Étude de cas · Réduction des COV
Comment un fabricant mondial de principes actifs pharmaceutiques et d'intermédiaires a traité 120 000 Nm³/h de gaz résiduaires de production pharmaceutique très variables, halogénés et acides pour atteindre une efficacité de destruction des COV de 99,41 TP3T — en utilisant une chaîne de processus en cinq étapes : lavage à l'eau + RTO à trois lits + lavage caustique + lavage acide, spécialement conçue pour la composition corrosive et très variable des gaz d'échappement de synthèse pharmaceutique multiproduits, avec récupération de la chaleur résiduelle alimentant le refroidissement au bromure de lithium pour la climatisation de l'installation.
RTO à trois chambres
Traitement des COV halogénés
Récupération de chaleur résiduelle
Synthèse multiproduits
01 — Contexte industriel
COV issus de la production pharmaceutique : le défi le plus complexe sur le plan chimique en matière de contrôle des émissions industrielles
La production de produits chimiques pharmaceutiques génère certains des profils d'émissions de COV les plus complexes et les plus difficiles à maîtriser dans le secteur industriel. Contrairement aux industries de l'imprimerie ou du revêtement où les solvants se limitent principalement aux esters, aux alcools et aux hydrocarbures, la synthèse pharmaceutique utilise une gamme beaucoup plus large de solvants — notamment des solvants halogénés (dichlorométhane, chloroforme, tétrachlorure de carbone), des solvants très polaires (DMF, DMSO, NMP), des cétones, des éthers et des solutions acides — souvent simultanément et en diverses combinaisons selon les étapes de synthèse des principes actifs pharmaceutiques.
La réglementation européenne sur les émissions de COV des produits pharmaceutiques est parmi les plus strictes de tous les secteurs industriels. Les installations pharmaceutiques sont soumises aux limites d'émissions de COV fixées par la directive européenne 2010/75/UE, aux conclusions spécifiques de l'UE concernant les meilleures techniques disponibles (MTD) pour la fabrication de produits pharmaceutiques, ainsi qu'aux conditions d'autorisation néerlandaises qui tiennent compte de la proximité de nombreux sites pharmaceutiques avec des zones résidentielles. La double difficulté que représentent des profils de solvants très complexes et évolutifs, combinée à des limites d'émission exceptionnellement strictes, fait de la réduction des COV pharmaceutiques l'une des applications les plus exigeantes sur le plan technique pour la technologie RTO.
L'entreprise étudiée dans cette étude de cas est un groupe pharmaceutique international spécialisé dans la production de principes actifs et d'intermédiaires pharmaceutiques. Elle possède cinq parcs industriels et quatorze filiales. Son activité principale comprend les matières premières pharmaceutiques, les préparations médicales, les intermédiaires pharmaceutiques et le commerce électronique, répartis dans quatre secteurs d'activité. Ses produits phares sont des principes actifs analgésiques et sédatifs, qui détiennent une part de marché mondiale significative. L'usine produit annuellement plus de 400 millions d'unités de formes posologiques solides, d'injectables de grand volume et d'injectables de petit volume, et entretient des partenariats stratégiques à long terme avec plus de 200 multinationales pharmaceutiques, dont Roche, Bayer et Pfizer.

Les gaz résiduaires de la synthèse pharmaceutique contiennent simultanément des composés organiques hydrosolubles, des gaz acides et des solvants halogénés. Chaque atelier contribue à ce mélange en fonction de l'étape de synthèse en cours. L'élément crucial de conception réside dans la protection de l'électrode à transfert de protons (RTO) contre les composés hydrosolubles (qui se déposeraient sur les lits céramiques) et contre l'acide chlorhydrique (HCl) issu de l'oxydation des solvants halogénés (provoquant une corrosion acide importante en aval). La chaîne de prétraitement et de post-traitement en cinq étapes autour de l'électrode RTO est essentielle à la conception : elle conditionne la viabilité de son application pharmaceutique.
