Caso di studio · Riduzione dei VOC
Come un produttore globale di API e intermedi farmaceutici ha trattato 120.000 Nm³/h di gas di scarico di produzione farmaceutica altamente variabili, alogenati e acidi, raggiungendo un'efficienza di distruzione dei VOC del 99,4%, utilizzando una catena di processo a cinque stadi composta da lavaggio con acqua + RTO a tre letti + lavaggio caustico + lavaggio acido, specificamente progettata per la composizione corrosiva e altamente variabile dei gas di scarico della sintesi farmaceutica multiprodotto, con recupero del calore di scarto per alimentare il raffreddamento a bromuro di litio per il condizionamento dell'aria dello stabilimento.
Appartamento con tre camere da letto, pronto per la vendita.
Trattamento dei VOC alogenati
Recupero del calore di scarto
Sintesi multiprodotto
01 — Contesto del settore
VOC nella produzione farmaceutica: la sfida più complessa dal punto di vista chimico per il controllo delle emissioni industriali.
La produzione di sostanze chimiche farmaceutiche genera alcuni dei profili di emissione di COV più complessi e difficili da gestire nel settore manifatturiero industriale. A differenza delle industrie della stampa o del rivestimento, dove i solventi sono in gran parte limitati a esteri, alcoli e idrocarburi, la sintesi farmaceutica utilizza una gamma molto più ampia di solventi, tra cui solventi alogenati (diclorometano, cloroformio, tetracloruro di carbonio), solventi altamente polari (DMF, DMSO, NMP), chetoni, solventi eterei e flussi contenenti acidi, spesso simultaneamente e in diverse combinazioni a seconda del percorso di sintesi del principio attivo.
La pressione normativa sulle emissioni di VOC (composti organici volatili) nel settore farmaceutico nell'UE è tra le più stringenti di qualsiasi settore industriale. Gli impianti farmaceutici sono soggetti ai limiti di VOC previsti dalla direttiva UE IED 2010/75/UE, alle specifiche conclusioni sulle migliori tecniche disponibili (BAT) per la produzione farmaceutica nell'UE e alle condizioni di autorizzazione olandesi, che tengono conto della vicinanza di molti siti farmaceutici alle aree residenziali. La duplice sfida di profili di solventi altamente complessi e in rapida evoluzione, combinata con limiti di emissione eccezionalmente rigorosi, rende la riduzione dei VOC nel settore farmaceutico una delle applicazioni tecnicamente più impegnative per la tecnologia RTO (Reverse Toxic Optimization).
L'azienda oggetto di questo caso di studio è una società globale di produzione di principi attivi farmaceutici (API) e intermedi, con 5 parchi industriali e 14 società controllate. La sua attività principale comprende materie prime farmaceutiche, preparati medicinali, intermedi farmaceutici e commercio elettronico, distribuiti in quattro settori di business. I prodotti chiave includono principi attivi farmaceutici analgesici e sedativi con una quota di mercato globale significativa. Lo stabilimento produce oltre 400 milioni di unità all'anno tra forme farmaceutiche solide, iniettabili ad alto e basso volume, mantenendo partnership strategiche a lungo termine con oltre 200 aziende farmaceutiche multinazionali, tra cui Roche, Bayer e Pfizer.

“I gas di scarico della sintesi farmaceutica contengono contemporaneamente composti organici idrosolubili, componenti gassosi acidi e solventi alogenati, con ogni singolo reparto che contribuisce con una miscela diversa a seconda della fase di sintesi in corso quel giorno. L'aspetto progettuale cruciale è che l'RTO deve essere protetto sia dai componenti idrosolubili (che si depositerebbero nei letti ceramici) sia dall'HCl generato dall'ossidazione dei solventi alogenati (che causerebbe una grave corrosione acida a valle). La catena di pre-trattamento e post-trattamento a cinque stadi attorno all'RTO non è marginale nella progettazione, ma è ciò che rende praticabile l'applicazione dell'RTO in ambito farmaceutico.”
— Sintesi tecnica ingegneristica, Progetto di trattamento dei VOC nell'industria farmaceutica
02 — Profilo di inquinamento
Gas di scarico farmaceutici: estrema variabilità, solventi alogenati, gas acidi e assenza di aromatici della classe del benzene.
