Étude de cas · Contrôle des émissions industrielles
Comment un producteur de graphitisation de matériaux d'anode de batterie lithium-ion haute performance a atteint une efficacité de désulfuration de 99,85%, une sortie de SO₂ inférieure à 18 mg/Nm³ et aucun panache blanc visible — à partir d'un flux de gaz résiduaires de four Acheson transportant du SO₂ jusqu'à 20 000 mg/Nm³ et des particules à 300 mg/Nm³.
FGD humide calcaire-gypse
Dénitrification SNCR
Réduction des panaches magnétiques
Conformité aux normes d'émission des matériaux d'anode de batterie
01 — Contexte industriel
Le défi des émissions des fours de graphitisation au cœur de la chaîne d'approvisionnement des batteries pour véhicules électriques
Les matériaux d'anode constituent l'une des quatre matières premières essentielles des batteries lithium-ion et représentent également un secteur émergent stratégique à part entière, en phase avec les priorités nationales. 14e plan quinquennal et Objectifs à long terme pour 2035L'expansion rapide de l'adoption des véhicules électriques à l'échelle mondiale a fait des matériaux d'anode pour batteries au lithium l'un des sous-secteurs industriels à la croissance la plus rapide au monde, avec des volumes d'expédition atteignant 178,3 milliards de tonnes en 2023 (soit une croissance annuelle de 15,11 milliards de tonnes) et des projections indiquant 800 milliards de tonnes d'ici 2030.
La graphitisation est l'étape la plus énergivore et la plus polluante de la chaîne de production des matériaux d'anode. Les fours Acheson chauffent le précurseur carboné à des températures supérieures à 2 500 °C pendant un cycle de 64 heures. Durant ce cycle, les composés soufrés naturellement présents dans le coke de pétrole et le brai de goudron de houille sont éliminés sous forme de SO₂. La concentration de SO₂ qui en résulte dans les gaz de sortie du four est extrêmement élevée : elle atteint couramment 11 302 mg/Nm³ à l'entrée de l'absorbeur de désulfuration, avec des valeurs maximales enregistrées à 20 000 mg/Nm³. De ce fait, les gaz de sortie des fours de graphitisation figurent parmi les flux de gaz les plus concentrés en SO₂ rencontrés dans tous les secteurs industriels à l'échelle mondiale.
Alors que la réglementation environnementale se durcissait jusqu'en 2024 Règlement sur la gestion des permis de rejet de polluants et le Plan d'action pour accélérer la réduction de la pollution et des émissions de carboneL'exigence de faibles émissions ultra-limitées des gaz de combustion des fours de graphitisation est devenue incontournable. Le défi technique ne consiste pas seulement à réduire les émissions de SO₂ de 11 302 à ≤ 18 mg/Nm³ (soit une réduction de 99,841 % selon la norme TP3T), mais aussi à gérer simultanément les particules fines, les NOx, le HCl, le HF, le CO et le panache blanc visible qui rend toute non-conformité immédiatement et publiquement flagrante.

« La concentration de SO₂ dans un four de graphitisation, à 11 302 mg/Nm³, ne relève pas d’un problème de désulfuration de chaudière ou de centrale électrique. Il s’agit d’un problème de traitement des gaz acides, du type de ceux rencontrés dans la production d’acide sulfurique. Pour atteindre une efficacité d’élimination de 99,851 TP3T et une concentration de 18 mg/Nm³ en sortie, tout en maîtrisant les particules, les NOx et le panache blanc visible, un système multitechnologique spécifiquement conçu à cet effet est nécessaire, et non une simple adaptation des pratiques d’épuration industrielles classiques. »
— Résumé technique d'ingénierie, Projet de dépoussiérage/désulfuration/dénitrification dans l'industrie de la graphitisation
02 — Profil de pollution
Gaz résiduaires du four Acheson : le flux le plus riche en SO₂ dans la fabrication des matériaux pour batteries
Ce site est spécialisé dans la R&D, la production et la vente de matériaux d'anode pour batteries lithium-ion nouvelle génération et de produits liés à la graphitisation. Il dessert une clientèle internationale haut de gamme, figure parmi les trois premiers fournisseurs mondiaux de matériaux d'anode et possède une marque d'entreprise, deux marques déposées et 19 brevets.
