Пример из практики · Снижение содержания летучих органических соединений
Как глобальный производитель фармацевтических активных ингредиентов и промежуточных продуктов обрабатывал 120 000 Нм³/ч высококонцентрированных галогенированных кислых отходящих газов фармацевтического производства с эффективностью уничтожения летучих органических соединений 99,41 ТТ3Т — используя пятиступенчатую технологическую цепочку, включающую промывку водой + трехкамерный реактор с термическим окислением + щелочную промывку + кислотную промывку, специально разработанную для коррозионно-активного, высококонцентрированного состава отходящих газов многопродуктового фармацевтического синтеза, с рекуперацией отработанного тепла для охлаждения бромидом лития в системе кондиционирования воздуха предприятия.
Трехкомнатная квартира в многоквартирном доме (RTO)
Обработка галогенированными летучими органическими соединениями
Утилизация отработанного тепла
Многопродуктовый синтез
01 — Информация об отрасли
Летучие органические соединения (ЛОС) в фармацевтическом производстве: самая сложная с химической точки зрения задача контроля выбросов в промышленности.
В фармацевтическом химическом производстве наблюдается один из самых сложных и проблематичных профилей выбросов летучих органических соединений (ЛОС) в промышленном производстве. В отличие от полиграфической или лакокрасочной промышленности, где в качестве растворителей в основном используются сложные эфиры, спирты и углеводороды, в фармацевтическом синтезе применяется гораздо более широкий спектр растворителей, включая галогенированные растворители (дихлорметан, хлороформ, четыреххлористый углерод), высокополярные растворители (ДМФ, ДМСО, НМП), кетоны, эфирные растворители и кислотосодержащие потоки, часто одновременно и в различных комбинациях по мере переключения производства между различными путями синтеза активных фармацевтических ингредиентов (АФИ).
В ЕС регулирование выбросов летучих органических соединений (ЛОС) в фармацевтической отрасли является одним из самых строгих для любого промышленного сектора. Фармацевтические предприятия подчиняются ограничениям ЕС по выбросам ЛОС, установленным директивой IED 2010/75/EU, конкретным выводам ЕС о наилучших доступных технологиях в фармацевтическом производстве, а также условиям выдачи разрешений в Нидерландах, которые отражают близость многих фармацевтических предприятий к жилым районам. Двойная сложность, заключающаяся в чрезвычайно сложных и быстро меняющихся профилях растворителей в сочетании с исключительно строгими ограничениями на выбросы, делает снижение выбросов ЛОС в фармацевтической отрасли одним из наиболее технически сложных применений технологии RTO.
В данном тематическом исследовании рассматривается глобальное фармацевтическое предприятие по производству активных фармацевтических ингредиентов и промежуточных продуктов, имеющее 5 промышленных парков и 14 дочерних компаний. Основная деятельность предприятия включает производство фармацевтического сырья, лекарственных препаратов, медицинских промежуточных продуктов и электронную коммерцию в четырех секторах бизнеса. Ключевая продукция – анальгетические и седативные активные фармацевтические ингредиенты, занимающие значительную долю мирового рынка. Предприятие ежегодно производит более 400 миллионов единиц твердых лекарственных форм, инъекционных препаратов большого и малого объема, поддерживая долгосрочные стратегические партнерства с более чем 200 транснациональными фармацевтическими компаниями, включая Roche, Bayer и Pfizer.

«Отходящие газы фармацевтического синтеза одновременно содержат водорастворимые органические вещества, компоненты кислых газов и галогенированные растворители — при этом каждый отдельный цех вносит свой вклад, в зависимости от того, какой этап синтеза проводится в данный день. Ключевым моментом проектирования является то, что реактор с окислительной термической обработкой (RTO) должен быть защищен как от водорастворимых компонентов (которые будут откладываться в керамических слоях), так и от HCl, образующегося при окислении галогенированных растворителей (что вызовет сильную кислотную коррозию на последующих этапах). Пятиступенчатая цепочка предварительной и последующей обработки вокруг RTO не является второстепенной в конструкции — именно она делает применение RTO в фармацевтической промышленности жизнеспособным».
