (As): Límite inicial de 1 mg/Nm³. Requiere una captura hasta niveles prácticamente nulos para proteger la salud humana y cumplir con las disposiciones sobre metales pesados de la norma GB 31573.
- Niebla ácida saturada y columna de humo blanco: Los gases de escape posteriores al lavador húmedo entran en la etapa de reducción magnética a aproximadamente 35 °C con una humedad relativa cercana al 100 % y una carga de contaminantes de entrada de 100 mg/Nm³, generando una densa columna blanca visible en todas las condiciones ambientales.
| Parámetro | Concentración inicial | Outlet (Diseño) | Límite reglamentario |
|---|---|---|---|
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| SO&sub2; | 500 mg/Nm³ | ≤30 mg/Nm³ | 30 mg/Nm³ |
| Material particulado (PM) | 220 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| monóxido de carbono (CO) | 2.000 mg/Nm³ | Controlado mediante precombustión | — |
| fluoruro de hidrógeno (HF) | 50 mg/Nm³ | Casi cero | — |
| Arsénico (As) | 1 mg/Nm³ | 0,0008 mg/Nm³ | Suministro de metales pesados |
| Densidad de contaminantes de entrada mixtos (posterior a la desulfuración) | 100 mg/Nm³ | ≤10 mg/Nm³ | 10 mg/Nm³ |
| Pluma blanca visible | Presente (grave) | Ninguno (invisible) | No se observa ninguna columna de humo blanco. |
| Temperatura de los gases de combustión de entrada | 80 °C (salida del horno); ≈35 °C (después del depurador) | — | — |
| Volumen total de gases de combustión tratados | 350.000 + 220.000 Nm³/h | — | — |
03 — Requisitos de ingeniería
Criterios de diseño para la reducción de la pluma magnética en aplicaciones químicas con fósforo altamente corrosivo
El equipo de especificaciones del proyecto estableció los siguientes requisitos de diseño antes de seleccionar cualquier tecnología. Estos reflejan los desafíos únicos de los gases residuales de la industria química del fósforo y el contexto operativo de dos talleres, y sirvieron de base para la elección de cada material y equipo a lo largo del proyecto.
Solo tecnología probada
Solo se aceptan tecnologías de purificación comercialmente maduras y probadas en campo. El sistema debe lograr una mejora de 30% a 50% con respecto al nivel de referencia actual, basándose en resultados verificados de instalaciones comparables en los sectores de productos químicos fosforados o sectores industriales igualmente corrosivos.
Amplia tolerancia a los gases de combustión
El sistema debe mantener un rendimiento de purificación estable cuando el volumen de gases de combustión fluctúa entre 10% y 110% de la capacidad nominal de diseño, adaptándose a las variaciones en la carga del horno, el ciclo de lotes y el aislamiento de mantenimiento planificado de las unidades individuales del horno.
Resistencia a la corrosión específica del grado
Todos los componentes en contacto con la corriente de gases de combustión que contienen fósforo (capas absorbedoras, revestimientos de conductos, paredes de los recipientes, carcasas de ventiladores y elementos de fijación) deben estar fabricados con acero inoxidable dúplex 2205 o materiales resistentes a la corrosión de clasificación equivalente. El acero inoxidable estándar 304 o 316L no es suficiente para corrientes que contienen HF.
Cero contaminación secundaria
El proceso de tratamiento no debe generar efluentes de aguas residuales, soluciones reactivas usadas ni residuos sólidos peligrosos que requieran eliminación adicional. El condensado capturado puede dirigirse al sistema de agua de circulación existente para su recuperación por evaporación. El suministro de materia prima para el sistema debe ser estable y de origen totalmente nacional.
Eficiencia energética y control de costes
La selección de equipos y la ingeniería de sistemas deben minimizar la inversión inicial y los costos operativos. Todos los equipos principales adquiridos deben provenir de fabricantes con certificación nacional de calidad. Las especificaciones eléctricas deben ajustarse para evitar sobredimensionamiento, utilizando ventiladores con variador de frecuencia cuando sea posible.