— Résumé technique d'ingénierie, Projet de traitement des COV dans l'industrie pharmaceutique
02 — Profil de pollution
Émissions gazeuses pharmaceutiques : variabilité extrême, solvants halogénés, gaz acides et absence de composés aromatiques de type benzène
Les gaz d'échappement proviennent de plusieurs ateliers de production de l'usine pharmaceutique : ventilation des réacteurs, évacuation des séchoirs, récupération des solvants et ventilation de la zone de conditionnement. Chaque atelier contribue à un mélange de COV différent selon le principe actif ou l'intermédiaire synthétisé ce jour-là. Le débit total de gaz, toutes sources confondues, atteint 120 000 Nm³/h (133 186 Nm³/h à 30 °C). La puissance du ventilateur est de 250 kW sous une pression de 5 000 Pa ; le diamètre du conduit principal est de 1 700 mm.
Le profil des COV présente plusieurs caractéristiques clés qui le différencient des gaz d'échappement de l'industrie de l'imprimerie ou de l'industrie chimique :
- Pas de composés aromatiques de la classe du benzène : Contrairement aux gaz d'échappement des industries de l'imprimerie ou de la peinture, les solvants utilisés pour la synthèse pharmaceutique ne contiennent pratiquement pas de benzène, de toluène ni de xylène. Les principaux solvants sont le méthanol, l'acétate d'éthyle, l'éthanol, l'isopropanol, l'acétone, l'éther éthylique, le DMF, le dichlorométhane et le diméthylsulfoxyde.
- Solvants halogénés présents : Le dichlorométhane et d'autres solvants chlorés sont utilisés en synthèse pharmaceutique. Leur oxydation dans l'unité de traitement thermique (RTO) à 800 °C génère du chlorure d'hydrogène (HCl) comme produit de combustion. Ce HCl doit être capturé par lavage caustique en aval de la RTO avant le rejet des gaz traités. À défaut, il corrode tous les équipements situés en aval et la cheminée.
- Composés organiques hydrosolubles et composés acidifiants présents : Certains flux issus de procédés pharmaceutiques contiennent des composés organiques hydrosolubles (DMF, DMSO, méthanol) et des gaz acides (HCl provenant des étapes de chloration réalisées dans les différents ateliers). Ces composés doivent être éliminés par lavage à l'eau avant l'utilisation dans l'échangeur de chaleur à retour de flamme (RTO), car les composés organiques hydrosolubles risqueraient de se déposer sur les lits céramiques du RTO, provoquant leur obstruction et une dégradation de ses performances, tandis que les gaz acides introduits dans le RTO entraîneraient la corrosion du revêtement de la chambre de combustion et des surfaces de l'échangeur de chaleur.
- Concentration et composition très variables : La fabrication de produits pharmaceutiques multiples implique que la composition et la concentration des COV peuvent varier quotidiennement, voire d'un quart de travail à l'autre, en fonction des modifications des plannings de production. L'unité de traitement des hydrocarbures (RTO) doit maintenir une efficacité de destruction supérieure à 991 TP3T malgré cette variabilité. La concentration totale de NMHC est d'environ 2 000 mg/Nm³ comme concentration de référence.
- Émissions de gaz corrosifs nécessitant l'utilisation de matériaux résistants à la corrosion sur l'ensemble du site : Tous les collecteurs et équipements de collecte de gaz en contact avec le gaz de procédé pharmaceutique doivent être construits en acier inoxydable résistant à la corrosion, avec un revêtement en flocons de fibre de verre sur toutes les surfaces en contact avec les gaz corrosifs.
