事例研究・VOC削減
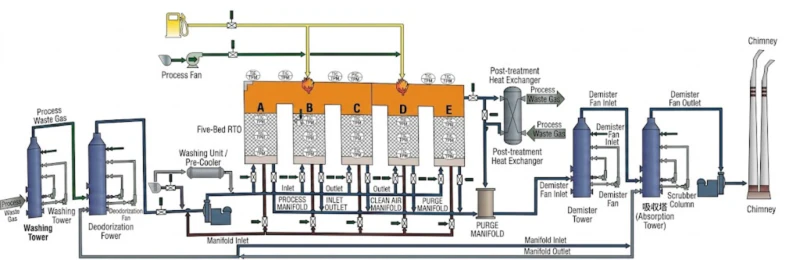
世界的な医薬品原薬および中間体メーカーが、変動性の高いハロゲン化酸性医薬品製造排ガス(120,000 Nm³/h)を、99.4%のVOC分解効率で処理した方法。これは、多製品医薬品合成排ガスの腐食性が高く、組成が大きく変動する性質に合わせて特別に設計された、5段階の水洗浄+3床式RTO+苛性ソーダ洗浄+酸洗浄のプロセスチェーンを使用し、廃熱回収によって臭化リチウム冷却を行い、施設の空調に利用した。
3ベッドルームRTO
ハロゲン化VOC処理
廃熱回収
多生成物合成
01 — 業界背景
医薬品製造におけるVOC:最も化学的に複雑な産業排出ガス制御の課題
医薬品の化学品製造は、工業製造の中でも最も複雑で困難なVOC排出プロファイルを生み出す分野の一つです。印刷業界やコーティング業界では溶剤は主にエステル、アルコール、炭化水素に限られますが、医薬品合成では、ハロゲン化溶剤(ジクロロメタン、クロロホルム、四塩化炭素)、高極性溶剤(DMF、DMSO、NMP)、ケトン、エーテル溶剤、酸含有流体など、はるかに幅広い溶剤が使用されます。しかも、API合成経路の切り替えに伴い、これらの溶剤が同時に、あるいは様々な組み合わせで使用されることがよくあります。
EUにおける医薬品のVOC排出規制は、あらゆる産業分野の中でも最も厳しい部類に入る。医薬品製造施設は、EU指令IED 2010/75/EUのVOC排出制限、EU医薬品製造における特定のBAT(最良利用可能技術)に関する結論、そして多くの医薬品製造施設が住宅地に近接していることを反映したオランダの許可条件の対象となる。非常に複雑で急速に変化する溶剤プロファイルと極めて厳しい排出制限という二重の課題が重なり、医薬品のVOC削減は、RTO(再生可能技術)技術にとって最も技術的に要求の厳しい用途の一つとなっている。
本事例研究の対象となる企業は、5つの工業団地と14の子会社を擁する、グローバルな医薬品原薬および中間体製造会社です。主な事業内容は、医薬品原料、医療製剤、医療中間体、およびeコマースで、4つの事業分野にわたります。主要製品には、世界市場で大きなシェアを誇る鎮痛剤および鎮静剤の原薬が含まれます。この施設では、年間4億個以上の固形製剤、大容量注射剤、および小容量注射剤を生産しており、ロシュ、バイエル、ファイザーなど200社以上の多国籍製薬会社と長期的な戦略的パートナーシップを維持しています。

「医薬品合成の排ガスには、水溶性有機物、酸性ガス成分、ハロゲン化溶媒が同時に含まれており、各作業場は、その日に稼働している合成工程に応じて異なる混合物を発生させます。重要な設計上のポイントは、RTOを水溶性成分(セラミックベッドに沈着する)とハロゲン化溶媒の酸化によって生成されるHCl(下流で深刻な酸腐食を引き起こす)の両方から保護する必要があるということです。RTO周辺の5段階の前処理および後処理工程は、設計において周辺的なものではなく、医薬品RTOの実用化を可能にする重要な要素なのです。」
— エンジニアリング技術概要、製薬業界におけるVOC処理プロジェクト
02 — 汚染状況
医薬品のオフガス:極めて高い変動性、ハロゲン化溶剤、酸性ガス、ベンゼン系芳香族化合物は含まれない
排ガスは、製薬工場内の複数の製造工場(反応器の排気、乾燥機の排気、溶剤回収作業、包装エリアの換気など)から発生します。各工場では、その日に合成されるAPIまたは中間体に応じて、異なるVOC混合物が排出されます。すべての発生源からのガスの合計は、120,000 Nm³/h(プロセス条件30℃では133,186 Nm³/h)に達します。ファン出力は250 kW、圧力は5,000 Pa、主ダクトの直径はφ1,700 mmです。