I gas di scarico provengono da diverse aree di produzione dello stabilimento farmaceutico: sfiato dei reattori, scarico degli essiccatori, operazioni di recupero dei solventi e ventilazione dell'area di confezionamento. Ogni area contribuisce con una diversa miscela di VOC a seconda del principio attivo o intermedio sintetizzato in quel giorno. Il flusso di gas combinato proveniente da tutte le fonti raggiunge i 120.000 Nm³/h (133.186 Nm³/h a una temperatura di processo di 30 °C). La potenza del ventilatore è di 250 kW con una pressione di 5.000 Pa; il diametro del condotto principale è di φ1.700 mm.
Il profilo dei VOC presenta diverse caratteristiche chiave che lo differenziano dai gas di scarico dell'industria della stampa o chimica:
- Nessun composto aromatico della classe del benzene: A differenza dei gas di scarico dell'industria della stampa o delle vernici, i solventi per la sintesi farmaceutica non contengono praticamente benzene, toluene o xilene. I solventi principali sono metanolo, acetato di etile, etanolo, isopropanolo, acetone, etere etilico, DMF, diclorometano e dimetilsolfossido.
- I solventi alogenati sono presenti: Il diclorometano e altri solventi clorurati sono utilizzati nella sintesi farmaceutica. Quando questi vengono ossidati nell'RTO a 800 °C, generano HCl come prodotto di combustione. Questo HCl deve essere catturato in una fase di lavaggio con soda caustica a valle dell'RTO prima che il gas trattato possa essere scaricato. Se l'HCl non viene rimosso, corroderà tutte le apparecchiature a valle e il camino.
- Sono presenti composti organici idrosolubili e composti acidificanti: Alcuni flussi di processo farmaceutico contengono composti organici idrosolubili (DMF, DMSO, metanolo) e gas acidi (HCl proveniente dalle fasi di clorazione nei singoli reparti). Questi devono essere rimossi mediante un lavaggio con acqua prima dell'RTO, poiché i composti organici idrosolubili si depositerebbero nei letti ceramici dell'RTO causando ostruzioni e degrado delle prestazioni, mentre i gas acidi introdotti nell'RTO causerebbero la corrosione del rivestimento della camera di combustione e delle superfici dello scambiatore di calore.
- Concentrazione e composizione altamente variabili: Nella produzione farmaceutica multiprodotto, le specie e le concentrazioni di VOC possono variare quotidianamente o addirittura da un turno all'altro, in base alle modifiche dei programmi di produzione. L'RTO deve mantenere un'efficienza di distruzione >99% nonostante tale variabilità. La concentrazione di riferimento di progetto è di circa 2.000 mg/Nm³.
- Emissioni di gas corrosivi che richiedono l'utilizzo di materiali resistenti alla corrosione in tutto il sistema: Tutti i collettori di raccolta del gas e le apparecchiature a contatto con il gas di processo farmaceutico devono essere realizzati in acciaio inossidabile resistente alla corrosione, con rivestimento in scaglie di fibra di vetro su tutte le superfici a contatto con i gas corrosivi.
