Casestudy · Vermindering van VOC's
Hoe een wereldwijde fabrikant van farmaceutische API's en tussenproducten 120.000 Nm³/u aan zeer variabele, gehalogeneerde, zure farmaceutische productie-afvalgassen behandelde tot een VOC-vernietigingsefficiëntie van 99,41 TP3T — met behulp van een vijftraps procesketen bestaande uit waterwassing + driebed RTO + loogwassing + zuurwassing, specifiek ontworpen voor de corrosieve, zeer variabele samenstelling van de uitlaatgassen van de farmaceutische synthese met meerdere producten, waarbij restwarmte wordt teruggewonnen om lithiumbromidekoeling voor de airconditioning van de fabriek aan te drijven.
RTO met drie slaapkamers
Behandeling van gehalogeneerde VOC's
Restwarmte terugwinning
Synthese van meerdere producten
01 — Achtergrondinformatie over de industrie
Vluchtige organische stoffen (VOC's) in de farmaceutische productie: de chemisch meest complexe uitdaging op het gebied van emissiebeheersing in de industrie.
De productie van farmaceutische chemicaliën genereert enkele van de meest complexe en uitdagende VOC-emissieprofielen in de industriële productie. In tegenstelling tot de druk- of coatingindustrie, waar oplosmiddelen grotendeels beperkt zijn tot esters, alcoholen en koolwaterstoffen, maakt farmaceutische synthese gebruik van een veel breder scala aan oplosmiddelen – waaronder gehalogeneerde oplosmiddelen (dichloormethaan, chloroform, tetrachloorkoolstof), sterk polaire oplosmiddelen (DMF, DMSO, NMP), ketonen, ethers en zuurhoudende stromen – vaak gelijktijdig en in wisselende combinaties, afhankelijk van de productieroutes voor de synthese van de actieve farmaceutische ingrediënten (API's).
De regelgeving met betrekking tot de uitstoot van vluchtige organische stoffen (VOC's) door farmaceutische bedrijven in de EU behoort tot de strengste van alle industriële sectoren. Farmaceutische bedrijven zijn onderworpen aan de EU-richtlijn IED 2010/75/EU betreffende VOC-limieten, specifieke EU-conclusies over de beste beschikbare technieken (BAT) voor farmaceutische productie en Nederlandse vergunningsvoorwaarden die rekening houden met de nabijheid van veel farmaceutische locaties tot woongebieden. De combinatie van zeer complexe en snel veranderende oplosmiddelprofielen en uitzonderlijk strenge emissielimieten maakt de reductie van VOC's in de farmaceutische industrie tot een van de technisch meest veeleisende toepassingen voor RTO-technologie.
De onderneming in deze casestudy is een wereldwijd opererend bedrijf dat farmaceutische API's en tussenproducten produceert, met 5 industrieparken en 14 dochterondernemingen. De kernactiviteiten omvatten farmaceutische grondstoffen, geneesmiddelen, medische tussenproducten en e-commerce, verdeeld over vier bedrijfssectoren. Belangrijke producten zijn onder andere pijnstillende en kalmerende actieve farmaceutische ingrediënten met een aanzienlijk wereldwijd marktaandeel. De fabriek produceert jaarlijks meer dan 400 miljoen eenheden vaste doseringsvormen, injecteerbare geneesmiddelen in grote volumes en injecteerbare geneesmiddelen in kleine volumes, en onderhoudt langdurige strategische partnerschappen met meer dan 200 multinationale farmaceutische bedrijven, waaronder Roche, Bayer en Pfizer.

“Afgas van farmaceutische syntheses bevat tegelijkertijd wateroplosbare organische stoffen, zure gascomponenten en gehalogeneerde oplosmiddelen. Elke werkplaats draagt een andere mix bij, afhankelijk van de synthesestap die die dag plaatsvindt. Het cruciale ontwerpinzicht is dat de RTO beschermd moet worden tegen zowel de wateroplosbare componenten (die zich in de keramische bedden zouden afzetten) als het HCl dat ontstaat door de oxidatie van gehalogeneerde oplosmiddelen (wat stroomafwaarts ernstige zure corrosie zou veroorzaken). De vijfstaps voorbehandeling en nabewerking rond de RTO is niet bijzaak, maar maakt de toepassing van een farmaceutische RTO juist haalbaar.”