VOCプロファイルには、印刷業界や化学業界の排ガスとは異なるいくつかの重要な特徴があります。
- ベンゼン系芳香族化合物は含まない。 印刷業界や塗料業界の排ガスとは異なり、医薬品合成用溶媒にはベンゼン、トルエン、キシレンはほとんど含まれていません。主な溶媒は、メタノール、酢酸エチル、エタノール、イソプロパノール、アセトン、ジエチルエーテル、DMF、ジクロロメタン、ジメチルスルホキシドです。
- ハロゲン化溶媒が存在する: ジクロロメタンをはじめとする塩素系溶剤は、医薬品合成に用いられます。これらの溶剤は、800℃のRTO(反応型酸化炉)で酸化されると、燃焼生成物としてHCl(塩化水素)を生成します。処理済みのガスを排出する前に、このHClをRTO下流の苛性洗浄工程で除去する必要があります。HClを除去しないと、下流の機器や煙突が腐食してしまいます。
- 水溶性有機物および酸生成化合物が存在する。 医薬品製造工程の一部には、水溶性有機化合物(DMF、DMSO、メタノールなど)や酸を含むガス(各工場における塩素化工程由来のHClなど)が含まれています。水溶性有機化合物はRTOのセラミック層に沈着して目詰まりや性能低下を引き起こし、酸性ガスはRTO内部に持ち込まれると燃焼室ライニングや熱交換器表面の腐食を引き起こすため、これらの物質はRTOの前段の水洗工程で除去する必要があります。
- 濃度と組成は非常に変動しやすい。 医薬品の多製品製造では、生産スケジュールの変更に伴い、VOCの種類と濃度が日ごと、あるいはシフトごとに変化する可能性があります。RTOは、このような変動に対して99%を超える分解効率を維持する必要があります。設計基準濃度として、総NMHC濃度は約2,000 mg/Nm³です。
- 腐食性の排ガスが発生するため、全体に耐腐食性材料が必要。 医薬品製造プロセスガスと接触するすべてのガス収集マニホールドおよび機器は、耐腐食性ステンレス鋼で製造され、腐食性ガスと接触するすべての表面にはガラス繊維フレークのライニングが施されていなければならない。
| パラメータ | 初期濃度 | 実際の店舗 | EUのIED制限 |
|---|---|---|---|
| NMHC(総VOC) | 2,000 mg/Nm³ | 12 mg/Nm³ | IED ≤20 mg/Nm³ |
| ベンゼン | 存在しない | — | IED ≤1 mg/Nm³ |
| トルエン | 存在しない | — | IED ≤3 mg/Nm³ |
| キシレン | 存在しない | — | IED ≤12 mg/Nm³ |
| 湿度(水分) | 40%(高) | — | — |
| 標準ガス量 | 120,000 Nm³/h | — | — |
| プロセスガス量 | 30℃で133,186 Nm³/h | — | — |
| 年間VOC削減量 | 約4,086トン/年 | 検証済み | — |
03 — 治療溶液
5段階工程:水洗浄 → 3床式RTO → 苛性ソーダ洗浄 → 酸洗浄 → 廃熱回収
この5段階のプロセスチェーンは、単純なRTO処理だけでは不十分となる医薬品排ガスの2つの特性、すなわち、RTO処理前に前処理が必要な水溶性有機物と酸性ガスの存在、およびRTO処理後に後処理が必要なハロゲン化溶媒の酸化によるHClの生成に基づいて設計されています。各段階は必須であり、RTOの損傷や煙突からの排出基準値超過を引き起こすことなく、いずれの段階も省略することはできません。
