사례 연구 · VOC 저감
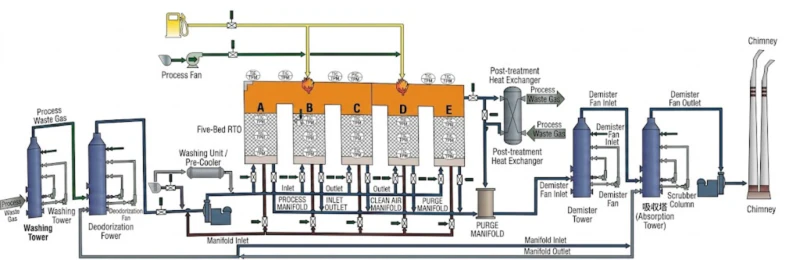
글로벌 제약 원료의약품 및 중간체 제조업체가 부식성이 강하고 조성이 매우 다양한 할로겐화 산성 제약 생산 배출가스 12만 Nm³/h를 99.4%의 VOC 제거 효율로 처리한 방법 — 부식성이 강하고 조성이 매우 다양한 다품목 제약 합성 배출가스를 처리하기 위해 특별히 설계된 5단계 수세 + 3단 RTO + 가성소다 세척 + 산 세척 공정을 사용했으며, 폐열 회수를 통해 리튬 브롬화물 냉각을 시설 공조에 활용했습니다.
침실 3개짜리 RTO
할로겐화 VOC 처리
폐열 회수
다중 제품 합성
01 — 산업 배경
제약 생산 과정에서 발생하는 휘발성 유기화합물(VOC): 화학적으로 가장 복잡한 산업 배출 제어 과제
제약 화학 물질 생산은 산업 제조 분야에서 가장 복잡하고 까다로운 VOC 배출 양상을 보입니다. 용매가 주로 에스테르, 알코올, 탄화수소로 제한되는 인쇄 또는 코팅 산업과는 달리, 제약 합성에는 할로겐화 용매(디클로로메탄, 클로로포름, 사염화탄소), 고극성 용매(DMF, DMSO, NMP), 케톤, 에테르 용매, 산 함유 용액 등 훨씬 더 광범위한 용매가 사용되며, 원료의약품(API) 합성 경로 전환에 따라 이러한 용매들이 동시에 또는 다양한 조합으로 사용되는 경우가 많습니다.
EU에서 제약 부문의 휘발성 유기화합물(VOC) 배출에 대한 규제는 모든 산업 분야 중 가장 엄격한 수준입니다. 제약 시설은 EU IED 2010/75/EU VOC 제한 기준, EU 제약 제조 최적가용기술(BAT) 결론, 그리고 많은 제약 시설이 주거 지역과 인접해 있다는 점을 반영한 네덜란드 허가 조건의 적용을 받습니다. 고도로 복잡하고 빠르게 변화하는 용매 프로필과 매우 엄격한 배출 제한이라는 이중적인 과제로 인해 제약 부문의 VOC 저감은 RTO 기술을 적용하기에 가장 까다로운 분야 중 하나입니다.
본 사례 연구 대상 기업은 5개의 산업 단지와 14개의 자회사를 보유한 글로벌 제약 원료의약품(API) 및 중간체 생산 기업입니다. 주요 사업은 4개 사업 부문에 걸쳐 제약 원료, 의약품, 의료 중간체 및 전자상거래를 포함합니다. 핵심 제품으로는 세계 시장에서 상당한 시장 점유율을 차지하는 진통제 및 진정제 활성 의약품 원료가 있습니다. 이 기업은 연간 4억 개 이상의 고형 제형, 대용량 주사제 및 소용량 주사제를 생산하며, 로슈, 바이엘, 화이자 등 200개 이상의 다국적 제약 회사와 장기적인 전략적 파트너십을 유지하고 있습니다.

