案例研究 · VOC减排
一家全球制药原料药和中间体制造商如何利用专门针对腐蚀性、成分高度可变的多产品制药合成废气而设计的五级水洗+三床RTO+碱洗+酸洗工艺链,将120,000 Nm³/h高度可变的卤代酸性制药生产废气的VOC去除效率提升至99.4%,并利用废热回收驱动溴化锂冷却,用于工厂空调。
三卧 RTO
卤代挥发性有机化合物处理
废热回收
多产物合成
01 — 行业背景
制药生产挥发性有机化合物:化学成分最复杂的工业排放控制挑战
医药化学品生产产生的挥发性有机化合物(VOC)排放谱是工业制造中最复杂、最具挑战性的。与印刷或涂料行业溶剂主要限于酯类、醇类和烃类不同,医药合成使用的溶剂种类要广泛得多,包括卤代溶剂(二氯甲烷、氯仿、四氯化碳)、高极性溶剂(DMF、DMSO、NMP)、酮类、醚类溶剂和含酸体系——而且这些溶剂通常会同时使用,并随着原料药合成路线的切换而以不同的组合形式使用。
欧盟对制药行业挥发性有机化合物(VOC)排放的监管压力在所有工业领域中堪称最为严格。制药企业必须遵守欧盟指令2010/75/EU的VOC排放限值、欧盟特定的制药生产最佳可行技术(BAT)结论以及荷兰的许可条件,后者反映了许多制药厂址毗邻居民区的实际情况。高度复杂且快速变化的溶剂成分,加上极其严格的排放限值,使得制药行业的VOC减排成为实时氧化(RTO)技术最具技术挑战性的应用之一。
本案例研究中的企业是一家全球性的医药原料药及中间体生产公司,拥有5个工业园区和14家子公司。其主要业务涵盖医药原料、药品制剂、医药中间体以及电子商务,涉及四大业务板块。其主要产品包括镇痛和镇静活性药物成分,在全球市场份额显著。该工厂每年生产超过4亿单位的固体制剂、大容量注射剂和小容量注射剂,并与包括罗氏、拜耳和辉瑞在内的200多家跨国制药公司保持着长期战略合作伙伴关系。

“药物合成尾气中同时含有水溶性有机物、酸性气体成分和卤代溶剂——每个车间排放的尾气成分都不同,具体取决于当天进行的合成步骤。关键的设计要点在于,必须保护快速氧化炉(RTO)免受水溶性成分(会沉积在陶瓷床层中)和卤代溶剂氧化产生的氯化氢(会导致下游严重的酸腐蚀)的影响。围绕快速氧化炉的五级预处理和后处理流程并非设计中的无关紧要环节——正是这些环节使得快速氧化炉在药物生产中的应用成为可能。”
— 制药行业VOC处理项目工程技术概要
02 — 污染概况
制药尾气:成分变化极大,含有卤代溶剂、酸性气体,但不含苯类芳烃
废气来源于制药厂内多个生产车间——包括反应器排气、干燥机排气、溶剂回收操作以及包装区通风。每个车间排放的挥发性有机化合物(VOC)混合物各不相同,具体取决于当天合成的原料药(API)或中间体。所有来源的总排放量达到 120,000 Nm³/h(在 30°C 的工艺条件下为 133,186 Nm³/h)。风机功率为 250 kW,压力为 5,000 Pa;主风道直径为 φ1,700 mm。
VOC 成分具有几个关键特征,使其与印刷或化工行业的废气区别开来:
- 不含苯类芳烃: 与印刷或油漆行业的废气不同,药物合成溶剂基本上不含苯、甲苯或二甲苯。主要溶剂包括甲醇、乙酸乙酯、乙醇、异丙醇、丙酮、乙醚、二甲基甲酰胺(DMF)、二氯甲烷和二甲基亚砜。