ステージ1:水洗(RTO前)
製薬工場内のいくつかの作業場では、酸性ガス(塩素化工程からのHCl)や水溶性有機物を含む排ガスが発生します。すべての作業場からの排ガスはRTO(逆熱酸化物)の手前で単一の収集マニホールドに集められるため、特定の作業場から持ち込まれた酸性ガスや水溶性有機物がRTOに入り込み、燃焼室の腐食やセラミックベッドへの堆積を引き起こします。RTO前段の水洗浄工程では、これらの成分を水で吸収して除去し、RTOを化学的攻撃やセラミックベッドの目詰まりから保護します。また、水洗浄は冷却工程としても機能し、RTO入口前のガス温度と水分含有量を低下させます。水洗浄塔は循環水ループで稼働し、汚染された洗浄水は製薬廃水として処理され、工場の廃水処理システムを通して排出されます。
ステージ2:3床式RTO(800℃以上でのVOC酸化)
洗浄済みのガスは3床式RTOに入ります。RTOは、標準的な炭化水素よりも高い活性化エネルギーを必要とする塩素化溶剤の完全酸化を保証するために、燃焼室温度が800℃以上(非ハロゲン化VOC用途の標準760℃よりも高い)の医薬品用途向けに指定されています。RTOの主なパラメータ:処理流量120,000 m³/h、入口温度≤60℃、分解効率>99%、熱回収効率>95%、滞留時間>1.2秒、酸化温度>800℃、燃焼器定格2×180万kcal/h、コールドスタート時の天然ガス(3時間)422 m³/h、アイドル運転時260 m³/h、コールドスタート消費量120 m³、システム圧力損失<3,000 Pa、装置重量280 t、設置面積47×20 m。
ステージ3:苛性ソーダ洗浄(RTO処理後のHCl除去)
RTO処理後、処理ガスにはハロゲン化溶媒の熱酸化(ジクロロメタン + O₂ → CO₂ + H₂O + 2HCl)によって生成されたHClが含まれます。苛性洗浄工程では、水酸化ナトリウム(NaOH)溶液を用いてこのHClを吸収し、洗浄水中の塩化ナトリウムに変換します。苛性洗浄は非常に重要です。HClが除去されないと、下流のすべての機器(煙突を含む)が深刻な腐食を起こし、煙突から酸性の煙が放出され、酸性ガス排出許可に違反することになります。苛性洗浄ループは、適切なNaOH濃度を維持し、全体に耐腐食性材料を使用して設計する必要があります。
ステージ4:酸洗浄(アンモニアスリップ除去)
医薬品製造工程の一部には、アンモニアやアミンを含む化合物が含まれています。RTO酸化処理後、これらの化合物は処理ガス中に窒素酸化物と残留アンモニアを生成します。酸洗浄工程(希硫酸または希リン酸を使用)では、臭気の原因となる可能性のある残留塩基性化合物(アミンを含む)を除去し、煙突からの排出基準値超過を防ぎます。また、この工程では排出前に最終的なpH調整を行い、処理ガスが中性排出基準を満たすようにします。
ステージ5:臭化リチウムチラーへの廃熱回収
RTOの高温出口ガス(苛性ソーダ洗浄前)は、かなりの熱エネルギーを帯びています。廃熱回収熱交換器はこの熱を回収し、温水または蒸気を生成します。この温水または蒸気は臭化リチウム吸収式冷凍機を駆動し、施設の空調システムに冷水を供給します。この廃熱利用による年間エネルギー節約額は約172万元/年で、年間運転コスト338万5千元/年(廃熱クレジット適用前)に対して大幅な相殺効果があります。この廃熱回収により、RTOは単なる法令遵守コストセンターから、施設のエネルギー管理資産へと変貌を遂げます。
製薬ワークショップ
約2,000mgのVOC
洗う
HCl + H₂O
800℃以上
>99% VOC
回復
LiBrチラー
洗う
HCl除去