| Parametro | Concentrazione iniziale | Presa effettiva | Limite UE per i dispositivi IED |
|---|---|---|---|
| NMHC (COV totali) | 2.000 mg/Nm³ | 12 mg/Nm³ | IED ≤20 mg/Nm³ |
| Benzene | Non presente | — | IED ≤1 mg/Nm³ |
| Toluene | Non presente | — | IED ≤3 mg/Nm³ |
| Xilene | Non presente | — | IED ≤12 mg/Nm³ |
| Umidità (umidità dell'aria) | 40% (alto) | — | — |
| Volume standard del gas | 120.000 Nm³/h | — | — |
| volume del gas di processo | 133.186 Nm³/h a 30 °C | — | — |
| Riduzione annuale dei VOC | ~4.086 tonnellate/anno | Verificato | — |
03 — Soluzione di trattamento
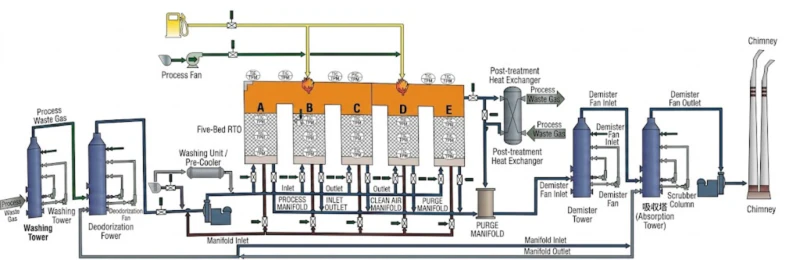
Catena a cinque stadi: Lavaggio con acqua → RTO a tre letti → Lavaggio con soluzione caustica → Lavaggio con acido → Recupero del calore di scarto
La catena di processo a cinque stadi è stata progettata tenendo conto delle due caratteristiche dei gas di scarico farmaceutici che rendono insufficiente il semplice RTO: la presenza di composti organici idrosolubili e gas acidi che richiedono un pretrattamento prima dell'RTO, e la generazione di HCl dall'ossidazione di solventi alogenati che richiede un post-trattamento dopo l'RTO. Ogni stadio è necessario; nessuno può essere omesso senza danneggiare l'RTO o causare il superamento dei limiti di emissione.
Fase 1: Lavaggio con acqua (Pre-RTO)
Alcuni reparti dello stabilimento farmaceutico generano gas di scarico contenenti gas acidificanti (HCl proveniente dalle fasi del processo di clorazione) e composti organici idrosolubili. Poiché tutti i flussi di scarico dei reparti vengono convogliati in un unico collettore prima dell'RTO, i gas acidi e i composti organici idrosolubili provenienti da alcuni reparti potrebbero entrare nell'RTO causando corrosione della camera di combustione e depositi nei letti ceramici. La fase di lavaggio con acqua pre-RTO rimuove questi componenti mediante assorbimento d'acqua, proteggendo l'RTO da attacchi chimici e ostruzioni dei letti ceramici. Il lavaggio con acqua funge anche da fase di raffreddamento rapido, riducendo la temperatura e il contenuto di umidità dei gas prima dell'ingresso nell'RTO. La torre di lavaggio con acqua opera in un circuito idraulico a circolazione; l'acqua di lavaggio contaminata viene trattata come acque reflue farmaceutiche e smaltita attraverso l'impianto di depurazione delle acque reflue dello stabilimento.
Fase 2: RTO a tre letti (ossidazione dei VOC a ≥800 °C)
Il gas prelavato entra nel reattore RTO a tre letti. Il reattore RTO è specificato per applicazioni farmaceutiche con una temperatura della camera di combustione ≥800°C (superiore ai 760°C standard per applicazioni con VOC non alogenati) per garantire l'ossidazione completa dei solventi clorurati, che hanno requisiti di energia di attivazione più elevati rispetto agli idrocarburi standard. Parametri chiave del reattore RTO: flusso di processo 120.000 m³/h; temperatura di ingresso ≤60°C; efficienza di distruzione >99%; efficienza di recupero termico >95%; tempo di residenza >1,2 s; temperatura di ossidazione >800°C; potenza del combustore 2×1,8 milioni di kcal/h; gas naturale all'avvio a freddo (3 h) 422 m³/h; al minimo 260 m³/h; consumo all'avvio a freddo 120 m³; caduta di pressione del sistema <3.000 Pa; peso dell'apparecchiatura 280 t; Ingombro 47×20 m.
Fase 3: Lavaggio con soluzione caustica (rimozione dell'HCl post-RTO)
Dopo il trattamento RTO, il gas trattato contiene HCl generato dall'ossidazione termica dei solventi alogenati (diclorometano + O₂ → CO₂ + H₂O + 2HCl). La fase di lavaggio con soda caustica assorbe questo HCl utilizzando una soluzione di idrossido di sodio (NaOH), convertendolo in cloruro di sodio nell'acqua di lavaggio. Il lavaggio con soda caustica è fondamentale: se l'HCl non viene rimosso, causerà una grave corrosione di tutte le apparecchiature a valle (incluso il camino), genererà emissioni di gas acidi dal camino e comporterà la non conformità con le normative per lo scarico di gas acidi. Il circuito di lavaggio con soda caustica deve mantenere un'adeguata concentrazione di NaOH ed essere progettato con materiali resistenti alla corrosione in tutte le sue parti.
