Estudo de Caso · Redução de VOCs
Como um fabricante global de APIs e intermediários farmacêuticos tratou 120.000 Nm³/h de gases residuais de produção farmacêutica altamente variáveis, halogenados e ácidos, atingindo uma eficiência de destruição de VOC de 99,4% — utilizando uma cadeia de processos de lavagem com água em cinco estágios + RTO de três leitos + lavagem cáustica + lavagem ácida, projetada especificamente para a composição corrosiva e altamente variável dos gases residuais da síntese farmacêutica de múltiplos produtos, com recuperação de calor residual para resfriamento com brometo de lítio para o sistema de ar condicionado das instalações.
RTO de três quartos
Tratamento com VOC halogenado
Recuperação de calor residual
Síntese de múltiplos produtos
01 — Contexto do Setor
Produção farmacêutica de COVs: o desafio mais complexo em termos químicos para o controle de emissões industriais
A produção de produtos químicos farmacêuticos gera alguns dos perfis de emissão de COVs (Compostos Orgânicos Voláteis) mais complexos e desafiadores da indústria. Ao contrário das indústrias de impressão ou revestimento, onde os solventes são em grande parte limitados a ésteres, álcoois e hidrocarbonetos, a síntese farmacêutica utiliza uma gama muito mais ampla de solventes — incluindo solventes halogenados (diclorometano, clorofórmio, tetracloreto de carbono), solventes altamente polares (DMF, DMSO, NMP), cetonas, solventes éter e fluxos contendo ácido — frequentemente de forma simultânea e em combinações variáveis, à medida que a produção alterna entre as rotas de síntese do IFA (Ingrediente Farmacêutico Ativo).
A pressão regulatória sobre as emissões de COVs (Compostos Orgânicos Voláteis) da indústria farmacêutica na UE está entre as mais rigorosas de qualquer setor industrial. As instalações farmacêuticas estão sujeitas aos limites de COVs da Diretiva 2010/75/UE, às conclusões específicas da UE sobre as melhores técnicas disponíveis (BAT) para a fabricação farmacêutica e às condições de licenciamento holandesas, que refletem a proximidade de muitas instalações farmacêuticas a áreas residenciais. O duplo desafio de perfis de solventes altamente complexos e em rápida mudança, combinado com limites de emissão excepcionalmente rigorosos, torna o controle de COVs na indústria farmacêutica uma das aplicações mais exigentes tecnicamente para a tecnologia RTO (Research Technology Optimization).
A empresa deste estudo de caso é uma companhia global de produção de IFA (Ingredientes Farmacêuticos Ativos) e intermediários farmacêuticos, com 5 parques industriais e 14 subsidiárias. Seu principal negócio abrange matérias-primas farmacêuticas, preparações médicas, intermediários farmacêuticos e comércio eletrônico em quatro setores de negócios. Os principais produtos incluem IFA analgésicos e sedativos com participação significativa no mercado global. A unidade produz anualmente mais de 400 milhões de unidades de formas farmacêuticas sólidas, injetáveis de grande e pequeno volume, mantendo parcerias estratégicas de longo prazo com mais de 200 empresas farmacêuticas multinacionais, incluindo Roche, Bayer e Pfizer.

“Os gases residuais da síntese farmacêutica contêm compostos orgânicos solúveis em água, componentes de gases ácidos e solventes halogenados simultaneamente — com cada oficina contribuindo com uma mistura diferente, dependendo da etapa de síntese em execução naquele dia. A principal ideia do projeto é que o RTO (Oxidador Reativo de Tungstênio) deve ser protegido tanto dos componentes solúveis em água (que se depositariam nos leitos cerâmicos) quanto do HCl gerado pela oxidação dos solventes halogenados (que causaria corrosão ácida severa a jusante). A cadeia de cinco estágios de pré e pós-tratamento em torno do RTO não é periférica ao projeto — é o que torna viável a aplicação do RTO na indústria farmacêutica.”
