Estudio de caso · Reducción de COV
Cómo un fabricante mundial de principios activos farmacéuticos e intermedios trató 120 000 Nm³/h de gases residuales de producción farmacéutica altamente variables, halogenados y ácidos para lograr una eficiencia de destrucción de COV del 99,41 TP3T, utilizando una cadena de procesos de cinco etapas de lavado con agua + RTO de tres lechos + lavado cáustico + lavado ácido, diseñada específicamente para la composición corrosiva y altamente variable de los gases de escape de la síntesis farmacéutica de múltiples productos, con recuperación de calor residual que impulsa el enfriamiento con bromuro de litio para el aire acondicionado de las instalaciones.
Casa de tres habitaciones con alquiler vacacional
Tratamiento de COV halogenados
Recuperación de calor residual
Síntesis de múltiples productos
01 — Antecedentes de la industria
COV en la producción farmacéutica: El desafío de control de emisiones industriales más complejo desde el punto de vista químico.
La producción de productos químicos farmacéuticos genera algunos de los perfiles de emisión de COV más complejos y desafiantes de la fabricación industrial. A diferencia de las industrias de impresión o recubrimiento, donde los disolventes se limitan en gran medida a ésteres, alcoholes e hidrocarburos, la síntesis farmacéutica utiliza una gama mucho más amplia de disolventes, incluidos disolventes halogenados (diclorometano, cloroformo, tetracloruro de carbono), disolventes altamente polares (DMF, DMSO, NMP), cetonas, disolventes de éter y corrientes que contienen ácido, a menudo de forma simultánea y en diversas combinaciones a medida que la producción cambia entre las rutas de síntesis de API.
La presión regulatoria sobre las emisiones de COV farmacéuticos en la UE es una de las más estrictas para cualquier sector industrial. Las instalaciones farmacéuticas están sujetas a los límites de COV de la Directiva 2010/75/UE sobre emisiones de COV, a conclusiones específicas de la UE sobre las Mejores Técnicas Disponibles (MTD) para la fabricación de productos farmacéuticos y a las condiciones de los permisos neerlandeses, que reflejan la proximidad de muchas instalaciones farmacéuticas a zonas residenciales. El doble desafío de perfiles de solventes altamente complejos y en constante cambio, combinado con límites de emisión excepcionalmente estrictos, convierte la reducción de COV farmacéuticos en una de las aplicaciones más exigentes técnicamente para la tecnología RTO.
La empresa objeto de este estudio de caso es una compañía global de producción de principios activos farmacéuticos e intermedios, con 5 parques industriales y 14 filiales. Su actividad principal abarca materias primas farmacéuticas, preparados médicos, intermedios médicos y comercio electrónico en cuatro sectores. Entre sus productos clave se encuentran principios activos farmacéuticos analgésicos y sedantes con una importante cuota de mercado global. La planta produce anualmente más de 400 millones de unidades de formas farmacéuticas sólidas, inyectables de gran volumen e inyectables de pequeño volumen, y mantiene alianzas estratégicas a largo plazo con más de 200 compañías farmacéuticas multinacionales, como Roche, Bayer y Pfizer.

Los gases residuales de la síntesis farmacéutica contienen compuestos orgánicos hidrosolubles, componentes de gases ácidos y disolventes halogenados simultáneamente; cada taller aporta una mezcla diferente según la etapa de síntesis que se esté llevando a cabo ese día. La clave del diseño reside en proteger el RTO tanto de los componentes hidrosolubles (que se depositarían en los lechos cerámicos) como del HCl generado por la oxidación de los disolventes halogenados (que provocaría una corrosión ácida grave aguas abajo). La cadena de pretratamiento y postratamiento de cinco etapas alrededor del RTO no es un elemento secundario del diseño, sino que es lo que hace viable la aplicación del RTO en la industria farmacéutica.
