Estudio de caso · Control de emisiones industriales
Cómo un productor de grafitización de material de ánodo para baterías de iones de litio de alto rendimiento logró una eficiencia de desulfuración del 99,85%, una salida de SO₂ inferior a 18 mg/Nm³ y cero columnas de humo blanco visibles, a partir de una corriente de gases de escape de un horno Acheson que contenía SO₂ a una concentración de hasta 20 000 mg/Nm³ y partículas a 300 mg/Nm³.
Caliza-yeso húmedo FGD
Desnitrificación SNCR
Reducción de la pluma magnética
Cumplimiento de las normas de emisiones del material del ánodo de la batería
01 — Antecedentes de la industria
El desafío de las emisiones del horno de grafitización en el corazón de la cadena de suministro de baterías para vehículos eléctricos
Los materiales del ánodo son una de las cuatro materias primas principales de las baterías de iones de litio, y también una industria estratégica emergente por derecho propio, alineada con las prioridades nacionales en el sector. 14º Plan Quinquenal y Objetivos a largo plazo para 2035La rápida expansión mundial de la adopción de vehículos eléctricos ha convertido a los materiales de ánodo de baterías de litio en uno de los subsectores industriales de mayor crecimiento a nivel mundial, con volúmenes de envío que alcanzaron las 178,3 decenas de mil toneladas en 2023 (un crecimiento interanual de 15,11 TP3T) y proyecciones que apuntan a las 800 decenas de mil toneladas para 2030.
La grafitización es la etapa de mayor consumo energético y mayor emisión en la cadena de producción de materiales para ánodos. Los hornos Acheson calientan el material precursor de carbono a temperaturas superiores a 2500 °C durante un ciclo de 64 horas, durante el cual los compuestos de azufre presentes de forma natural en las materias primas de coque de petróleo y brea de alquitrán de hulla se eliminan en forma de SO₂. La concentración de SO₂ resultante en los gases de escape del horno es extraordinariamente alta, alcanzando habitualmente 11 302 mg/Nm³ a la entrada del absorbedor de desulfuración, con valores máximos documentados de 20 000 mg/Nm³. Esto convierte a los gases de escape de los hornos de grafitización en una de las corrientes de SO₂ de mayor concentración que se encuentran en cualquier sector manufacturero a nivel mundial.
A medida que las regulaciones ambientales se endurecieron hasta el año 2024 Reglamento de gestión de permisos de descarga de contaminantes y el Plan de acción para acelerar la reducción de la contaminación y las emisiones de carbono.Se hizo inevitable el requisito de que los gases de escape del horno de grafitización alcanzaran emisiones ultrabajas. El desafío técnico no consiste simplemente en reducir el SO₂ de 11 302 a ≤18 mg/Nm³ —una reducción del 99,841 TP3T—, sino en hacerlo controlando simultáneamente las partículas, los NOx, el HCl, el HF, el CO y la visible columna de humo blanco que evidencia de inmediato y públicamente el incumplimiento.

“La concentración de SO₂ en el horno de grafitización, de 11 302 mg/Nm³, no es un problema de desulfuración de calderas o centrales eléctricas. Se trata de un problema de tratamiento de gases ácidos, similar al que se presenta en la fabricación de ácido sulfúrico. Lograr una eficiencia de eliminación del 99,851 TP3T para alcanzar una concentración de salida de 18 mg/Nm³, controlando simultáneamente las partículas, los NOx y la columna de humo blanco visible, requiere un sistema multitecnológico diseñado específicamente para este fin, no una simple adaptación de las prácticas de depuración industriales estándar.”
— Resumen técnico de ingeniería, proyecto de eliminación de polvo/desulfuración/desnitrificación en la industria de la grafitización
02 — Perfil de contaminación
Gases residuales del horno Acheson: La corriente con mayor contenido de SO₂ en la fabricación de materiales para baterías.
La planta se especializa en I+D, producción y venta de materiales para ánodos de baterías de litio de nueva energía y productos relacionados con la grafitización. Presta servicios a clientes internacionales de alta gama, se encuentra entre los tres principales proveedores mundiales de materiales para ánodos y cuenta con un proyecto de marca propia, dos marcas registradas y diecinueve patentes.