— Resumo técnico de engenharia, projeto de tratamento de COVs (Compostos Orgânicos Voláteis) para a indústria farmacêutica
02 — Perfil de Poluição
Emissões de gases de produtos farmacêuticos: extrema variabilidade, solventes halogenados, gases ácidos e ausência de aromáticos da classe do benzeno.
O gás residual tem origem em diversas oficinas de produção da fábrica farmacêutica — ventilação de reatores, exaustão de secadores, operações de recuperação de solventes e ventilação da área de embalagem. Cada oficina contribui com uma mistura diferente de COVs (Compostos Orgânicos Voláteis), dependendo do IFA (Ingrediente Farmacêutico Ativo) ou intermediário que está sendo sintetizado naquele dia. O gás combinado de todas as fontes atinge 120.000 Nm³/h (133.186 Nm³/h em condições de processo de 30 °C). A potência do ventilador é de 250 kW com pressão de 5.000 Pa; o diâmetro do duto principal é de φ1.700 mm.
O perfil de COVs apresenta diversas características importantes que o diferenciam dos gases residuais das indústrias gráficas ou químicas:
- Sem aromáticos da classe do benzeno: Ao contrário dos gases residuais das indústrias de impressão ou de tintas, os solventes utilizados na síntese farmacêutica praticamente não contêm benzeno, tolueno ou xileno. Os principais solventes são metanol, acetato de etila, etanol, isopropanol, acetona, éter etílico, DMF, diclorometano e dimetilsulfóxido.
- Solventes halogenados presentes: O diclorometano e outros solventes clorados são usados na síntese farmacêutica. Quando oxidados no reator de oxidação rápida (RTO) a 800 °C, geram HCl como produto de combustão. Esse HCl deve ser capturado em uma etapa de lavagem cáustica a jusante do RTO antes que o gás tratado possa ser liberado. Se o HCl não for removido, corroerá todos os equipamentos a jusante e a chaminé.
- Compostos orgânicos solúveis em água e compostos acidificantes presentes: Algumas correntes de processos farmacêuticos contêm compostos orgânicos solúveis em água (DMF, DMSO, metanol) e gases ácidos (HCl proveniente das etapas de cloração em cada unidade de produção). Esses compostos devem ser removidos em uma etapa de lavagem com água antes do RTO (Reator de Térmica Reativa), pois os compostos orgânicos solúveis em água se depositariam nos leitos cerâmicos do RTO, causando obstrução e degradação do desempenho, e os gases ácidos introduzidos no RTO causariam corrosão no revestimento da câmara de combustão e nas superfícies do trocador de calor.
- Concentração e composição altamente variáveis: Na fabricação de múltiplos produtos farmacêuticos, as espécies e concentrações de COVs podem variar diariamente ou até mesmo de turno para turno, conforme as programações de produção mudam. O RTO (Revenue Testing Organization) deve manter uma eficiência de destruição superior a 99% em meio a essa variabilidade. A concentração total de NMHC (Nitrocarbonetos de Hidrocarbonetos Não Metálicos) é de aproximadamente 2.000 mg/Nm³ como base de projeto.
- Gases residuais corrosivos exigem o uso de materiais resistentes à corrosão em toda a sua extensão: Todos os coletores de gás e equipamentos em contato com o gás do processo farmacêutico devem ser construídos em aço inoxidável resistente à corrosão, com revestimento de flocos de fibra de vidro em todas as superfícies em contato com gases corrosivos.