Fase 4: Lavaggio acido (rimozione dei residui di ammoniaca)
Alcuni flussi di processo farmaceutico contengono ammoniaca o composti contenenti ammine. Dopo l'ossidazione RTO, questi generano ossidi di azoto e specie residue di ammoniaca nel gas trattato. La fase di lavaggio acido (utilizzando acido solforico o fosforico diluito) cattura eventuali composti basici residui (incluse le ammine) che potrebbero causare problemi di odore o consentire il superamento dei limiti consentiti in fase di scarico. Questa fase prevede anche una regolazione finale del pH prima dello scarico, garantendo che il gas trattato soddisfi i requisiti di scarico neutro.
Fase 5: Recupero del calore di scarto per il refrigeratore a bromuro di litio
Il gas caldo in uscita dall'RTO (prima del lavaggio con soda caustica) trasporta una notevole quantità di energia termica. Uno scambiatore di calore per il recupero del calore di scarto estrae questo calore per generare acqua calda o vapore che aziona un refrigeratore ad assorbimento al bromuro di litio, fornendo acqua refrigerata al sistema di condizionamento dell'aria dell'impianto. Il risparmio energetico annuo derivante da questo utilizzo del calore di scarto è di circa 1,72 milioni di RMB/anno, il che rappresenta una compensazione significativa rispetto al costo operativo annuo di 3,385 milioni di RMB/anno (prima del credito per il calore di scarto). Questo recupero del calore di scarto trasforma l'RTO da un mero centro di costo per la conformità in una risorsa per la gestione energetica dell'impianto.
Workshop farmaceutici
~2.000 mg di VOC
Lavare
HCl + H₂O
≥800°C
>99% VOC
Recupero
Refrigeratore LiBr
Lavare
rimozione dell'HCl
Lavare
NH₃ / ammine
Pila
12 mg di VOC
⭐ Nuove attrezzature in questo progetto. La catena a 5 stadi è obbligatoria per i VOC farmaceutici alogenati; nessuno stadio può essere omesso.
Parametri chiave delle apparecchiature
| Articolo | Specifica |
|---|---|
| flusso di elaborazione RTO | 120.000 m³/h; temperatura di ingresso ≤60°C; ossidazione >800°C; ingombro 47×20 m |
| Appassionato di RTO | 280 kW principale; 110 kW secondario; 110 kW di emergenza; 18,5 kW di spurgo |
| Ventola di accensione RTO | 30 kW |
| pompe di circolazione per torri di spruzzatura | 22×6 kW |
| Altre attrezzature | 5 kW |
| Potenza totale installata | 685,5 kW (potenza effettiva in funzione: 484 kW) |
| Gas naturale (avviamento a freddo, 3 ore) | 422 m³/h; 120 m³ per evento di avviamento a freddo |
| Gas naturale (funzionamento al minimo) | 260 m³/h |
| Gas naturale (funzionamento normale) | 0 m³/h (completamente autotermico quando il carico di VOC è sufficiente) |
| Aria compressa (valvole pneumatiche) | 80 m³/h (P: 0,4–0,7 MPa) |
| Orario di apertura annuale | 8.400 ore/anno |
| Costo totale annuo di esercizio | 3,385 milioni di RMB/anno (prima del credito per il calore di scarto) |
| Risparmio annuo di calore di scarto | 1,72 milioni di RMB/anno (raffreddamento con refrigeratore a LiBr) |
04 — Vantaggi principali
Perché questa architettura a cinque fasi è l'unica soluzione praticabile per l'abbattimento dei VOC alogenati nell'industria farmaceutica
- ✓
Il lavaggio con acqua prima del processo RTO è obbligatorio per le applicazioni farmaceutiche multi-officina: senza di esso, il processo RTO fallisce entro pochi mesi. La produzione farmaceutica genera simultaneamente gas acidi (HCl derivante dalle fasi di clorazione), composti organici idrosolubili (DMF, metanolo, DMSO) e miscele variabili provenienti da diverse vie di sintesi. Se questi gas raggiungono il letto ceramico del reattore RTO senza pretrattamento, i composti organici idrosolubili si depositano nei canali ceramici bloccando il flusso di gas, i gas acidi causano la corrosione da HCl del rivestimento della