El horno Acheson funciona en un ciclo de 64 horas a temperaturas extremas. Los gases de combustión brutos salen a 170 °C y transportan simultáneamente los siguientes contaminantes:
- SO₂ a 11.302 mg/Nm³ a la entrada del absorbedor de FGD (pico de gas bruto documentado en 20 000 mg/Nm³). Este es el contaminante determinante: un requisito de eliminación del 99,851 TP3T para alcanzar una salida de ≤18 mg/Nm³ se encuentra entre las especificaciones de desulfuración más exigentes en cualquier sector industrial.
- Materia particulada a 300 mg/Nm³ (gas crudo), compuesto principalmente por grafito y polvo de carbono procedente del material de carga del horno. Salida objetivo: ≤5 mg/Nm³ — un requisito de reducción global del 98,31 TP3T.
- NOx a 100 mg/Nm³ a partir de reacciones de aire de combustión a alta temperatura. Salida objetivo: ≤100 mg/Nm³ mediante desnitrificación SNCR aguas arriba.
- CO a 100 mg/Nm³Requiere monitoreo de seguridad de CO y gestión de la combustión antes de cualquier etapa de tratamiento cerrada.
- HF a 5 mg/Nm³ y HCl a 15 mg/Nm³Ambos son gases ácidos corrosivos que determinan las especificaciones de materiales resistentes a la corrosión para todos los componentes en contacto con el fluido.
- Alta variabilidad de temperaturaEl gas natural a 170 °C debe enfriarse a menos de 120 °C mediante el intercambiador de calor de recuperación de energía antes del ventilador de tiro inducido, y posteriormente a menos de 40 °C en la entrada de la unidad MPA. Este requisito de gestión de la temperatura implica una importante inversión en equipos auxiliares.
- Variación extrema del ciclo del SO₂Durante el ciclo de 64 horas del horno Acheson, la concentración de SO₂ alcanza un pico de aproximadamente 20 000 mg/Nm³ y puede permanecer elevada durante periodos de 2 a 3 horas. El sistema de desulfuración debe diseñarse para la carga máxima de SO₂ en las condiciones de funcionamiento más desfavorables, con grandes volúmenes de gases de combustión y la máxima concentración de SO₂.
| Parámetro | Gas bruto / Entrada al tratamiento | Outlet (Diseño) | Límite reglamentario |
|---|---|---|---|
| SO₂ | 11.302 mg/Nm³ promedio (pico 20.000) | ≤18 mg/Nm³ | 18 mg/Nm³ |
| Material particulado (PM) | 300 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| CO | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| HF | 5 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| HCl | 15 mg/Nm³ | ≤15 mg/Nm³ | 15 mg/Nm³ |
| Pluma blanca visible | Presente | Ninguno (invisible) | No se observa ninguna columna de humo blanco. |
| Volumen de gases de combustión (nominal, FGD) | 140.000 Nm³/h | — | — |
| Volumen tratado con MPA | 100.000 Nm³/h | — | — |
| Temperatura del gas crudo | 170°C | — | — |
| Norma aplicable | Directiva de emisiones industriales de la UE (IED 2010/75/UE) y Decreto de actividades holandés (Activiteitenbesluit milieubeheer) | ||
03 — Requisitos de ingeniería
Por qué los métodos estándar de desulfuración industrial no pueden resolver el problema de la grafitización del SO₂.
El reto de ingeniería de este proyecto no consistía simplemente en seleccionar una tecnología, sino en diseñar un sistema integrado de múltiples etapas que abordara simultáneamente los seis parámetros de contaminación, al tiempo que gestionaba la extrema variabilidad cíclica de la concentración de SO₂ a lo largo del ciclo de 64 horas del horno Acheson.
Diseño para carga máxima de SO₂, no para carga promedio.
El sistema FGD debe cumplir con la normativa en el escenario de máxima concentración de SO₂: volumen máximo de gases de combustión que coincide con la concentración máxima de SO₂ (20 000 mg/Nm³). Diseñar el sistema para la concentración promedio (11 302 mg/Nm³) provocaría que se superaran los límites de la normativa durante los periodos pico de 2 a 3 horas de cada ciclo del horno.