| Paramètre | Concentration initiale | Magasin d'usine | Limite de l'UE pour les dispositifs électroniques autonomes |
|---|---|---|---|
| NMHC (COV totaux) | 2 000 mg/Nm³ | 12 mg/Nm³ | IED ≤20 mg/Nm³ |
| Benzène | Absent | — | IED ≤1 mg/Nm³ |
| Toluène | Absent | — | IED ≤3 mg/Nm³ |
| Xylène | Absent | — | IED ≤12 mg/Nm³ |
| Humidité (humidité) | 40% (haute) | — | — |
| Volume de gaz standard | 120 000 Nm³/h | — | — |
| Volume de gaz de procédé | 133 186 Nm³/h à 30 °C | — | — |
| Réduction annuelle des COV | ~4 086 tonnes/an | Vérifié | — |
03 — Solution de traitement
Chaîne en cinq étapes : Lavage à l’eau → RTO à trois lits → Lavage caustique → Lavage acide → Récupération de chaleur résiduelle
La chaîne de traitement en cinq étapes a été conçue en tenant compte des deux caractéristiques des gaz résiduaires pharmaceutiques qui rendent l'oxydation par transfert de protons (RTO) seule insuffisante : la présence de composés organiques hydrosolubles et de gaz acides nécessitant un prétraitement avant la RTO, et la génération d'HCl par oxydation de solvants halogénés nécessitant un post-traitement après la RTO. Chaque étape est indispensable ; aucune ne peut être omise sans risquer d'endommager la RTO ou de provoquer des dépassements des seuils d'émissions à la cheminée.
Étape 1 : Lavage à l'eau (Pré-RTO)
Certains ateliers de l'usine pharmaceutique génèrent des gaz résiduaires contenant des composés acidifiants (HCl issu des étapes de chloration) et des composés organiques hydrosolubles. Comme tous les flux d'échappement des ateliers sont regroupés dans un collecteur unique avant l'unité de combustion à retour de flamme (RTO), les gaz acides et les composés organiques hydrosolubles provenant de certains ateliers pénètrent dans la RTO et provoquent la corrosion de la chambre de combustion et des dépôts sur les lits céramiques. L'étape de lavage à l'eau en amont de la RTO élimine ces composants par absorption d'eau, protégeant ainsi la RTO des attaques chimiques et du colmatage des lits céramiques. Ce lavage à l'eau sert également d'étape de refroidissement, réduisant la température et l'humidité des gaz avant l'entrée de la RTO. La tour de lavage fonctionne en circuit fermé ; les eaux de lavage contaminées sont traitées comme des eaux usées pharmaceutiques et rejetées par le système de traitement des eaux usées de l'usine.
Étape 2 : RTO à trois lits (oxydation des COV à ≥800 °C)
Le gaz prélavé pénètre dans l'électrolyseur à trois lits. Cet électrolyseur est conçu pour les applications pharmaceutiques avec une température de chambre de combustion ≥ 800 °C (supérieure à la norme de 760 °C pour les applications avec COV non halogénés) afin de garantir l'oxydation complète des solvants chlorés, dont les exigences en énergie d'activation sont supérieures à celles des hydrocarbures standards. Paramètres clés de l'électrolyseur : débit de traitement : 120 000 m³/h ; température d'entrée : ≤ 60 °C ; efficacité de destruction : > 991 TP3T ; efficacité de récupération thermique : > 951 TP3T ; temps de séjour : > 1,2 s ; température d'oxydation : > 800 °C ; puissance du brûleur : 2 × 1,8 million de kcal/h ; débit de gaz naturel au démarrage à froid (3 h) : 422 m³/h ; débit en fonctionnement à vide : 260 m³/h ; consommation au démarrage à froid : 120 m³ ; perte de charge du système : < 3 000 Pa ; poids de l'équipement : 280 t ; encombrement au sol : 47 × 20 m.
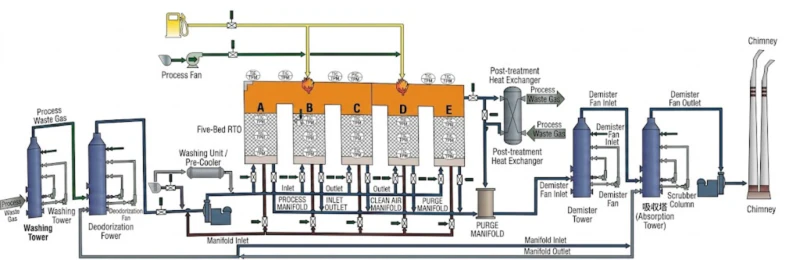
Étape 3 : Lavage caustique (élimination du HCl post-RTO)
Après l'étape de RTO, le gaz traité contient du HCl généré par l'oxydation thermique des solvants halogénés (dichlorométhane + O₂ → CO₂ + H₂O + 2HCl). L'étape de lavage caustique absorbe ce HCl à l'aide d'une solution d'hydroxyde de sodium (NaOH), le transformant en chlorure de sodium dans l'eau de lavage. Ce lavage caustique est crucial : si le HCl n'est pas éliminé, il provoquera une corrosion importante de tous les équipements en aval (y compris la cheminée), des émissions de panaches acides à la cheminée et entraînera la non-conformité des permis de rejet de gaz acides. Le circuit de lavage caustique doit maintenir une concentration adéquate de NaOH et être entièrement conçu avec des matériaux résistants à la corrosion.