— Инженерно-технический обзор проекта по очистке летучих органических соединений в фармацевтической промышленности
02 — Профиль загрязнения
Фармацевтические отходящие газы: крайняя изменчивость, галогенированные растворители, кислые газы и отсутствие ароматических соединений класса бензола.
Отходящие газы образуются в нескольких производственных цехах фармацевтического предприятия — из вентиляционных каналов реакторов, вытяжных систем сушилок, цехов регенерации растворителей и вентиляционных зон упаковки. Каждый цех вносит свой вклад в виде различной смеси летучих органических соединений в зависимости от того, какой активный фармацевтический ингредиент или промежуточный продукт синтезируется в этот день. Суммарный объем газа из всех источников достигает 120 000 Нм³/ч (133 186 Нм³/ч при технологических условиях 30°C). Мощность вентилятора составляет 250 кВт при давлении 5000 Па; диаметр основного воздуховода φ1700 мм.
Профиль летучих органических соединений (ЛОС) имеет несколько ключевых характеристик, которые отличают его от отходящих газов полиграфической или химической промышленности:
- Ароматические соединения класса бензола отсутствуют: В отличие от отходящих газов полиграфической или лакокрасочной промышленности, растворители для фармацевтического синтеза практически не содержат бензола, толуола или ксилола. Основными растворителями являются метанол, этилацетат, этанол, изопропанол, ацетон, этиловый эфир, ДМФ, дихлорметан и диметилсульфоксид.
- Присутствуют галогенированные растворители: Дихлорметан и другие хлорированные растворители используются в фармацевтическом синтезе. При их окислении в реакторе с термическим окислением при температуре 800 °C в качестве продукта сгорания образуется HCl. Этот HCl необходимо улавливать на стадии щелочной промывки после реактора с термическим окислением, прежде чем очищенный газ можно будет сбросить. Если HCl не удалить, он вызовет коррозию всего оборудования, расположенного ниже по потоку, и дымовой трубы.
- Присутствуют водорастворимые органические вещества и кислотообразующие соединения: В некоторых технологических потоках фармацевтической промышленности содержатся водорастворимые органические вещества (ДМФ, ДМСО, метанол) и кислотосодержащие газы (соляная кислота, образующаяся на этапах хлорирования в отдельных цехах). Эти вещества необходимо удалять на этапе промывки водой перед термическим оксидом железа (ТОГ), поскольку водорастворимые органические вещества будут откладываться в керамических слоях ТОГ, вызывая засорение и ухудшение характеристик, а кислотные газы, попадающие в ТОГ, будут вызывать коррозию облицовки камеры сгорания и поверхностей теплообменника.
- Концентрация и состав сильно варьируются: В фармацевтическом производстве, включающем несколько продуктов, состав и концентрация летучих органических соединений могут меняться ежедневно или даже от смены к смене в зависимости от графика производства. Система RTO должна поддерживать эффективность разрушения >99% при такой изменчивости. Общая концентрация неметановых углеводородов составляет приблизительно 2000 мг/Нм³ в качестве расчетной базовой концентрации.
- Коррозионно-активные отходящие газы требуют использования коррозионностойких материалов по всей системе: Все газосборные коллекторы и оборудование, контактирующие с технологическим газом фармацевтической промышленности, должны быть изготовлены из коррозионностойкой нержавеющей стали с облицовкой из стекловолокна на всех поверхностях, контактирующих с коррозионными газами.