Recuperación de energía como elemento de diseño integral
El gas natural a 170 °C contiene energía térmica recuperable. Se especifica un intercambiador de calor de conversión y recuperación de energía como primera etapa de tratamiento para reducir la temperatura de los gases de combustión a 119,46 °C antes del ventilador de tiro inducido, mejorando así las condiciones de funcionamiento del ventilador y reduciendo la carga térmica de los equipos posteriores, al tiempo que se recupera energía térmica útil para la instalación.
Absorción de doble etapa para SO₂ extremo
El sistema de desulfuración de gases de combustión (FGD) de caliza y yeso de una sola torre no puede lograr una eliminación de SO₂ del 99,851 TP3T, reduciendo la concentración de 11 302 mg/Nm³ a ≤18 mg/Nm³ en una sola pasada. Se requiere una arquitectura de absorción de dos etapas —un depurador primario seguido de un depurador secundario—, con monitoreo de pH entre etapas y gestión de lodos para mantener una eficiencia de absorción óptima en ambas torres de forma continua.
Eliminación de la nube blanca mediante la planta marina protegida aguas abajo
Tras el proceso de desulfuración de gases de combustión en dos etapas, el gas posterior al lavador aún está saturado de vapor de agua y niebla ácida residual. Se especifica una unidad de reducción de la columna magnética (BLCNXB-10W, 100 000 Nm³/h) como etapa final de pulido, instalada después del intercambiador de calor de recuperación de energía que eleva la temperatura del gas por encima de 80 °C para evitar la formación de columnas de condensación visibles.
Gestión de subproductos del yeso
El proceso de desulfuración de gases de combustión (FGD) de caliza y yeso genera sulfato de calcio (yeso) como subproducto a una tasa de hasta 2618 kg/h. El sistema debe incorporar la deshidratación del yeso para lograr un contenido de humedad inferior a 151 TP3T, lo que facilita su manipulación y eliminación. El yeso debe cumplir con los estándares de calidad para subproductos que permitan su reutilización como material de construcción en lugar de desecharlo como residuo.
Resistencia a la corrosión para servicio con HF y alto contenido de SO₂
La combinación de SO₂ a 11 302 mg/Nm³ y HF a 5 mg/Nm³ crea un entorno corrosivo excepcionalmente agresivo. Todas las superficies en contacto con el agua en los absorbedores de FGD, el sistema de manejo de yeso y la unidad MPA deben estar fabricadas con materiales aptos para este servicio ácido combinado. El acero al carbono estándar o el acero inoxidable dulce no son aceptables para ningún componente en contacto con el agua.
Integración de SNCR para el cumplimiento de las normas sobre NOx
La desnitrificación mediante SNCR (reducción selectiva no catalítica) se integra en el proceso de tratamiento para cumplir con el límite de 100 mg/Nm³ de NOx. El punto de inyección del reactivo SNCR debe ubicarse dentro del rango de temperatura (850–1100 °C) en el sistema de conductos de gases de escape del horno para lograr una descomposición eficaz del NOx sin fugas de amoníaco.
Seguridad: Gestión de riesgos de incendio, explosión y monóxido de carbono
Los gases de escape del horno de grafitización contienen polvo de carbono combustible y CO a una concentración de 100 mg/Nm³, lo que genera riesgos de incendio y explosión en los equipos de tratamiento cerrados. Es fundamental incorporar medidas de prevención de incendios, protección contra explosiones y anticorrosión en el sistema, y todos los enclavamientos de los equipos deben incluir un sistema de monitorización de la concentración de CO con capacidad de derivación automática.