Étape 4 : Lavage à l'acide (élimination des résidus d'ammoniaque)
Certains flux issus de procédés pharmaceutiques contiennent de l'ammoniac ou des composés aminés. Après l'oxydation RTO, ces composés génèrent des oxydes d'azote et des résidus d'ammoniac dans le gaz traité. L'étape de lavage acide (à l'aide d'acide sulfurique ou phosphorique dilué) permet d'éliminer tout composé basique résiduel (y compris les amines) susceptible d'entraîner des nuisances olfactives ou des dépassements des seuils de rejet. Cette étape assure également un ajustement final du pH avant rejet, garantissant ainsi la neutralité du gaz traité.
Étape 5 : Récupération de la chaleur résiduelle pour le refroidisseur au bromure de lithium
Les gaz chauds sortant de l'unité de traitement thermique (avant le lavage caustique) contiennent une importante énergie thermique. Un échangeur de chaleur à récupération de chaleur exploite cette chaleur pour produire de l'eau chaude ou de la vapeur qui alimente un refroidisseur à absorption au bromure de lithium, fournissant ainsi de l'eau glacée au système de climatisation de l'installation. Les économies d'énergie annuelles réalisées grâce à cette valorisation de la chaleur résiduelle s'élèvent à environ 1,72 million de RMB, ce qui représente une compensation significative par rapport aux coûts d'exploitation annuels de 3,385 millions de RMB (avant déduction de la chaleur résiduelle). Cette récupération de chaleur résiduelle transforme l'unité de traitement thermique, d'un simple centre de coûts de conformité, en un atout pour la gestion énergétique de l'installation.
Ateliers pharmaceutiques
~2 000 mg de COV
Laver
HCl + H₂O
≥800°C
>99% COV
Récupération
Refroidisseur LiBr
Laver
élimination du HCl
Laver
NH₃ / amines
Empiler
12 mg de COV
⭐ Nouveaux équipements pour ce projet. La chaîne à 5 étapes est obligatoire pour les COV pharmaceutiques halogénés ; aucune étape ne peut être omise.
Paramètres clés de l'équipement
| Article | Spécification |
|---|---|
| Flux de traitement RTO | 120 000 m³/h ; température d’entrée ≤ 60 °C ; oxydation > 800 °C ; emprise au sol : 47 × 20 m |
| Ventilateur RTO | Puissance principale : 280 kW ; puissance secondaire : 110 kW ; puissance de secours : 110 kW ; purge : 18,5 kW |
| Ventilateur d'allumage RTO | 30 kW |
| Pompes de circulation de la tour de pulvérisation | 22×6 kW |
| Autres équipements | 5 kW |
| Puissance totale installée | 685,5 kW (puissance réelle en fonctionnement : 484 kW) |
| Gaz naturel (démarrage à froid, 3 h) | 422 m³/h ; 120 m³ par événement de démarrage à froid |
| Gaz naturel (fonctionnement au ralenti) | 260 m³/h |
| Gaz naturel (fonctionnement normal) | 0 m³/h (entièrement autothermique lorsque la charge en COV est suffisante) |
| Air comprimé (valves pneumatiques) | 80 m³/h (P : 0,4–0,7 MPa) |
| heures d'exploitation annuelles | 8 400 h/an |
| coût total annuel d'exploitation | 3,385 millions de RMB/an (avant crédit pour la chaleur résiduelle) |
| économies annuelles de chaleur résiduelle | 1,72 million de RMB/an (refroidissement par refroidisseur LiBr) |
04 — Principaux avantages
Pourquoi cette architecture à cinq étapes est la seule solution viable pour la réduction des COV halogénés dans l'industrie pharmaceutique
- ✓
Le lavage à l'eau avant l'essai RTO est obligatoire pour les applications pharmaceutiques multi-ateliers — sans lui, l'essai RTO échoue en quelques mois : La production pharmaceutique génère simultanément des gaz acides (HCl issu des étapes de chloration), des composés organiques hydrosolubles (DMF, méthanol, DMSO) et divers mélanges provenant de différentes voies de synthèse. Si ces composés atteignent le lit céramique du RTO sans prétraitement, les composés organiques hydrosolubles se déposent dans les canaux de la céramique et obstruent le flux de gaz, les gaz acides provoquent la corrosion du revêtement de la chambre de combustion