洗う
NH₃ / アミン
スタック
12mgのVOC
⭐ このプロジェクトでは新しい設備が導入されました。ハロゲン化医薬品VOCについては5段階の工程が必須であり、どの段階も省略できません。
主要機器パラメータ
| アイテム | 仕様 |
|---|---|
| RTO処理フロー | 120,000 m³/h、入口温度≤60°C、酸化>800°C、設置面積47×20 m |
| RTOファン | 主出力280kW、副出力110kW、非常用出力110kW、パージ出力18.5kW |
| RTO点火ファン | 30kW |
| 噴霧塔循環ポンプ | 22×6 kW |
| その他の機器 | 5kW |
| 総設備電力 | 685.5 kW(実測値:484 kW) |
| 天然ガス(コールドスタート、3時間) | 422 m³/h、コールドスタート1回あたり120 m³ |
| 天然ガス(アイドル運転) | 260 m³/h |
| 天然ガス(通常運転) | 0 m³/h(VOC負荷が十分な場合は完全自動加熱) |
| 圧縮空気(空気圧バルブ) | 80 m³/h (圧力: 0.4~0.7 MPa) |
| 年間稼働時間 | 年間8,400時間 |
| 年間総運営コスト | 年間338万5千人民元(廃熱クレジット控除前) |
| 年間廃熱節約額 | 年間172万人民元(臭化リチウム冷凍機による冷却) |
04 — 主な利点
なぜこの5段階アーキテクチャが医薬品ハロゲン化VOC削減のための唯一の実行可能な解決策なのか
- ✓
複数ワークショップ方式の医薬品製造においては、RTO(登録試験)前の水洗が必須です。水洗を行わないと、RTOは数か月以内に失敗します。 医薬品製造では、酸性ガス(塩素化工程からのHCl)、水溶性有機化合物(DMF、メタノール、DMSO)、および様々な合成経路からの混合物が同時に発生します。これらの物質が前処理なしでRTOセラミックベッドに到達すると、水溶性有機物がセラミックチャネルに堆積してガスの流れを阻害し、酸性ガスは高温のHClが耐火物表面に接触する箇所で燃焼室ライニングのHCl腐食を引き起こし、セラミックベッドの熱性能が低下します。RTO前処理として水洗を行うことで、これらの問題のある成分がRTOに接触する前に除去され、装置の早期故障を防ぎます。この前処理段階は医薬品用途に特有のものであり、排ガスに水溶性有機物や酸性ガスが含まれない印刷業界や化学業界のRTO用途では必要ありません。 - ✓
ハロゲン化溶媒の酸化によって生成されたHClについては、RTO後の苛性ソーダ洗浄が必須です。 医薬品合成におけるジクロロメタン(DCM)およびその他の塩素系溶剤は、RTO(逆酸化装置)内で800℃以上の高温で完全に酸化され、CO₂、H₂O、およびHClに分解されます。燃焼室で800℃で生成されるHClは、排出前に除去されないと、下流のすべての機器を腐食します。RTO後の苛性洗浄(NaOHスクラビングタワー)はHClを捕捉し、洗浄液中で塩化ナトリウムに変換します。苛性洗浄を行わない場合、HClは、下流の熱交換器、煙突ライニング、および計器を数週間以内に腐食させ、規制当局や近隣住民の目に見える煙突からの酸性プルームを発生させ、酸性ガス排出の許可基準を超過することになります。これは、ハロゲン化VOCストリームを処理するRTOアプリケーションにおいて、唯一実行可能なアプローチです。 - ✓