Le four Acheson fonctionne selon un cycle de 64 heures à des températures extrêmes. Les gaz de combustion bruts sortent à 170 °C et transportent simultanément les polluants suivants :
- Concentration de SO₂ de 11 302 mg/Nm³ à l'entrée de l'absorbeur de désulfuration des gaz de combustion (FGD). (Pic de gaz brut documenté à 20 000 mg/Nm³). Il s’agit du polluant déterminant : une exigence d’élimination de 99,851 TP3T pour atteindre ≤ 18 mg/Nm³ à la sortie figure parmi les spécifications de désulfuration les plus exigeantes de tous les secteurs industriels.
- Matières particulaires à 300 mg/Nm³ (gaz brut), composé principalement de poussières de graphite et de carbone provenant de la charge du four. Objectif de rejet : ≤ 5 mg/Nm³ – une exigence de réduction globale de 98,31 TP3T.
- NOx à 100 mg/Nm³ issus de réactions de combustion à haute température. Objectif de sortie : ≤ 100 mg/Nm³ via une dénitrification SNCR en amont.
- CO à 100 mg/Nm³. Nécessite une surveillance de la sécurité du CO et une gestion de la combustion en amont de toute étape de traitement en milieu clos.
- HF à 5 mg/Nm³ et HCl à 15 mg/Nm³Ce sont deux gaz acides corrosifs qui imposent des spécifications de matériaux résistants à la corrosion pour tous les composants en contact avec le fluide.
- Variabilité élevée des températuresLe gaz brut, à 170 °C, doit être refroidi à moins de 120 °C par l'échangeur de chaleur à récupération d'énergie en amont du ventilateur de tirage induit, puis à moins de 40 °C à l'entrée de l'unité MPA. Cette exigence de gestion de la température engendre des investissements importants dans les équipements auxiliaires.
- Variation extrême du cycle du SO₂Au cours du cycle de 64 heures du four Acheson, la concentration en SO₂ atteint un pic d'environ 20 000 mg/Nm³ et peut rester élevée pendant 2 à 3 heures. Le système de désulfuration doit être dimensionné pour supporter la charge maximale en SO₂ dans les conditions de fonctionnement les plus défavorables, caractérisées par un volume important de gaz de combustion et une concentration maximale en SO₂.
| Paramètre | Gaz brut / Entrée du traitement | Point de vente (Conception) | limite réglementaire |
|---|---|---|---|
| SO₂ | 11 302 mg/Nm³ en moyenne (pic 20 000) | ≤18 mg/Nm³ | 18 mg/Nm³ |
| Matières particulaires (PM) | 300 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| CO | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| HF | 5 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| HCl | 15 mg/Nm³ | ≤15 mg/Nm³ | 15 mg/Nm³ |
| Plume blanche visible | Présent | Aucun (invisible) | Aucune plume blanche visible |
| Volume des gaz de combustion (nominal, FGD) | 140 000 Nm³/h | — | — |
| Volume traité MPA | 100 000 Nm³/h | — | — |
| température du gaz brut | 170°C | — | — |
| Norme applicable | Directive européenne sur les émissions industrielles (IED 2010/75/UE) et décret néerlandais sur les activités (Activiteitenbesluit milieubeheer) | ||
03 — Exigences d'ingénierie
Pourquoi les approches industrielles standard de désulfuration ne peuvent pas résoudre le problème de la graphitisation du SO₂
Le défi technique de ce projet ne consistait pas simplement à choisir une technologie, mais à concevoir un système intégré à plusieurs étapes qui traite simultanément les six paramètres de pollution tout en gérant l'extrême variabilité cyclique de la concentration de SO₂ sur le cycle de 64 heures du four Acheson.
Conception pour une charge de pointe en SO₂, et non pour une charge moyenne.
Le système de désulfuration des gaz de combustion (FGD) doit être conforme aux exigences dans le scénario de concentration maximale de SO₂ : volume maximal de gaz de combustion correspondant à la concentration maximale de SO₂ (20 000 mg/Nm³). Un dimensionnement basé sur la valeur moyenne (11 302 mg/Nm³) entraînerait des dépassements de conformité pendant les périodes de pointe de 2 à 3 heures de chaque cycle du four.