— Resumen técnico de ingeniería, proyecto de tratamiento de COV en la industria farmacéutica
02 — Perfil de contaminación
Emisiones de gases de escape farmacéuticos: variabilidad extrema, disolventes halogenados, gases ácidos y ausencia de aromáticos de la clase del benceno.
Los gases de escape provienen de múltiples talleres de producción en la planta farmacéutica: ventilación del reactor, escape del secador, operaciones de recuperación de solventes y ventilación del área de envasado. Cada taller aporta una mezcla de COV diferente según el principio activo o intermedio que se esté sintetizando ese día. El volumen total de gases de todas las fuentes alcanza los 120 000 Nm³/h (133 186 Nm³/h en condiciones de proceso de 30 °C). La potencia del ventilador es de 250 kW con una presión de 5000 Pa; el diámetro del conducto principal es de 1700 mm.
El perfil de COV tiene varias características clave que lo diferencian de los gases residuales de la industria de la impresión o la química:
- Sin compuestos aromáticos de la clase del benceno: A diferencia de los gases residuales de la industria de la impresión o la pintura, los disolventes utilizados en la síntesis farmacéutica prácticamente no contienen benceno, tolueno ni xileno. Los disolventes principales son metanol, acetato de etilo, etanol, isopropanol, acetona, éter etílico, DMF, diclorometano y dimetilsulfóxido.
- Presencia de disolventes halogenados: El diclorometano y otros disolventes clorados se utilizan en la síntesis farmacéutica. Al oxidarse en el RTO a 800 °C, generan HCl como producto de combustión. Este HCl debe eliminarse mediante un lavado cáustico posterior al RTO antes de la descarga del gas tratado. Si no se elimina, corroerá todos los equipos posteriores y la chimenea.
- Compuestos orgánicos solubles en agua y compuestos formadores de ácido presentes: Algunos procesos farmacéuticos contienen compuestos orgánicos solubles en agua (DMF, DMSO, metanol) y gases ácidos (HCl procedente de las etapas de cloración en los distintos talleres). Estos deben eliminarse mediante un lavado con agua previo al RTO, ya que los compuestos orgánicos solubles en agua se depositarían en los lechos cerámicos del RTO, provocando obstrucciones y una degradación del rendimiento, y los gases ácidos que ingresan al RTO causarían corrosión en el revestimiento de la cámara de combustión y en las superficies del intercambiador de calor.
- Concentración y composición muy variables: La fabricación de múltiples productos farmacéuticos implica que las especies y la concentración de COV pueden variar diariamente o incluso turno a turno, según los cambios en los programas de producción. El RTO debe mantener una eficiencia de destrucción >99% en todo este rango de variabilidad. La concentración total de NMHC es de aproximadamente 2000 mg/Nm³ como concentración base de diseño.
- Emisión de gases corrosivos que requieren materiales resistentes a la corrosión en toda la estructura: Todos los colectores de gas y los equipos en contacto con el gas del proceso farmacéutico deben estar fabricados de acero inoxidable resistente a la corrosión, con revestimiento de escamas de fibra de vidrio en todas las superficies en contacto con gases corrosivos.