Cumplimiento de las normas sobre ruido
Todos los equipos rotativos no deben superar los 85 dB(A) medidos a 1 m de la superficie de la unidad, de conformidad con los límites de ruido en límites industriales de clase II de la norma GB 12348–2008. La selección del ventilador debe tener en cuenta los mayores requisitos de presión estática de la configuración bifásica.
Arquitectura modular y preparada para el futuro
El diseño modular debe permitir que el sistema se adapte a los requisitos ambientales cada vez más estrictos durante 3 a 5 años sin necesidad de rediseñar el sistema central. La tecnología avanzada debe reducir simultáneamente las coemisiones de contaminantes gaseosos de baja frecuencia para que la instalación pueda optar a la clasificación de emisiones ultrabajas.
Integración de la recuperación de agua
El condensado capturado de la capa absorbedora magnética contiene ácido fosfórico residual con un pH de aproximadamente 2. En lugar de tratarlo como aguas residuales, el condensado debe ser canalizado a través de una unidad de recuperación por evaporación y devuelto al sistema de agua circulante como agua de reposición, lo que reduce el consumo de agua dulce y elimina por completo el vertido de aguas residuales.
04 — Solución de tratamiento
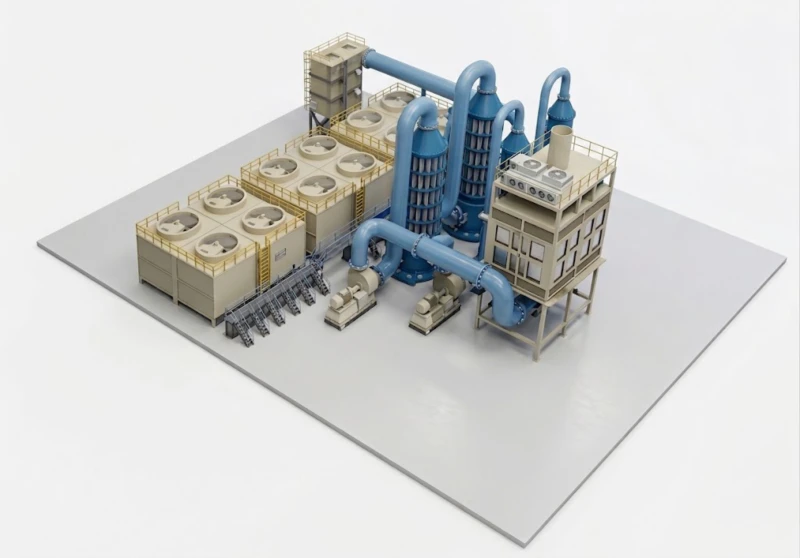
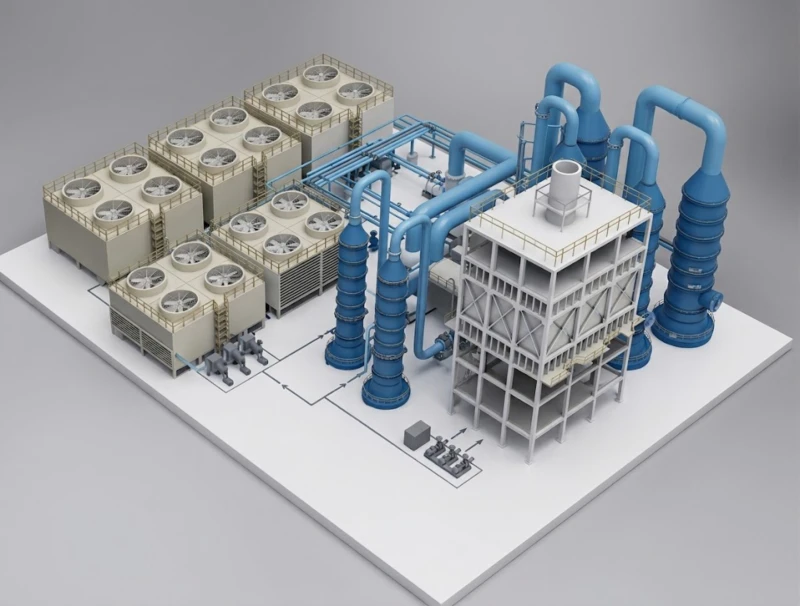
Sistema magnético bifásico de reducción de penachos: Taller principal y taller trasero
El equipo de ingeniería diseñó dos trenes de tratamiento independientes pero arquitectónicamente idénticos —uno para cada taller de producción— utilizando la tecnología de reducción de humo magnético (MPA) como etapa final de purificación y eliminación de humo blanco. También conocido como purificación magnética de humos, supresión de penachos no térmicos, captura de niebla ácida en fase seca, o atenuación del humo blanco del campo magnéticoEl proceso MPA aprovecha los gradientes controlados del campo magnético para capturar simultáneamente gotas de niebla ácida submicrométricas, partículas finas y aerosoles de agua saturada —los tres factores físicos que generan la columna blanca visible— sin introducir ningún reactivo líquido en la corriente de gas.