par HCl au point de contact entre le HCl à haute température et les surfaces réfractaires, et les performances thermiques du lit céramique se dégradent. Le lavage à l'eau avant le passage dans le RTO élimine ces composants problématiques avant leur contact avec celui-ci, protégeant ainsi l'équipement d'une défaillance prématurée. Cette étape de prétraitement est spécifique à l'application pharmaceutique et n'est pas nécessaire dans les applications RTO des industries de l'imprimerie ou de la chimie, où les gaz de combustion sont exempts de composés organiques hydrosolubles et de gaz acides. - ✓
Le lavage caustique post-RTO est obligatoire pour l'HCl généré par l'oxydation par solvant halogéné : Le dichlorométhane (DCM) et d'autres solvants chlorés utilisés en synthèse pharmaceutique sont totalement oxydés dans l'unité de combustion à réaction (RTO) à une température ≥ 800 °C en CO₂, H₂O et HCl. Le HCl généré à 800 °C dans la chambre de combustion est corrosif pour tous les équipements en aval s'il n'est pas éliminé avant rejet. Le lavage caustique post-RTO (tour de lavage à la soude) capture le HCl et le convertit en chlorure de sodium dans la solution de lavage. Sans ce lavage caustique, le HCl corroderait l'échangeur de chaleur, le revêtement de la cheminée et les instruments en aval en quelques semaines ; il créerait un panache d'acide visible à la cheminée, susceptible d'attirer l'attention des autorités de réglementation et du voisinage ; et il entraînerait des dépassements des seuils d'émission de gaz acides autorisés. Il s'agit de la seule solution viable pour toute application RTO traitant des flux de COV halogénés. - ✓
En fonctionnement normal entièrement autothermique, le coût du gaz naturel est quasi nul pendant les heures de production : À une concentration de COV de 2 000 mg/Nm³ dans le gaz de procédé, la chaleur exothermique issue de l'oxydation des COV dans la chambre de combustion RTO suffit à maintenir la température de fonctionnement de 800 °C sans apport supplémentaire de gaz naturel. La consommation de gaz naturel en fonctionnement normal est nulle : le système est entièrement autothermique pendant les heures de production. Le coût annuel de gaz naturel documenté, de 5 116 millions de RMB, correspond aux démarrages à froid (422 m³/h pendant 3 heures par démarrage) et aux périodes d'inactivité (260 m³/h en l'absence de gaz contenant des COV). L'efficacité de récupération thermique supérieure à 951 TP3T du système de stockage de chaleur en céramique rend possible ce fonctionnement autothermique à ce niveau de concentration de 2 000 mg/Nm³. - ✓
La récupération de la chaleur résiduelle vers un refroidisseur au bromure de lithium permet de récupérer 1,72 million de RMB/an, soit 511 TP3T de coûts d'exploitation annuels totaux : Les gaz chauds sortant de l'échangeur de chaleur à transfert de chaleur (RTO) contiennent une énergie thermique de haute qualité qui serait autrement rejetée dans l'atmosphère. Le système de récupération de chaleur exploite cette énergie pour alimenter un refroidisseur à absorption au bromure de lithium, fournissant ainsi de l'eau glacée pour la climatisation de l'installation. L'économie annuelle de 1,72 million de RMB représente environ 511 000 milliards de yuans (TP3T) sur un coût d'exploitation total de 3,385 millions de RMB par an, transformant radicalement la rentabilité du RTO, qui passe d'un simple coût de mise en conformité à un coût net nettement inférieur à ce que les chiffres bruts pourraient laisser penser. Pour les installations pharmaceutiques situées dans les régions à climat chaud, où la climatisation représente un poste de dépenses important, la valorisation de la chaleur résiduelle pour la production d'un refroidisseur au bromure de lithium constitue l'investissement complémentaire le plus rentable pouvant être réalisé en parallèle de l'installation d'un RTO.