camera di combustione nel punto in cui l'HCl ad alta temperatura entra in contatto con le superfici refrattarie, e le prestazioni termiche del letto ceramico si degradano. Il lavaggio con acqua pre-RTO rimuove questi componenti problematici prima che entrino in contatto con il reattore RTO, proteggendo l'apparecchiatura da guasti prematuri. Questa fase di pretrattamento è specifica per l'applicazione farmaceutica e non è necessaria nelle applicazioni RTO dell'industria della stampa o chimica, dove i gas di scarico sono privi di composti organici idrosolubili e gas acidi. - ✓
Il lavaggio con soluzione caustica post-RTO è obbligatorio per l'HCl generato dall'ossidazione con solventi alogenati: Il diclorometano (DCM) e altri solventi clorurati utilizzati nella sintesi farmaceutica vengono completamente ossidati nel reattore RTO a temperature ≥800 °C, trasformandosi in CO₂, H₂O e HCl. L'HCl generato a 800 °C nella camera di combustione è corrosivo per tutte le apparecchiature a valle se non viene rimosso prima dello scarico. Il lavaggio con soda caustica post-RTO (torre di lavaggio con NaOH) cattura l'HCl, convertendolo in cloruro di sodio nel liquido di lavaggio. Senza il lavaggio con soda caustica, l'HCl corroderebbe lo scambiatore di calore, il rivestimento del camino e la strumentazione a valle entro poche settimane; creerebbe una visibile colonna di acido in corrispondenza del camino, percepibile dagli enti regolatori e dai vicini; e causerebbe il superamento dei limiti di emissione di gas acidi. Questo è l'unico approccio praticabile per qualsiasi applicazione RTO che tratti flussi di VOC alogenati. - ✓
Il normale funzionamento completamente autotermico significa che il costo del gas naturale è pressoché nullo durante le ore di produzione: Con una concentrazione di VOC di 2.000 mg/Nm³ nel gas di processo, il calore esotermico derivante dall'ossidazione dei VOC nella camera di combustione RTO è sufficiente a mantenere la temperatura di esercizio di 800 °C senza necessità di gas naturale supplementare. Il consumo di gas naturale durante il normale funzionamento è pari a 0 m³/h: il sistema è completamente autotermico durante le ore di produzione. Il costo annuo documentato del gas naturale, pari a 5.116 decine di migliaia di RMB, si riferisce agli avviamenti a freddo (422 m³/h per 3 ore per ogni avviamento) e ai periodi di inattività (260 m³/h quando non è disponibile gas contenente VOC). L'efficienza di recupero termico >95% del sistema a letto di accumulo termico ceramico rende possibile questo funzionamento autotermico al livello di concentrazione di 2.000 mg/Nm³. - ✓
Il recupero del calore di scarto per il refrigeratore a bromuro di litio consente di recuperare 1,72 milioni di RMB/anno, pari a 511 tonnellate di costo operativo annuo totale. Il gas caldo in uscita dal sistema RTO trasporta energia termica di alta qualità che altrimenti verrebbe dispersa nell'atmosfera. Il sistema di recupero del calore di scarto estrae questa energia per alimentare un refrigeratore ad assorbimento di bromuro di litio, fornendo acqua refrigerata per l'aria condizionata dell'impianto. Il risparmio annuo di 1,72 milioni di RMB/anno rappresenta circa 511 TP3T dei 3,385 milioni di RMB/anno di costo operativo totale, modificando radicalmente l'economia del sistema RTO, trasformandolo da un puro costo di conformità a un costo netto significativamente inferiore a quanto suggerirebbero le cifre grezze. Per gli impianti farmaceutici nelle regioni a clima caldo, dove l'aria condizionata rappresenta una voce di spesa importante, il recupero del calore di scarto tramite refrigeratore di bromuro di litio è il singolo investimento supplementare con il più alto ritorno che si possa realizzare insieme a un impianto RTO.