| Параметр | Начальная концентрация | Реальный магазин | Ограничение ЕС на самодельные взрывные устройства |
|---|---|---|---|
| НМГК (общее количество ЛОС) | 2000 мг/Нм³ | 12 мг/Нм³ | СВУ ≤20 мг/Нм³ |
| Бензол | Отсутствует | — | СВУ ≤1 мг/Нм³ |
| Толуол | Отсутствует | — | СВУ ≤3 мг/Нм³ |
| Ксилен | Отсутствует | — | СВУ ≤12 мг/Нм³ |
| Влажность (содержание влаги) | 40% (высокий) | — | — |
| Стандартный объем газа | 120 000 Нм³/ч | — | — |
| объем технологического газа | 133 186 Нм³/ч при 30 °C | — | — |
| Ежегодное снижение содержания летучих органических соединений | ~4086 тонн/год | Подтверждено | — |
03 — Раствор для лечения
Пятиступенчатая цепочка: промывка водой → трехкамерный реактор с термическим охлаждением → щелочная промывка → кислотная промывка → рекуперация отработанного тепла
Пятиступенчатая технологическая цепочка была разработана с учетом двух характеристик фармацевтических отходящих газов, которые делают простое использование RTO недостаточным: наличие водорастворимых органических веществ и кислых газов, требующих предварительной обработки перед RTO, и образование HCl в результате окисления галогенированных растворителей, требующее последующей обработки после RTO. Каждая стадия необходима; ни одну из них нельзя пропустить, не повредив RTO или не приведя к превышению допустимых выбросов в дымовые трубы.
Этап 1: Промывка водой (до RTO)
Некоторые цеха фармацевтического предприятия выделяют отходящие газы, содержащие кислотообразующие газы (HCl из процессов хлорирования) и водорастворимые органические вещества. Поскольку все потоки отработанных газов из цехов объединяются в единый коллектор перед термическим оксидом железа (RTO), кислые газы и водорастворимые органические вещества, поступающие из некоторых цехов, могут попадать в RTO и вызывать коррозию камеры сгорания и отложение на керамических слоях. Предварительная промывка водой удаляет эти компоненты путем водопоглощения, защищая RTO от химического воздействия и засорения керамического слоя. Промывка водой также служит этапом охлаждения, снижая температуру газа и содержание влаги перед входом в RTO. Башня для промывки водой работает в циркуляционном контуре; загрязненная промывочная вода обрабатывается как фармацевтические сточные воды и утилизируется через систему очистки сточных вод предприятия.
Этап 2: Трехслойный реактор с термическим окислением (окисление летучих органических соединений при температуре ≥800 °C)
Предварительно промытый газ поступает в трехкамерный реактор термического окисления (RTO). RTO предназначен для фармацевтической промышленности и имеет температуру в камере сгорания ≥800°C (выше стандартных 760°C для не содержащих галогенов летучих органических соединений), что обеспечивает полное окисление хлорированных растворителей, для которых требуются более высокие энергетические затраты, чем для стандартных углеводородов. Ключевые параметры RTO: расход 120 000 м³/ч; температура на входе ≤60°C; эффективность разложения >99%; эффективность термического восстановления >95%; время пребывания >1,2 с; температура окисления >800°C; мощность камеры сгорания 2×1,8 млн ккал/ч; природный газ при холодном пуске (3 ч) 422 м³/ч; при работе на холостом ходу 260 м³/ч; расход при холодном пуске 120 м³; перепад давления в системе <3000 Па; вес оборудования 280 т; габариты 47×20 м.