| Parámetro | Concentración inicial | Salida real | Límite de la UE para los IED |
|---|---|---|---|
| NMHC (compuestos orgánicos volátiles totales) | 2.000 mg/Nm³ | 12 mg/Nm³ | IED ≤20 mg/Nm³ |
| Benceno | No está presente | — | IED ≤1 mg/Nm³ |
| Tolueno | No está presente | — | IED ≤3 mg/Nm³ |
| Xileno | No está presente | — | IED ≤12 mg/Nm³ |
| Humedad (humedad) | 40% (alto) | — | — |
| Volumen de gas estándar | 120.000 Nm³/h | — | — |
| Volumen de gas de proceso | 133.186 Nm³/h a 30 °C | — | — |
| Reducción anual de COV | ~4.086 toneladas/año | Verificado | — |
03 — Solución de tratamiento
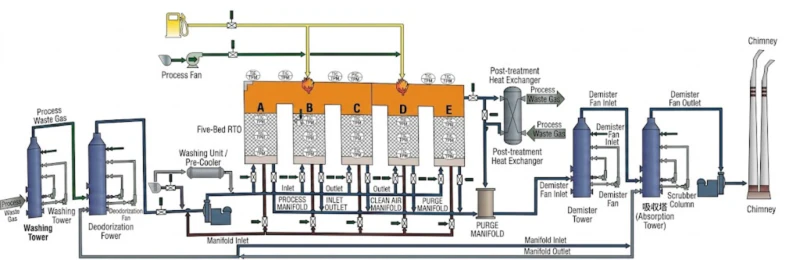
Cadena de cinco etapas: Lavado con agua → RTO de tres lechos → Lavado cáustico → Lavado ácido → Recuperación de calor residual
La cadena de procesos de cinco etapas se diseñó en torno a dos características de los gases residuales farmacéuticos que hacen que la simple oxidación térmica sea insuficiente: la presencia de compuestos orgánicos solubles en agua y gases ácidos que requieren un pretratamiento antes de la oxidación térmica, y la generación de HCl por oxidación de disolventes halogenados que requiere un postratamiento después de la oxidación térmica. Cada etapa es necesaria; ninguna puede omitirse sin dañar la oxidación térmica o provocar que se superen los límites de emisiones permitidos.
Etapa 1: Lavado con agua (Pre-RTO)
Algunos talleres de la planta farmacéutica generan gases residuales que contienen gases acidificantes (HCl procedente de los procesos de cloración) y compuestos orgánicos solubles en agua. Dado que todos los flujos de gases de escape de los talleres se combinan en un único colector antes del RTO, los gases ácidos y los compuestos orgánicos solubles en agua procedentes de ciertos talleres entrarían en el RTO y provocarían la corrosión de la cámara de combustión y la deposición en los lechos cerámicos. La etapa de lavado con agua previa al RTO elimina estos componentes mediante absorción de agua, protegiendo así el RTO del ataque químico y la obstrucción de los lechos cerámicos. El lavado con agua también actúa como etapa de enfriamiento, reduciendo la temperatura y el contenido de humedad del gas antes de la entrada del RTO. La torre de lavado con agua funciona con un circuito de recirculación; el agua de lavado contaminada se trata como aguas residuales farmacéuticas y se elimina a través del sistema de tratamiento de aguas residuales de la planta.
Etapa 2: RTO de tres lechos (oxidación de COV a ≥800 °C)
El gas prelavado entra en el RTO de tres lechos. El RTO está especificado para aplicaciones farmacéuticas con una temperatura de la cámara de combustión ≥800 °C (superior a los 760 °C estándar para aplicaciones de COV no halogenados) para garantizar la oxidación completa de los disolventes clorados, que tienen mayores requisitos de energía de activación que los hidrocarburos estándar. Parámetros clave del RTO: caudal de procesamiento 120 000 m³/h; temperatura de entrada ≤60 °C; eficiencia de destrucción >99%; eficiencia de recuperación térmica >95%; tiempo de residencia >1,2 s; temperatura de oxidación >800 °C; potencia del combustor 2 × 1,8 millones de kcal/h; gas natural en arranque en frío (3 h) 422 m³/h; en funcionamiento en vacío 260 m³/h; consumo en arranque en frío 120 m³; caída de presión del sistema <3000 Pa; peso del equipo 280 t; superficie 47 × 20 m.
Etapa 3: Lavado cáustico (eliminación de HCl posterior al RTO)
Tras el tratamiento térmico, el gas tratado contiene HCl generado por la oxidación térmica de los disolventes halogenados (diclorometano + O₂ → CO₂ + H₂O + 2HCl). La etapa de lavado cáustico absorbe este HCl mediante una solución de hidróxido de sodio (NaOH), convirtiéndolo en cloruro de sodio en el agua de lavado. El lavado cáustico es fundamental: si no se elimina, provocará una corrosión severa de todos los equipos posteriores (incluida la chimenea), generará emisiones de humo ácido en la chimenea y conllevará el incumplimiento de la normativa sobre descarga de gases ácidos. El circuito de lavado cáustico debe mantener una concentración adecuada de NaOH y estar diseñado con materiales resistentes a la corrosión en toda su extensión.