- 存在的卤代溶剂: 二氯甲烷和其他氯代溶剂用于药物合成。当这些溶剂在RTO(快速氧化反应器)中于800℃下氧化时,会产生HCl作为燃烧产物。在处理后的气体排放之前,必须在RTO下游的碱洗阶段捕集这些HCl。如果HCl未被去除,它会腐蚀所有下游设备和烟囱。
- 存在的水溶性有机物和酸性化合物: 某些制药工艺流程中含有水溶性有机物(如DMF、DMSO、甲醇)和含酸气体(如各车间氯化步骤产生的HCl)。这些物质必须在进入快速热氧化炉(RTO)之前通过水洗去除,因为水溶性有机物会沉积在RTO陶瓷床层中,导致堵塞和性能下降;而带入RTO的酸性气体则会腐蚀燃烧室衬里和换热器表面。
- 浓度和成分变化很大: 制药多产品生产意味着挥发性有机化合物 (VOC) 的种类和浓度会随着生产计划的调整而每日甚至逐班变化。RTO 必须在这种变化范围内保持 >99% 的去除效率。总非甲烷烃 (NMHC) 浓度设计基准约为 2,000 mg/Nm³。
- 会产生腐蚀性废气,因此需要使用耐腐蚀材料: 所有与制药工艺气体接触的气体收集歧管和设备都必须采用耐腐蚀不锈钢制造,所有与腐蚀性气体接触的表面都必须衬有玻璃纤维片。
| 范围 | 初始浓度 | 实际出口 | 欧盟简易爆炸装置限制 |
|---|---|---|---|
| NMHC(总挥发性有机化合物) | 2,000 毫克/标准立方米 | 12 毫克/立方米 | IED ≤20 mg/Nm³ |
| 苯 | 未到场 | — | IED ≤1 mg/Nm³ |
| 甲苯 | 未到场 | — | IED ≤3 mg/Nm³ |
| 二甲苯 | 未到场 | — | IED ≤12 mg/Nm³ |
| 湿度(水分) | 40%(高) | — | — |
| 标准气体体积 | 120,000 牛米/小时 | — | — |
| 工艺气体量 | 30°C 时流量为 133,186 Nm³/h | — | — |
| 年度VOC减量 | 约4,086吨/年 | 已验证 | — |
03 — 处理液
五级工艺链:水洗 → 三床式 RTO → 碱洗 → 酸洗 → 余热回收
该五级工艺链的设计围绕着两种药物尾气特性展开,这两种特性使得简单的RTO工艺无法有效处理:一是存在水溶性有机物和酸性气体,需要在RTO工艺前进行预处理;二是卤代溶剂氧化会生成HCl,需要在RTO工艺后进行后处理。每个步骤都必不可少,任何一个步骤都不能省略,否则会损坏RTO工艺或导致烟气排放超标。
第一阶段:水洗(RTO前)
该制药厂的部分车间会产生含有酸性气体(氯化工艺步骤产生的HCl)和水溶性有机物的废气。由于所有车间的废气在RTO(反应堆燃烧器)之前都汇集到一个收集歧管中,因此来自某些车间的酸性气体和水溶性有机物会进入RTO,导致燃烧室腐蚀和陶瓷床沉积。RTO前的清洗阶段通过水的吸收作用去除这些成分,从而保护RTO免受化学侵蚀和陶瓷床堵塞。清洗阶段还起到淬冷作用,降低气体进入RTO之前的温度和水分含量。清洗塔采用循环水回路运行;受污染的清洗水作为制药废水处理,并通过该厂的废水处理系统排放。
第二阶段:三床RTO(VOC氧化温度≥800℃)
预洗气体进入三床式快速氧化炉 (RTO)。该 RTO 专为制药应用而设计,燃烧室温度 ≥800°C(高于非卤代 VOC 应用的标准温度 760°C),以确保氯代溶剂的完全氧化,因为氯代溶剂的活化能高于标准烃类。RTO 的关键参数:处理流量 120,000 立方米/小时;入口温度 ≤60°C;去除效率 >99%;热回收效率 >95%;停留时间 >1.2 秒;氧化温度 >800°C;燃烧器额定功率 2×180 万千卡/小时;冷启动(3 小时)天然气消耗量 422 立方米/小时;空载运行天然气消耗量 260 立方米/小时;冷启动耗气量 120 立方米;系统压降 <3,000 帕;设备重量 280 吨;占地面积 47×20 米。