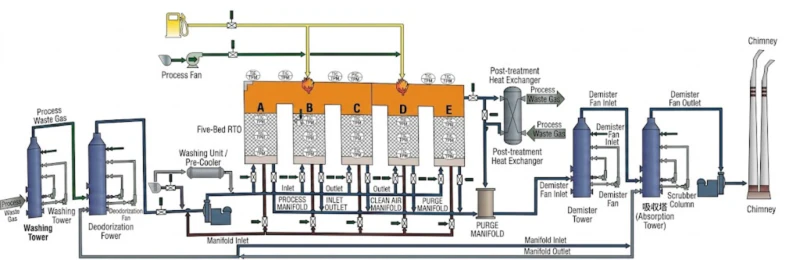
Этап 3: Промывка щелочью (удаление соляной кислоты после обработки RTO)
После обработки в реакторе с обратным ионообменом (RTO) обработанный газ содержит HCl, образующийся в результате термического окисления галогенированных растворителей (дихлорметан + O₂ → CO₂ + H₂O + 2HCl). На стадии щелочной промывки этот HCl поглощается раствором гидроксида натрия (NaOH), который затем превращается в хлорид натрия в промывочной воде. Щелочная промывка имеет решающее значение: если HCl не будет удален, это вызовет сильную коррозию всего оборудования, расположенного ниже по потоку (включая дымовую трубу), приведет к выбросам кислых газов из дымовой трубы и к нарушению требований разрешений на сброс кислых газов. Контур щелочной промывки должен поддерживать адекватную концентрацию NaOH и быть спроектирован с использованием коррозионностойких материалов.
Этап 4: Кислотная промывка (удаление следов аммиака)
В некоторых технологических потоках фармацевтической промышленности содержатся аммиак или соединения, содержащие амины. После окисления в реакторе с реактивным оксидом углерода (RTO) в обработанном газе образуются оксиды азота и остаточные соединения аммиака. Стадия кислотной промывки (с использованием разбавленной серной или фосфорной кислоты) удаляет любые остаточные основные соединения (включая амины), которые могут вызывать жалобы на запах или приводить к превышению допустимых концентраций в дымовой трубе. Эта стадия также обеспечивает окончательную корректировку pH перед сбросом, гарантируя, что обработанный газ соответствует требованиям нейтрального сброса.
Этап 5: Использование отработанного тепла в чиллере на основе бромида лития.
Горячий газ, выходящий из реактора с термической обработкой (до щелочной промывки), содержит значительное количество тепловой энергии. Теплообменник с рекуперацией отработанного тепла извлекает это тепло для генерации горячей воды или пара, которые приводят в действие абсорбционный чиллер на основе бромида лития, обеспечивая охлажденной водой систему кондиционирования воздуха предприятия. Ежегодная экономия энергии за счет использования отработанного тепла составляет приблизительно 1,72 миллиона юаней в год — что представляет собой значительную компенсацию ежегодных эксплуатационных расходов в размере 3,385 миллиона юаней в год (до учета компенсации за отработанное тепло). Рекуперация отработанного тепла превращает реактор с термической обработкой из чистого центра затрат на соблюдение нормативных требований в актив управления энергопотреблением предприятия.
Фармацевтические семинары
~2000 мг ЛОС
Стирать
HCl + H₂O
≥800°C
>99% ЛОС
Восстановление
чиллер LiBr
Стирать
удаление HCl
Стирать
NH₃ / амины
Куча
12 мг ЛОС
⭐ В этом проекте используется новое оборудование. Пятиступенчатая технологическая цепочка обязательна для галогенированных фармацевтических летучих органических соединений; ни одна ступень не может быть пропущена.
Основные параметры оборудования
| Элемент | Спецификация |
|---|---|
| Технологический процесс RTO | 120 000 м³/ч; температура на входе ≤60°C; температура окисления >800°C; площадь основания 47×20 м |
| Поклонник РТО | 280 кВт основной; 110 кВт резервный; 110 кВт аварийный; 18,5 кВт продувочный |
| вентилятор зажигания РТО | 30 кВт |
| Циркуляционные насосы распылительной башни | 22×6 кВт |
| Прочее оборудование | 5 кВт |
| Общая установленная мощность | 685,5 кВт (фактическая мощность в рабочем режиме: 484 кВт) |
| Природный газ (холодный запуск, 3 ч) | 422 м³/ч; 120 м³ за один холодный пуск |
| Природный газ (работа в режиме холостого хода) | 260 м³/ч |
| Природный газ (в обычном режиме работы) | 0 м³/ч (полностью автотермический режим при достаточной нагрузке ЛОС) |
| Сжатый воздух (пневматические клапаны) | 80 м³/ч (P: 0,4–0,7 МПа) |
| Годовое количество рабочих часов | 8400 ч/год |
| Совокупные годовые операционные расходы | 3,385 млн юаней в год (до вычета налогов на отработанное тепло) |
| Ежегодная экономия на отработанном тепле | 1,72 миллиона юаней в год (охлаждение с помощью чиллеров на основе LiBr) |
04 — Основные преимущества
Почему эта пятиступенчатая архитектура является единственным жизнеспособным решением для снижения содержания галогенированных летучих органических соединений в фармацевтической промышленности?