| Parâmetro | Concentração inicial | Saída real | Limite de IED da UE |
|---|---|---|---|
| NMHC (VOCs totais) | 2.000 mg/Nm³ | 12 mg/Nm³ | IED ≤20 mg/Nm³ |
| Benzeno | Não presente | — | IED ≤1 mg/Nm³ |
| Tolueno | Não presente | — | IED ≤3 mg/Nm³ |
| Xileno | Não presente | — | IED ≤12 mg/Nm³ |
| Umidade (umidade) | 40% (alto) | — | — |
| Volume padrão de gás | 120.000 Nm³/h | — | — |
| volume de gás de processo | 133.186 Nm³/h a 30°C | — | — |
| Redução anual de COVs | ~4.086 toneladas/ano | Verificado | — |
03 — Solução de Tratamento
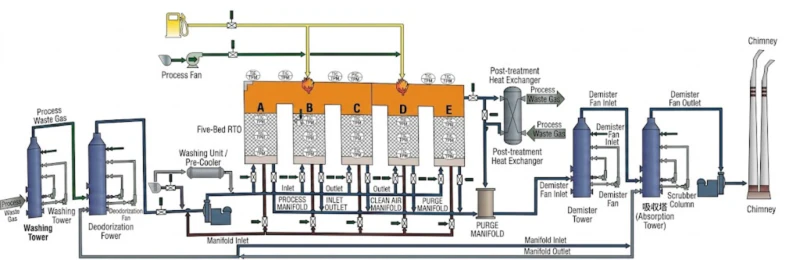
Cadeia de cinco estágios: Lavagem com água → RTO de três leitos → Lavagem cáustica → Lavagem ácida → Recuperação de calor residual
A cadeia de processos de cinco etapas foi projetada com base em duas características dos gases residuais da indústria farmacêutica que tornam o processo de oxidação rápida (RTO) simples insuficiente: a presença de compostos orgânicos solúveis em água e gases ácidos que exigem pré-tratamento antes do RTO, e a geração de HCl a partir da oxidação de solventes halogenados que exige pós-tratamento após o RTO. Cada etapa é necessária; nenhuma pode ser omitida sem danificar o RTO ou causar emissões acima dos limites permitidos pela chaminé.
Etapa 1: Lavagem com água (Pré-RTO)
Algumas oficinas da fábrica farmacêutica geram gases residuais contendo gases acidificantes (HCl proveniente das etapas do processo de cloração) e compostos orgânicos solúveis em água. Como todos os fluxos de exaustão das oficinas são combinados em um único coletor antes do RTO (Reator de Transferência de Oxigênio), os gases ácidos e os compostos orgânicos solúveis em água provenientes de certas oficinas entrariam no RTO e causariam corrosão da câmara de combustão e deposição nos leitos cerâmicos. O estágio de lavagem com água pré-RTO remove esses componentes por absorção de água, protegendo o RTO do ataque químico e do entupimento dos leitos cerâmicos. A lavagem com água também atua como um estágio de resfriamento, reduzindo a temperatura e o teor de umidade dos gases antes da entrada no RTO. A torre de lavagem com água opera em um circuito de circulação de água; a água de lavagem contaminada é tratada como efluente farmacêutico e descartada através do sistema de tratamento de efluentes da fábrica.
Etapa 2: RTO de três leitos (oxidação de VOC a ≥800°C)
O gás pré-lavado entra no RTO de três leitos. O RTO é especificado para aplicações farmacêuticas com temperatura da câmara de combustão ≥800°C (superior aos 760°C padrão para aplicações com COVs não halogenados) para garantir a oxidação completa dos solventes clorados, que possuem requisitos de energia de ativação mais elevados do que os hidrocarbonetos padrão. Parâmetros principais do RTO: vazão de processamento 120.000 m³/h; temperatura de entrada ≤60°C; eficiência de destruição >99%; eficiência de recuperação térmica >95%; tempo de residência >1,2 s; temperatura de oxidação >800°C; potência do combustor 2×1,8 milhões de kcal/h; gás natural na partida a frio (3 h) 422 m³/h; em marcha lenta 260 m³/h; consumo na partida a frio 120 m³; queda de pressão do sistema <3.000 Pa; peso do equipamento 280 t; área ocupada 47×20 m.