04 — Solución de tratamiento
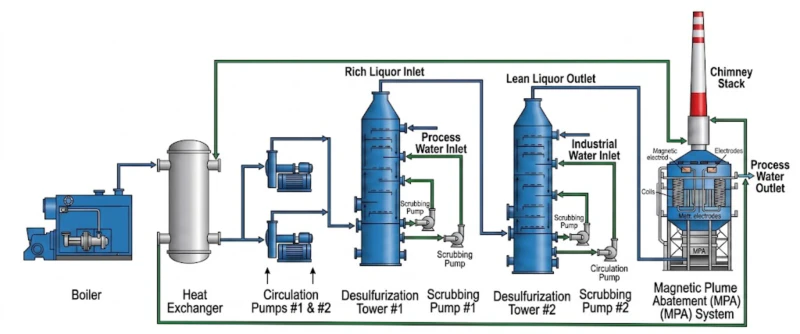
Sistema de tratamiento integrado de cuatro etapas: Recuperación de energía → FGD de doble torre → MPA → Chimenea limpia
El sistema de tratamiento integra tres tecnologías probadas en serie, cada una de las cuales aborda un conjunto distinto de contaminantes presentes en los gases de escape del horno de grafitización. Esta combinación se seleccionó para aprovechar las ventajas complementarias de cada tecnología, eliminando al mismo tiempo sus limitaciones en las demás etapas.
Etapa 1: Intercambiador de calor para recuperación de energía (170 °C → 119,46 °C)
Los gases de escape del horno de grafitización, a 170 °C, se dirigen primero al intercambiador de calor de recuperación de energía, donde el contenido energético del gas caliente se transfiere a un fluido de trabajo para su uso en la planta. La temperatura del gas se reduce a 119,46 °C antes del ventilador de tiro inducido, lo que mejora las condiciones de funcionamiento del ventilador y prolonga la vida útil del equipo. El intercambiador de calor maneja 85 000 Nm³/h con una superficie de transferencia de calor de 934 m² y una caída de presión de 273 Pa.
Etapa 2: Ventilador de tiro inducido → Sistema de desulfuración de gases de combustión de caliza y yeso en dos etapas (140 000 Nm³/h)
Dos torres de absorción de caliza y yeso a contracorriente tratan el flujo de gas de 140 000 Nm³/h. El lavador primario incorpora un eliminador de niebla de malla de 2 capas; el lavador secundario tiene un eliminador de niebla de malla de 1 capa y un conjunto de eliminadores de niebla de haz. Entre las dos torres, un sistema de monitoreo en línea del nivel de líquido y del pH permite el reabastecimiento de lodo en tiempo real y el control del pH del líquido entre etapas, lo que garantiza que el circuito de lodo se mantenga óptimamente equilibrado durante todo el ciclo del horno de 64 horas sin intervención manual. Parámetros clave de FGD: consumo de caliza 1858 kg/h (máx.), producción de yeso 2618 kg/h (máx.), contenido de humedad del yeso inferior a 15%, capacidad de almacenamiento de caliza 150 m³ con autonomía de 3 días.
Etapa 3: Desnitrificación SNCR
La desnitrificación SNCR con una eficiencia de eliminación estimada de 50% reduce los NOx de 100 mg/Nm³ para cumplir con las especificaciones de salida. El sistema de inyección SNCR opera dentro de la zona de alta temperatura del conducto de gases de escape, donde la descomposición térmica del complejo NOx-reactivo es efectiva sin necesidad de un lecho catalítico SCR específico.
Etapa 4: Reducción de la pluma magnética (100.000 Nm³/h)
Tras el proceso de desulfuración de gases de combustión en dos etapas, el gas purificado pasa por un segundo intercambiador de calor de recuperación de energía (unidad de conversión de energía y aumento de temperatura) que eleva la temperatura del gas de aproximadamente 45 °C a más de 80 °C, reduciendo el margen del punto de rocío del vapor de agua y mejorando las condiciones para la captura de la pluma de contaminación atmosférica. A continuación, el gas entra en la unidad de reducción magnética de la pluma BLCNXB-10W para un pulido final profundo y la eliminación de la pluma blanca antes de su descarga por la chimenea principal.