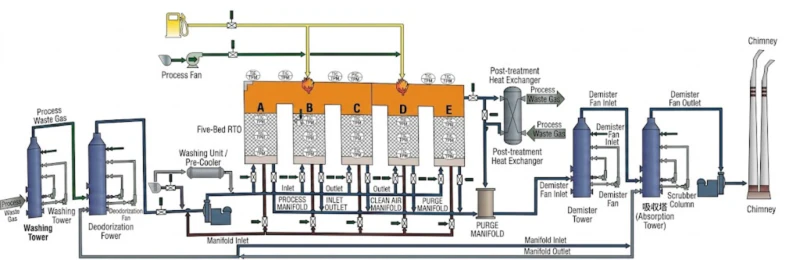
第三阶段:碱洗(RTO后HCl去除)
经快速氧化处理 (RTO) 后,处理后的气体中含有由卤代溶剂热氧化产生的氯化氢 (HCl)(二氯甲烷 + O₂ → CO₂ + H₂O + 2HCl)。碱洗阶段使用氢氧化钠 (NaOH) 溶液吸收这些氯化氢,并将其转化为洗涤水中的氯化钠。碱洗至关重要:如果氯化氢未被去除,将导致下游所有设备(包括烟囱)严重腐蚀,在烟囱处产生酸性烟羽排放,并导致酸性气体排放不符合许可证要求。碱洗回路必须保持足够的氢氧化钠浓度,并且整个回路的设计都必须采用耐腐蚀材料。
第四阶段:酸洗(去除氨滑液)
某些制药工艺流程中含有氨或含胺化合物。经RTO氧化后,这些物质会在处理后的气体中生成氮氧化物和残留氨。酸洗阶段(使用稀硫酸或磷酸)可去除任何残留的碱性化合物(包括胺类),这些化合物可能导致异味投诉或烟囱排放超标。该阶段还可在排放前进行最终的pH值调节,确保处理后的气体符合中性排放要求。
第五阶段:废热回收至溴化锂制冷机
高温RTO(反应堆冷却器)出口气体(碱洗前)蕴含大量热能。废热回收换热器提取这些热量,产生热水或蒸汽,驱动溴化锂吸收式制冷机,为工厂的空调系统提供冷水。利用废热每年可节省约172万元人民币的能源,与每年338.5万元人民币的运行成本(未计入废热补贴)相比,可谓相得益彰。这种废热回收机制使RTO从一个单纯的合规成本中心转变为工厂能源管理的重要资产。
制药研讨会
约2000毫克挥发性有机化合物
洗
HCl + H₂O
≥800°C
>99% VOC
恢复
LiBr冷却器
洗
去除 HCl
洗
NH₃/胺类
堆
12毫克挥发性有机化合物
⭐ 本项目采用了新的设备。卤代药物挥发性有机化合物(VOC)的去除必须采用五级处理链,任何一级都不可省略。
主要设备参数
| 物品 | 规格 |
|---|---|
| RTO 处理流程 | 处理量:120,000 立方米/小时;进料温度 ≤60°C;氧化温度 >800°C;占地面积:47×20 米 |
| RTO风扇 | 主功率 280 千瓦;备用功率 110 千瓦;应急功率 110 千瓦;吹扫功率 18.5 千瓦 |
| RTO点火风扇 | 30千瓦 |
| 喷淋塔循环泵 | 22×6千瓦 |
| 其他设备 | 5千瓦 |
| 总装机功率 | 685.5 千瓦(实际运行功率:484 千瓦) |
| 天然气(冷启动,3 小时) | 422 立方米/小时;每次冷启动事件 120 立方米 |
| 天然气(怠速运转) | 260 立方米/小时 |
| 天然气(正常运行) | 0 立方米/小时(当 VOC 负荷足够时,全自动热力循环) |
| 压缩空气(气动阀) | 80 立方米/小时(压力:0.4–0.7 兆帕) |
| 年度运营时间 | 每年 8400 小时 |
| 年度总运营成本 | 338.5万元人民币/年(未计余热抵扣) |