Diagrama de flujo del taller principal (4 hornos térmicos — 350.000 Nm³/h)
Hornos
y Pre-Colección
(Lavador de ácido)
(BLCNXB-35W)
Pila
Diagrama de flujo del taller trasero (2 hornos térmicos — 220.000 Nm³/h)
Hornos (7 y 8)
y Pre-Colección
(Lavador de ácido)
(BLCNXB-22W)
Pila
En ambos talleres, los gases de escape del horno pasan primero por un tanque de enfriamiento por agua y un sistema de recolección de humos previo al horno, donde se eliminan los sólidos a granel y los residuos pesados, y la temperatura de los gases de combustión se reduce de aproximadamente 80 °C a una temperatura cercana a la ambiente. A continuación, el gas pasa por el depurador de ácido de desulfuración húmeda, donde se neutralizan el SO₂, el HF y los ácidos orgánicos residuales. El gas pretratado, que aún está saturado de vapor de agua, aerosoles finos y niebla ácida residual con una carga de contaminantes mixtos de 100 mg/Nm³, entra luego en la unidad de reducción de la pluma magnética para su pulido final y supresión de la pluma.
Configuración del sistema y parámetros técnicos: Fase 1 frente a Fase 2
| Parámetro | Fase 2 (Taller principal) | Fase 1 (Taller trasero) |
|---|---|---|
| Modelo de unidad | BLCNXB-35W | BLCNXB-22W |
| Tipo de diseño | Módulo externo de la torre | Módulo externo de la torre |
| Orientación del flujo de aire | Entrada inferior, escape superior | Entrada inferior, escape superior |
| Eficiencia de purificación | ≥97% | ≥97% |
| Concentración de contaminantes mixtos en la entrada | 100 mg/Nm³ | 100 mg/Nm³ |
| Concentración de contaminantes mixtos en la salida | ≤10 mg/Nm³ | ≤10 mg/Nm³ |
| Resistencia del sistema | 250 Pa | 250 Pa |
| Volumen de gases de combustión tratados | 350.000 Nm³/h | 220.000 Nm³/h |
| Material absorbente | Acero inoxidable dúplex 2205 | Acero inoxidable dúplex 2205 |
| Dimensiones del equipo (largo × ancho × alto) | 17,5×12,5×20 m | 12,8 × 10,7 × 18,5 m |
| Generador de energía magnética | BLEMG-2K | BLEMG-2K |
| Temperatura de los gases de combustión de entrada | ≈35°C | ≈35°C |
05 — Ventajas principales
Por qué la reducción magnética de la pluma de fósforo supera a las alternativas en las aplicaciones químicas de fósforo.