05 — Risultati operativi
Riepilogo delle prestazioni verificate e dei costi annuali

Ripartizione dei costi operativi annuali (8.400 ore di funzionamento): elettricità a 484 kW effettivi (0,8 RMB/kWh) circa 325 decine di migliaia di RMB; gas naturale per avviamenti a freddo 1.279 m³/h equivalenti (4 RMB/m³) circa 5.116 RMB per avviamento; gas naturale per funzionamento normale 0 m³/h; aria compressa 80 m³/h (16 RMB/h) circa 134 decine di migliaia di RMB; totale circa 338,5 decine di migliaia di RMB all'anno. Dopo aver dedotto il credito di recupero del calore di scarto di 172 decine di migliaia di RMB, il costo operativo annuale netto è di circa 166,5 decine di migliaia di RMB, il che rappresenta un eccellente rapporto costi-benefici per un sistema di abbattimento di VOC farmaceutici da 120.000 Nm³/h con un'efficienza di distruzione >99%.
06 — Avvertenze sull'implementazione
Lezioni fondamentali di ingegneria per le applicazioni farmaceutiche di RTO per VOC alogenati.
- 🚫
Il monitoraggio del limite inferiore di emissione (LEL) al collettore di raccolta è obbligatorio: quando la concentrazione di VOC raggiunge il LEL di 25%, il sistema deve attivare il bypass di emergenza e l'arresto di sicurezza. Il collettore di raccolta dei gas di scarico farmaceutici riceve flussi da più reparti contemporaneamente. Se una fuoriuscita di solvente o un'anomalia di processo in un singolo reparto invia una nube di VOC ad alta concentrazione nel collettore, il limite inferiore di emissione (LEL) può essere superato prima che gli operatori si accorgano dell'evento. Il collettore deve essere dotato di un sistema di monitoraggio continuo del LEL. Quando la concentrazione raggiunge il LEL di 25%, il sistema di controllo deve: attivare il percorso di bypass di emergenza (deviando il gas verso il camino di emergenza e l'atmosfera anziché verso l'RTO), isolare il collegamento del reparto interessato e avvisare immediatamente gli operatori. Il ventilatore di emergenza dell'RTO e il percorso di bypass devono essere testati a intervalli regolari per garantirne il corretto funzionamento in caso di necessità. - ⚠️
La composizione altamente variabile dei gas di scarico e le forti fluttuazioni della concentrazione di VOC richiedono un controllo adattivo della temperatura del sistema: Nella produzione farmaceutica multiprodotto, la composizione e la concentrazione dei VOC (composti organici volatili) possono variare significativamente tra i diversi lotti di produzione. Quando flussi ad alta concentrazione di VOC arrivano simultaneamente all'RTO (Reverse Transformation Operator) da diverse unità produttive, il rilascio di calore esotermico può innalzare la temperatura della camera di combustione ben oltre il valore target di 800 °C. Il sistema di controllo della temperatura del DCS (Distributed Control System) deve reagire riducendo o spegnendo il bruciatore e aumentando il flusso della ventola di raffreddamento per mantenere la camera di combustione entro l'intervallo di temperatura previsto. Se la temperatura supera il valore massimo di progetto, il refrattario del letto ceramico può danneggiarsi. Al contrario, quando tutte le unità produttive operano a basso carico di VOC, il bruciatore supplementare deve attivarsi automaticamente per mantenere la temperatura minima di 800 °C. Entrambe le modalità di gestione della temperatura devono essere testate e validate durante la fase di messa in servizio. - ⚠️
La resistenza alla corrosione del collettore di raccolta del gas richiede una costruzione interamente in acciaio inossidabile e un rivestimento in scaglie di fibra di vetro su tutte le superfici a contatto con i flussi di processo corrosivi: Tutti i collettori di aspirazione dei reparti farmaceutici devono essere realizzati in acciaio inossidabile resistente alla corrosione; tutte le superfici a diretto contatto con i flussi gassosi devono essere rivestite con resina epossidica rinforzata con scaglie di fibra di vetro. Questo vale dal singolo collegamento di aspirazione del reparto, attraverso il collettore comune, fino all'ingresso della torre di lavaggio dell'acqua. Le canalizzazioni standard in acciaio al carbonio zincato, adatte per l'aspirazione di VOC nell'industria tipografica o chimica, si deteriorerebbero per corrosione entro pochi mesi nelle applicazioni farmaceutiche che trasportano solventi che generano HCl e flussi di processo contenenti ammine. - ⚠️