Etapa 4: Lavado con ácido (eliminación de residuos de amoníaco)
Algunos procesos farmacéuticos contienen amoníaco o compuestos con aminas. Tras la oxidación en el RTO, estos generan óxidos de nitrógeno y especies residuales de amoníaco en el gas tratado. La etapa de lavado ácido (con ácido sulfúrico o fosfórico diluido) elimina cualquier compuesto básico residual (incluidas las aminas) que pudiera causar olores desagradables o permitir el paso de contaminantes a la chimenea. Esta etapa también proporciona un ajuste final del pH antes de la descarga, garantizando que el gas tratado cumpla con el requisito de descarga neutra.
Etapa 5: Recuperación de calor residual para enfriador de bromuro de litio
El gas caliente de salida de la planta de tratamiento de aguas residuales (antes del lavado cáustico) contiene una cantidad significativa de energía térmica. Un intercambiador de calor de recuperación de calor residual extrae este calor para generar agua caliente o vapor que alimenta un enfriador de absorción de bromuro de litio, proporcionando agua fría para el sistema de aire acondicionado de la instalación. El ahorro energético anual derivado de este aprovechamiento del calor residual es de aproximadamente 1,72 millones de RMB/año, lo que representa una compensación significativa con respecto al coste operativo anual de 3,385 millones de RMB/año (antes del crédito por calor residual). Esta recuperación de calor residual transforma la planta de tratamiento de aguas residuales, pasando de ser un centro de costes puramente de cumplimiento normativo a un activo de gestión energética de la instalación.
Talleres farmacéuticos
~2000 mg de COV
Lavar
HCl + H₂O
≥800°C
>99% VOC
Recuperación
Enfriador LiBr
Lavar
eliminación de HCl
Lavar
NH₃ / aminas
Pila
12 mg de COV
⭐ Nuevo equipamiento en este proyecto. La cadena de 5 etapas es obligatoria para los COV farmacéuticos halogenados; no se puede omitir ninguna etapa.
Parámetros clave del equipo
| Artículo | Especificación |
|---|---|
| Flujo de procesamiento de RTO | 120.000 m³/h; temperatura de entrada ≤60 °C; oxidación >800 °C; superficie de 47 × 20 m. |
| fan de RTO | 280 kW principal; 110 kW secundario; 110 kW de emergencia; 18,5 kW de purga |
| Ventilador de encendido RTO | 30 kW |
| Bombas de circulación de la torre de pulverización | 22×6 kW |
| Otros equipos | 5 kW |
| Potencia total instalada | 685,5 kW (potencia real en funcionamiento: 484 kW) |
| Gas natural (arranque en frío, 3 h) | 422 m³/h; 120 m³ por evento de arranque en frío |
| Gas natural (funcionamiento en vacío) | 260 m³/h |
| Gas natural (funcionamiento normal) | 0 m³/h (totalmente autotérmico cuando la carga de COV es suficiente) |
| Aire comprimido (válvulas neumáticas) | 80 m³/h (P: 0,4–0,7 MPa) |
| Horario de funcionamiento anual | 8.400 horas/año |
| Costo operativo total anual | 3,385 millones de RMB/año (antes del crédito por calor residual) |
| Ahorro anual de calor residual | 1,72 millones de RMB/año (refrigeración con enfriador de LiBr) |
04 — Ventajas principales
Por qué esta arquitectura de cinco etapas es la única solución viable para la reducción de COV halogenados en la industria farmacéutica.