Horno
170→119°C
Admirador
Torre FGD
Torre FGD
HX →80°C
(BLCNXB-10W)
Pila
Parámetros técnicos clave de la unidad MPA
| Parámetro | Especificación |
|---|---|
| Modelo de unidad MPA | BLCNXB-10W |
| Tipo de diseño | Módulo independiente para instalación externa en torre |
| Orientación del flujo de aire | Entrada inferior, escape superior (directo) |
| Eficiencia de purificación | ≥95% |
| Concentración de contaminantes mixtos en la entrada | 100 mg/Nm³ |
| Concentración de contaminantes mixtos en la salida | ≤5 mg/Nm³ |
| Resistencia del sistema | 300 Pa |
| Volumen de gases de combustión tratados | 100.000 Nm³/h |
| Temperatura del gas de entrada de MPA | 80 °C por el aumento de temperatura HX antes del MPA |
| Presión del sistema | Diseño de ±5000 Pa |
| Dimensiones del equipo (ancho × profundidad) | Plano de 7900 × 7900 mm |
| Altura del equipo | 17.000 mm |
| Generador de energía magnética | BLEMG-2K |
| Consumo de energía promedio de MPA | 80 kW |
| Factor de carga de tiempo de ejecución de MPA | 195 (índice de carga operativa) |
05 — Ventajas principales
Por qué la arquitectura FGD de caliza-yeso + SNCR + MPA es la adecuada para los gases de escape de los hornos de grafitización
- ✓
El sistema de desulfuración de gases de combustión de caliza y yeso logra una eliminación de SO₂ del 99,851 TP3T a partir de 11.302 mg/Nm³ de gas crudo: La eficiencia de desulfuración verificada de 99,85% —que reduce el SO₂ de entrada de 11 302 a un promedio de salida de 8 mg/Nm³— es excepcional incluso para los estándares de la desulfuración de gases de combustión (FGD) de las centrales eléctricas de carbón, que normalmente trata concentraciones de SO₂ un orden de magnitud menores. El proceso de caliza-yeso se seleccionó para esta aplicación porque utiliza un reactivo abundante y de bajo costo (la caliza se obtiene fácilmente y su precio es estable), produce un subproducto comercialmente utilizable (yeso para la construcción) y tiene la menor relación líquido-gas de todas las químicas de FGD húmedas para una eficiencia de eliminación comparable. El diseño del eliminador de niebla dentro de la torre y el sistema de monitoreo de pH entre etapas son las innovaciones de ingeniería específicas que permiten este rendimiento al nivel de concentración de SO₂ de grafitización. - ✓
La recuperación de energía convierte un flujo de residuos térmicos en un activo para la instalación: El gas crudo a 170 °C contiene una importante energía térmica que se extrae mediante el intercambiador de calor aguas arriba, antes del sistema de desulfuración de gases de combustión (FGD), reduciendo su temperatura a 119,46 °C. Esta energía recuperada se devuelve a la planta como calor útil, mejorando la eficiencia energética general y reduciendo el coste energético neto del sistema de tratamiento. Un segundo intercambiador de calor aguas abajo del FGD eleva la temperatura del gas antes de la unidad de purificación de gases de combustión (MPA), optimizando aún más el rendimiento de la eliminación de la pluma. La configuración de doble intercambiador de calor hace que este sistema esté optimizado tanto térmica como ambientalmente. - ✓
La optimización mediante simulación por ordenador ofrece un diseño de baja resistencia y alta eficiencia energética: Se utilizó una simulación avanzada de dinámica de fluidos computacional para optimizar la distribución de la velocidad del gas dentro de las torres absorbedoras de FGD, minimizar la resistencia interna y lograr un contacto uniforme entre el reactivo y el gas. Este enfoque de diseño basado en simulación produce un sistema con menor consumo de electricidad y mayor utilización de reactivos que las torres diseñadas empíricamente de capacidad equivalente, al tiempo que garantiza el cumplimiento de la normativa en las peores condiciones de carga de SO₂. - ✓
El uso de subproductos del yeso permite una operación con cero residuos: La tasa máxima de producción de yeso de 2618 kg/h obtenida mediante la reacción de desulfuración de gases de combustión (FGD) no se considera un desecho; se trata de un material de construcción comercialmente utilizable una vez deshidratado hasta alcanzar un contenido de humedad inferior al 151 TP3T. El sistema incorpora un filtro de banda al vacío o un sistema de deshidratación equivalente para lograr esta especificación, lo que permite vender el yeso o utilizarlo en aplicaciones de construcción in situ. Esto elimina el costo de eliminación de residuos sólidos y la carga regulatoria que supondría tratar el yeso como residuo industrial. - ✓