| 年度废热节省量 | 172万元人民币/年(溴化锂冷水机冷却) |
04 — 核心优势
为什么这种五阶段架构是减少制药行业卤代挥发性有机化合物排放的唯一可行方案
- ✓
对于多车间制药应用而言,RTO 前水洗是强制性的——如果没有水洗,RTO 将在几个月内失效: 制药生产过程中会产生酸性气体(氯化工艺步骤产生的HCl)、水溶性有机化合物(DMF、甲醇、DMSO)以及来自不同合成路线的各种混合物。如果这些物质未经预处理直接进入RTO陶瓷床,水溶性有机物会沉积在陶瓷通道中,阻碍气体流动;酸性气体会在高温HCl与耐火材料接触处腐蚀燃烧室衬里;陶瓷床的热性能也会下降。RTO预处理水洗步骤可以去除这些有害成分,防止其与RTO接触,从而保护设备免于过早失效。此预处理步骤仅适用于制药行业,印刷或化工行业的RTO应用则无需此步骤,因为这些行业的废气中不含水溶性有机物和酸性气体。 - ✓
卤代溶剂氧化产生的HCl必须进行RTO后苛性碱洗涤: 在药物合成中,二氯甲烷 (DCM) 和其他氯代溶剂在 RTO 中于 ≥800°C 的温度下完全氧化为 CO₂、H₂O 和 HCl。燃烧室在 800°C 下生成的 HCl 如果不及时去除,会对下游所有设备造成腐蚀。RTO 后的碱洗(NaOH 洗涤塔)可捕集 HCl,并将其转化为洗涤液中的氯化钠。如果没有碱洗,HCl 会在数周内腐蚀下游换热器、烟囱内衬和仪表;在烟囱处形成可见的酸性烟羽,监管机构和附近居民均能看到;并导致酸性气体排放超标。对于任何处理卤代 VOC 气流的 RTO 应用而言,这是唯一可行的解决方案。 - ✓
全自动热力正常运行意味着生产期间天然气成本接近于零: 当工艺气体中VOC浓度为2000 mg/Nm³时,RTO燃烧室中VOC氧化产生的放热量足以维持800℃的工作温度,无需额外补充天然气。正常运行期间天然气消耗量为0 m³/h——系统在生产期间完全自热运行。记录的年天然气成本为5116元人民币,其中包括冷启动(每次启动持续3小时,耗气422 m³/h)和闲置期间(无VOC气体可用时,耗气260 m³/h)的天然气消耗量。陶瓷蓄热床系统超过951TP³T的热回收效率使得在2000 mg/Nm³的浓度水平下实现自热运行成为可能。 - ✓
废热回收至溴化锂冷水机组,每年可回收 172 万元人民币——相当于 51% 年度总运行成本: 高温RTO(反应堆换热器)出口气体携带高品位热能,这些热能原本会被排放到大气中。废热回收系统提取这些能量,驱动溴化锂吸收式制冷机,为工厂的空调系统提供冷冻水。每年节省的172万元人民币相当于338.5万元人民币/年总运行成本中的约51%,从根本上改变了RTO的经济效益,使其不再仅仅是合规成本,而是净成本远低于原始数据所显示的水平。对于气候温暖地区、空调成本占主要运营成本的制药企业而言,废热驱动溴化锂制冷机是与RTO装置配套投资中回报率最高的单项投资。
05 — 运营结果
经核实的绩效和年度成本汇总

年度运行成本明细(8400 运行小时):实际用电量 484 kW(0.8 元/kWh),约 32.5 万元人民币;冷启动用天然气 1279 立方米/小时当量(4 元/立方米),每次启动约 5116 元人民币;正常运行用天然气 0 立方米/小时;压缩空气 80 立方米/小时(16 元/小时),约 13.4 万元人民币;总计约 33.85 万元人民币/年。扣除 17.2 万元人民币的余热回收补贴后,年度净运行成本约为 16.65 万元人民币——对于一台处理量 12 万标准立方米/小时、去除效率 >99% 的制药 VOC 减排系统而言,其成本效益非常出色。