— Technische samenvatting voor ingenieurs, project voor de behandeling van vluchtige organische stoffen (VOC's) in de farmaceutische industrie
02 — Vervuilingsprofiel
Farmaceutische afgassen: extreme variabiliteit, gehalogeneerde oplosmiddelen, zure gassen en geen aromaten van de benzeenklasse.
De afgassen zijn afkomstig van meerdere productiewerkplaatsen in de farmaceutische fabriek: reactorontluchting, drogeruitlaat, oplosmiddelterugwinning en ventilatie van de verpakkingsruimte. Elke werkplaats draagt bij aan een andere VOC-mix, afhankelijk van welke API of tussenstof die dag wordt gesynthetiseerd. Het gecombineerde gas van alle bronnen bereikt 120.000 Nm³/u (133.186 Nm³/u bij procesomstandigheden van 30 °C). Het ventilatorvermogen bedraagt 250 kW bij een druk van 5.000 Pa; de diameter van het hoofdkanaal is φ1.700 mm.
Het VOC-profiel heeft een aantal belangrijke kenmerken die het onderscheiden van afgassen uit de druk- of chemische industrie:
- Geen aromaten van de benzeenklasse: In tegenstelling tot de afgassen van de druk- of verfindustrie, bevatten oplosmiddelen voor farmaceutische synthese vrijwel geen benzeen, tolueen of xyleen. De belangrijkste oplosmiddelen zijn methanol, ethylacetaat, ethanol, isopropanol, aceton, diethylether, DMF, dichloormethaan en dimethylsulfoxide.
- Aanwezige gehalogeneerde oplosmiddelen: Dichloormethaan en andere gechloreerde oplosmiddelen worden gebruikt bij de farmaceutische synthese. Wanneer deze in de RTO bij 800 °C worden geoxideerd, ontstaat er HCl als verbrandingsproduct. Deze HCl moet worden afgevangen in een alkalische wasstap stroomafwaarts van de RTO voordat het behandelde gas kan worden afgevoerd. Als de HCl niet wordt verwijderd, zal het alle stroomafwaartse apparatuur en de schoorsteen aantasten.
- In water oplosbare organische stoffen en zuurvormende verbindingen aanwezig: Sommige farmaceutische processtromen bevatten wateroplosbare organische stoffen (DMF, DMSO, methanol) en zuurhoudend gas (HCl afkomstig van chloreringsstappen in individuele werkplaatsen). Deze moeten worden verwijderd in een waterwasfase vóór de RTO, omdat wateroplosbare organische stoffen zich zouden afzetten in de keramische bedden van de RTO, wat verstopping en prestatievermindering zou veroorzaken, en zure gassen die in de RTO terechtkomen corrosie van de bekleding van de verbrandingskamer en de oppervlakken van de warmtewisselaar zouden veroorzaken.
- Sterk variabele concentratie en samenstelling: Bij de productie van meerdere farmaceutische producten kunnen de soorten en concentraties van vluchtige organische stoffen (VOC's) dagelijks of zelfs per shift variëren, afhankelijk van de productieplanning. De RTO moet een vernietigingsefficiëntie van >991 TP3T handhaven gedurende deze variabiliteit. De totale NMHC-concentratie bedraagt ongeveer 2.000 mg/Nm³ als basisconcentratie voor het ontwerp.
- Corrosieve afgassen vereisen overal corrosiebestendige materialen: Alle gasverzamelleidingen en -apparatuur die in contact komen met het farmaceutische procesgas, moeten vervaardigd zijn van corrosiebestendig roestvrij staal, met een bekleding van glasvezels op alle oppervlakken die in contact komen met corrosieve gassen.