Desempeño de cumplimiento verificado en los seis parámetros regulados simultáneamente: El sistema logró: eficiencia de desulfuración 99,85% (salida de SO₂ 8 mg/Nm³, frente al límite 18); eficiencia de eliminación de polvo 98,4% (salida de PM 2,4 mg/Nm³, frente al límite 5); eficiencia de desnitrificación 55%; salida de NOx 45 mg/Nm³ (frente al límite 100); salida de HF 1 mg/Nm³ (frente al límite 5); salida de HCl 3,5 mg/Nm³ (frente al límite 15); y cero penacho blanco visible. Los seis parámetros se encuentran simultáneamente en márgenes de cumplimiento sustanciales por debajo de sus respectivos límites. - ✓
Sistema de circulación de purines con capacidad de reinicio mediante un solo botón: El diseño incorpora una función de reinicio automático con un solo botón para el sistema de circulación de lodos tras una parada planificada o de emergencia, eliminando la compleja secuenciación manual de válvulas que se requería anteriormente. Esto reduce significativamente la carga de trabajo del operador y el riesgo de error humano durante los reinicios del sistema, que son periodos críticos para el riesgo de incumplimiento de la normativa en aplicaciones de desulfuración de gases de combustión con alto contenido de SO₂.
06 — Resultados operativos
Datos de cumplimiento verificados: Los seis parámetros contaminantes se encuentran por debajo de los límites reglamentarios.
El sistema integrado logró cumplir simultáneamente todos los objetivos de cumplimiento, con márgenes sustanciales por debajo de los límites reglamentarios en todos los parámetros monitoreados:
La carga máxima de funcionamiento del sistema completo es de 1.522,55 kW. Con un funcionamiento continuo de 24 h/día, el coste diario de electricidad es de 13.154,832 RMB (a 0,36 RMB/kWh). Para 8.000 horas de funcionamiento anuales, el coste anual de electricidad es de aproximadamente 4.384,944 decenas de mil RMB. El consumo anual de agua es de aproximadamente 4,85 t/h; a 5 t/h durante 24 h/día y un precio unitario del agua de 2 RMB/t, el coste diario del agua es de 240 RMB, lo que se traduce en 80 decenas de mil RMB al año. El consumo de caliza de 1.858,632 kg/h a 300 RMB/t da como resultado un coste anual de caliza de 445,92 decenas de mil RMB.
07 — Precauciones de implementación
Lecciones críticas de ingeniería y operación para aplicaciones de desulfuración de gases de combustión en hornos de grafitización
- ⚠️
La gestión de la concentración de lodos es el parámetro operativo más crítico en la desulfuración de gases de combustión (FGD) de caliza-yeso con alto contenido de SO₂: La experiencia operativa documentada del proyecto especifica: (1) el nivel de líquido de la suspensión de caliza del depurador primario no debe exceder el nivel de desbordamiento; al agregar agua mientras se agrega caliza, la concentración debe controlarse entre 15% y 20%; (2) cuando el pH del circuito de circulación del depurador primario cae por debajo de 4,5, agregue suspensión y mantenga el pH entre 4,5 y 5,5; (3) cuando el pH del circuito de circulación del depurador secundario cae por debajo de 5,5, agregue suspensión y mantenga el pH del depurador secundario entre 5,5 y 6,5. El incumplimiento de estos rangos de pH provoca una rápida pérdida de la eficiencia de absorción de SO₂ y excedencias de cumplimiento en cuestión de minutos a las altas concentraciones de SO₂ características de los gases de escape del horno de grafitización. - ⚠️
El protocolo de puesta en marcha del sistema de yeso debe seguirse al pie de la letra: (1) Al arrancar el sistema de raspado de yeso, abra primero la válvula de entrada del recipiente a presión y luego la alimentación eléctrica; (2) después de arrancar la bomba de raspado de yeso, confirme que la compuerta de la válvula de entrada esté completamente abierta antes de reiniciarla; (3) después de cada descarga de la prensa de yeso, limpie la salida del filtro de presión in situ. Las desviaciones de esta secuencia provocan contrapresiones de yeso que pueden bloquear el sistema de raspado y requerir mantenimiento no planificado durante la producción. - ⚠️