- ✓
Предварительная промывка водой перед использованием RTO является обязательной для фармацевтических применений с несколькими цехами — без нее RTO выйдет из строя в течение нескольких месяцев: В фармацевтическом производстве одновременно образуются кислые газы (HCl от стадий хлорирования), водорастворимые органические соединения (ДМФ, метанол, ДМСО) и различные смеси из разных синтетических процессов. Если эти вещества попадают в керамический слой RTO без предварительной обработки, водорастворимые органические соединения откладываются в керамических каналах и блокируют поток газа, кислые газы вызывают коррозию футеровки камеры сгорания HCl в месте контакта высокотемпературного HCl с огнеупорными поверхностями, а тепловые характеристики керамического слоя ухудшаются. Предварительная промывка водой перед RTO удаляет эти проблемные компоненты до того, как они попадут в RTO, защищая оборудование от преждевременного выхода из строя. Этот этап предварительной обработки специфичен для фармацевтической промышленности и не требуется в полиграфической или химической промышленности, где отходящие газы не содержат водорастворимых органических соединений и кислых газов. - ✓
После обработки RTO необходима едкая промывка для HCl, образующегося в результате окисления галогенированных растворителей: Дихлорметан (ДХМ) и другие хлорированные растворители, используемые в фармацевтическом синтезе, полностью окисляются в реакторе с термической обработкой (РТО) при температуре ≥800 °C до CO₂, H₂O и HCl. Образующийся при 800 °C в камере сгорания HCl вызывает коррозию всего последующего оборудования, если его не удалить перед сбросом. После РТО проводится щелочная промывка (скрубберная башня с NaOH), которая улавливает HCl, превращая его в хлорид натрия в промывочном растворе. Без щелочной промывки HCl в течение нескольких недель вызывал бы коррозию теплообменника, футеровки дымовой трубы и приборов; образование видимого кислотного шлейфа на дымовой трубе, видимого для регулирующих органов и соседей; и превышение допустимых норм выбросов кислых газов. Это единственный жизнеспособный подход для любого применения РТО, обрабатывающего потоки галогенированных летучих органических соединений. - ✓
Полностью автотермический режим работы означает, что затраты на природный газ в часы производства практически равны нулю: При концентрации ЛОС в технологическом газе 2000 мг/Нм³ экзотермического тепла от окисления ЛОС в камере сгорания RTO достаточно для поддержания рабочей температуры 800°C без дополнительного природного газа. Нормальный расход природного газа составляет 0 м³/ч — система полностью автотермическая в течение производственных часов. Документированные годовые затраты на природный газ в размере 5116 1000 юаней относятся к периодам холодного запуска (422 м³/ч в течение 3 часов на запуск) и простоям (260 м³/ч, когда газ, содержащий ЛОС, отсутствует). Эффективность рекуперации тепла >951 ТТ3Т системы с керамическим теплоаккумулятором делает возможным автотермический режим работы при концентрации 2000 мг/Нм³. - ✓
Использование отработанного тепла в чиллере на основе бромида лития позволяет извлекать 1,72 миллиона юаней в год — 511 тонн 3 тонны от общих годовых эксплуатационных расходов: Горячий отходящий газ в системе RTO содержит высококачественную тепловую энергию, которая в противном случае была бы выброшена в атмосферу. Система рекуперации отработанного тепла извлекает эту энергию для привода абсорбционного чиллера на основе бромида лития, обеспечивая охлажденной водой систему кондиционирования воздуха предприятия. Ежегодная экономия в размере 1,72 млн юаней/год составляет приблизительно 511 тыс. тонн из 3,385 млн юаней/год общих эксплуатационных расходов, что коренным образом меняет экономику системы RTO: от чисто нормативных затрат к чистой стоимости, значительно меньшей, чем можно было бы предположить, исходя из исходных данных. Для фармацевтических предприятий в регионах с теплым климатом, где кондиционирование воздуха является основной статьей расходов, система рекуперации отработанного тепла в чиллер на основе бромида лития является наиболее выгодным дополнительным вложением, которое можно сделать наряду с установкой RTO.