| Parameter | Initiële concentratie | Echte winkel | EU IED-limiet |
|---|---|---|---|
| NMHC (totale VOC's) | 2.000 mg/Nm³ | 12 mg/Nm³ | IED ≤20 mg/Nm³ |
| Benzeen | Niet aanwezig | — | IED ≤1 mg/Nm³ |
| Tolueen | Niet aanwezig | — | IED ≤3 mg/Nm³ |
| Xyleen | Niet aanwezig | — | IED ≤12 mg/Nm³ |
| Vochtigheid | 40% (hoog) | — | — |
| Standaard gasvolume | 120.000 Nm³/h | — | — |
| Procesgasvolume | 133.186 Nm³/h bij 30°C | — | — |
| Jaarlijkse VOC-reductie | ~4.086 ton/jaar | Geverifieerd | — |
03 — Behandelingsoplossing
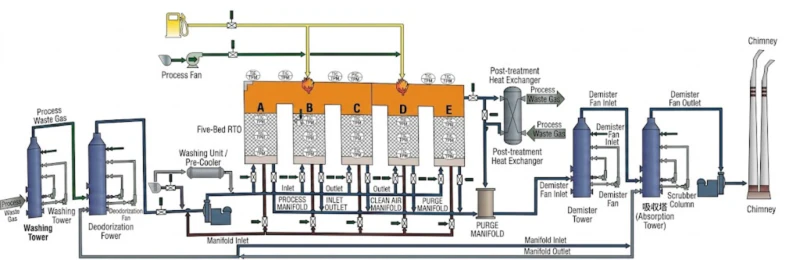
Vijfstappenproces: Waterwassing → Driebed RTO → Caustische wassing → Zuurwassing → Terugwinning van restwarmte
De vijfstappenprocesketen is ontworpen rond de twee kenmerken van farmaceutische afgassen die een eenvoudige RTO-behandeling alleen onvoldoende maken: de aanwezigheid van wateroplosbare organische stoffen en zure gassen die voorbehandeling vóór de RTO vereisen, en de vorming van HCl door oxidatie van gehalogeneerde oplosmiddelen die nabewerking na de RTO vereist. Elke stap is noodzakelijk; geen enkele kan worden overgeslagen zonder de RTO te beschadigen of de emissienormen te overschrijden.
Fase 1: Waterwassing (vóór RTO)
Sommige werkplaatsen in de farmaceutische fabriek produceren afgas dat zuurvormende gassen (HCl van chloreringsprocessen) en wateroplosbare organische stoffen bevat. Omdat alle uitlaatgassen van de werkplaatsen vóór de RTO (Rapid Thermal Oscillator) in één verzamelleiding worden samengebracht, kunnen zure gassen en wateroplosbare organische stoffen afkomstig van bepaalde werkplaatsen de RTO binnendringen en corrosie van de verbrandingskamer en afzetting in de keramische bedden veroorzaken. De waterwasfase vóór de RTO verwijdert deze componenten door waterabsorptie, waardoor de RTO wordt beschermd tegen chemische aantasting en verstopping van de keramische bedden. De waterwasfase fungeert ook als een afkoelingsfase, waardoor de gastemperatuur en het vochtgehalte vóór de RTO-inlaat worden verlaagd. De waterwastoren werkt met een circulerend watercircuit; het verontreinigde waswater wordt behandeld als farmaceutisch afvalwater en afgevoerd via het afvalwaterzuiveringssysteem van de fabriek.
Fase 2: Drie-bed RTO (VOC-oxidatie bij ≥800°C)
Het voorgewassen gas komt de driebed-RTO binnen. De RTO is gespecificeerd voor farmaceutische toepassingen met een verbrandingskamertemperatuur van ≥800 °C (hoger dan de standaard 760 °C voor niet-gehalogeneerde VOC-toepassingen) om een volledige oxidatie van de gechloreerde oplosmiddelen te garanderen, die een hogere activeringsenergie vereisen dan standaard koolwaterstoffen. Belangrijkste RTO-parameters: verwerkingsdebiet 120.000 m³/u; inlaattemperatuur ≤60 °C; vernietigingsefficiëntie >991 TP3T; thermisch rendement >951 TP3T; verblijftijd >1,2 s; oxidatietemperatuur >800 °C; vermogen van de verbrandingskamer 2 × 1,8 miljoen kcal/u; aardgas bij koude start (3 uur) 422 m³/u; bij stationair bedrijf 260 m³/u; verbruik bij koude start 120 m³; drukval in het systeem <3.000 Pa; gewicht van de apparatuur 280 t; afmetingen 47 × 20 m.
Fase 3: Bijtende reiniging (verwijdering van HCl na RTO)
Na de RTO (Rapid Thermal Oxidation) bevat het behandelde gas HCl, dat is ontstaan door de thermische oxidatie van de gehalogeneerde oplosmiddelen (dichloormethaan + O₂ → CO₂ + H₂O + 2HCl). In de loogwasfase wordt dit HCl geabsorbeerd met een natriumhydroxideoplossing (NaOH), waardoor het in het waswater wordt omgezet in natriumchloride. De loogwas is cruciaal: als het HCl niet wordt verwijderd, zal dit ernstige corrosie veroorzaken aan alle stroomafwaartse apparatuur (inclusief de schoorsteen), zure emissies uit de schoorsteen veroorzaken en leiden tot niet-naleving van de vergunning voor het lozen van zure gassen. Het loogwascircuit moet een adequate NaOH-concentratie handhaven en volledig zijn ontworpen met corrosiebestendige materialen.