- ✓
Eliminación total de la nube de humo blanca verificada por inspección gubernamental: Tras un periodo de construcción de tres meses, el sistema MPA de dos fases logró eliminar por completo la emisión visible de humo blanco en las seis chimeneas de los hornos eléctricos simultáneamente. La instalación superó la inspección ambiental gubernamental en el primer intento —un logro histórico dado el alcance de la campaña de rectificación del sector químico del fósforo— y recibió la designación provincial de "Fábrica Verde". - ✓
Acero inoxidable dúplex 2205: diseñado específicamente para flujos que contienen HF: Los gases residuales químicos de fósforo que contienen HF a 50 mg/Nm³ destruyen los absorbedores estándar de acero inoxidable 316L en cuestión de meses. El proyecto especificó acero inoxidable dúplex 2205 para todos los componentes en contacto con el fluido y semihúmedos, lo que proporciona la resistencia a la corrosión necesaria para una vida útil de más de 10 años en uno de los entornos de gases de combustión más agresivos químicamente de la industria. - ✓
La recuperación de condensado elimina la descarga de aguas residuales: El condensado capturado de la capa absorbente de MPA, que contiene ácido fosfórico residual, se canaliza a través de una unidad de recuperación por evaporación y se reincorpora al sistema de agua circulante de la planta como agua de reposición suplementaria. Esto cierra completamente el ciclo del agua, eliminando cualquier nueva descarga de aguas residuales derivada de la mejora del sistema de control de emisiones y reduciendo significativamente el consumo de agua potable de la instalación. - ✓
Arquitectura escalable que cubre 570.000 Nm³/h en dos módulos idénticos: En lugar de diseñar un único sistema a medida para el volumen de gas combinado, el equipo de ingeniería implementó dos módulos MPA que operan de forma independiente. Este enfoque permite que un taller continúe la producción mientras el otro se somete a mantenimiento programado, lo que reduce significativamente la exposición a pérdidas de producción por paradas forzadas. - ✓
Cumplimiento simultáneo de múltiples parámetros contaminantes: La etapa MPA funciona en conjunto con la desulfuración húmeda aguas arriba para lograr el cumplimiento simultáneo de los límites de la norma GB 31573 para partículas (10 mg/Nm³), SO₂ (30 mg/Nm³), NOx (100 mg/Nm³), metales pesados, incluido el arsénico (<0,001 mg/Nm³ logrado frente a 1 mg/Nm³ en la entrada), y estándares de pluma visible, lo que proporciona el cumplimiento de múltiples contaminantes desde un único sistema integrado. - ✓
Operación rentable de alto volumen: 320 kW con capacidad para suministrar 570 000 Nm³/h: La potencia máxima de funcionamiento del sistema bifásico combinado es de 320 kW. Con un funcionamiento continuo de 24 horas al día, 8000 horas de funcionamiento anuales y un coste de 0,36 RMB/kWh, el coste total anual de electricidad es de aproximadamente 92,16 RMB. Por unidad de gas tratado, esto representa un coste energético específico considerablemente inferior al de los métodos de supresión de la pluma basados en el recalentamiento húmedo o la oxidación catalítica.
Comparación de tecnologías: Reducción de la pluma magnética frente a alternativas convencionales para el sector químico del fósforo.
| Criterio | Reducción de la pluma magnética | Lavado húmedo con álcalis | Recalentamiento de gas GGH |
|---|---|---|---|
| Eliminación completa de la columna de humo | Sí (pila invisible) | No (la neblina persiste) | Parcial (dependiente de la temperatura) |
| Resistencia a HF (50 mg/Nm³) | Sí (2205 SS) | Mal estado (corrosión rápida) | Pobre |
| Generación de aguas residuales | Ninguno (condensado recuperado) | Alto volumen | Ninguno |
| Eficiencia de purificación | ≥97% | ≈80–85% | N/A (no se elimina) |
| Costo del reactivo | Cero | En curso (NaOH / Ca(OH)₂) | Cero |
| Adecuado para 570.000 Nm³/h | Sí (modular bifásico) | Sí (gran huella) | Coste energético muy elevado |
06 — Resultados operativos
Resultados de la puesta en marcha, datos de seguimiento y verificación independiente.