"제약 합성 과정에서 발생하는 배출 가스는 수용성 유기물, 산성 가스 성분, 할로겐화 용매 등을 동시에 함유하고 있으며, 각 작업장마다 진행되는 합성 단계에 따라 다른 혼합물이 발생합니다. 핵심 설계 원칙은 RTO(역산화 티오터버너)를 수용성 성분(세라믹 베드에 침착될 수 있음)과 할로겐화 용매 산화로 생성되는 HCl(하류 공정에서 심각한 산성 부식을 유발할 수 있음) 모두로부터 보호해야 한다는 것입니다. RTO를 둘러싼 5단계 전처리 및 후처리 공정은 설계의 핵심 요소이며, 제약 분야 RTO의 실용성을 확보하는 데 필수적입니다."
— 엔지니어링 기술 요약, 제약 산업 VOC 처리 프로젝트
02 — 오염 현황
제약 폐기물 가스: 극심한 변동성, 할로겐화 용매, 산성 가스, 그리고 벤젠 계열 방향족 화합물 없음
배출가스는 제약 시설 내 여러 생산 작업장(반응기 환기, 건조기 배기, 용매 회수 공정, 포장 구역 환기 등)에서 발생합니다. 각 작업장에서는 당일 합성되는 원료의약품(API) 또는 중간체의 종류에 따라 서로 다른 휘발성 유기화합물(VOC) 혼합물을 배출합니다. 모든 배출원에서 발생하는 가스를 합하면 120,000 Nm³/h(공정 온도 30°C에서는 133,186 Nm³/h)에 달합니다. 팬 출력은 250 kW이고 압력은 5,000 Pa이며, 주 덕트 직경은 φ1,700 mm입니다.
VOC 프로필은 인쇄 또는 화학 산업에서 발생하는 배출 가스와 구별되는 몇 가지 주요 특징을 가지고 있습니다.
- 벤젠 계열 방향족 화합물 없음: 인쇄 또는 페인트 산업에서 발생하는 배출 가스와는 달리, 제약 합성 용매에는 벤젠, 톨루엔 또는 자일렌이 거의 포함되어 있지 않습니다. 주요 용매는 메탄올, 에틸 아세테이트, 에탄올, 이소프로판올, 아세톤, 에틸 에테르, DMF, 디클로로메탄 및 디메틸 설폭사이드입니다.
- 할로겐화 용매 함유: 다이클로로메탄을 비롯한 염소계 용매는 의약품 합성에 사용됩니다. 이러한 용매들이 RTO(고온 산화 공정)에서 800°C로 산화될 때, 연소 생성물로 염산(HCl)이 생성됩니다. 이 HCl은 처리된 가스를 배출하기 전에 RTO 하류의 가성 세척 단계에서 반드시 제거해야 합니다. HCl이 제거되지 않으면 하류의 모든 장비와 굴뚝이 부식될 수 있습니다.
- 수용성 유기물 및 산 형성 화합물 존재: 일부 제약 공정 흐름에는 수용성 유기물(DMF, DMSO, 메탄올)과 산성 가스(개별 작업장의 염소 처리 단계에서 발생하는 HCl)가 포함되어 있습니다. 이러한 물질들은 RTO(반응형 열교환기) 전에 물 세척 단계를 통해 제거해야 합니다. 수용성 유기물은 RTO 세라믹 베드에 침전되어 막힘 및 성능 저하를 유발하고, 산성 가스가 RTO로 유입되면 연소실 내벽 및 열교환기 표면의 부식을 일으키기 때문입니다.
- 농도와 구성이 매우 다양함: 다양한 제품을 생산하는 제약 제조 공정에서는 생산 일정 변경에 따라 VOC 종류와 농도가 매일 또는 교대 근무마다 달라질 수 있습니다. RTO(연구개발기구)는 이러한 변동성에도 불구하고 99% 이상의 VOC 제거 효율을 유지해야 합니다. 설계 기준 농도는 총 NMHC(나노메틸화 탄화수소) 약 2,000 mg/Nm³입니다.