La concentrazione di NaOH nel lavaggio caustico deve essere monitorata e mantenuta costante: la fuoriuscita di HCl è la modalità di non conformità più comune dopo la messa in servizio. La torre di lavaggio con soda caustica rimuove l'HCl dal gas post-RTO reagendo con NaOH. Man mano che l'NaOH viene consumato, l'alcalinità del liquido di lavaggio diminuisce. Se la concentrazione di NaOH scende al di sotto del livello minimo efficace prima dell'aggiunta di nuovo NaOH, inizia la fuoriuscita di HCl, causando lo scarico di gas acidi dal camino e la rapida corrosione delle apparecchiature a valle. Implementare un monitoraggio continuo del pH sul circuito di ricircolo del lavaggio con soda caustica con dosaggio automatico di NaOH attivato quando il pH scende al di sotto del livello target. Il serbatoio di stoccaggio dell'NaOH deve avere una capacità adeguata per almeno 72 ore di funzionamento al massimo carico di HCl senza rabbocchi, per proteggere da eventuali interruzioni di fornitura. - ⚠️
Qualsiasi nuova via di sintesi farmaceutica o solvente deve essere valutato in termini di compatibilità con la catena RTO a cinque fasi prima dell'inizio della produzione: La catena di processo a cinque stadi è stata progettata per lo specifico profilo di solventi presente in questo impianto al momento della progettazione. Se il team di produzione introduce una nuova via di sintesi utilizzando un solvente diverso, in particolare se il nuovo solvente contiene un elemento non presente in precedenza (ad esempio fluoro, zolfo, bromo o fosforo), il sistema RTO e di lavaggio potrebbe non essere progettato per gestire i nuovi prodotti di combustione. I solventi contenenti fluoro generano HF durante l'ossidazione, il che richiede un lavaggio con soda caustica diverso rispetto all'HCl proveniente da solventi clorurati. I solventi contenenti zolfo generano SO₂/SO₃, che richiede una fase di desolforazione dei fumi (FGD) separata. Prima di introdurre qualsiasi nuovo solvente nel sistema di raccolta, è necessario eseguire una formale revisione della gestione delle modifiche.
07 — Considerazioni ingegneristiche
Quattro lezioni da questo progetto di abbattimento dei VOC farmaceutici
- 1
La riduzione dei VOC (composti organici volatili) nell'industria farmaceutica non è un problema che si risolve con una sola tecnologia: la catena a cinque stadi rappresenta l'architettura minima praticabile per i gas di scarico alogenati derivanti dalla produzione di più prodotti farmaceutici. Ogni stadio svolge una funzione specifica che non può essere fornita da nessun altro stadio: il lavaggio con acqua rimuove le sostanze organiche idrosolubili e i gas acidi dall'ingresso; il reattore RTO a tre letti distrugge i VOC a ≥99%; il recupero del calore di scarto genera valore economico; il lavaggio con soda caustica rimuove l'HCl dall'uscita; il lavaggio con acido rimuove i composti basici dall'uscita. L'omissione di uno qualsiasi di questi stadi danneggia il reattore RTO (omissione del lavaggio con acqua), causa la non conformità del camino (omissione del lavaggio con soda caustica) o riduce le prestazioni economiche (omissione del recupero del calore di scarto). Gli ingegneri che specificano reattori RTO per applicazioni farmaceutiche e che propongono un reattore RTO a stadio singolo senza la catena di pre-trattamento e post-trattamento propongono un sistema incompleto e inaffidabile. - 2