Tras un período de construcción e instalación de tres meses, ambas unidades MPA completaron con éxito su puesta en marcha inicial. La instalación logró la eliminación total de la columna de humo blanco visible en las seis chimeneas de escape de los hornos eléctricos simultáneamente, sin que se observara ninguna columna de humo blanco en condiciones normales de funcionamiento. El 27 de agosto de 2020 se realizó un monitoreo independiente por parte de terceros, con los siguientes resultados verificados:
Todos los parámetros monitoreados —partículas, fluoruro de hidrógeno y arsénico— se verificaron por debajo de los límites reglamentarios en el punto de descarga. La planta superó la inspección gubernamental en el primer intento y recibió la designación provincial de "Fábrica Verde", convirtiéndose en la primera empresa química de fósforo en la provincia de Yunnan en obtener este reconocimiento. El sistema combinado ahora opera de forma continua las 24 horas del día, 8000 horas al año, con una factura anual de electricidad de aproximadamente 92,16 diez mil yuanes para ambas fases.
07 — Precauciones de implementación
Consideraciones críticas de ingeniería específicas para el tratamiento de gases residuales químicos de fósforo.
- ⚠️
Riesgo de explosión por monóxido de carbono: Los gases de escape de los hornos de fósforo contienen CO hasta en una concentración de 2000 mg/Nm³. El CO es incoloro, inodoro y tiene un límite inferior de explosividad de 12,51 TP3T v/v. Se debe instalar un sensor de monitoreo de concentración de CO en línea en el conducto de entrada, aguas arriba de todos los equipos de tratamiento posteriores. Si la concentración de CO se acerca al umbral peligroso, se debe activar de inmediato el ajuste de los parámetros de combustión o la derivación de emergencia. No haga pasar los gases de escape del horno a través de ningún recipiente de tratamiento cerrado antes de que la concentración de CO se reduzca por debajo de los niveles operativos seguros. - ⚠️
Obstrucción por partículas de negro de humo en las boquillas de recirculación del sistema de pulverización inversa: Los gases de combustión de los hornos de fósforo contienen concentraciones significativas de partículas de negro de humo (hollín). Si la carga de partículas es alta, el negro de humo puede acumularse en las boquillas de retrolavado del sistema de recirculación, lo que reduce la eficacia del lavado y provoca una pérdida prematura de la eficiencia de purificación. Añada un sistema de filtración en línea al circuito de recirculación y programe inspecciones trimestrales de las boquillas durante el primer año de funcionamiento. - ⚠️
Las especificaciones de los materiales relacionados con HF no pueden ser degradadas: La experiencia práctica confirma que especificar componentes de acero inoxidable 316L o FRP (plástico reforzado con fibra) para corrientes con HF de 50 mg/Nm³ o superior provoca fallos rápidos: el FRP se degrada en ambientes con HF y el 316L no está clasificado para servicio continuo con HF. Todos los componentes en contacto con el fluido deben especificarse en acero inoxidable dúplex 2205 según el diseño. No se deben aprobar sustituciones de materiales durante la adquisición sin una revisión independiente de ingeniería de corrosión. - ⚠️
Control del pH del condensado: El condensado capturado de la capa absorbedora MPA tiene un pH aproximado de 2 debido al contenido residual de ácido fosfórico. Debe dirigirse a la unidad de recuperación evaporativa antes de reingresar al sistema de agua circulante. La descarga directa a un sumidero de torre de enfriamiento sin ajuste de pH aceleraría la corrosión de los componentes internos de la torre y los intercambiadores de calor conectados. Instale un sistema de monitoreo de pH en la línea de retorno del condensado y configure una alarma de desviación automática cuando el pH sea inferior a 4. - ⚠️
La clasificación diversa de los gases residuales requiere un diseño cuidadoso de la recolección en la fase inicial: Además de los gases de escape principales del horno, las plantas químicas de fósforo también generan gases de combustión del horno cargados de vapor de agua, gases de secado, humos del convertidor y niebla de ácido fosfórico refinado provenientes de diversas fuentes. Cada categoría de gas residual tiene una composición distinta y debe recolectarse y clasificarse antes de ingresar al sistema de tratamiento compartido. La mezcla de corrientes incompatibles sin una segregación previa adecuada puede provocar reacciones inesperadas y comprometer el rendimiento del tratamiento. - ⚠️
La formación en protocolos de seguridad es obligatoria antes de la puesta en marcha: La combinación de CO, HF y arsénico en el flujo de gases residuales sin tratar implica que cualquier acceso a los conductos para mantenimiento, muestreo o inspección requiere protección respiratoria completa, detección personal de CO y HF, y un sistema de trabajo en equipo con dos personas. Todo el personal de operaciones y mantenimiento debe recibir capacitación sobre los protocolos vigentes antes de la puesta en marcha del sistema. Actualice el registro de sustancias peligrosas de la instalación para incluir todos los nuevos riesgos en fase gaseosa introducidos con el sistema de tratamiento ampliado.