- 부식성 가스 배출로 인해 전체적으로 내식성 소재가 필요합니다. 제약 공정 가스와 접촉하는 모든 가스 수집 매니폴드 및 장비는 부식 방지 스테인리스강으로 제작되어야 하며, 부식성 가스와 접촉하는 모든 표면에는 유리 섬유 플레이크 라이닝이 적용되어야 합니다.
| 매개변수 | 초기 농도 | 실제 아울렛 | EU IED 제한 |
|---|---|---|---|
| NMHC(총 VOC) | 2,000 mg/Nm³ | 12mg/Nm³ | IED ≤20 mg/Nm³ |
| 벤젠 | 부재중 | — | IED ≤1 mg/Nm³ |
| 톨루엔 | 부재중 | — | IED ≤3 mg/Nm³ |
| 크실렌 | 부재중 | — | IED ≤12 mg/Nm³ |
| 습도(수분) | 40% (높음) | — | — |
| 표준 가스 부피 | 120,000 Nm³/h | — | — |
| 공정 가스 부피 | 30°C에서 133,186 Nm³/h | — | — |
| 연간 VOC 감소 | 연간 약 4,086톤 | 확인됨 | — |
03 — 치료 솔루션
5단계 공정: 물 세척 → 3상 RTO → 가성 세척 → 산 세척 → 폐열 회수
5단계 공정 체인은 단순한 RTO만으로는 불충분하게 만드는 두 가지 제약 배출 가스 특성, 즉 RTO 전에 전처리가 필요한 수용성 유기물 및 산성 가스의 존재와 RTO 후에 후처리가 필요한 할로겐화 용매 산화로 인한 HCl 생성을 중심으로 설계되었습니다. 각 단계는 필수적이며, 어느 단계라도 생략하면 RTO가 손상되거나 굴뚝 배출 기준치를 초과하게 됩니다.
1단계: 물 세척 (RTO 전)
제약 시설 내 일부 작업장에서는 산성 가스(염소 처리 공정에서 발생하는 HCl)와 수용성 유기물을 포함하는 배기가스가 발생합니다. 모든 작업장의 배기가스가 RTO(Rapid Toxic Overhaul) 전에 하나의 집진 매니폴드로 합쳐지기 때문에, 특정 작업장에서 유입된 산성 가스와 수용성 유기물이 RTO로 들어가 연소실 부식 및 세라믹층 침전을 유발할 수 있습니다. RTO 전 단계의 수세 공정은 이러한 성분들을 수분 흡수를 통해 제거하여 RTO를 화학적 손상 및 세라믹층 막힘으로부터 보호합니다. 또한 수세 공정은 냉각 단계의 역할도 하여 RTO 입구 전 가스의 온도와 수분 함량을 낮춥니다. 수세탑은 순환수 루프 방식으로 작동하며, 오염된 세척수는 제약 폐수로 처리되어 시설의 폐수 처리 시스템을 통해 배출됩니다.
2단계: 3단 RTO(800°C 이상에서 VOC 산화)
사전 세척된 가스는 3단 RTO(역산화 처리) 장치로 유입됩니다. 이 RTO는 제약 분야에 특화되어 있으며, 연소실 온도는 800°C 이상(비할로겐화 VOC 처리 분야의 표준 온도인 760°C보다 높음)으로 염소계 용매의 완전 산화를 보장합니다. 염소계 용매는 일반 탄화수소보다 활성화 에너지 요구량이 높습니다. 주요 RTO 매개변수는 다음과 같습니다. 처리 유량 120,000 m³/h; 입구 온도 ≤60°C; 분해 효율 >99%; 열 회수 효율 >95%; 체류 시간 >1.2초; 산화 온도 >800°C; 연소기 정격 출력 2×180만 kcal/h; 냉간 시동 시(3시간) 천연가스 소비량 422 m³/h; 공회전 시 260 m³/h; 냉간 시동 시 가스 소비량 120 m³; 시스템 압력 강하 <3,000 Pa; 장비 중량 280 t; 설치 공간 47×20 m.