Fase 4: Zuurreiniging (verwijdering van ammoniakresten)
Sommige farmaceutische processtromen bevatten ammoniak of aminehoudende verbindingen. Na de RTO-oxidatie genereren deze stikstofoxiden en resterende ammoniakverbindingen in het behandelde gas. De zuurwasfase (met verdund zwavel- of fosforzuur) verwijdert alle resterende basische verbindingen (waaronder amines) die geurhinder kunnen veroorzaken of de toegestane uitstoot bij de schoorsteen kunnen overschrijden. Deze fase zorgt ook voor een laatste pH-aanpassing vóór lozing, zodat het behandelde gas voldoet aan de neutrale lozingseis.
Fase 5: Terugwinning van restwarmte voor lithiumbromide-koelinstallatie
Het hete uitlaatgas van de RTO (vóór de alkalische reiniging) bevat aanzienlijke thermische energie. Een warmtewisselaar voor warmteterugwinning onttrekt deze warmte om warm water of stoom te genereren, waarmee een lithiumbromide-absorptiekoeler wordt aangedreven. Deze koelt het airconditioningsysteem van de faciliteit van gekoeld water. De jaarlijkse energiebesparing door deze benutting van restwarmte bedraagt circa 1,72 miljoen RMB per jaar, wat een aanzienlijke compensatie vormt voor de jaarlijkse operationele kosten van 3,385 miljoen RMB per jaar (vóór aftrek van restwarmte). Deze warmteterugwinning transformeert de RTO van een puur kostenpost voor naleving van regelgeving naar een waardevolle investering in energiebeheer.
Farmaceutische workshops
~2000 mg VOC
Wassen
HCl + H₂O
≥800°C
>99% VOC
Herstel
LiBr-koeler
Wassen
HCl-verwijdering
Wassen
NH₃ / aminen
Stapel
12 mg VOC
⭐ Nieuwe apparatuur in dit project. De 5-traps keten is verplicht voor gehalogeneerde farmaceutische VOC's; geen enkele trap mag worden overgeslagen.
Belangrijkste apparatuurparameters
| Item | Specificatie |
|---|---|
| RTO-verwerkingsstroom | 120.000 m³/u; inlaattemperatuur ≤60 °C; oxidatie >800 °C; oppervlakte van 47 × 20 m |
| RTO-fan | 280 kW hoofdvermogen; 110 kW secundair vermogen; 110 kW noodvermogen; 18,5 kW spoelvermogen |
| RTO-ontstekingsventilator | 30 kW |
| circulatiepompen van de sproeitoren | 22×6 kW |
| Overige apparatuur | 5 kW |
| Totaal geïnstalleerd vermogen | 685,5 kW (werkelijk vermogen: 484 kW) |
| Aardgas (koude start, 3 uur) | 422 m³/u; 120 m³ per koude start |
| Aardgas (stationair bedrijf) | 260 m³/h |
| Aardgas (normale werking) | 0 m³/h (volledig autothermisch wanneer de VOC-belasting voldoende is) |
| Perslucht (pneumatische ventielen) | 80 m³/h (P: 0,4–0,7 MPa) |
| Jaarlijkse openingstijden | 8.400 uur/jaar |
| Jaarlijkse totale bedrijfskosten | 3,385 miljoen RMB/jaar (vóór aftrek van restwarmte) |
| Jaarlijkse besparing op restwarmte | 1,72 miljoen RMB/jaar (LiBr-koelinstallatie) |
04 — Kernvoordelen
Waarom deze architectuur in vijf fasen de enige haalbare oplossing is voor het verminderen van gehalogeneerde VOC's in farmaceutische producten
- ✓
Voor farmaceutische toepassingen die in meerdere werkplaatsen worden uitgevoerd, is een waterwassing voorafgaand aan de RTO verplicht — zonder deze wassing faalt de RTO binnen enkele maanden. Bij de farmaceutische productie ontstaan tegelijkertijd zure gassen (HCl uit chloreringsprocessen), wateroplosbare organische verbindingen (DMF, methanol, DMSO) en variabele mengsels uit verschillende syntheseroutes. Als deze stoffen zonder voorbehandeling het keramische bed van de RTO bereiken, slaan wateroplosbare organische stoffen neer in de keramische kanalen en blokkeren ze de gasstroom. Zure gassen veroorzaken HCl-corrosie van de bekleding van de verbrandingskamer