La récupération d'énergie en tant qu'élément de conception intégré
Le gaz brut à 170 °C contient de l'énergie thermique récupérable. Un échangeur de chaleur à conversion et récupération d'énergie est prévu comme première étape de traitement afin de réduire la température des gaz de combustion à 119,46 °C avant le ventilateur de tirage induit, améliorant ainsi les conditions de fonctionnement de ce dernier et réduisant la charge thermique des équipements en aval, tout en récupérant de l'énergie thermique utile pour l'installation.
Absorption en deux étapes pour les concentrations extrêmes de SO₂
Un système de désulfuration des gaz de combustion (FGD) à tour unique en calcaire et gypse ne permet pas d'atteindre un taux d'élimination du SO₂ de 99,851 % (TP3T) pour une concentration de 11 302 mg/Nm³ à ≤ 18 mg/Nm³ en un seul passage. Une architecture d'absorption à deux étages – un épurateur primaire suivi d'un épurateur secondaire – est nécessaire, avec un contrôle du pH et une gestion des boues entre les étages afin de maintenir une efficacité d'absorption optimale et continue dans les deux tours.
Élimination du panache blanc via MPA en aval
Après le traitement des gaz de combustion en deux étapes, le gaz issu du laveur est encore saturé de vapeur d'eau et de brouillard acide résiduel. Un système de réduction des panaches magnétiques (BLCNXB-10W, 100 000 Nm³/h) est prévu comme étape de finition. Installé après l'échangeur de chaleur à récupération d'énergie, il porte la température du gaz à plus de 80 °C afin d'éviter la formation de panaches de condensation visibles.
Gestion des sous-produits du gypse
Le procédé de désulfuration des gaz de combustion (FGD) au calcaire et au gypse génère du sulfate de calcium (gypse) comme sous-produit, à un débit pouvant atteindre 2 618 kg/h. Le système doit intégrer une étape de déshydratation du gypse afin d'obtenir une teneur en humidité inférieure à 151 µg/L (151 µg/L) pour faciliter sa manipulation et son élimination. Le gypse doit répondre aux normes de qualité des sous-produits permettant son réemploi comme matériau de construction plutôt que son élimination comme déchet.
Résistance à la corrosion pour les services HF et à haute teneur en SO₂
La combinaison de SO₂ à 11 302 mg/Nm³ et de HF à 5 mg/Nm³ crée un environnement corrosif extrêmement agressif. Toutes les surfaces en contact avec le fluide dans les absorbeurs de désulfuration des gaz de combustion, le système de manutention du gypse et l'unité MPA doivent être réalisées avec des matériaux adaptés à ce service acide combiné. L'acier au carbone standard ou l'acier inoxydable doux ne conviennent pas pour les composants en contact avec le fluide.
Intégration SNCR pour la conformité aux NOx
La dénitrification par SNCR (réduction non catalytique sélective) est intégrée à la chaîne de traitement afin de respecter la limite de 100 mg/Nm³ de NOx. Le point d'injection du réactif SNCR doit être positionné dans la plage de températures (850–1 100 °C) des conduits d'évacuation des gaz du four pour une décomposition efficace des NOx sans émissions d'ammoniac.
Sécurité : Gestion des risques d'incendie, d'explosion et de CO
Les gaz d'échappement des fours de graphitisation contiennent des poussières de carbone combustibles et du CO à une concentration de 100 mg/Nm³, deux substances qui engendrent des risques d'incendie et d'explosion dans les équipements de traitement fermés. Des mesures de prévention des incendies, de protection contre les explosions et de protection contre la corrosion doivent être intégrées au système, et tous les dispositifs de verrouillage des équipements doivent comporter une surveillance de la concentration de CO avec fonction de dérivation automatique.