- ✓
El lavado con agua previo a la puesta en marcha del RTO es obligatorio para las aplicaciones farmacéuticas con múltiples talleres; sin él, el RTO falla en cuestión de meses. La producción farmacéutica genera simultáneamente gases ácidos (HCl procedente de los procesos de cloración), compuestos orgánicos hidrosolubles (DMF, metanol, DMSO) y mezclas variables de diferentes rutas de síntesis. Si estos gases llegan al lecho cerámico del RTO sin tratamiento previo, los compuestos orgánicos hidrosolubles se depositan en los canales cerámicos y obstruyen el flujo de gas; los gases ácidos provocan corrosión por HCl en el revestimiento de la cámara de combustión en el punto donde el HCl a alta temperatura entra en contacto con las superficies refractarias; y el rendimiento térmico del lecho cerámico se degrada. El lavado con agua previo al RTO elimina estos componentes problemáticos antes de que entren en contacto con el equipo, protegiéndolo de fallos prematuros. Esta etapa de pretratamiento es específica para la aplicación farmacéutica y no es necesaria en aplicaciones de RTO para la industria gráfica o química, donde los gases de escape están libres de compuestos orgánicos hidrosolubles y gases ácidos. - ✓
El lavado cáustico posterior al tratamiento térmico rápido es obligatorio para el HCl generado por la oxidación con disolventes halogenados: El diclorometano (DCM) y otros disolventes clorados utilizados en la síntesis farmacéutica se oxidan completamente en el RTO a ≥800 °C, transformándose en CO₂, H₂O y HCl. El HCl generado a 800 °C en la cámara de combustión es corrosivo para todos los equipos posteriores si no se elimina antes de su descarga. El lavado cáustico posterior al RTO (torre de lavado con NaOH) captura el HCl, convirtiéndolo en cloruro de sodio en el licor de lavado. Sin este lavado cáustico, el HCl corroería el intercambiador de calor, el revestimiento de la chimenea y los instrumentos en cuestión de semanas; generaría una columna de ácido visible en la chimenea, perceptible para los organismos reguladores y los vecinos; y provocaría el incumplimiento de los permisos de descarga de gases ácidos. Este es el único enfoque viable para cualquier aplicación de RTO que trate corrientes de COV halogenados. - ✓
El funcionamiento normal totalmente autotérmico implica que el coste del gas natural es prácticamente cero durante las horas de producción: Con una concentración de COV de 2000 mg/Nm³ en el gas de proceso, el calor exotérmico de la oxidación de COV en la cámara de combustión RTO es suficiente para mantener la temperatura de operación de 800 °C sin necesidad de gas natural suplementario. El consumo normal de gas natural es de 0 m³/h; el sistema es totalmente autotérmico durante las horas de producción. El costo anual documentado de gas natural de 5116 decenas de mil RMB corresponde a arranques en frío (422 m³/h durante 3 horas por arranque) y períodos de inactividad (260 m³/h cuando no hay gas con COV disponible). La eficiencia de recuperación térmica >95% del sistema de lecho de almacenamiento de calor cerámico hace posible esta operación autotérmica a un nivel de concentración de 2000 mg/Nm³. - ✓
La recuperación de calor residual para un enfriador de bromuro de litio recupera 1,72 millones de RMB/año — 51% del costo operativo anual total: El gas caliente de salida del RTO transporta energía térmica de alta calidad que, de otro modo, se disiparía a la atmósfera. El sistema de recuperación de calor residual extrae esta energía para alimentar un enfriador de absorción de bromuro de litio, que proporciona agua fría para el aire acondicionado de la instalación. El ahorro anual de 1,72 millones de RMB/año representa aproximadamente 511 TP3T del coste operativo total de 3,385 millones de RMB/año, lo que transforma radicalmente la rentabilidad del RTO, pasando de ser un mero coste de cumplimiento normativo a un coste neto significativamente inferior al que sugerirían las cifras iniciales. Para las instalaciones farmacéuticas en regiones de clima cálido, donde el aire acondicionado supone un coste importante, el aprovechamiento del calor residual para el enfriador de bromuro de litio es la inversión complementaria de mayor rentabilidad que se puede realizar junto con una instalación de RTO.