op de plaatsen waar het hete HCl in contact komt met de vuurvaste oppervlakken, en de thermische prestaties van het keramische bed nemen af. De voorbehandeling met water verwijdert deze problematische componenten voordat ze in contact komen met de RTO, waardoor de apparatuur wordt beschermd tegen voortijdige uitval. Deze voorbehandeling is specifiek voor de farmaceutische industrie en is niet nodig bij RTO-toepassingen in de drukkerij- of chemische industrie, waar de afgassen vrij zijn van wateroplosbare organische stoffen en zure gassen. - ✓
Nabehandeling met natriumhydroxide na RTO is verplicht voor HCl dat ontstaat bij oxidatie van gehalogeneerde oplosmiddelen: Dichloormethaan (DCM) en andere gechloreerde oplosmiddelen in de farmaceutische synthese worden in de RTO bij ≥800 °C volledig geoxideerd tot CO₂, H₂O en HCl. De HCl die bij 800 °C in de verbrandingskamer ontstaat, is corrosief voor alle apparatuur stroomafwaarts als deze niet vóór de lozing wordt verwijderd. De alkalische wassing na de RTO (NaOH-wasser) vangt de HCl op en zet deze om in natriumchloride in de wasvloeistof. Zonder deze alkalische wassing zou de HCl: binnen enkele weken de warmtewisselaar, de schoorsteenbekleding en de instrumenten stroomafwaarts aantasten; een zichtbare zure pluim bij de schoorsteen veroorzaken die zichtbaar is voor toezichthouders en omwonenden; en leiden tot overschrijdingen van de vergunningslimieten voor de lozing van zure gassen. Dit is de enige haalbare aanpak voor elke RTO-toepassing voor de behandeling van gehalogeneerde VOC-stromen. - ✓
Volledig autotherme normale werking betekent dat de aardgaskosten tijdens de productie-uren vrijwel nul zijn: Bij een VOC-concentratie van 2000 mg/Nm³ in het procesgas is de exotherme warmte die vrijkomt bij de oxidatie van VOC in de RTO-verbrandingskamer voldoende om de bedrijfstemperatuur van 800 °C te handhaven zonder extra aardgas. Het aardgasverbruik tijdens normaal bedrijf is 0 m³/u – het systeem is volledig autothermisch tijdens productie-uren. De gedocumenteerde jaarlijkse aardgaskosten van 5116.000 RMB zijn voor koude starts (422 m³/u gedurende 3 uur per opstart) en perioden van inactiviteit (260 m³/u wanneer er geen VOC-houdend gas beschikbaar is). Het thermische rendement van het keramische warmteopslagbed van >951 TP3T maakt deze autothermische werking mogelijk bij een concentratie van 2000 mg/Nm³. - ✓
Restwarmteterugwinning voor lithiumbromidekoelinstallatie levert een besparing op van 1,72 miljoen RMB per jaar — 511 TP3T aan totale jaarlijkse bedrijfskosten: Het hete uitlaatgas van de RTO (Respiratory Thermal Operator) bevat hoogwaardige thermische energie die anders in de atmosfeer zou worden afgevoerd. Het systeem voor warmteterugwinning benut deze energie om een lithiumbromide-absorptiekoelmachine aan te drijven, die gekoeld water levert voor de airconditioning van de fabriek. De jaarlijkse besparing van 1,72 miljoen RMB vertegenwoordigt ongeveer 511 TP3T (Total Power) van de totale jaarlijkse operationele kosten van 3,385 miljoen RMB. Dit verandert de economische haalbaarheid van de RTO fundamenteel: van een pure kostenpost voor naleving van de regelgeving naar een netto kostprijs die aanzienlijk lager ligt dan de ruwe cijfers doen vermoeden. Voor farmaceutische bedrijven in warme klimaatzones waar airconditioning een belangrijke kostenpost is, is de terugwinning van restwarmte voor een lithiumbromide-koeling de meest rendabele aanvullende investering die naast een RTO-installatie kan worden gedaan.