04 — Solution de traitement
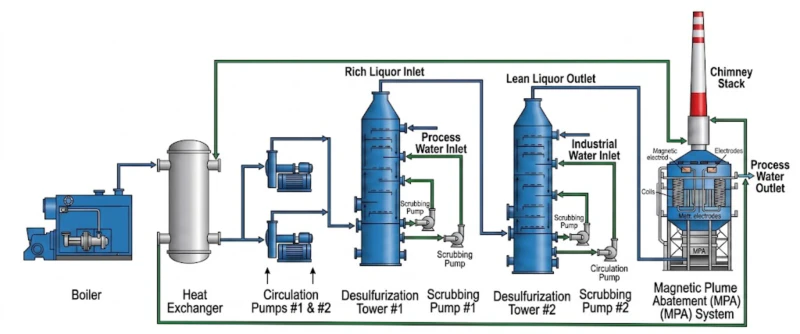
Système de traitement intégré en quatre étapes : Récupération d’énergie → Désulfuration des gaz de combustion à double tour → MPA → Cheminée propre
Le système de traitement intègre en série trois technologies éprouvées, chacune ciblant un ensemble spécifique de polluants présents dans les gaz d'échappement du four de graphitisation. Cette combinaison a été choisie pour exploiter les atouts complémentaires de chaque technologie tout en palliant leurs faiblesses respectives grâce aux autres étapes de traitement.
Étape 1 : Échangeur de chaleur de récupération d'énergie (170 °C → 119,46 °C)
Les gaz de combustion bruts du four de graphitisation, à 170 °C, sont d'abord dirigés vers l'échangeur de chaleur à récupération d'énergie. L'énergie thermique des gaz chauds y est transférée à un fluide caloporteur. La température des gaz est abaissée à 119,46 °C avant le ventilateur d'extraction, ce qui améliore les conditions de fonctionnement de ce dernier et prolonge la durée de vie de l'équipement. L'échangeur de chaleur a un débit de 85 000 Nm³/h, une surface d'échange thermique de 934 m² et une perte de charge de 273 Pa.
Étape 2 : Ventilateur à tirage induit → FGD calcaire-gypse à deux étages (140 000 Nm³/h)
Deux tours d'absorption à contre-courant calcaire-gypse traitent le flux gazeux de 140 000 Nm³/h. Le laveur primaire est équipé d'un séparateur de brouillard à deux couches ; le laveur secondaire comprend un séparateur de brouillard à une couche et un ensemble de séparateurs de brouillard à faisceau. Entre les deux tours, un système de surveillance en ligne du niveau de liquide et du pH permet le réapprovisionnement en temps réel de la suspension et le contrôle du pH entre les étages, garantissant ainsi un équilibre optimal du circuit de suspension tout au long du cycle complet du four (64 heures), sans intervention manuelle. Principaux paramètres du procédé de désulfuration des gaz de combustion : consommation de calcaire : 1 858 kg/h (max.), production de gypse : 2 618 kg/h (max.), teneur en humidité du gypse : inférieure à 151 TP3T, capacité de stockage du calcaire : 150 m³ avec une autonomie de 3 jours.
Étape 3 : Dénitrification SNCR
La dénitrification SNCR, avec une efficacité d'élimination estimée à 50%, réduit les NOx de 100 mg/Nm³ pour respecter les spécifications de sortie. Le système d'injection SNCR fonctionne dans la zone à haute température du réseau de conduits de gaz d'échappement, où la décomposition thermique du complexe NOx-réactif est efficace sans nécessiter de lit catalytique SCR dédié.
Étape 4 : Réduction du panache magnétique (100 000 Nm³/h)
Après le système de désulfuration des gaz de combustion (FGD) en deux étapes, le gaz épuré traverse un second échangeur de chaleur à récupération d'énergie (unité de conversion d'énergie et d'élévation de température) qui porte sa température d'environ 45 °C à plus de 80 °C, réduisant ainsi l'écart de point de rosée et améliorant les conditions de capture du panache par l'unité de dépoussiérage magnétique (MPA). Le gaz pénètre ensuite dans l'unité de dépoussiérage magnétique BLCNXB-10W pour un polissage final et l'élimination du panache blanc avant son rejet par la cheminée principale.