完全自動熱制御による通常運転では、生産時間中の天然ガスコストはほぼゼロになります。 プロセスガス中のVOC濃度が2,000 mg/Nm³の場合、RTO燃焼室でのVOC酸化による発熱は、補助的な天然ガスなしで800℃の運転温度を維持するのに十分です。通常の運転時の天然ガス消費量は0 m³/hで、生産時間中はシステムが完全に自己熱化されます。記録されている年間天然ガスコスト5,116万人民元は、コールドスタート時(起動ごとに3時間で422 m³/h)とアイドル期間(VOC含有ガスが利用できない場合は260 m³/h)のものです。セラミック蓄熱床システムの95%を超える熱回収効率により、2,000 mg/Nm³の濃度レベルでこの自己熱化運転が可能になります。 - ✓
廃熱回収による臭化リチウムチラーの回収で年間172万元(年間総運転コスト51%)を回収: RTOの高温出口ガスは、本来であれば大気中に放出されるはずの高品位熱エネルギーを運びます。廃熱回収システムはこのエネルギーを抽出し、臭化リチウム吸収式チラーを駆動して、施設の空調に冷水を供給します。年間172万元の節約額は、年間総運転コスト338万5千元のうち約51%に相当し、RTOの経済性を、単なる法令遵守コストから、生の数値が示唆するよりもはるかに低い正味コストへと根本的に変革します。空調が主要な施設コストとなっている温暖な気候地域の製薬施設にとって、廃熱を利用した臭化リチウム吸収式チラーは、RTOの設置と並行して行うことができる最も高いリターンが期待できる追加投資です。
05 — 業務実績
検証済みのパフォーマンスと年間コストの概要

年間運転コストの内訳(8,400運転時間):電力(実測値484kW、0.8人民元/kWh)約325万人民元。コールドスタート用天然ガス(1,279m³/h相当、4人民元/m³)約5,116人民元/起動。通常運転時の天然ガス0m³/h。圧縮空気80m³/h(16人民元/h)約134万人民元。合計で年間約338.5万人民元。172万人民元の廃熱回収クレジットを差し引くと、年間純運転コストは約166.5万人民元となり、99%を超える分解効率を持つ120,000Nm³/hの医薬品VOC除去システムとしては優れたコストパフォーマンスとなる。
06 — 実施上の注意
医薬品ハロゲン化VOCのRTOアプリケーションにおける重要な工学的教訓
- 🚫
収集マニホールドにおけるLEL(爆発下限界値)のモニタリングは必須です。VOC濃度が25% LELに達すると、システムは緊急バイパスと安全シャットダウンを作動させる必要があります。 医薬品排ガス収集マニホールドは、複数の作業場から同時に排ガスを受け取ります。いずれかの作業場で溶剤の漏洩や工程の異常が発生し、高濃度のVOCプルームがマニホールドに流れ込むと、作業員が事態を認識する前にLEL(爆発下限界)を超える可能性があります。マニホールドには、LELを継続的に監視する装置を装備する必要があります。濃度が25% LELに達すると、制御システムは、緊急バイパス経路を作動させ(ガスをRTOではなく緊急煙突と大気に迂回させる)、影響を受けた作業場の接続を遮断し、作業員に直ちに警告を発する必要があります。RTOの緊急ファンとバイパス経路は、必要なときに確実に機能するように、定期的にテストする必要があります。 - ⚠️
排ガス組成の変動が大きく、VOC濃度の変動も大きいため、適応型のシステム温度制御が必要となる。 医薬品の多品種生産では、製造バッチごとにVOCの組成と濃度が大きく変動する可能性があります。複数の工場から同時に高濃度のVOCを含む原料がRTOに流入すると、発熱によって燃焼室の温度が目標の800℃を大幅に超えることがあります。DCS温度制御システムは、燃焼室を設計温度範囲内に維持するために、バーナーの燃焼量を減らすか停止し、冷却ファンの流量を増やすことで対応する必要があります。温度が設計上の最高温度を超えると、セラミックベッド耐火材が損傷する可能性があります。逆に、すべての工場でVOC負荷が低い場合は、補助バーナーが自動的に作動して最低温度の800℃を維持する必要があります。これらの2つの温度管理方法は、試運転中にテストおよび検証する必要があります。 - ⚠️