05 — Operationele resultaten
Geverifieerde prestaties en jaarlijkse kostenoverzicht

Uitsplitsing van de jaarlijkse bedrijfskosten (8.400 bedrijfsuren): elektriciteit bij 484 kW werkelijk (0,8 RMB/kWh) circa 325.000 RMB; aardgas voor koude starts 1.279 m³/u equivalent (4 RMB/m³) circa 5.116 RMB per start; aardgas voor normale bedrijfsvoering 0 m³/u; perslucht 80 m³/u (16 RMB/u) circa 134.000 RMB; totaal circa 338.500 RMB per jaar. Na aftrek van de creditering van 172.000 RMB voor warmterecuperatie bedragen de netto jaarlijkse bedrijfskosten circa 166.500 RMB – wat een uitstekende kostenprestatie vertegenwoordigt voor een farmaceutisch VOC-reductiesysteem met een capaciteit van 120.000 Nm³/u en een vernietigingsefficiëntie van >991 TP3T.
06 — Waarschuwingen bij de implementatie
Essentiële technische lessen voor RTO-toepassingen van gehalogeneerde VOC's in de farmaceutische industrie.
- 🚫
LEL-monitoring bij het verzamelverdeelstuk is verplicht — wanneer de VOC-concentratie 25% LEL bereikt, moet het systeem de noodbypass en veiligheidsuitschakeling activeren: Het verdeelstuk voor de opvang van farmaceutische rookgassen ontvangt gelijktijdig gasstromen van meerdere werkplaatsen. Als er in een van de werkplaatsen een oplosmiddel lekt of een processtoring optreedt waardoor een hoge concentratie vluchtige organische stoffen (VOC's) in het verdeelstuk terechtkomt, kan de LEL (Lower Explosive Limit) worden overschreden voordat de operators zich hiervan bewust zijn. Het verdeelstuk moet daarom zijn uitgerust met continue LEL-bewaking. Wanneer de concentratie de LEL-waarde van 25% bereikt, moet het besturingssysteem het volgende doen: de noodomleiding activeren (waarbij het gas naar de noodschoorsteen en de atmosfeer wordt geleid in plaats van naar de RTO), de aansluiting van de betreffende werkplaats afsluiten en de operators onmiddellijk waarschuwen. De noodventilator en de omleiding van de RTO moeten regelmatig worden getest om te garanderen dat ze naar behoren functioneren wanneer dat nodig is. - ⚠️
De sterk variabele samenstelling van de afgassen en de grote schommelingen in de VOC-concentratie vereisen een adaptieve temperatuurregeling van het systeem: Bij de productie van meerdere farmaceutische producten kunnen de samenstelling en concentratie van vluchtige organische stoffen (VOC's) aanzienlijk variëren tussen productiebatches. Wanneer stromen met een hoge VOC-concentratie vanuit verschillende werkplaatsen tegelijkertijd bij de RTO (Rapid Thermal Operator) aankomen, kan de vrijgekomen warmte de temperatuur in de verbrandingskamer aanzienlijk boven de beoogde 800 °C doen stijgen. Het DCS-temperatuurregelsysteem (Distributed Control System) moet hierop reageren door de brander te dimmen of uit te schakelen en de koelventilator te laten draaien om de temperatuur in de verbrandingskamer binnen het ontwerptemperatuurbereik te houden. Als de temperatuur de maximale ontwerptemperatuur overschrijdt, kan het keramische vuurvaste bed beschadigd raken. Omgekeerd, wanneer alle werkplaatsen een lage VOC-belasting hebben, moet de extra brander automatisch worden ingeschakeld om de minimale temperatuur van 800 °C te handhaven. Beide temperatuurregelingsrichtingen moeten tijdens de inbedrijfstelling worden getest en gevalideerd. - ⚠️
De corrosiebestendigheid van gasverzamelleidingen vereist een constructie van roestvrij staal en een bekleding van glasvezels op alle oppervlakken die in contact komen met de corrosieve processtromen. Alle verzamelleidingen van farmaceutische werkplaatsen moeten vervaardigd zijn van corrosiebestendig roestvrij staal; alle oppervlakken die rechtstreeks in contact komen met de gasstromen moeten voorzien zijn van een epoxycoating met glasvezelvlokken. Dit geldt vanaf de individuele uitlaataansluiting van de werkplaats via de centrale verdeelleiding tot aan de inlaat van de waterwastoren. Standaard gegalvaniseerde koolstofstalen luchtkanalen, die geschikt zouden zijn voor de afvang van vluchtige organische stoffen (VOC's) in de drukkerij- of chemische industrie, zullen binnen enkele maanden door corrosie bezwijken in farmaceutische toepassingen met HCl-genererende oplosmiddelen en aminehoudende processtromen. - ⚠️