05 — Результаты оперативной деятельности
Сводка подтвержденных показателей эффективности и годовых затрат

Распределение годовых эксплуатационных расходов (8400 часов работы): электроэнергия при фактической мощности 484 кВт (0,8 юаня/кВт·ч) — приблизительно 325 000 юаней; природный газ для холодного запуска — 1279 м³/ч эквивалента (4 юаня/м³) — приблизительно 5116 юаней за запуск; природный газ в нормальном режиме работы — 0 м³/ч; сжатый воздух — 80 м³/ч (16 юаней/ч) — приблизительно 134 000 юаней; итого — приблизительно 338,5 000 юаней в год. После вычета кредита в размере 172 000 юаней на утилизацию отработанного тепла, чистые годовые эксплуатационные расходы составляют приблизительно 166,5 000 юаней — что представляет собой отличную экономическую эффективность для фармацевтической системы снижения выбросов летучих органических соединений производительностью 120 000 Нм³/ч с эффективностью уничтожения >99%.
06 — Меры предосторожности при внедрении
Важные инженерные уроки для применения галогенированных летучих органических соединений в системах RTO в фармацевтической промышленности
- 🚫
Обязательным является мониторинг НПВ на коллекторе сбора: при достижении концентрации ЛОС 251Т3Т НПВ система должна активировать аварийный байпас и защитное отключение. Коллектор сбора отходящих газов фармацевтической промышленности принимает потоки одновременно из нескольких цехов. Если разлив растворителя или нарушение технологического процесса в каком-либо отдельном цехе приведет к выбросу высококонцентрированного летучего органического соединения в коллектор, нижний предел взрываемости (НПВ) может быть превышен до того, как операторы узнают о происшествии. Коллектор должен быть оборудован системой непрерывного мониторинга НПВ. Когда концентрация достигает 25% НПВ, система управления должна: активировать аварийный обходной путь (отводя газ в аварийную трубу и атмосферу, а не в реактор с обратным потоком), изолировать затронутое соединение цеха и немедленно оповестить операторов. Аварийный вентилятор реактора с обратным потоком должны регулярно проверяться, чтобы убедиться в их работоспособности при необходимости. - ⚠️
Чрезвычайно изменчивый состав отходящих газов и значительные колебания концентрации летучих органических соединений требуют адаптивного регулирования температуры системы: В фармацевтическом производстве, включающем несколько продуктов, состав и концентрация летучих органических соединений (ЛОС) могут значительно меняться от партии к партии. Когда потоки с высокой концентрацией ЛОС поступают в реактор с термическим охлаждением (РТО) одновременно из нескольких цехов, экзотермическое выделение тепла может существенно повысить температуру в камере сгорания выше целевого значения в 800 °C. Система управления температурой DCS должна реагировать, уменьшая или отключая горелку и увеличивая поток охлаждающего вентилятора, чтобы поддерживать температуру в камере сгорания в пределах проектного диапазона. Если температура превышает проектный максимум, керамический слой огнеупора может быть поврежден. И наоборот, когда во всех цехах низкая концентрация ЛОС, дополнительная горелка должна автоматически включаться для поддержания минимальной температуры в 800 °C. Оба направления управления температурой должны быть протестированы и подтверждены в процессе ввода в эксплуатацию. - ⚠️