ガス収集マニホールドの腐食性対策として、全体にステンレス鋼構造を採用し、腐食性プロセス流体と接触するすべての表面にガラス繊維フレークライニングを施す必要がある。 製薬工場からのすべての収集マニホールドは、耐腐食性ステンレス鋼で製造されなければなりません。ガス流と直接接触するすべての表面には、ガラス繊維フレークエポキシライニングを施す必要があります。これは、各工場の排気接続部から共通マニホールドを経て、水洗浄塔の入口まで適用されます。印刷業界や化学業界におけるVOC収集には適している標準的な炭素鋼亜鉛メッキダクトは、塩酸発生溶剤やアミン含有プロセス流を扱う製薬用途では、数か月以内に腐食により破損します。 - ⚠️
水酸化ナトリウム洗浄液の濃度は積極的に監視・維持する必要があり、塩酸の漏出は試運転後のコンプライアンス違反で最もよく見られるモードである。 苛性洗浄塔は、NaOHと反応させることで、RTO後のガスからHClを除去します。NaOHが消費されるにつれて、洗浄液のアルカリ度が低下します。NaOH濃度が、新しいNaOHが添加される前に最小有効レベルを下回ると、HClの漏出が始まり、煙突から酸性ガスが排出され、下流の機器が急速に腐食します。苛性洗浄液の循環ループでpHを継続的に監視し、pHが目標レベルを下回ったときにNaOHの自動注入が作動するようにしてください。NaOH貯蔵タンクは、供給業者の供給中断に備え、補充なしで最大HCl負荷で少なくとも72時間稼働できる十分な容量を備えている必要があります。 - ⚠️
新たな医薬品合成経路や溶媒は、製造開始前に5段階のRTOチェーンとの適合性を評価する必要がある。 この5段階のプロセスチェーンは、設計当時、この施設で使用されていた特定の溶媒プロファイルに合わせて設計されました。製造チームが異なる溶媒を使用した新しい合成経路を導入する場合、特に新しい溶媒にこれまで存在しなかった元素(フッ素、硫黄、臭素、リンなど)が含まれている場合は、RTOおよびスクラビングシステムが新しい燃焼生成物に対応できるように設計されていない可能性があります。フッ素含有溶媒は酸化時にHFを生成するため、塩素系溶媒から生成されるHClとは異なる苛性洗浄設計が必要です。硫黄含有溶媒はSO₂/SO₃を生成するため、別途FGDステージが必要です。収集システムに新しい溶媒を導入する前に、正式な変更管理レビューを実施する必要があります。
07 — エンジニアリングの要点
この製薬工場におけるVOC削減プロジェクトから得られた4つの教訓
- 1
医薬品由来のVOC(揮発性有機化合物)の除去は、単一の技術で解決できる問題ではない。5段階の処理プロセスは、ハロゲン化された複数の医薬品排ガスを処理するための、最小限かつ実行可能なアーキテクチャである。 各ステージは、他のステージでは提供できない特定の機能を果たします。水洗浄は、入口から水溶性有機物と酸性ガスを除去します。3床式RTOは、99%以上のVOCを分解します。廃熱回収は経済的価値を生み出します。苛性ソーダ洗浄は、出口からHClを除去します。酸洗浄は、出口から塩基性化合物を除去します。いずれかのステージを省略すると、RTOが損傷したり(水洗浄を省略した場合)、煙突の基準を満たさなくなったり(苛性ソーダ洗浄を省略した場合)、経済的性能が低下したりします(廃熱回収を省略した場合)。医薬品用途向けにRTOを指定するエンジニアが、前処理と後処理のチェーンがない単段式RTOを提案すると、不完全で信頼性の低いシステムを提案することになります。 - 2