Con una concentrazione di VOC di 2.000 mg/Nm³ e un recupero termico >95%, l'RTO funziona in modo completamente autotermico durante la normale produzione: il gas naturale è necessario solo per gli avviamenti a freddo e i periodi di inattività. Ciò ha un effetto trasformativo sull'economia operativa. Un impianto con 8.400 ore di funzionamento all'anno che raggiunge un funzionamento completamente autotermico durante le ore di produzione avrà costi del gas naturale prossimi allo zero durante tali ore. Tutti i costi di 5.116 RMB per ogni avviamento a freddo e per i periodi di inattività sono recuperabili programmando la produzione in modo da ridurre al minimo gli avviamenti a freddo e i periodi di inattività. Il recupero del calore di scarto converte ulteriormente l'energia termica di alta qualità proveniente dal sistema RTO autotermico in una fornitura di refrigerazione che genera ricavi. Il costo operativo netto dopo il credito del calore di scarto è pari a circa 501 TP3T del costo operativo lordo: un caso economico convincente che rende commercialmente redditizio un abbattimento di VOC farmaceutici superiore a 991 TP3T anche per le PMI del settore farmaceutico. - 3
Per le applicazioni con solventi alogenati, la temperatura di combustione RTO di 800 °C non è negoziabile: 760 °C non è sufficiente per la completa distruzione dei VOC clorurati. Le specifiche RTO standard per applicazioni con VOC non alogenati utilizzano una temperatura di combustione di 760 °C, adeguata per esteri, alcoli e idrocarburi. I solventi clorurati (DCM, cloroformio, tricloroetilene) hanno energie di attivazione più elevate per l'ossidazione termica e richiedono temperature di almeno 800 °C per una distruzione >99,9%. Se si applica una RTO standard di 760 °C ai gas di scarico farmaceutici contenenti solventi clorurati, l'efficienza di distruzione della frazione clorurata sarà inferiore all'obiettivo 99%, causando il superamento dei limiti di emissione di NMHC. La differenza di temperatura di 40 °C richiede una specifica refrattaria per la camera di combustione in grado di sopportare 800 °C in modo continuo senza affaticamento termico, che potrebbe differire dallo standard di 760 °C. - 4
Il recupero del calore di scarto tramite un refrigeratore a bromuro di litio rappresenta l'investimento supplementare con il più alto ritorno in un impianto RTO farmaceutico: un risparmio di 1,72 milioni di RMB all'anno su un sistema da 3,385 milioni di RMB all'anno. Il ritorno sull'investimento per il recupero del calore di scarto è in genere di 1-2 anni. Qualsiasi progetto di recupero del calore di scarto in ambito farmaceutico che non includa una valutazione del recupero del calore di scarto si lascia sfuggire un'importante opportunità economica. La domanda chiave in fase di progettazione è: qual è il carico termico disponibile nell'impianto per il raffreddamento o il riscaldamento? In un ambiente di produzione farmaceutica dove il condizionamento dell'aria rappresenta un costo rilevante (le zone GMP farmaceutiche richiedono un controllo preciso della temperatura e dell'umidità), l'applicazione di un refrigeratore ad assorbimento offre in genere il miglior ritorno economico sull'investimento per il recupero del calore di scarto.
08 — Domande frequenti
Trattamento dei VOC (composti organici volatili) nell'industria farmaceutica: dieci domande con relative risposte.
Domande da parte di responsabili delle autorizzazioni ambientali, ingegneri di processo e team EHS presso impianti di produzione di API e formulazioni farmaceutiche che pianificano sistemi di abbattimento dei VOC RTO in conformità con i requisiti del Decreto europeo sulle attività (IED) / Decreto olandese sulle attività.
Pronti a raggiungere una distruzione dei VOC farmaceutici >99%?
Scopri la gamma completa di soluzioni di ossidazione termica rigenerativa
Da ossidatori termici rigenerativi a tre letti Dalla riduzione dei VOC alogenati in ambito farmaceutico fino alla gamma completa di soluzioni per il controllo delle emissioni industriali, il nostro team di ingegneri fornisce sistemi conformi alle normative IED dell'UE, con la catena di processo farmaceutico a cinque fasi richiesta da questa applicazione esigente.





