05 — Résultats opérationnels
Résumé des performances vérifiées et des coûts annuels

Répartition des coûts d'exploitation annuels (8 400 heures de fonctionnement) : électricité à 484 kW (0,8 RMB/kWh) : environ 325 millions de RMB ; gaz naturel pour les démarrages à froid : équivalent à 1 279 m³/h (4 RMB/m³) : environ 5 116 RMB par démarrage ; fonctionnement normal : 0 m³/h ; air comprimé : 80 m³/h (16 RMB/h) : environ 134 millions de RMB ; total : environ 338,5 millions de RMB par an. Après déduction du crédit de 172 millions de RMB pour la récupération de chaleur résiduelle, le coût d'exploitation annuel net est d'environ 166,5 millions de RMB, ce qui représente une excellente performance économique pour un système de réduction des COV pharmaceutiques de 120 000 Nm³/h avec une efficacité de destruction supérieure à 991 TP3T.
06 — Précautions d'implémentation
Leçons d'ingénierie essentielles pour les applications pharmaceutiques des COV halogénés RTO
- 🚫
La surveillance de la LIE au niveau du collecteur est obligatoire — lorsque la concentration de COV atteint 25% LIE, le système doit activer le bypass d'urgence et l'arrêt de sécurité : Le collecteur des gaz résiduaires pharmaceutiques reçoit simultanément les flux de plusieurs ateliers. En cas de déversement de solvant ou d'incident de procédé dans un atelier, si un panache de COV à forte concentration est rejeté dans le collecteur, la LIE peut être dépassée avant même que les opérateurs ne s'en aperçoivent. Le collecteur doit être équipé d'un système de surveillance continue de la LIE. Lorsque la concentration atteint 251 TP3T LIE, le système de contrôle doit : activer la voie de dérivation d'urgence (déviation des gaz vers la cheminée de secours et l'atmosphère plutôt que vers l'OTR), isoler le raccordement de l'atelier concerné et alerter immédiatement les opérateurs. Le ventilateur de secours de l'OTR et la voie de dérivation doivent être testés régulièrement afin de garantir leur bon fonctionnement en cas de besoin. - ⚠️
La composition très variable des gaz d'échappement et les fortes fluctuations de la concentration en COV nécessitent une régulation adaptative de la température du système : La fabrication de plusieurs produits pharmaceutiques implique que la composition et la concentration des COV peuvent varier considérablement d'un lot de production à l'autre. Lorsque des flux à forte concentration de COV arrivent simultanément à l'unité de traitement thermique (RTO) en provenance de plusieurs ateliers, le dégagement de chaleur exothermique peut faire monter la température de la chambre de combustion bien au-delà de la température cible de 800 °C. Le système de contrôle de température du système de gestion technique du bâtiment (GTB) doit réagir en réduisant ou en coupant le brûleur et en augmentant le débit du ventilateur de refroidissement afin de maintenir la chambre de combustion dans la plage de température nominale. Si la température dépasse le maximum nominal, le lit réfractaire en céramique risque d'être endommagé. Inversement, lorsque tous les ateliers fonctionnent à faible charge en COV, le brûleur d'appoint doit s'activer automatiquement pour maintenir la température minimale de 800 °C. Ces deux modes de gestion de la température doivent être testés et validés lors de la mise en service. - ⚠️