Four
170→119°C
Ventilateur
Tour FGD
Tour FGD
HX → 80 °C
(BLCNXB-10W)
Empiler
Paramètres techniques clés de l'unité MPA
| Paramètre | Spécification |
|---|---|
| Modèle d'unité MPA | BLCNXB-10W |
| Type de mise en page | Module autonome externe à la tour |
| Orientation du flux d'air | Entrée par le bas, échappement par le haut (direct) |
| Efficacité de purification | ≥95% |
| Concentration de polluants mixtes à l'entrée | 100 mg/Nm³ |
| Concentration de polluants mixtes à la sortie | ≤5 mg/Nm³ |
| Résistance du système | 300 Pa |
| Volume des gaz de combustion traités | 100 000 Nm³/h |
| Température du gaz d'entrée MPA | 80 °C par échangeur de chaleur avant MPA |
| Pression du système | Conception à ±5 000 Pa |
| Dimensions de l'équipement (L×P) | Plan de 7 900 × 7 900 mm |
| Hauteur de l'équipement | 17 000 mm |
| Générateur d'énergie magnétique | BLEMG-2K |
| Consommation électrique moyenne MPA | 80 kW |
| Facteur de charge d'exécution MPA | 195 (indice de charge de fonctionnement) |
05 — Principaux avantages
Pourquoi l'architecture calcaire-gypse FGD + SNCR + MPA est-elle la bonne pour le traitement des gaz de combustion des fours de graphitisation ?
- ✓
Le procédé FGD calcaire-gypse permet d'éliminer 99,851 TP3T de SO₂ à partir d'un gaz brut contenant 11 302 mg/Nm³ : L'efficacité de désulfuration vérifiée du procédé 99.85% — réduisant la concentration de SO₂ à l'entrée de 11 302 mg/Nm³ à une moyenne de 8 mg/Nm³ à la sortie — est exceptionnelle, même pour les systèmes de désulfuration des gaz de combustion (FGD) des centrales au charbon, qui traitent généralement des concentrations de SO₂ dix fois inférieures. Le procédé calcaire-gypse a été choisi pour cette application car il utilise un réactif abondant et peu coûteux (le calcaire est largement disponible et son prix est stable), produit un sous-produit commercialisable (le gypse pour la construction) et présente le rapport liquide/gaz le plus faible de tous les procédés FGD par voie humide pour une efficacité d'élimination comparable. La conception du séparateur de brouillard intra-tour et le système de contrôle du pH inter-étages constituent les innovations techniques spécifiques qui permettent cette performance au niveau de concentration de SO₂ nécessaire à la graphitisation. - ✓
La valorisation énergétique transforme un flux de déchets thermiques en un actif d'installation : Le gaz brut à 170 °C contient une importante énergie thermique qui est extraite par l'échangeur de chaleur en amont du système de désulfuration des gaz de combustion (FGD), abaissant sa température à 119,46 °C. Cette énergie récupérée est réinjectée dans l'installation sous forme de chaleur utile, améliorant ainsi l'efficacité énergétique globale et réduisant le coût énergétique net du système de traitement. Un second échangeur de chaleur en aval du FGD augmente la température du gaz avant l'unité MPA, optimisant davantage l'élimination des panaches. La configuration à double échangeur de chaleur confère à ce système une optimisation à la fois thermique et environnementale. - ✓
L'optimisation par simulation informatique permet une conception à faible résistance et écoénergétique : Une simulation numérique avancée de la dynamique des fluides a été utilisée pour optimiser la distribution de la vitesse des gaz dans les tours d'absorption FGD, minimiser la résistance interne et obtenir un contact uniforme entre le réactif et le gaz. Cette approche de conception basée sur la simulation permet d'obtenir un système présentant une consommation d'électricité réduite et une utilisation des réactifs supérieure à celle des tours de capacité équivalente conçues empiriquement, tout en garantissant la conformité aux conditions de charge en SO₂ les plus défavorables. - ✓
Le gypse, un sous-produit, permet un fonctionnement zéro déchet : Le débit maximal de production de gypse de 2 618 kg/h issu de la réaction de désulfuration des gaz de combustion (FGD) ne constitue pas un déchet : il s’agit d’un matériau de construction commercialisable après déshydratation à une teneur en humidité inférieure à 151 TP3T. Le système intègre un filtre à bande sous vide ou un système de déshydratation équivalent pour atteindre cette spécification, permettant ainsi la vente ou l’utilisation du gypse sur site. Ceci élimine les coûts et les contraintes réglementaires liés à l’élimination des déchets solides qui résulteraient du traitement du gypse comme déchet industriel. - ✓