3단계: 가성소다 세척 (RTO 후 염산 제거)
RTO(역삼투압) 후 처리된 가스에는 할로겐화 용매의 열산화 반응(다이클로로메탄 + O₂ → CO₂ + H₂O + 2HCl)으로 생성된 HCl이 포함되어 있습니다. 가성 세척 단계에서는 수산화나트륨(NaOH) 용액을 사용하여 이 HCl을 흡수하고 세척수에서 염화나트륨으로 전환합니다. 가성 세척은 매우 중요합니다. HCl이 제거되지 않으면 모든 하류 장비(굴뚝 포함)에 심각한 부식을 일으키고, 굴뚝에서 산성 연기를 배출하며, 산성 가스 배출 허가 조건을 충족하지 못하게 됩니다. 가성 세척 공정은 적절한 NaOH 농도를 유지해야 하며, 전체적으로 내식성 재질로 설계되어야 합니다.
4단계: 산성 세척(암모니아를 이용한 미끄러짐 제거)
일부 제약 공정 흐름에는 암모니아 또는 아민 함유 화합물이 포함되어 있습니다. RTO 산화 후, 이러한 물질들은 처리된 가스에서 질소 산화물과 잔류 암모니아를 생성합니다. 산세척 단계(묽은 황산 또는 인산 사용)는 악취 민원이나 굴뚝 배출 시 허용 기준 초과를 유발할 수 있는 잔류 염기성 화합물(아민 포함)을 제거합니다. 또한 이 단계는 배출 전 최종 pH 조정을 통해 처리된 가스가 중성 배출 기준을 충족하도록 합니다.
5단계: 폐열 회수를 통한 리튬 브롬화물 냉각기 가동
RTO에서 배출되는 고온의 가스(가성소다 세척 전)는 상당한 열에너지를 함유하고 있습니다. 폐열 회수 열교환기는 이 열을 추출하여 온수 또는 증기를 발생시키고, 이 열에너지는 리튬 브롬화물 흡수식 냉각기를 구동하여 시설의 공조 시스템에 냉수를 공급합니다. 이러한 폐열 활용을 통한 연간 에너지 절감액은 약 172만 위안에 달하며, 이는 연간 운영 비용(폐열 크레딧 적용 전) 338만 5천 위안을 크게 상쇄하는 효과입니다. 이러한 폐열 회수 시스템은 RTO를 단순한 규제 준수 비용 센터에서 시설 에너지 관리 자산으로 탈바꿈시킵니다.
제약 워크숍
약 2,000mg VOC
씻다
HCl + H₂O
800°C 이상
>99% VOC
회복
LiBr 칠러
씻다
HCl 제거
씻다
NH₃ / 아민
스택
12mg VOC
⭐ 이번 프로젝트에 새로운 장비가 도입되었습니다. 할로겐화 의약품 VOC의 경우 5단계 공정은 필수이며, 어느 단계도 생략할 수 없습니다.
주요 장비 매개변수
| 목 | 사양 |
|---|---|
| RTO 처리 흐름 | 유량 120,000 m³/h; 유입 온도 ≤60°C; 산화 온도 >800°C; 설치 면적 47×20 m |
| RTO 팬 | 주 출력 280kW, 보조 출력 110kW, 비상 출력 110kW, 퍼지 출력 18.5kW |
| RTO 점화 팬 | 30kW |
| 분무탑 순환 펌프 | 22×6kW |
| 기타 장비 | 5kW |
| 총 설치 용량 | 685.5kW (실제 가동 출력: 484kW) |
| 천연가스(냉간 시동, 3시간) | 시간당 422m³; 냉간 시동 시 120m³ |
| 천연가스(공회전 작동) | 260 m³/h |
| 천연가스 (정상 작동) | 0 m³/h (VOC 부하가 충분할 경우 완전 자동 열 방식) |
| 압축 공기(공압 밸브) | 80 m³/h (압력: 0.4–0.7 MPa) |
| 연간 운영 시간 | 연간 8,400시간 |
| 연간 총 운영 비용 | 연간 338만 5천 위안 (폐열 크레딧 제외) |
| 연간 폐열 절감 효과 | 연간 172만 위안 (리튬브롬화냉각기 사용) |
04 — 핵심 장점
제약업계 할로겐화 휘발성 유기화합물(VOC) 저감을 위한 유일한 실현 가능한 해결책이 바로 이 5단계 아키텍처인 이유
- ✓