La corrosivité du collecteur de gaz exige une construction entièrement en acier inoxydable et un revêtement en fibres de verre sur toutes les surfaces en contact avec les flux de procédé corrosifs : Tous les collecteurs de gaz des ateliers pharmaceutiques doivent être construits en acier inoxydable résistant à la corrosion ; toutes les surfaces en contact direct avec les flux gazeux doivent être revêtues d’un enduit époxy renforcé de fibres de verre. Cette exigence s’applique depuis le raccordement de l’échappement de chaque atelier jusqu’à l’entrée de la tour de lavage d’eau, en passant par le collecteur commun. Les conduits en acier galvanisé standard, adaptés à la collecte des COV dans l’industrie de l’imprimerie ou chimique, se corroderont en quelques mois seulement dans les applications pharmaceutiques impliquant des solvants générateurs d’HCl et des flux de procédés contenant des amines. - ⚠️
La concentration de NaOH pour le lavage caustique doit être activement surveillée et maintenue — la percée de HCl est le mode de défaillance le plus courant en matière de conformité après la mise en service : La tour de lavage caustique élimine le HCl du gaz post-RTO par réaction avec le NaOH. À mesure que le NaOH est consommé, l'alcalinité de la solution de lavage diminue. Si la concentration de NaOH chute en dessous du seuil minimal d'efficacité avant l'ajout de NaOH frais, une percée de HCl se produit, provoquant un rejet de gaz acides à la cheminée et une corrosion rapide des équipements en aval. Il est nécessaire de mettre en place une surveillance continue du pH sur la boucle de recirculation de la solution de lavage caustique, avec un dosage automatique de NaOH activé lorsque le pH descend en dessous du niveau cible. Le réservoir de stockage de NaOH doit avoir une capacité suffisante pour assurer un fonctionnement d'au moins 72 heures à charge maximale de HCl sans remplissage, afin de pallier les éventuelles interruptions de livraison. - ⚠️
Toute nouvelle voie de synthèse pharmaceutique ou tout nouveau solvant doit être évalué quant à sa compatibilité avec la chaîne RTO en cinq étapes avant le début de la production : La chaîne de traitement en cinq étapes a été conçue pour le profil de solvants spécifique de cette installation au moment de sa conception. Si l'équipe de production introduit une nouvelle voie de synthèse utilisant un solvant différent – en particulier si ce nouveau solvant contient un élément absent auparavant (par exemple, fluor, soufre, brome ou phosphore) – le système RTO et d'épuration risque de ne pas être adapté au traitement des nouveaux produits de combustion. Les solvants fluorés génèrent du HF par oxydation, ce qui requiert un lavage caustique différent de celui nécessaire pour les solvants chlorés. Les solvants soufrés génèrent du SO₂/SO₃, nécessitant une étape de désulfuration des gaz de combustion (FGD) distincte. Une analyse formelle de la gestion du changement doit être réalisée avant l'introduction de tout nouveau solvant dans le système de collecte.