Performance de conformité vérifiée pour l'ensemble des six paramètres réglementés simultanément : Le système a atteint les performances suivantes : efficacité de désulfuration de 99,851 TP3T (SO₂ en sortie : 8 mg/Nm³, limite : 18) ; efficacité de dépoussiérage de 98,41 TP3T (PM en sortie : 2,4 mg/Nm³, limite : 5) ; efficacité de dénitrification de 551 TP3T ; NOx en sortie : 45 mg/Nm³ (limite : 100) ; HF en sortie : 1 mg/Nm³ (limite : 5) ; HCl en sortie : 3,5 mg/Nm³ (limite : 15) ; et absence totale de panache blanc visible. Ces six paramètres sont simultanément largement inférieurs à leurs limites respectives. - ✓
Fonction de redémarrage par simple pression d'un bouton pour le système de circulation de boues : La conception intègre une fonction de redémarrage automatique par simple pression d'un bouton pour le système de circulation de boues après un arrêt planifié ou d'urgence, éliminant ainsi la séquence complexe de vannes manuelles auparavant requise. Ceci réduit considérablement la charge de travail de l'opérateur et le risque d'erreur humaine lors des redémarrages du système, phases critiques pour le risque de non-conformité dans les applications de désulfuration des gaz de combustion à forte teneur en SO₂.
06 — Résultats opérationnels
Données de conformité vérifiées : Les six paramètres de pollution sont tous inférieurs aux limites réglementaires.
Le système intégré a atteint simultanément tous les objectifs de conformité, avec des marges substantielles en dessous des limites réglementaires pour tous les paramètres surveillés :
La puissance maximale admissible du système complet est de 1 522,55 kW. En fonctionnement continu 24 h/24, le coût journalier de l'électricité s'élève à 13 154,832 RMB (à 0,36 RMB/kWh). Pour 8 000 heures de fonctionnement annuelles, le coût annuel de l'électricité est d'environ 4 384,944 dizaines de milliers de RMB. La consommation annuelle d'eau est d'environ 4,85 t/h ; à raison de 5 t/h en fonctionnement continu et d'un prix unitaire de l'eau de 2 RMB/t, le coût journalier de l'eau est de 240 RMB, soit 80 dizaines de milliers de RMB par an. La consommation de calcaire, à raison de 1 858,632 kg/h à 300 RMB/t, engendre un coût annuel de calcaire de 445,92 dizaines de milliers de RMB.
07 — Précautions d'implémentation
Leçons critiques d'ingénierie et d'exploitation pour les applications de désulfuration des gaz de combustion dans les fours de graphitisation
- ⚠️
La gestion de la concentration de la boue est le paramètre opérationnel le plus critique dans le procédé de désulfuration des gaz de combustion (FGD) à base de calcaire et de gypse à haute teneur en SO₂ : L'expérience opérationnelle documentée du projet précise : (1) le niveau de liquide de la suspension calcaire du laveur primaire ne doit pas dépasser le niveau de débordement ; lors de l'ajout d'eau pendant l'ajout de calcaire, la concentration doit être contrôlée entre 151 TP3T et 201 TP3T ; (2) lorsque le pH de la boucle de circulation du laveur primaire descend en dessous de 4,5, ajouter de la suspension et maintenir le pH entre 4,5 et 5,5 ; (3) lorsque le pH de la boucle de circulation du laveur secondaire descend en dessous de 5,5, ajouter de la suspension et maintenir le pH du laveur secondaire entre 5,5 et 6,5. Le non-respect de ces plages de pH entraîne une perte rapide d'efficacité d'absorption du SO₂ et des dépassements de conformité en quelques minutes aux concentrations élevées de SO₂ caractéristiques des gaz d'échappement du four de graphitisation. - ⚠️