다중 워크샵 제약 응용 분야에서 RTO 전 물 세척은 필수적입니다. 이를 거치지 않으면 RTO가 몇 달 내에 실패합니다. 제약 생산 과정에서는 산성 가스(염소화 공정에서 발생하는 HCl), 수용성 유기 화합물(DMF, 메탄올, DMSO) 및 다양한 합성 경로에서 생성되는 여러 혼합물이 동시에 발생합니다. 이러한 물질들이 전처리 없이 RTO 세라믹 베드에 도달하면, 수용성 유기 화합물은 세라믹 채널에 침전되어 가스 흐름을 차단하고, 산성 가스는 고온의 HCl이 내화 표면에 닿는 지점에서 연소실 라이닝의 HCl 부식을 유발하며, 세라믹 베드의 열 성능이 저하됩니다. RTO 전처리 단계에서 물을 사용하여 이러한 문제 물질들을 RTO에 도달하기 전에 제거함으로써 장비의 조기 고장을 방지합니다. 이 전처리 단계는 제약 산업에 특화된 것으로, 배출 가스에 수용성 유기 화합물이나 산성 가스가 없는 인쇄 또는 화학 산업의 RTO 응용 분야에서는 필요하지 않습니다. - ✓
할로겐화 용매 산화로 생성된 HCl에 대해서는 RTO 후 가성소다 세척이 필수적입니다. 제약 합성 과정에서 사용되는 디클로로메탄(DCM) 및 기타 염소계 용매는 RTO(고온 산화탑)에서 800°C 이상의 고온에서 완전히 산화되어 CO₂, H₂O, HCl로 전환됩니다. 연소실에서 800°C에서 생성되는 HCl은 배출 전에 제거하지 않으면 하류의 모든 장비를 부식시킵니다. RTO 후단의 가성 세척(NaOH 스크러빙 타워)은 HCl을 포집하여 세척액 내의 염화나트륨으로 전환합니다. 가성 세척이 없으면 HCl은 하류 열교환기, 굴뚝 내벽 및 계측기를 수 주 내에 부식시키고, 규제 기관과 인근 주민들이 볼 수 있는 굴뚝에서 산성 연기를 발생시키며, 산성 가스 배출 허용 기준을 초과하게 됩니다. 할로겐화 VOC(휘발성 유기 화합물)를 처리하는 모든 RTO 공정에서 이러한 가성 세척은 유일하게 실현 가능한 방법입니다. - ✓
완전 자동 열 관리 정상 작동 모드에서는 생산 시간 동안 천연가스 비용이 거의 0에 가깝습니다. 공정 가스 내 VOC 농도가 2,000 mg/Nm³일 때, RTO 연소실에서 VOC 산화로 발생하는 발열량만으로도 추가적인 천연가스 공급 없이 800°C의 작동 온도를 유지하기에 충분합니다. 정상 작동 시 천연가스 소비량은 0 m³/h이며, 생산 시간 동안 시스템은 완전 자열 방식으로 가동됩니다. 기록된 연간 천연가스 비용 5,116,000위안은 콜드 스타트 시(시동 시 3시간 동안 422 m³/h)와 유휴 기간(VOC 함유 가스 공급이 없을 때 260 m³/h)에 대한 비용입니다. 세라믹 축열 베드 시스템의 95% 이상의 열회수 효율 덕분에 2,000 mg/Nm³ 농도 수준에서도 이러한 자열 운전이 가능합니다. - ✓
폐열 회수를 통한 리튬 브롬화물 냉각기 가동으로 연간 172만 위안 절감, 총 연간 운영 비용 511,300톤 절감. RTO에서 배출되는 고온의 가스는 대기 중으로 방출될 수 있는 고품질 열에너지를 함유하고 있습니다. 폐열 회수 시스템은 이 에너지를 추출하여 리튬 브롬화물 흡수식 냉각기를 구동하고, 시설 내 공조 시스템에 필요한 냉수를 공급합니다. 연간 172만 위안의 절감 효과는 총 운영 비용 338만 5천 위안 중 약 5억 1천 1백만 위안에 해당하며, RTO의 경제성을 단순한 규제 준수 비용에서 실제 비용 대비 훨씬 높은 순 비용으로 근본적으로 전환시킵니다. 특히 기후가 따뜻한 지역의 제약 시설에서 공조 시스템이 주요 운영 비용 항목인 경우, 폐열을 이용한 리튬 브롬화물 냉각기 시스템은 RTO 설치와 함께 투자할 수 있는 가장 높은 수익률을 제공하는 보완 투자입니다.