Etapa 3: Lavagem cáustica (remoção de HCl pós-RTO)
Após o tratamento térmico, o gás tratado contém HCl gerado pela oxidação térmica dos solventes halogenados (diclorometano + O₂ → CO₂ + H₂O + 2HCl). A etapa de lavagem cáustica absorve esse HCl utilizando uma solução de hidróxido de sódio (NaOH), convertendo-o em cloreto de sódio na água de lavagem. A lavagem cáustica é crucial: se o HCl não for removido, causará corrosão severa em todos os equipamentos a jusante (incluindo a chaminé), gerará emissões de pluma ácida na chaminé e resultará em descumprimento das normas de emissão de gases ácidos. O circuito de lavagem cáustica deve manter uma concentração adequada de NaOH e ser projetado com materiais resistentes à corrosão em toda a sua extensão.
Etapa 4: Lavagem ácida (remoção do resíduo de amônia)
Algumas correntes de processos farmacêuticos contêm amônia ou compostos com aminas. Após a oxidação por RTO, esses compostos geram óxidos de nitrogênio e espécies residuais de amônia no gás tratado. A etapa de lavagem ácida (usando ácido sulfúrico ou fosfórico diluído) remove quaisquer compostos básicos residuais (incluindo aminas) que possam causar reclamações de odor ou exceder os limites de emissão na chaminé. Essa etapa também realiza um ajuste final de pH antes da descarga, garantindo que o gás tratado atenda aos requisitos de descarga neutra.
Etapa 5: Recuperação de calor residual para resfriador de brometo de lítio
O gás quente de saída do RTO (antes da lavagem cáustica) carrega uma quantidade significativa de energia térmica. Um trocador de calor de recuperação de calor residual extrai esse calor para gerar água quente ou vapor que aciona um resfriador de absorção de brometo de lítio, fornecendo água gelada para o sistema de ar condicionado da instalação. A economia anual de energia resultante dessa utilização de calor residual é de aproximadamente 1,72 milhão de RMB/ano — representando uma compensação significativa em relação ao custo operacional anual de 3,385 milhões de RMB/ano (antes do crédito de calor residual). Essa recuperação de calor residual transforma o RTO de um mero centro de custos de conformidade em um ativo de gestão de energia da instalação.
Workshops Farmacêuticos
~2.000 mg de COVs
Lavar
HCl + H₂O
≥800°C
>99% VOC
Recuperação
Resfriador LiBr
Lavar
remoção de HCl
Lavar
NH₃ / aminas
Pilha
12 mg VOC
⭐ Novos equipamentos neste projeto. A cadeia de 5 etapas é obrigatória para VOCs farmacêuticos halogenados; nenhuma etapa pode ser omitida.
Parâmetros-chave do equipamento
| Item | Especificação |
|---|---|
| fluxo de processamento RTO | 120.000 m³/h; temperatura de entrada ≤60°C; oxidação >800°C; área de 47×20 m |
| Ventilador RTO | 280 kW principal; 110 kW secundário; 110 kW de emergência; 18,5 kW de purga |
| Ventilador de ignição RTO | 30 kW |
| bombas de circulação da torre de pulverização | 22×6 kW |
| Outros equipamentos | 5 kW |
| Potência total instalada | 685,5 kW (potência real em funcionamento: 484 kW) |
| Gás natural (partida a frio, 3 h) | 422 m³/h; 120 m³ por evento de partida a frio |
| Gás natural (funcionamento em marcha lenta) | 260 m³/h |
| Gás natural (funcionamento normal) | 0 m³/h (totalmente autotérmico quando a carga de COVs for suficiente) |
| Ar comprimido (válvulas pneumáticas) | 80 m³/h (P: 0,4–0,7 MPa) |
| Horário de funcionamento anual | 8.400 horas/ano |
| custo operacional total anual | 3,385 milhões de RMB/ano (antes do crédito de calor residual) |
| Economia anual de calor residual | 1,72 milhões de RMB/ano (resfriamento por chiller de LiBr) |
04 — Principais Vantagens
Por que essa arquitetura de cinco estágios é a única solução viável para a redução de VOCs halogenados na indústria farmacêutica?