VOC濃度が2,000 mg/Nm³、熱回収率が95%を超える場合、RTOは通常の生産では完全に自己熱運転を行い、天然ガスはコールドスタート時とアイドル期間にのみ必要となる。 これは、運用経済性に革新的な効果をもたらします。年間稼働時間8,400時間の設備で、生産時間中に完全自動熱運転を実現すれば、その時間帯の天然ガスコストはほぼゼロになります。コールドスタートおよびアイドル期間にかかる1回あたり5,116人民元のコストは、コールドスタートとアイドル期間を最小限に抑えるように生産スケジュールを組むことで全て回収可能です。さらに、廃熱回収により、自動熱RTOからの高品位熱エネルギーが収益を生み出す冷房供給に変換されます。廃熱クレジット後の正味運転コストは、総運転コストの約50%に相当し、中小製薬メーカーにとっても99%を超える医薬品VOC削減を商業的に実現可能なものにする、説得力のある経済的根拠となります。 - 3
ハロゲン系溶剤の用途においては、800℃のRTO燃焼温度は必須条件であり、760℃では塩素化VOCを完全に分解するには不十分である。 非ハロゲン化VOC用途向けの標準的なRTO仕様では、燃焼温度は760℃に設定されており、これはエステル、アルコール、炭化水素には十分です。塩素化溶剤(ジクロロメタン、クロロホルム、トリクロロエチレン)は熱酸化の活性化エネルギーが高く、99.9%を超える分解には少なくとも800℃の温度が必要です。塩素化溶剤を含む医薬品排ガスに標準的な760℃のRTOを適用すると、塩素化成分の分解効率が99%の目標値を下回り、NMHCの排出基準値超過につながります。40℃の温度差があるため、800℃に連続して熱疲労を起こさずに耐えられる燃焼室耐火材仕様が必要となり、これは760℃の標準仕様とは異なる場合があります。 - 4
廃熱を利用した臭化リチウムチラーは、製薬工場におけるRTO(再生水酸化装置)設置のための追加投資の中で最も高い収益性をもたらす。年間338万5千人民元のシステムにおいて、年間172万人民元の節約が可能となる。 廃熱回収投資の回収期間は通常1~2年です。廃熱回収の評価を含めない製薬RTOプロジェクトの範囲設定作業は、大きな経済的機会を見逃していることになります。重要な設計上の疑問は、施設で冷却または加熱に利用できる熱負荷はどれくらいかということです。空調が大きなコストとなる製薬製造環境(製薬GMPゾーンでは精密な温度と湿度の制御が必要)では、吸収式チラーの適用が通常、廃熱投資に対する最高の経済的リターンをもたらします。
08 — よくある質問
製薬業界におけるVOC(揮発性有機化合物)のRTO(逆貿易)処理:10の質問への回答
EU IED / オランダ活動規則の要件に基づき、RTO VOC削減システムを計画している医薬品原薬および製剤製造施設の環境許可管理者、プロセスエンジニア、EHSチームからの質問。
医薬品由来のVOCを99%以上除去する準備はできていますか?
再生式熱酸化ソリューションの全ラインナップをご覧ください
から 3床式再生型熱酸化装置 医薬品のハロゲン化VOC除去から産業排出制御ソリューション全般に至るまで、当社のエンジニアリングチームは、この要求の厳しい用途に必要な5段階の医薬品製造プロセスチェーンを備えた、EU IED準拠システムを提供します。





