05 - 운영 결과
검증된 성능 및 연간 비용 요약

연간 운영 비용 내역(8,400 가동 시간 기준): 전기료 484kW(실제 0.8위안/kWh) 약 32만 5천 위안; 냉간 시동용 천연가스 1,279m³/h(4위안/m³) 약 5,116위안/회; 정상 가동 시 천연가스 0m³/h; 압축 공기 80m³/h(16위안/h) 약 13만 4천 위안; 총합 약 33만 8천 5백 위안/년. 폐열 회수 세액 공제 17만 2천 위안을 차감하면 순 연간 운영 비용은 약 16만 6천 5백 위안으로, 99% 이상의 파괴 효율을 보이는 12만m³/h 규모의 제약 VOC 저감 시스템으로서 탁월한 비용 효율성을 나타냅니다.
06 — 구현 시 주의 사항
제약 분야 할로겐화 VOC RTO 응용 분야에 대한 핵심 엔지니어링 교훈
- 🚫
집진 매니폴드에서의 LEL 모니터링은 필수적입니다. VOC 농도가 25% LEL에 도달하면 시스템은 비상 바이패스 및 안전 차단 기능을 작동해야 합니다. 제약 공정에서 발생하는 배기가스 집진 매니폴드는 여러 작업장에서 동시에 배출되는 가스를 받아들입니다. 만약 특정 작업장에서 용매 유출이나 공정 이상으로 인해 고농도의 휘발성 유기화합물(VOC)이 매니폴드로 유입될 경우, 작업자가 이를 인지하기 전에 폭발하한계(LEL)를 초과할 수 있습니다. 따라서 매니폴드에는 지속적인 LEL 모니터링 시스템이 장착되어 있어야 합니다. 농도가 25%의 LEL에 도달하면 제어 시스템은 비상 바이패스 경로를 작동시켜(가스를 RTO가 아닌 비상 굴뚝과 대기로 배출) 해당 작업장의 연결부를 차단하고 작업자에게 즉시 경고해야 합니다. RTO 비상 팬과 바이패스 경로는 필요시 정상적으로 작동하는지 정기적으로 점검해야 합니다. - ⚠️
가변적인 배기가스 조성과 높은 VOC 농도 변동으로 인해 적응형 시스템 온도 제어가 필요합니다. 제약 다제품 생산에서는 생산 배치 간에 VOC 조성 및 농도가 크게 달라질 수 있습니다. 여러 작업장에서 고농도 VOC 스트림이 동시에 RTO에 유입될 경우, 발열로 인해 연소실 온도가 목표 온도인 800°C를 훨씬 초과할 수 있습니다. DCS 온도 제어 시스템은 연소실 온도를 설계 온도 범위 내로 유지하기 위해 버너 출력을 줄이거나 차단하고 냉각 팬 유량을 늘려야 합니다. 온도가 설계 최대값을 초과하면 세라믹 베드 내화물이 손상될 수 있습니다. 반대로 모든 작업장의 VOC 부하가 낮을 때는 보조 버너가 자동으로 작동하여 최소 온도인 800°C를 유지해야 합니다. 이러한 두 가지 온도 관리 방향 모두 시운전 중에 테스트 및 검증되어야 합니다. - ⚠️
가스 수집 매니폴드의 부식성을 고려하여 전체적으로 스테인리스강 구조를 사용하고 부식성 공정 흐름과 접촉하는 모든 표면에 유리 섬유 플레이크 라이닝을 적용해야 합니다. 제약 공장의 모든 가스 집진 매니폴드는 부식 방지 스테인리스강으로 제작해야 하며, 가스 흐름과 직접 접촉하는 모든 표면에는 유리 섬유 플레이크 에폭시 라이닝을 적용해야 합니다. 이는 각 공장의 배기 연결부부터 공용 매니폴드를 거쳐 세척탑 입구까지 모두 적용됩니다. 인쇄 또는 화학 산업의 VOC 집진에 적합한 표준 아연 도금 탄소강 덕트는 염산 생성 용매 및 아민 함유 공정 흐름을 처리하는 제약 분야에서는 수개월 내에 부식으로 인해 제 기능을 하지 못합니다. - ⚠️