- ✓
A lavagem com água antes da RTO (Research Time Office) é obrigatória para aplicações farmacêuticas em múltiplos workshops — sem ela, a RTO falha em poucos meses: A produção farmacêutica gera gases ácidos (HCl proveniente das etapas de cloração), compostos orgânicos solúveis em água (DMF, metanol, DMSO) e misturas variáveis de diferentes rotas de síntese simultaneamente. Se essas substâncias atingirem o leito cerâmico do RTO sem pré-tratamento, os compostos orgânicos solúveis em água se depositam nos canais cerâmicos e bloqueiam o fluxo de gás, os gases ácidos causam corrosão por HCl no revestimento da câmara de combustão no ponto de contato do HCl em alta temperatura com as superfícies refratárias, e o desempenho térmico do leito cerâmico se degrada. A lavagem com água antes do RTO remove esses componentes problemáticos antes que entrem em contato com o equipamento, protegendo-o contra falhas prematuras. Essa etapa de pré-tratamento é específica para a aplicação farmacêutica e não é necessária em aplicações de RTO nas indústrias de impressão ou química, onde o gás de exaustão é isento de compostos orgânicos solúveis em água e gases ácidos. - ✓
A lavagem cáustica pós-RTO é obrigatória para o HCl gerado pela oxidação de solventes halogenados: O diclorometano (DCM) e outros solventes clorados utilizados na síntese farmacêutica são completamente oxidados no RTO a temperaturas ≥800 °C, transformando-se em CO₂, H₂O e HCl. O HCl gerado a 800 °C na câmara de combustão é corrosivo para todos os equipamentos subsequentes, caso não seja removido antes da descarga. A lavagem cáustica pós-RTO (torre de lavagem com NaOH) captura o HCl, convertendo-o em cloreto de sódio na solução de lavagem. Sem a lavagem cáustica, o HCl corroeria o trocador de calor, o revestimento da chaminé e os instrumentos subsequentes em poucas semanas; criaria uma pluma ácida visível na chaminé, perceptível aos órgãos reguladores e vizinhos; e causaria o descumprimento das normas de emissão de gases ácidos. Esta é a única abordagem viável para qualquer aplicação de RTO no tratamento de fluxos de COVs halogenados. - ✓
O funcionamento normal totalmente autotérmico significa que o custo do gás natural é próximo de zero durante o horário de produção: Com uma concentração de COVs de 2.000 mg/Nm³ no gás de processo, o calor exotérmico da oxidação dos COVs na câmara de combustão do RTO é suficiente para manter a temperatura de operação de 800 °C sem qualquer gás natural suplementar. O consumo normal de gás natural durante a operação é de 0 m³/h — o sistema é totalmente autotérmico durante o horário de produção. O custo anual documentado de gás natural de 5.116 dezenas de mil RMB refere-se a partidas a frio (422 m³/h durante 3 horas por partida) e períodos de inatividade (260 m³/h quando não há gás com COVs disponível). A eficiência de recuperação térmica superior a 951 TP3T do sistema de leito de armazenamento de calor cerâmico torna possível essa operação autotérmica no nível de concentração de 2.000 mg/Nm³. - ✓
Recuperação de calor residual para resfriador de brometo de lítio gera economia de 1,72 milhão de RMB/ano — 51% do custo operacional anual total: O gás quente de saída do RTO carrega energia térmica de alta qualidade que, de outra forma, seria rejeitada para a atmosfera. O sistema de recuperação de calor residual extrai essa energia para acionar um resfriador de absorção de brometo de lítio, fornecendo água gelada para o ar condicionado da instalação. A economia anual de 1,72 milhão de RMB/ano representa aproximadamente 51% do custo operacional total de 3,385 milhões de RMB/ano, alterando fundamentalmente a viabilidade econômica do RTO, transformando-o de um custo puramente de conformidade para um custo líquido significativamente inferior ao que os valores brutos sugeririam. Para instalações farmacêuticas em regiões de clima quente, onde o ar condicionado representa um custo significativo, o aproveitamento do calor residual para o resfriador de brometo de lítio é o investimento suplementar de maior retorno que pode ser feito em conjunto com a instalação de um RTO.