05 — Resultados operativos
Resumen del rendimiento verificado y del coste anual

Desglose del costo operativo anual (8400 horas de operación): electricidad a 484 kW reales (0,8 RMB/kWh) aproximadamente 325 decenas de mil RMB; gas natural para arranques en frío 1279 m³/h equivalente (4 RMB/m³) aproximadamente 5116 RMB por arranque; gas natural en operación normal 0 m³/h; aire comprimido 80 m³/h (16 RMB/h) aproximadamente 134 decenas de mil RMB; total aproximadamente 338,5 decenas de mil RMB por año. Después de deducir el crédito de recuperación de calor residual de 172 decenas de mil RMB, el costo operativo anual neto es aproximadamente 166,5 decenas de mil RMB, lo que representa un excelente rendimiento de costos para un sistema de reducción de COV farmacéuticos de 120 000 Nm³/h con una eficiencia de destrucción >99%.
06 — Precauciones de implementación
Lecciones de ingeniería cruciales para aplicaciones de RTO de COV halogenados en la industria farmacéutica
- 🚫
La monitorización del LEL en el colector de recogida es obligatoria: cuando la concentración de COV alcanza el LEL de 25%, el sistema debe activar la derivación de emergencia y el apagado de seguridad: El colector de recogida de gases residuales farmacéuticos recibe corrientes de varios talleres simultáneamente. Si un derrame de disolvente o una alteración del proceso en cualquier taller individual genera una nube de COV de alta concentración en el colector, se puede superar el LEL antes de que los operarios se den cuenta. El colector debe estar equipado con un sistema de monitorización continua del LEL. Cuando la concentración alcanza el LEL del 25%, el sistema de control debe: activar la ruta de derivación de emergencia (desviando el gas a la chimenea de emergencia y a la atmósfera en lugar de a la RTO), aislar la conexión del taller afectado y alertar a los operarios inmediatamente. El ventilador de emergencia de la RTO y la ruta de derivación deben probarse a intervalos regulares para garantizar su correcto funcionamiento cuando sea necesario. - ⚠️
La composición altamente variable de los gases de escape y las elevadas fluctuaciones en la concentración de COV requieren un control adaptativo de la temperatura del sistema: La fabricación de múltiples productos farmacéuticos implica que la composición y concentración de COV pueden variar significativamente entre lotes de producción. Cuando llegan simultáneamente a la planta de tratamiento térmico (RTO) corrientes con alta concentración de COV procedentes de varios talleres, la liberación de calor exotérmico puede elevar la temperatura de la cámara de combustión considerablemente por encima del objetivo de 800 °C. El sistema de control de temperatura DCS debe responder reduciendo o desconectando el quemador y aumentando el caudal del ventilador de refrigeración para mantener la cámara de combustión dentro del rango de temperatura de diseño. Si la temperatura supera el máximo de diseño, el revestimiento refractario del lecho cerámico puede dañarse. Por el contrario, cuando todos los talleres tienen una baja carga de COV, el quemador suplementario debe activarse automáticamente para mantener el mínimo de 800 °C. Ambas direcciones de gestión de temperatura deben probarse y validarse durante la puesta en marcha. - ⚠️
La corrosión del colector de recolección de gas requiere una construcción íntegra en acero inoxidable y un revestimiento de escamas de fibra de vidrio en todas las superficies en contacto con los flujos corrosivos del proceso: Todos los colectores de recogida de los talleres farmacéuticos deben estar fabricados en acero inoxidable resistente a la corrosión; todas las superficies en contacto directo con los flujos de gas deben tener un revestimiento epoxi reforzado con fibra de vidrio. Esto se aplica desde la conexión de escape de cada taller, pasando por el colector común, hasta la entrada de la torre de lavado de agua. Los conductos estándar de acero al carbono galvanizado, adecuados para la recogida de COV en la industria gráfica o química, fallarán por corrosión en cuestión de meses en aplicaciones farmacéuticas que manejan disolventes generadores de HCl y flujos de proceso que contienen aminas. - ⚠️