De concentratie van natriumhydroxide (NaOH) in de loogoplossing moet actief worden gecontroleerd en op peil gehouden. Een doorbraak van HCl is de meest voorkomende oorzaak van het niet naleven van de voorschriften na de ingebruikname. De alkalische wastoren verwijdert HCl uit het gas na de RTO-behandeling door te reageren met NaOH. Naarmate de NaOH wordt verbruikt, neemt de alkaliteit van de wasvloeistof af. Als de NaOH-concentratie onder het minimale effectieve niveau zakt voordat er verse NaOH wordt toegevoegd, begint HCl-doorbraak, wat leidt tot de uitstoot van zuur gas via de schoorsteen en snelle corrosie van de apparatuur stroomafwaarts. Implementeer continue pH-monitoring op het recirculatiecircuit van de alkalische wasinstallatie met automatische NaOH-dosering die wordt geactiveerd wanneer de pH onder het streefniveau daalt. De NaOH-opslagtank moet voldoende capaciteit hebben voor ten minste 72 uur bedrijf bij maximale HCl-belasting zonder bijvullen, om leveringsonderbrekingen van de leverancier te voorkomen. - ⚠️
Elke nieuwe farmaceutische syntheseroute of elk nieuw oplosmiddel moet worden beoordeeld op compatibiliteit met de vijfstaps RTO-keten voordat de productie begint: De vijfstappenprocesketen is ontworpen voor het specifieke oplosmiddelprofiel van deze faciliteit ten tijde van het ontwerp. Als het productieteam een nieuwe syntheseroute introduceert met een ander oplosmiddel – met name als het nieuwe oplosmiddel een element bevat dat voorheen niet aanwezig was (bijvoorbeeld fluor, zwavel, broom of fosfor) – zijn het RTO- en schrobsysteem mogelijk niet ontworpen om de nieuwe verbrandingsproducten te verwerken. Fluorhoudende oplosmiddelen genereren HF bij oxidatie, wat een ander ontwerp voor de alkalische reiniging vereist dan HCl van gechloreerde oplosmiddelen. Zwavelhoudende oplosmiddelen genereren SO₂/SO₃, waarvoor een aparte FGD-stap nodig is. Een formele beoordeling van het wijzigingsbeheer moet worden uitgevoerd voordat een nieuw oplosmiddel in het opvangsysteem wordt geïntroduceerd.
07 — Belangrijkste punten uit de techniek
Vier lessen uit dit project voor de reductie van vluchtige organische stoffen in de farmaceutische industrie
- 1
Het verminderen van vluchtige organische stoffen (VOC's) in de farmaceutische industrie is geen probleem dat met één enkele technologie kan worden opgelost; de vijfstappenketen is de minimaal haalbare architectuur voor de reductie van gehalogeneerde afgassen van farmaceutische producten met meerdere producten. Elke fase vervult een specifieke functie die door geen enkele andere fase kan worden vervuld: waterwassing verwijdert wateroplosbare organische stoffen en zure gassen uit de inlaat; de driebed-RTO vernietigt VOC's bij ≥99%; warmteterugwinning genereert economische waarde; alkalische wassing verwijdert HCl uit de uitlaat; zure wassing verwijdert basische verbindingen uit de uitlaat. Het weglaten van een van deze fasen beschadigt de RTO (bijvoorbeeld het weglaten van de waterwassing), leidt tot niet-naleving van de schoorsteenvoorschriften (bijvoorbeeld het weglaten van de alkalische wassing) of vermindert de economische prestaties (bijvoorbeeld het weglaten van warmteterugwinning). Ingenieurs die RTO's voor farmaceutische toepassingen specificeren en een eentraps-RTO zonder de voor- en nabewerking voorstellen, stellen een onvolledig en onbetrouwbaar systeem voor. - 2