05 — Resultados Operacionais
Resumo de desempenho verificado e custo anual

Detalhamento dos custos operacionais anuais (8.400 horas de operação): eletricidade a 484 kW reais (0,8 RMB/kWh) aproximadamente 325 milhões de RMB; gás natural para partidas a frio equivalente a 1.279 m³/h (4 RMB/m³) aproximadamente 5.116 RMB por partida; gás natural em operação normal 0 m³/h; ar comprimido 80 m³/h (16 RMB/h) aproximadamente 134 milhões de RMB; total aproximado de 338,5 milhões de RMB por ano. Após a dedução do crédito de recuperação de calor residual de 172 milhões de RMB, o custo operacional líquido anual é de aproximadamente 166,5 milhões de RMB — representando um excelente desempenho em termos de custos para um sistema de redução de COVs farmacêuticos de 120.000 Nm³/h com eficiência de destruição superior a 99%.
06 — Precauções de Implementação
Lições críticas de engenharia para aplicações farmacêuticas de RTO (Oxigênios Compostos Reativos) halogenados.
- 🚫
O monitoramento do LEL (Limite Inferior de Explosividade) no coletor é obrigatório — quando a concentração de VOC (Compostos Orgânicos Voláteis) atinge o LEL 25%, o sistema deve ativar o bypass de emergência e o desligamento de segurança: O coletor de gases residuais da indústria farmacêutica recebe fluxos de várias oficinas simultaneamente. Se um vazamento de solvente ou uma falha no processo em qualquer oficina individual enviar uma pluma de COVs de alta concentração para o coletor, o LEL (Limite Inferior de Explosividade) pode ser ultrapassado antes que os operadores percebam o evento. O coletor deve ser equipado com monitoramento contínuo do LEL. Quando a concentração atingir o LEL 25%, o sistema de controle deve: ativar a rota de bypass de emergência (desviando o gás para a chaminé de emergência e para a atmosfera, em vez do RTO), isolar a conexão da oficina afetada e alertar os operadores imediatamente. O ventilador de emergência do RTO e a rota de bypass devem ser testados em intervalos regulares para garantir que estejam funcionando quando necessário. - ⚠️
A composição altamente variável dos gases de escape e as elevadas flutuações na concentração de COVs exigem um controle adaptativo da temperatura do sistema: Na fabricação de múltiplos produtos farmacêuticos, a composição e a concentração de COVs (Compostos Orgânicos Voláteis) podem variar significativamente entre os lotes de produção. Quando fluxos com alta concentração de COVs chegam simultaneamente ao RTO (Unidade de Teste de Reprodução) provenientes de diversas oficinas, a liberação de calor exotérmico pode elevar substancialmente a temperatura da câmara de combustão acima da meta de 800 °C. O sistema de controle de temperatura DCS (Sistema de Controle Distribuído) deve responder reduzindo ou desligando o queimador e aumentando o fluxo do ventilador de resfriamento para manter a câmara de combustão dentro da faixa de temperatura projetada. Se a temperatura exceder o máximo projetado, o leito refratário cerâmico pode ser danificado. Por outro lado, quando todas as oficinas operam com baixa carga de COVs, o queimador suplementar deve ser ativado automaticamente para manter a temperatura mínima de 800 °C. Ambas as abordagens de gerenciamento de temperatura devem ser testadas e validadas durante o comissionamento. - ⚠️
A corrosividade do coletor de gás exige construção inteiramente em aço inoxidável e revestimento de fibra de vidro em todas as superfícies em contato com os fluxos corrosivos do processo: Todos os coletores de gases de oficinas farmacêuticas devem ser construídos em aço inoxidável resistente à corrosão; todas as superfícies em contato direto com os fluxos de gás devem ter revestimento de epóxi com flocos de fibra de vidro. Isso se aplica desde a conexão de exaustão individual da oficina até o coletor comum e a entrada da torre de lavagem com água. Dutos padrão de aço carbono galvanizado, adequados para a coleta de COVs (Compostos Orgânicos Voláteis) nas indústrias gráficas ou químicas, apresentarão falhas por corrosão em poucos meses em aplicações farmacêuticas que transportam solventes geradores de HCl e fluxos de processo contendo aminas. - ⚠️