06 — 实施注意事项
药物卤代挥发性有机化合物快速热氧化应用的关键工程经验
- 🚫
在收集歧管处进行 LEL 监测是强制性的——当 VOC 浓度达到 25% LEL 时,系统必须启动紧急旁路和安全关闭: 制药厂废气收集歧管同时接收来自多个车间的废气流。如果任何一个车间发生溶剂泄漏或工艺故障,导致高浓度挥发性有机化合物(VOC)进入歧管,则在操作人员察觉之前,废气浓度可能已超过爆炸下限(LEL)。因此,歧管必须配备连续的LEL监测装置。当浓度达到25% LEL时,控制系统必须:启动紧急旁路(将气体分流至紧急烟囱和大气,而不是进入RTO),隔离受影响车间的连接,并立即通知操作人员。RTO的紧急风机和旁路必须定期进行测试,以确保其在需要时能够正常工作。 - ⚠️
废气成分变化剧烈且VOC浓度波动较大,因此需要自适应系统温度控制: 制药行业的多产品生产意味着不同生产批次之间的挥发性有机化合物(VOC)组成和浓度可能存在显著差异。当多个车间同时向反应堆炉(RTO)输送高浓度VOC物料流时,放热反应会导致燃烧室温度大幅高于800℃的目标温度。此时,分布式控制系统(DCS)的温度控制系统必须做出响应,通过降低或关闭燃烧器并增加冷却风扇的风量来维持燃烧室温度在设计范围内。如果温度超过设计最大值,陶瓷床耐火材料可能会损坏。相反,当所有车间的VOC负荷较低时,辅助燃烧器必须自动启动,以维持至少800℃的温度。这两种温度控制方案都必须在调试过程中进行测试和验证。 - ⚠️
气体收集歧管的耐腐蚀性要求其全部采用不锈钢结构,并且所有与腐蚀性工艺流体接触的表面都必须衬有玻璃纤维片: 所有制药车间的收集歧管必须采用耐腐蚀不锈钢制造;所有与气流直接接触的表面都必须涂覆玻璃纤维薄片环氧树脂衬里。这适用于从各个车间的排气连接处经公共歧管到水洗塔入口的整个过程。适用于印刷或化工行业VOC收集的标准碳钢镀锌风管,在输送产生HCl的溶剂和含胺工艺气流的制药应用中,会在数月内因腐蚀而失效。 - ⚠️
必须积极监测和维持苛性洗涤液氢氧化钠浓度——盐酸突破是调试后最常见的合规性失效模式: 碱液洗涤塔通过与氢氧化钠反应去除RTO后气体中的氯化氢。随着氢氧化钠的消耗,洗涤液的碱度降低。如果在添加新鲜氢氧化钠之前,氢氧化钠浓度低于最低有效浓度,则会发生氯化氢穿透,导致烟囱排放酸性气体,并加速下游设备的腐蚀。应在碱液洗涤循环回路中实施连续pH监测,并在pH值低于目标值时自动启动氢氧化钠加药。氢氧化钠储罐的容量必须足以在最大氯化氢负荷下运行至少72小时而无需补充,以防止供应商供货中断。 - ⚠️
任何新的药物合成路线或溶剂在生产开始前都必须评估其与五阶段RTO链的兼容性: 该五阶段工艺链是根据当时该工厂的特定溶剂组成设计的。如果生产团队引入使用不同溶剂的新合成路线——特别是当新溶剂含有之前不存在的元素(例如氟、硫、溴或磷)时——RTO 和洗涤系统可能无法处理新的燃烧产物。含氟溶剂氧化后会生成 HF,这需要与氯代溶剂生成的 HCl 不同的碱洗方案。含硫溶剂会生成 SO₂/SO₃,需要单独的烟气脱硫 (FGD) 阶段。在将任何新溶剂引入收集系统之前,必须进行正式的变更管理审查。
07 — 工程要点