La concentración de NaOH en el lavado cáustico debe ser monitoreada y mantenida activamente; la fuga de HCl es el modo de falla de cumplimiento posterior a la puesta en marcha más común: La torre de lavado cáustico elimina el HCl del gas posterior al RTO mediante reacción con NaOH. A medida que se consume el NaOH, la alcalinidad del licor de lavado disminuye. Si la concentración de NaOH cae por debajo del nivel mínimo efectivo antes de añadir NaOH fresco, comienza la fuga de HCl, lo que provoca la descarga de gas ácido en la chimenea y la corrosión rápida de los equipos posteriores. Implemente un monitoreo continuo del pH en el circuito de recirculación del lavado cáustico con dosificación automática de NaOH activada cuando el pH cae por debajo del nivel objetivo. El tanque de almacenamiento de NaOH debe tener capacidad suficiente para al menos 72 horas de operación a la carga máxima de HCl sin recarga, para protegerse contra interrupciones en el suministro. - ⚠️
Cualquier nueva ruta de síntesis farmacéutica o disolvente debe evaluarse para comprobar su compatibilidad con la cadena RTO de cinco etapas antes de que comience la producción: La cadena de procesos de cinco etapas se diseñó para el perfil de solventes específico de esta instalación en el momento del diseño. Si el equipo de producción introduce una nueva ruta de síntesis utilizando un solvente diferente, especialmente si el nuevo solvente contiene un elemento que no estaba presente anteriormente (por ejemplo, flúor, azufre, bromo o fósforo), el sistema de RTO y de lavado podría no estar diseñado para manejar los nuevos productos de combustión. Los solventes que contienen flúor generan HF por oxidación, lo que requiere un diseño de lavado cáustico diferente al del HCl de solventes clorados. Los solventes que contienen azufre generan SO₂/SO₃, lo que requiere una etapa de FGD separada. Se debe realizar una revisión formal de gestión de cambios antes de introducir cualquier solvente nuevo en el sistema de recolección.
07 — Conclusiones de ingeniería
Cuatro lecciones aprendidas de este proyecto de reducción de COV farmacéuticos
- 1
La reducción de los COV farmacéuticos no es un problema que se resuelva con una sola tecnología: la cadena de cinco etapas es la arquitectura mínima viable para los gases residuales farmacéuticos halogenados de múltiples productos. Cada etapa cumple una función específica que ninguna otra puede proporcionar: el lavado con agua elimina los compuestos orgánicos solubles en agua y los gases ácidos de la entrada; el RTO de tres lechos destruye los COV a ≥99%; la recuperación del calor residual genera valor económico; el lavado cáustico elimina el HCl de la salida; el lavado ácido elimina los compuestos básicos de la salida. Omitir cualquiera de las etapas daña el RTO (omitir el lavado con agua), provoca el incumplimiento de la normativa de emisiones (omitir el lavado cáustico) o reduce el rendimiento económico (omitir la recuperación del calor residual). Los ingenieros que especifican un RTO para aplicaciones farmacéuticas y proponen un RTO de una sola etapa sin la cadena de pretratamiento y postratamiento están proponiendo un sistema incompleto y poco fiable. - 2