A concentração de NaOH na solução de lavagem cáustica deve ser monitorada e mantida ativamente — a passagem de HCl é o modo de falha de conformidade mais comum após o comissionamento: A torre de lavagem cáustica remove o HCl do gás pós-RTO por meio da reação com o NaOH. À medida que o NaOH é consumido, a alcalinidade da solução de lavagem diminui. Se a concentração de NaOH cair abaixo do nível mínimo eficaz antes da adição de NaOH fresco, ocorre a liberação de HCl, causando descarga de gás ácido na chaminé e corrosão acelerada dos equipamentos a jusante. Implemente o monitoramento contínuo do pH no circuito de recirculação da solução de lavagem cáustica, com dosagem automática de NaOH ativada quando o pH cair abaixo do nível alvo. O tanque de armazenamento de NaOH deve ter capacidade suficiente para pelo menos 72 horas de operação com carga máxima de HCl sem necessidade de reabastecimento, para proteção contra interrupções no fornecimento. - ⚠️
Qualquer nova rota de síntese farmacêutica ou solvente deve ser avaliado quanto à compatibilidade com a cadeia RTO de cinco etapas antes do início da produção: A cadeia de processos de cinco estágios foi projetada para o perfil de solventes específico desta instalação na época do projeto. Se a equipe de produção introduzir uma nova rota de síntese usando um solvente diferente — principalmente se o novo solvente contiver um elemento não presente anteriormente (por exemplo, flúor, enxofre, bromo ou fósforo) — o sistema de oxidação rápida (RTO) e de lavagem pode não estar dimensionado para lidar com os novos produtos de combustão. Solventes contendo flúor geram HF na oxidação, o que requer um projeto de lavagem cáustica diferente do HCl proveniente de solventes clorados. Solventes contendo enxofre geram SO₂/SO₃, exigindo um estágio de dessulfurização de gases de combustão (FGD) separado. Uma revisão formal de gerenciamento de mudanças deve ser realizada antes da introdução de qualquer novo solvente no sistema de coleta.
07 — Principais conclusões de engenharia
Quatro lições aprendidas com este projeto de redução de COVs (Compostos Orgânicos Voláteis) da indústria farmacêutica
- 1
A redução de COVs (Compostos Orgânicos Voláteis) farmacêuticos não é um problema de tecnologia única — a cadeia de cinco estágios é a arquitetura mínima viável para gases residuais de produtos farmacêuticos halogenados com múltiplos produtos. Cada etapa desempenha uma função específica que não pode ser fornecida por nenhuma outra: a lavagem com água remove compostos orgânicos solúveis em água e gases ácidos da entrada; o RTO de três leitos destrói COVs com pureza ≥99%; a recuperação de calor residual gera valor econômico; a lavagem cáustica remove HCl da saída; a lavagem ácida remove compostos básicos da saída. A omissão de qualquer uma dessas etapas danifica o RTO (omissão da lavagem com água), causa não conformidade da chaminé (omissão da lavagem cáustica) ou reduz o desempenho econômico (omissão da recuperação de calor residual). Engenheiros que especificam RTO para aplicações farmacêuticas e propõem um RTO de estágio único, sem a cadeia de pré-tratamento e pós-tratamento, estão propondo um sistema incompleto e não confiável. - 2