Le protocole de démarrage du système de gypse doit être suivi à la lettre : (1) Lors du démarrage du système de raclage du plâtre, ouvrez d'abord la vanne d'entrée du réservoir sous pression, puis mettez sous tension ; (2) après le démarrage de la pompe de raclage du plâtre, vérifiez que la porte de la vanne d'entrée est complètement ouverte avant de la redémarrer ; (3) après chaque décharge de plâtre de la presse, nettoyez la sortie du filtre sous pression sur site. Tout écart par rapport à cette procédure peut entraîner des contre-pressions du plâtre susceptibles d'obstruer le système de raclage et de nécessiter une maintenance imprévue en cours de production. - ⚠️
Le démarrage du système de circulation nécessite une séquence de vannes d'eau d'abord, puis d'eau de refroidissement : (1) Lors du démarrage du système de circulation, ouvrir les vannes de sortie et d'eau de refroidissement en position ouverte ; (2) toutes les heures, enregistrer les valeurs de pH des tours de désulfuration des gaz de combustion (FGD) de premier et de deuxième étage, observer les niveaux de liquide de la suspension et s'assurer qu'ils restent dans la plage de fonctionnement normale ; (3) à l'intervalle programmé (toutes les 4 heures), nettoyer les buses de pulvérisation pour vérifier que le séparateur de brouillard fonctionne correctement et sans obstruction ; (4) pendant le fonctionnement du système, maintenir le ventilateur d'oxydation en marche afin d'assurer un apport d'air suffisant pour la formation de gypse ; (5) contrôler le niveau de liquide dans le réservoir et, en cas de niveau élevé, ouvrir la vanne de sortie de la pompe de refoulement pour permettre la vidange et faciliter la gestion des situations d'urgence. - ⚠️
La gestion de la température des aires marines protégées est non négociable pour une élimination fiable des panaches : La température d'entrée de l'unité MPA doit être maintenue entre 46 et 55 °C (régulée par l'unité de conversion d'énergie et d'élévation de température). La température de sortie de l'unité de récupération d'énergie et d'élévation de température doit être maintenue au-dessus de 80 °C afin d'éviter la formation d'un panache blanc visible. Si la température des gaz est trop basse à l'entrée de l'unité MPA, la marge de point de rosée diminue et un panache blanc visible réapparaît à la cheminée, malgré le respect des concentrations de polluants autorisées. La surveillance de la température à l'entrée de l'unité MPA et à la sortie de l'unité de récupération d'énergie doit être intégrée au système d'alarme SCADA, avec des seuils de première alerte. - ⚠️
La tension et le courant MPA doivent être gérés dans les limites nominales : La tension de commande du générateur magnétique MPA doit être maintenue à environ 60 kV. Le courant maximal ne doit pas dépasser 1 000 mA. Il convient de surveiller la température, l’humidité et les autres facteurs environnementaux autour de l’unité MPA, ainsi que l’état de fonctionnement de la bobine électromagnétique, du générateur magnétique et des composants électromagnétiques. Un dépassement de la limite de courant entraîne une dégradation de l’isolation des bobines de champ magnétique et peut provoquer des arcs électriques susceptibles d’endommager la couche absorbante. - ⚠️
Les fluctuations de la concentration en SO₂ et de la température constituent le principal risque d'instabilité du système : L'analyse des risques du projet identifie les fluctuations de température des gaz de combustion et de SO₂ comme la cause principale de l'instabilité des rejets du système. Ces fluctuations sont inhérentes au cycle de fonctionnement du four Acheson (64 heures) et non dues à un dysfonctionnement de l'équipement. Le protocole d'intervention du système exige : (1) une communication étroite entre le système d'épuration des gaz de combustion et l'équipe d'exploitation du four de graphitisation ; en cas de fluctuations, une notification préalable et des mesures appropriées doivent être prises rapidement ; (2) un renforcement des rondes d'inspection du personnel afin de garantir le fonctionnement normal de l'équipement ; une mise à jour continue des mesures de sécurité et des plans d'urgence pour assurer une intervention efficace en cas d'urgence. L'intégration du système de contrôle du traitement des gaz de combustion au système de contrôle-commande du four pour une alerte précoce concernant l'évolution des concentrations de SO₂ est fortement recommandée.