La puesta en marcha del sistema de circulación requiere primero el suministro de agua y luego la secuencia de válvulas de agua de refrigeración: (1) Al iniciar el sistema de circulación, abra las válvulas de salida y de agua de refrigeración a la posición de apertura de arranque; (2) cada hora registre los valores de pH de la primera y segunda etapa de la torre FGD, observe los niveles de líquido de lodo y asegúrese de que permanezcan dentro del rango normal de operación; (3) en el intervalo programado (cada 4 horas), limpie las boquillas de pulverización para confirmar que el eliminador de niebla está funcionando normalmente sin obstrucciones; (4) durante el funcionamiento del sistema, mantenga el ventilador de oxidación funcionando normalmente para asegurar un suministro de aire adecuado para la formación de yeso; (5) controle el nivel de líquido del tanque y, cuando el nivel de líquido sea alto, abra la válvula de salida de la bomba de descarga para el drenaje, para facilitar el manejo de eventos de emergencia. - ⚠️
La gestión de la temperatura en las áreas marinas protegidas es fundamental para una eliminación eficaz de la nube de humo: La temperatura de entrada de la unidad MPA debe mantenerse entre 46 y 55 °C (controlada por la unidad de calentamiento de conversión de energía). La temperatura de salida de la unidad de recuperación de energía y calentamiento debe mantenerse por encima de 80 °C para evitar la formación de una columna de humo blanca visible. Si la temperatura del gas es demasiado baja al entrar en la unidad MPA, el margen del punto de rocío del vapor de agua se reduce y la columna de humo blanca visible reaparece en la chimenea, a pesar del cumplimiento de la concentración de contaminantes. El sistema de alarma SCADA debe incluir la monitorización de la temperatura tanto en la entrada de la unidad MPA como en la salida de la unidad de recuperación de energía, con puntos de ajuste de primera alerta. - ⚠️
La tensión y la corriente del MPA deben mantenerse dentro de los límites nominales: La tensión de control del generador magnético MPA debe mantenerse en aproximadamente 60 kV. La corriente máxima no debe exceder los 1000 mA. Es fundamental prestar atención a la temperatura, la humedad y otros factores ambientales que rodean la unidad MPA, así como al estado de funcionamiento de la bobina electromagnética, el generador magnético y los componentes electromagnéticos. Superar el límite de corriente provoca la degradación del aislamiento en las bobinas del campo magnético y puede generar arcos eléctricos que dañen la capa absorbente. - ⚠️
Las fluctuaciones de la concentración de SO₂ y de la temperatura son el principal riesgo de inestabilidad del sistema: El análisis de riesgos del proyecto identifica las fluctuaciones de temperatura de los gases de combustión y de SO₂ como la causa principal de la inestabilidad de la descarga del sistema. Estas fluctuaciones se deben al ciclo inherente de 64 horas del horno Acheson, y no a un mal funcionamiento del equipo. El protocolo de respuesta del sistema requiere: (1) mantener una comunicación fluida entre el sistema de purificación de gases de combustión y el equipo de operaciones del horno de grafitización; cuando se observen fluctuaciones, proporcionar una notificación anticipada y tomar las medidas pertinentes con prontitud; (2) reforzar las rondas de inspección del personal para mantener el equipo funcionando con normalidad; actualizar continuamente las medidas de seguridad y los planes de contingencia para garantizar una respuesta eficaz ante emergencias. Se recomienda encarecidamente la integración del sistema de control de la desulfuración de gases de combustión con el sistema de control distribuido (DCS) de las operaciones del horno para la alerta temprana de tendencias de SO₂.
08 — Lecciones de ingeniería
Cuatro lecciones aprendidas de este proyecto de tratamiento de múltiples contaminantes en un horno de grafitización.