08 — Lecciones de ingeniería
Cuatro lecciones transferibles de este proyecto de taller doble
- 1
El despliegue modular independiente protege la continuidad de la producción. Al tratar cada taller como una instalación MPA independiente en lugar de combinar ambos flujos de gas en una sola unidad grande, el proyecto permite que un taller permanezca en plena producción mientras el otro se cierra por mantenimiento. Para las instalaciones de proceso continuo de alto rendimiento, esta separación se amortiza rápidamente gracias a la reducción del tiempo de inactividad de la producción durante la vida útil del activo. - 2
La especificación de materiales es una decisión normativa, no solo de ingeniería. La elección del acero inoxidable dúplex 2205 se debió al contenido de HF en los gases de combustión. Si el ingeniero responsable de la especificación hubiera aceptado una sustitución por 316L por motivos de coste, el sistema habría fallado en un plazo de 12 a 18 meses, lo que habría provocado una crisis de cumplimiento normativo y una reinversión de capital. En aplicaciones altamente corrosivas del sector químico, el documento de especificación del material debe ser revisado por un ingeniero de corrosión independiente antes de iniciar el proceso de adquisición. - 3
La integración de la recuperación de agua convierte un flujo de residuos en un recurso. La decisión de canalizar el condensado a través de una unidad de recuperación por evaporación y devolverlo al sistema de agua circulante como agua de reposición transformó la contabilidad, pasando de considerarlo un costo de tratamiento de aguas residuales a un beneficio de ahorro de agua. Este cambio de enfoque también simplificó el proceso de obtención de permisos, ya que la instalación no necesitó añadir una nueva categoría de permiso de descarga de aguas residuales para la mejora del sistema de control de emisiones. - 4
La preparación para la inspección gubernamental comienza en la etapa de diseño. El éxito de la inspección de aceptación en el primer intento no fue casualidad. El equipo del proyecto alineó el diseño del sistema directamente con los protocolos de monitoreo GB 31573, contrató previamente al proveedor externo para el muestreo isocinético de la chimenea y preparó la documentación completa (certificados de equipo, registros de calibración del CEMS, registros de capacitación operativa) simultáneamente con la puesta en marcha del sistema. Este enfoque paralelo redujo el tiempo desde la puesta en marcha hasta la aceptación formal en aproximadamente 6 semanas, en comparación con el enfoque secuencial que utilizan la mayoría de las instalaciones.
09 — Preguntas frecuentes
Reducción de la pluma magnética en plantas químicas de fósforo: Diez preguntas respondidas
Preguntas recopiladas de gerentes de planta, responsables de cumplimiento ambiental y equipos de compras en el sector químico de retardantes de llama y fósforo.
¿Listo para eliminar tu nube blanca?
Descubra la gama completa de soluciones para el control de emisiones industriales.
Desde la reducción de la pluma magnética en plantas químicas de fósforo hasta Sistemas de oxidación térmica regenerativa para la reducción de COV de alta concentración.Nuestro equipo de ingeniería ofrece soluciones probadas sobre el terreno para los desafíos más exigentes en materia de emisiones industriales.





