从这项制药业挥发性有机化合物减排项目中汲取的四个经验教训
- 1
药物挥发性有机化合物的减排并非单一技术问题——五阶段链是卤代多产品药物废气的最低可行架构。 每个阶段都承担着其他阶段无法提供的特定功能:水洗去除入口处的水溶性有机物和酸性气体;三床式RTO以≥99%的浓度去除挥发性有机化合物(VOC);余热回收产生经济价值;碱洗去除出口处的氯化氢(HCl);酸洗去除出口处的碱性化合物。省略任何一个阶段都会对RTO造成损害(省略水洗),导致烟囱排放不符合标准(省略碱洗),或降低经济效益(省略余热回收)。对于制药应用而言,如果工程师提出仅采用单级RTO而忽略预处理和后处理环节,则意味着他们提出的系统不完整且不可靠。 - 2
在 VOC 浓度为 2,000 mg/Nm³ 且热回收量大于 95% 的情况下,RTO 在正常生产中完全自热运行——天然气仅在冷启动和闲置期间需要。 这将对运营经济产生变革性影响。一台年运行8400小时的设备,如果在生产时段实现完全自热运行,则在这些时段内天然气成本几乎为零。每次冷启动和停机期间产生的5116元人民币成本,均可通过合理安排生产,最大限度地减少冷启动和停机时间来收回。余热回收系统还能将自热式RTO产生的高品位热能转化为可产生收益的制冷供应。扣除余热回收后的净运营成本约为总运营成本的50%——如此显著的经济效益,使得即使对于中小制药企业而言,减排超过99%的制药VOC也具有商业可行性。 - 3
对于卤代溶剂应用而言,800°C RTO 燃烧温度是不可协商的——760°C 不足以完全破坏氯代 VOC。 对于非卤代挥发性有机化合物 (VOC) 应用,标准 RTO 规范采用 760°C 的燃烧温度,该温度足以处理酯类、醇类和烃类。氯代溶剂(二氯甲烷、氯仿、三氯乙烯)的热氧化活化能较高,需要至少 800°C 的温度才能达到 >99.9% 的去除率。如果将标准的 760°C RTO 应用于含有氯代溶剂的制药尾气,则氯代组分的去除效率将低于 99.9% 的目标值,导致非甲烷烃 (NMHC) 的排放超标。40°C 的温差要求燃烧室耐火材料能够持续承受 800°C 而不发生热疲劳,这可能与 760°C 的标准有所不同。 - 4
将废热转化为溴化锂冷却器是制药 RTO 装置中回报最高的补充投资——在年运行成本为 338.5 万元人民币的系统中,每年可节省 172 万元人民币。 废热回收投资的回报期通常为1-2年。任何制药研发项目若未进行废热回收评估,都将错失一项重要的经济机遇。关键的设计问题是:工厂有多少热负荷可用于制冷或供暖?在制药生产环境中,空调成本高昂(制药GMP区域需要精确的温度和湿度控制),吸收式制冷机的应用通常能带来最佳的废热回收投资经济效益。
08 — 常见问题解答
制药行业VOC RTO处理:十个问题的解答
来自制药原料药和制剂生产设施的环境许可证经理、工艺工程师和 EHS 团队的问题,这些设施正在根据欧盟 IED / 荷兰活动法令的要求规划 RTO VOC 减排系统。
准备好实现 >99% 的医药挥发性有机化合物 (VOC) 销毁量了吗?
探索全系列蓄热式热氧化解决方案
从 三床再生式热氧化器 从制药卤代 VOC 减排到全方位的工业排放控制解决方案,我们的工程团队提供符合欧盟 IED 标准的系统,满足这种苛刻应用所需的五阶段制药工艺链。





