가성 세척액인 NaOH 농도는 적극적으로 모니터링하고 유지해야 합니다. HCl 누출은 시운전 후 가장 흔한 규정 준수 실패 원인입니다. 가성세척탑은 RTO 후 가스에서 HCl을 NaOH와 반응시켜 제거합니다. NaOH가 소모됨에 따라 세척액의 알칼리도가 감소합니다. 새로운 NaOH를 첨가하기 전에 NaOH 농도가 최소 유효 농도 이하로 떨어지면 HCl 파과가 발생하여 굴뚝으로 산성 가스가 배출되고 하류 설비의 부식이 급속도로 진행됩니다. 가성세척 재순환 루프에 연속적인 pH 모니터링 시스템을 구축하고, pH가 목표치 이하로 떨어지면 자동으로 NaOH를 투입하도록 해야 합니다. NaOH 저장 탱크는 공급업체 공급 중단에 대비하여 최대 HCl 부하에서 최소 72시간 동안 재충전 없이 가동할 수 있는 충분한 용량을 확보해야 합니다. - ⚠️
새로운 의약품 합성 경로 또는 용매는 생산을 시작하기 전에 5단계 RTO(역전사) 체인과의 호환성을 평가해야 합니다. 5단계 공정 체인은 설계 당시 해당 시설의 특정 용매 프로필에 맞춰 설계되었습니다. 생산팀이 다른 용매를 사용하는 새로운 합성 경로를 도입하는 경우, 특히 새로운 용매에 기존에 존재하지 않았던 원소(예: 불소, 황, 브롬 또는 인)가 포함된 경우, RTO 및 스크러빙 시스템은 새로운 연소 생성물을 처리하도록 설계되지 않았을 수 있습니다. 불소 함유 용매는 산화 시 HF를 생성하므로 염소계 용매에서 생성되는 HCl과는 다른 가성 세척 설계가 필요합니다. 황 함유 용매는 SO₂/SO₃를 생성하므로 별도의 FGD 단계가 필요합니다. 새로운 용매를 수집 시스템에 도입하기 전에 공식적인 변경 관리 검토를 수행해야 합니다.
07 — 공학적 핵심 사항
이 제약 회사 휘발성 유기화합물(VOC) 저감 프로젝트에서 얻은 네 가지 교훈
- 1
의약품 VOC 저감은 단일 기술로 해결할 수 있는 문제가 아닙니다. 5단계 공정은 할로겐화 다제품 의약품 배출가스 처리를 위한 최소한의 필수 구조입니다. 각 단계는 다른 단계에서는 제공할 수 없는 특정 기능을 수행합니다. 예를 들어, 물 세척은 유입구에서 수용성 유기물과 산성 가스를 제거하고, 3단 RTO는 99% 이상의 온도에서 VOC를 제거하며, 폐열 회수는 경제적 가치를 창출하고, 가성 세척은 배출구에서 HCl을 제거하며, 산성 세척은 배출구에서 염기성 화합물을 제거합니다. 어느 한 단계라도 생략하면 RTO가 손상되거나(물 세척 생략), 굴뚝 배출가스 기준을 충족하지 못하거나(가성 세척 생략), 경제적 성능이 저하됩니다(폐열 회수 생략). 제약 분야에 RTO를 설계할 때 전처리 및 후처리 과정을 생략한 단일 단계 RTO를 제안하는 엔지니어는 불완전하고 신뢰할 수 없는 시스템을 제안하는 것입니다. - 2