Met een VOC-concentratie van 2000 mg/Nm³ en een thermisch rendement van >951 TP3T werkt de RTO volledig autothermisch tijdens normale productie; aardgas is alleen nodig voor koude starts en perioden van inactiviteit. Dit heeft een transformerend effect op de operationele kosten. Een installatie met 8.400 bedrijfsuren per jaar die tijdens de productieuren volledig autothermisch werkt, heeft in die uren vrijwel geen aardgaskosten. Alle kosten van 5.116 RMB per koude start en stilstandperiode kunnen worden terugverdiend door de productie zo te plannen dat koude starts en stilstandperioden tot een minimum worden beperkt. De terugwinning van restwarmte zet de hoogwaardige thermische energie van de autothermische RTO bovendien om in een inkomsten genererende koelvoorziening. De netto operationele kosten na aftrek van restwarmte bedragen ongeveer 501 TP3T van de bruto operationele kosten – een overtuigende economische argumentatie die de reductie van meer dan 991 TP3T aan vluchtige organische stoffen in de farmaceutische industrie commercieel haalbaar maakt, zelfs voor het mkb in de farmaceutische sector. - 3
Een verbrandingstemperatuur van 800 °C voor RTO-toepassingen is ononderhandelbaar; 760 °C is onvoldoende voor de volledige vernietiging van gechloreerde VOC's. Standaard RTO-specificaties voor niet-gehalogeneerde VOC-toepassingen gebruiken een verbrandingstemperatuur van 760 °C, wat voldoende is voor esters, alcoholen en koolwaterstoffen. Gechloreerde oplosmiddelen (DCM, chloroform, trichloorethyleen) hebben hogere activeringsenergieën voor thermische oxidatie en vereisen temperaturen van ten minste 800 °C voor een vernietiging van >99,91 TP3T. Als een standaard RTO van 760 °C wordt toegepast op farmaceutisch afgas dat gechloreerde oplosmiddelen bevat, zal de vernietigingsefficiëntie voor de gechloreerde fractie onder de streefwaarde van 991 TP3T liggen, wat leidt tot overschrijdingen van de NMHC-uitstoot. Het temperatuurverschil van 40 °C vereist een vuurvast materiaal voor de verbrandingskamer dat continu 800 °C kan weerstaan zonder thermische vermoeidheid, wat kan afwijken van de standaard van 760 °C. - 4
Het benutten van restwarmte voor een lithiumbromide-koelinstallatie is de meest rendabele aanvullende investering in een farmaceutische RTO-installatie: een besparing van 1,72 miljoen RMB per jaar op een systeem van 3,385 miljoen RMB per jaar. De terugverdientijd van een investering in warmteterugwinning bedraagt doorgaans 1 tot 2 jaar. Elk projectonderzoek voor een farmaceutisch RTO (Research Technology Organisation) dat geen evaluatie van warmteterugwinning omvat, laat een belangrijke economische kans onbenut. De cruciale ontwerpvraag is: welke thermische capaciteit is er in de fabriek beschikbaar voor koeling of verwarming? In een farmaceutische productieomgeving waar airconditioning een grote kostenpost is (farmaceutische GMP-zones vereisen nauwkeurige temperatuur- en vochtigheidsregeling), biedt de toepassing van een absorptiekoeler doorgaans het beste economische rendement op de investering in warmteterugwinning.
08 — Veelgestelde vragen
Behandeling van VOC's in de farmaceutische industrie met RTO: tien veelgestelde vragen beantwoord
Vragen van beheerders van milieuvergunningen, procesingenieurs en EHS-teams bij farmaceutische API- en formuleringsproductiefaciliteiten die RTO VOC-reductiesystemen plannen onder de eisen van de EU IED / Nederlandse Activiteitenverordening.
Klaar om een vernietigingsgraad van meer dan 99% voor farmaceutische VOC's te bereiken?
Ontdek het volledige assortiment regeneratieve thermische oxidatieoplossingen.
Van driebed regeneratieve thermische oxidatoren Van farmaceutische oplossingen voor de reductie van gehalogeneerde VOC's tot complete oplossingen voor de beheersing van industriële emissies, ons engineeringteam levert EU IED-conforme systemen met de vijfstappenprocesketen voor de farmaceutische industrie die deze veeleisende toepassing vereist.





