Com uma concentração de VOC de 2.000 mg/Nm³ e recuperação térmica superior a 95%, o RTO opera de forma totalmente autotérmica em produção normal — o gás natural só é necessário para partidas a frio e períodos de inatividade. Isso tem um efeito transformador na economia operacional. Uma instalação com 8.400 horas de operação por ano que atinge operação totalmente autotérmica durante o horário de produção terá custo de gás natural próximo de zero durante essas horas. Todos os 5.116 RMB por evento de partida a frio e custo por período ocioso são recuperáveis através do agendamento da produção para minimizar partidas a frio e períodos ociosos. A recuperação de calor residual converte ainda mais a energia térmica de alta qualidade do sistema de recuperação de calor autotérmico em um suprimento de refrigeração que gera receita. O custo operacional líquido após o crédito de calor residual é de aproximadamente 50% do custo operacional bruto — um argumento econômico convincente que torna a redução de COVs farmacêuticos superior a 99% comercialmente viável, mesmo para pequenas e médias empresas farmacêuticas. - 3
A temperatura de combustão de 800°C do RTO é imprescindível para aplicações com solventes halogenados — 760°C é insuficiente para a destruição completa de COVs clorados. As especificações padrão de oxidação térmica rápida (RTO) para aplicações com compostos orgânicos voláteis (COVs) não halogenados utilizam uma temperatura de combustão de 760 °C, adequada para ésteres, álcoois e hidrocarbonetos. Solventes clorados (diclorometano, clorofórmio, tricloroetileno) possuem energias de ativação mais elevadas para oxidação térmica e requerem temperaturas de pelo menos 800 °C para destruição superior a 99,91 TP3T. Se uma RTO padrão de 760 °C for aplicada a gases residuais farmacêuticos contendo solventes clorados, a eficiência de destruição da fração clorada ficará abaixo da meta de 99,91 TP3T, causando ultrapassagens dos limites de NMHC na saída. A diferença de temperatura de 40 °C exige uma especificação de refratário para a câmara de combustão que suporte 800 °C continuamente sem fadiga térmica, o que pode diferir do padrão de 760 °C. - 4
O sistema de resfriamento de brometo de lítio com aproveitamento do calor residual é o investimento complementar de maior retorno em uma instalação de laboratório de biotecnologia farmacêutica — uma economia de 1,72 milhão de RMB/ano em um sistema de 3,385 milhões de RMB/ano. O retorno do investimento em recuperação de calor residual geralmente ocorre em 1 a 2 anos. Qualquer estudo de viabilidade de projeto farmacêutico que não inclua uma avaliação de recuperação de calor residual está deixando passar uma grande oportunidade econômica. A principal questão de projeto é: qual a carga térmica disponível na instalação para refrigeração ou aquecimento? Em um ambiente de fabricação farmacêutica onde o ar condicionado representa um custo significativo (as zonas de Boas Práticas de Fabricação farmacêutica exigem controle preciso de temperatura e umidade), a aplicação de chiller de absorção geralmente proporciona o melhor retorno econômico sobre o investimento em recuperação de calor residual.
08 — Perguntas Frequentes
Tratamento de VOCs por RTO na Indústria Farmacêutica: Dez Perguntas Respondidas
Perguntas de gestores de licenças ambientais, engenheiros de processos e equipes de EHS (Saúde, Segurança e Meio Ambiente) em instalações de fabricação de IFA (Ingrediente Farmacêutico Ativo) e formulações farmacêuticas que planejam sistemas de redução de VOC (Compostos Orgânicos Voláteis) de acordo com os requisitos do Decreto de Atividades IED da UE/Decreto de Atividades Holandês.
Pronto para alcançar a destruição de VOCs farmacêuticos >99%?
Explore a gama completa de soluções de oxidação térmica regenerativa.
De oxidadores térmicos regenerativos de três leitos Desde a redução de COVs halogenados na indústria farmacêutica até toda a gama de soluções para controle de emissões industriais, nossa equipe de engenharia fornece sistemas em conformidade com a Diretiva Europeia de Dispositivos Eletrônicos (IED) com a cadeia de processos farmacêuticos de cinco etapas que essa aplicação exigente requer.





