- 1
Diseñe para la carga máxima de SO₂, no para la concentración promedio, o incumplirá la normativa durante cada pico del ciclo del horno. El ciclo de 64 horas del horno Acheson genera picos de SO₂ de 20 000 mg/Nm³ durante la fase de alta temperatura. Un sistema diseñado para un promedio de 11 302 mg/Nm³ no cumplirá con los requisitos para los picos y emitirá SO₂ por encima del límite de 18 mg/Nm³ durante 2 a 3 horas por ciclo. El diseño correcto se basa en el escenario de carga máxima (volumen máximo de gases de combustión que coincide con la concentración máxima de SO₂), de modo que el rendimiento promedio proporciona el margen de cumplimiento que crea el margen de seguridad regulatorio del sistema. - 2
El sistema FGD de dos etapas y doble torre es la única arquitectura viable para la eliminación de SO₂ al 99,851 TP3T a partir de concentraciones superiores a 10 000 mg/Nm³. Los sistemas de desulfuración de gases de combustión (FGD) de caliza y yeso de una sola torre están diseñados para eliminar entre 90 y 951 TP3T de concentraciones de SO₂ inferiores a 2000 mg/Nm³. Para lograr una eliminación de 99,851 TP3T a partir de 11 302 mg/Nm³ se requieren dos etapas con monitorización del pH entre etapas y reposición de la suspensión, ya que la química de lavado requiere un frente de suspensión fresco y de alto pH en la segunda etapa para capturar el SO₂ residual que escapa de la suspensión saturada de la primera etapa. El diseño de dos etapas debería ser la opción predeterminada para cualquier aplicación con una concentración de SO₂ de entrada superior a 5000 mg/Nm³. - 3
La comunicación en tiempo real entre el equipo de operaciones del horno y la sala de control del sistema de desulfuración de gases de combustión (FGD) es un requisito operativo, no una cortesía. El análisis de riesgo de fluctuación de SO₂ en este proyecto identifica explícitamente la necesidad de que el equipo del horno notifique con anticipación cuando cambien las condiciones de operación. Sin este enlace de comunicación, el sistema FGD responde de forma reactiva a los picos de SO₂ una vez que ya han ingresado al absorbedor, lo que no permite ajustar el pH y el caudal de la suspensión antes de que se supere el límite de cumplimiento. Un protocolo simple —el operador del horno notifica a la sala FGD 30 minutos antes de cualquier cambio de fase planificado del ciclo del horno— proporciona el tiempo de aviso necesario para el ajuste proactivo de la suspensión. - 4
El yeso, como subproducto, es un activo que genera ingresos y contribuye a la sostenibilidad, no un problema de gestión de residuos. Con una tasa de producción máxima de 2618 kg/h y un costo de entrada de piedra caliza de 300 RMB/t, el sistema convierte un reactivo mineral de bajo costo en yeso de construcción de calidad comercial, eliminando así el costo de eliminación y la responsabilidad ambiental asociada al tratamiento del sulfato de calcio como residuo sólido. Al concebir el sistema de desulfuración de gases de combustión (FGD) como una unidad de producción de yeso —con la desulfuración como el paso de valor añadido— en lugar de una unidad de tratamiento de residuos, se obtiene un modelo económico más preciso para la evaluación de inversiones y la toma de decisiones operativas continuas.
09 — Preguntas frecuentes
Control de emisiones en hornos de grafitización: Diez preguntas respondidas
Preguntas de ingenieros de cumplimiento ambiental, gerentes de producción y equipos de adquisiciones técnicas en instalaciones de grafitización de material de ánodo para baterías de litio que planifican mejoras en el control de emisiones.
¿Listo para resolver el problema de las emisiones de su horno de grafitización?
Descubra la gama completa de soluciones para el control de emisiones industriales.
Desde la eliminación de polvo del horno de grafitización integrado, la desulfuración y la desnitrificación hasta Sistemas de oxidación térmica regenerativa para la reducción de COV farmacéuticos y químicos.Nuestro equipo de ingeniería ofrece soluciones de cumplimiento verificadas para los desafíos de emisiones industriales más exigentes en la cadena de suministro global de materiales para baterías.





