07 — Leçons tirées en ingénierie
Quatre leçons tirées de ce projet de réduction des COV pharmaceutiques
- 1
L’élimination des COV pharmaceutiques n’est pas un problème lié à une seule technologie — la chaîne à cinq étapes constitue l’architecture minimale viable pour les gaz résiduaires pharmaceutiques halogénés issus de l’industrie pharmaceutique multiproduits. Chaque étape remplit une fonction spécifique qu'aucune autre ne peut assurer : le lavage à l'eau élimine les composés organiques hydrosolubles et les gaz acides de l'entrée ; le RTO à trois lits détruit les COV à une pureté ≥ 991 TP3T ; la récupération de la chaleur résiduelle génère de la valeur économique ; le lavage caustique élimine le HCl de la sortie ; le lavage acide élimine les composés basiques de la sortie. Omettre une seule étape endommage le RTO (omission du lavage à l'eau), entraîne une non-conformité des émissions (omission du lavage caustique) ou réduit la rentabilité (omission de la récupération de la chaleur résiduelle). Les ingénieurs qui spécifient un RTO pour des applications pharmaceutiques et proposent un RTO à un seul étage, sans prétraitement ni post-traitement, proposent un système incomplet et peu fiable. - 2
À une concentration de COV de 2 000 mg/Nm³ et une récupération thermique >95%, le RTO fonctionne entièrement autothermique en production normale — le gaz naturel n'est nécessaire que pour les démarrages à froid et les périodes d'inactivité. Cela transforme radicalement la rentabilité. Une installation fonctionnant 8 400 heures par an et atteignant un fonctionnement entièrement autothermique pendant les heures de production bénéficiera d'un coût en gaz naturel quasi nul durant ces heures. L'intégralité des coûts de 5 116 RMB par démarrage à froid et période d'inactivité est récupérable en optimisant la planification de la production afin de minimiser ces démarrages et périodes d'inactivité. La récupération de la chaleur résiduelle permet de convertir l'énergie thermique de haute qualité issue du RTO autothermique en une source de froid génératrice de revenus. Le coût net d'exploitation, après déduction de la chaleur résiduelle, représente environ 501 000 tonnes du coût brut d'exploitation — un argument économique convaincant qui rend la réduction des COV pharmaceutiques (> 991 000 tonnes) commercialement viable, même pour les PME du secteur pharmaceutique. - 3
La température de combustion RTO de 800 °C est non négociable pour les applications de solvants halogénés — 760 °C est insuffisant pour la destruction complète des COV chlorés. Les spécifications RTO standard pour les applications de COV non halogénés utilisent une température de combustion de 760 °C, adéquate pour les esters, les alcools et les hydrocarbures. Les solvants chlorés (dichlorométhane, chloroforme, trichloroéthylène) présentent des énergies d'activation plus élevées pour l'oxydation thermique et nécessitent des températures d'au moins 800 °C pour une destruction supérieure à 99,91 % TP3T. Si une RTO standard à 760 °C est appliquée aux gaz résiduaires pharmaceutiques contenant des solvants chlorés, l'efficacité de destruction de la fraction chlorée sera inférieure à l'objectif 99,91 % TP3T, entraînant des dépassements des seuils de NMHC à la sortie. La différence de température de 40 °C exige un matériau réfractaire de la chambre de combustion capable de supporter 800 °C en continu sans fatigue thermique, ce qui peut différer de la norme à 760 °C. - 4
La récupération de la chaleur résiduelle dans un refroidisseur au bromure de lithium représente l'investissement supplémentaire le plus rentable dans une installation RTO pharmaceutique — une économie de 1,72 million de RMB/an sur un système de 3,385 millions de RMB/an. Le retour sur investissement d'un système de récupération de chaleur fatale est généralement de 1 à 2 ans. Toute étude de faisabilité d'un projet RTO pharmaceutique qui n'intègre pas d'évaluation de la récupération de chaleur fatale passe à côté d'une opportunité économique majeure. La question clé à se poser est la suivante : quelle est la charge thermique disponible sur le site pour le refroidissement ou le chauffage ? Dans un environnement de production pharmaceutique où la climatisation représente un coût important (les zones BPF pharmaceutiques exigent un contrôle précis de la température et de l'humidité), l'application d'un refroidisseur à absorption offre généralement le meilleur retour sur investissement.
08 — Foire aux questions
Traitement des COV RTO dans l'industrie pharmaceutique : réponses à dix questions
Questions des responsables des permis environnementaux, des ingénieurs de procédés et des équipes EHS des installations de fabrication de principes actifs pharmaceutiques et de formulations qui planifient des systèmes de réduction des COV RTO conformément aux exigences du décret européen IED / décret néerlandais sur les activités.
Prêt à atteindre une destruction des COV pharmaceutiques >99% ?
Explorez la gamme complète des solutions d'oxydation thermique régénératrice
Depuis oxydateurs thermiques régénératifs à trois lits Pour la réduction des COV halogénés pharmaceutiques et pour toute la gamme des solutions de contrôle des émissions industrielles, notre équipe d'ingénieurs fournit des systèmes conformes à la directive européenne IED avec la chaîne de processus pharmaceutique en cinq étapes requise par cette application exigeante.





