Con una concentración de COV de 2000 mg/Nm³ y una recuperación térmica >95%, la unidad de tratamiento de aguas residuales (RTO) funciona de forma totalmente autotérmica en la producción normal; el gas natural solo se necesita para los arranques en frío y los períodos de inactividad. Esto tiene un efecto transformador en la economía operativa. Una instalación con 8400 horas de funcionamiento al año que logra un funcionamiento totalmente autotérmico durante las horas de producción tendrá un coste de gas natural prácticamente nulo durante esas horas. Los 5116 RMB por arranque en frío y los costes por periodo de inactividad son recuperables programando la producción para minimizar los arranques en frío y los periodos de inactividad. La recuperación del calor residual convierte además la energía térmica de alta calidad del RTO autotérmico en un suministro de refrigeración que genera ingresos. El coste operativo neto tras el crédito por calor residual es de aproximadamente 501 TP3T del coste operativo bruto, un argumento económico convincente que hace que la reducción de COV farmacéuticos de más de 991 TP3T sea comercialmente viable incluso para los fabricantes farmacéuticos de PYME. - 3
La temperatura de combustión de 800 °C en el RTO es indispensable para aplicaciones con disolventes halogenados; 760 °C resulta insuficiente para la destrucción completa de los COV clorados. Las especificaciones estándar de RTO para aplicaciones de COV no halogenados utilizan una temperatura de combustión de 760 °C, que es adecuada para ésteres, alcoholes e hidrocarburos. Los disolventes clorados (diclorometano, cloroformo, tricloroetileno) tienen energías de activación más altas para la oxidación térmica y requieren temperaturas de al menos 800 °C para una destrucción >99,91 TP3T. Si se aplica un RTO estándar de 760 °C a los gases residuales farmacéuticos que contienen disolventes clorados, la eficiencia de destrucción para la fracción clorada estará por debajo del objetivo de 991 TP3T, lo que provocará excedencias de NMHC en la salida. La diferencia de temperatura de 40 °C requiere una especificación refractaria de la cámara de combustión que pueda soportar 800 °C de forma continua sin fatiga térmica, que puede diferir del estándar de 760 °C. - 4
El aprovechamiento del calor residual en un enfriador de bromuro de litio es la inversión complementaria de mayor rentabilidad en una instalación de RTO farmacéutica: un ahorro de 1,72 millones de RMB al año en un sistema que cuesta 3,385 millones de RMB al año. El retorno de la inversión en recuperación de calor residual suele ser de 1 a 2 años. Cualquier estudio de viabilidad de un proyecto de recuperación de calor residual en la industria farmacéutica que no incluya una evaluación de dicha recuperación supone una importante oportunidad económica sin aprovechar. La pregunta clave de diseño es: ¿qué carga térmica está disponible en la planta para refrigeración o calefacción? En un entorno de fabricación farmacéutica donde el aire acondicionado representa un coste importante (las zonas de buenas prácticas de fabricación farmacéutica requieren un control preciso de la temperatura y la humedad), la aplicación de enfriadores de absorción suele ofrecer la mejor rentabilidad de la inversión en recuperación de calor residual.
08 — Preguntas frecuentes
Tratamiento de los compuestos orgánicos volátiles (COV) en la industria farmacéutica: Diez preguntas respondidas
Preguntas de gestores de permisos ambientales, ingenieros de procesos y equipos de EHS (Medio Ambiente, Salud y Seguridad) en instalaciones de fabricación de principios activos farmacéuticos y formulaciones que planifican sistemas de reducción de COV (compuestos orgánicos volátiles) de RTO (Organización de Transporte Remoto) según los requisitos de la Directiva IED de la UE y el Decreto de Actividades neerlandés.
¿Preparado para lograr una destrucción de COV farmacéuticos superior al 991% (TP3T)?
Descubra la gama completa de soluciones de oxidación térmica regenerativa.
De oxidadores térmicos regenerativos de tres lechos Desde la reducción de COV halogenados en la industria farmacéutica hasta la gama completa de soluciones de control de emisiones industriales, nuestro equipo de ingeniería ofrece sistemas que cumplen con la Directiva IED de la UE y que incluyen la cadena de procesos farmacéuticos de cinco etapas que requiere esta exigente aplicación.





