08 — Leçons tirées en ingénierie
Quatre leçons tirées de ce projet de traitement multipolluants par four de graphitisation
- 1
Concevez pour une charge de SO₂ de pointe, et non pour une concentration moyenne, sinon vous enfreindrez les normes de conformité à chaque pic du cycle de la chaudière. Le cycle de 64 heures du four Acheson génère des pics de SO₂ à 20 000 mg/Nm³ durant la phase à haute température. Un système dimensionné pour une valeur moyenne de 11 302 mg/Nm³ sera sous-dimensionné pour ces pics et émettra du SO₂ au-delà de la limite de 18 mg/Nm³ pendant 2 à 3 heures par cycle. La conception optimale repose sur le scénario de charge maximale – le volume maximal de gaz de combustion coïncidant avec la concentration maximale de SO₂ – les performances moyennes assurant alors la marge de conformité nécessaire au système. - 2
L'architecture FGD à double tour et à deux étages est la seule architecture viable pour l'élimination du SO₂ à partir de concentrations supérieures à 10 000 mg/Nm³. Les systèmes de désulfuration des gaz de combustion (FGD) à tour unique en calcaire-gypse sont conçus pour une élimination fiable de 90 à 95 % du SO₂ à partir de concentrations inférieures à 2 000 mg/Nm³. L'obtention d'une élimination de 99,85 % du SO₂ à partir d'une concentration de 11 302 mg/Nm³ nécessite deux étages avec contrôle du pH et renouvellement de la suspension entre les étages. En effet, la réaction de désulfuration requiert un front de suspension frais à pH élevé dans le second étage afin de capturer le SO₂ résiduel qui s'échappe de la suspension saturée du premier étage. Une conception à deux étages devrait être privilégiée pour toute application avec une concentration de SO₂ à l'entrée supérieure à 5 000 mg/Nm³. - 3
La communication en temps réel entre l'équipe d'exploitation du four et la salle de contrôle du FGD est une exigence opérationnelle, et non une simple courtoisie. L'analyse des risques liés aux fluctuations de SO₂ dans le cadre de ce projet souligne la nécessité d'une notification préalable de l'équipe du four en cas de changement des conditions de fonctionnement. Sans cette communication, le système de désulfuration des gaz de combustion (FGD) réagit aux pics de SO₂ une fois qu'ils ont déjà pénétré dans l'absorbeur, ce qui ne laisse pas suffisamment de temps pour ajuster le pH et le débit de la suspension avant qu'un dépassement des seuils de conformité ne survienne. Un protocole simple – l'opérateur du four informe la salle FGD 30 minutes avant tout changement de phase prévu du cycle du four – permet de bénéficier du délai d'alerte nécessaire à un ajustement proactif de la suspension. - 4
Le gypse, sous-produit de l'entreprise, est une source de revenus et un atout en matière de développement durable, et non un problème de gestion des déchets. Avec un débit de production maximal de 2 618 kg/h et un coût de revient de calcaire de 300 RMB/t, le système transforme un réactif minéral bon marché en gypse de construction de qualité commerciale, éliminant ainsi les coûts d'élimination et les risques environnementaux liés au traitement du sulfate de calcium comme déchet solide. Envisager le système de désulfuration des gaz de combustion (FGD) comme une unité de production de gypse – la désulfuration constituant l'étape à valeur ajoutée – plutôt que comme une unité de traitement des déchets permet d'obtenir un modèle économique plus précis pour l'évaluation des investissements et la prise de décisions opérationnelles courantes.
09 — Foire aux questions
Contrôle des émissions des fours de graphitisation : réponses à dix questions
Questions posées par des ingénieurs en conformité environnementale, des responsables de production et des équipes d'approvisionnement technique des installations de graphitisation de matériaux d'anode pour batteries au lithium qui planifient des mises à niveau du contrôle des émissions.
Prêt à relever le défi des émissions de votre four de graphitisation ?
Découvrez la gamme complète des solutions de contrôle des émissions industrielles
De l'élimination intégrée des poussières, de la désulfuration et de la dénitrification des fours de graphitisation à Systèmes d'oxydation thermique régénérative pour la réduction des COV pharmaceutiques et chimiquesNotre équipe d'ingénieurs fournit des solutions de conformité vérifiées pour les défis les plus exigeants en matière d'émissions industrielles dans la chaîne d'approvisionnement mondiale des matériaux pour batteries.





