2,000 mg/Nm³ VOC 농도 및 >95% 열 회수 조건에서 RTO는 정상 생산 시 완전 자열 방식으로 작동하며, 천연가스는 콜드 스타트 및 유휴 기간에만 필요합니다. 이는 운영 경제성에 획기적인 변화를 가져옵니다. 연간 8,400시간 가동되는 설비가 생산 시간 동안 완전 자열 운전을 달성하면 해당 시간 동안 천연가스 비용이 거의 0에 가까워집니다. 냉간 시동 및 유휴 기간당 발생하는 5,116위안의 비용은 냉간 시동 및 유휴 기간을 최소화하도록 생산 일정을 조정함으로써 전액 회수할 수 있습니다. 폐열 회수 시스템은 자열 RTO에서 발생하는 고품질 열에너지를 수익 창출형 냉각 에너지로 전환합니다. 폐열 회수 후 순 운영 비용은 총 운영 비용의 약 50%에 불과하며, 이는 중소 제약 제조업체에게도 99% 이상의 제약 VOC 저감을 상업적으로 실현 가능하게 만드는 강력한 경제적 근거입니다. - 3
할로겐화 용매를 사용하는 경우 800°C의 RTO 연소 온도는 필수적이며, 760°C로는 염소계 VOC를 완전히 분해하기에 충분하지 않습니다. 비할로겐화 VOC 적용을 위한 표준 RTO 사양은 760°C의 연소 온도를 사용하며, 이는 에스테르, 알코올 및 탄화수소에 적합합니다. 염소계 용매(디클로로메탄, 클로로포름, 트리클로로에틸렌)는 열 산화에 대한 활성화 에너지가 더 높기 때문에 99.9% 이상의 분해를 위해서는 최소 800°C의 온도가 필요합니다. 염소계 용매를 함유한 제약 폐가스에 표준 760°C RTO를 적용할 경우, 염소계 성분의 분해 효율이 99.9% 목표치에 미달하여 NMHC 배출 기준치를 초과하게 됩니다. 40°C의 온도 차이로 인해 연소실 내화물은 열 피로 없이 800°C를 지속적으로 견딜 수 있어야 하며, 이는 표준 760°C와 다를 수 있습니다. - 4
폐열을 리튬 브롬화물 냉각기로 재활용하는 것은 제약 RTO 설비에 대한 가장 높은 수익률을 보이는 추가 투자이며, 연간 338만 5천 위안 규모의 시스템에서 연간 172만 위안의 비용 절감 효과를 가져옵니다. 폐열 회수 투자 회수 기간은 일반적으로 1~2년입니다. 제약 분야의 RTO(연구개발기구) 프로젝트 타당성 조사에서 폐열 회수 평가를 포함하지 않는다면 막대한 경제적 기회를 놓치는 것입니다. 핵심 설계 질문은 시설에서 냉방 또는 난방에 사용할 수 있는 열 부하가 얼마나 되는지입니다. 냉방 비용이 큰 제약 제조 환경(제약 GMP 구역은 정밀한 온도 및 습도 제어가 필수적임)에서는 흡수식 냉각기 적용이 일반적으로 폐열 투자에 대한 최고의 경제적 수익을 제공합니다.
08 — 자주 묻는 질문
제약 산업 VOC RTO 처리: 10가지 질문에 대한 답변
EU 산업안전보건법(IED)/네덜란드 활동지시(Dutch Activities Decree) 요건에 따라 RTO VOC 저감 시스템을 계획하는 제약 원료의약품(API) 및 완제품 제조 시설의 환경 허가 관리자, 공정 엔지니어 및 EHS 팀의 질문입니다.
99% 이상의 의약품 VOC 제거를 달성할 준비가 되셨습니까?
재생 열산화 솔루션의 전체 범위를 살펴보세요.
에서 3단 재생 열 산화기 제약 분야의 할로겐화 VOC 저감부터 다양한 산업 배출 제어 솔루션에 이르기까지, 당사의 엔지니어링 팀은 까다로운 적용 분야에 필요한 5단계 제약 공정 체인을 갖춘 EU IED 규격 준수 시스템을 제공합니다.





