Коррозионная активность газосборного коллектора требует использования нержавеющей стали по всей конструкции и футеровки из стекловолокна на всех поверхностях, контактирующих с коррозионно-активными технологическими потоками: Все коллекторы сбора газов в фармацевтических цехах должны быть изготовлены из коррозионностойкой нержавеющей стали; все поверхности, непосредственно контактирующие с газовыми потоками, должны иметь эпоксидное покрытие из стекловолокна. Это относится ко всему: от индивидуального вытяжного патрубка цеха через общий коллектор до входа в промывочную башню. Стандартные оцинкованные воздуховоды из углеродистой стали, которые подходят для сбора летучих органических соединений в полиграфической или химической промышленности, в фармацевтической отрасли, использующей растворители, генерирующие HCl, и технологические потоки, содержащие амины, в течение нескольких месяцев выйдут из строя из-за коррозии. - ⚠️
Необходимо активно контролировать и поддерживать концентрацию щелочного раствора NaOH при промывке — наиболее распространенным нарушением соответствия нормативным требованиям после ввода в эксплуатацию является прорыв HCl: Башня для щелочной промывки удаляет HCl из газа после обработки RTO путем реакции с NaOH. По мере расхода NaOH щелочность промывочного раствора снижается. Если концентрация NaOH падает ниже минимального эффективного уровня до добавления свежего NaOH, начинается прорыв HCl, вызывающий выброс кислых газов в дымовую трубу и быструю коррозию оборудования, расположенного ниже по потоку. Необходимо внедрить непрерывный мониторинг pH в контуре рециркуляции щелочной промывки с автоматическим дозированием NaOH, активируемым при падении pH ниже целевого уровня. Резервуар для хранения NaOH должен иметь достаточную емкость для работы не менее 72 часов при максимальной нагрузке HCl без дозаправки, чтобы предотвратить перебои в поставках от поставщиков. - ⚠️
Перед началом производства любой новый метод фармацевтического синтеза или растворитель должны быть оценены на совместимость с пятиступенчатой цепочкой RTO: Пятиступенчатая технологическая цепочка была разработана с учетом специфического профиля растворителей на данном предприятии на момент проектирования. Если производственная группа внедряет новый способ синтеза с использованием другого растворителя — особенно если новый растворитель содержит элемент, ранее отсутствовавший (например, фтор, сера, бром или фосфор) — система RTO и система очистки могут быть не рассчитаны на работу с новыми продуктами сгорания. Фторсодержащие растворители при окислении генерируют HF, что требует иной схемы щелочной промывки, чем HCl из хлорированных растворителей. Серосодержащие растворители генерируют SO₂/SO₃, что требует отдельной стадии десульфуризации дымовых газов. Перед внедрением любого нового растворителя в систему сбора необходимо провести формальный анализ изменений.
07 — Основные выводы из инженерной практики
Четыре урока, извлеченные из этого проекта по снижению содержания летучих органических соединений в фармацевтической промышленности.
- 1
Снижение содержания летучих органических соединений в фармацевтической промышленности — это не проблема, решаемая одной технологией: пятиступенчатая цепочка представляет собой минимально жизнеспособную архитектуру для галогенированных многокомпонентных фармацевтических отходящих газов. Каждый этап выполняет определенную функцию, которую не может обеспечить ни один другой этап: промывка водой удаляет водорастворимые органические вещества и кислые газы из входящего потока; трехступенчатая термическая обработка с окислительной деградацией разрушает летучие органические соединения при концентрации ≥991 TP3T; рекуперация отработанного тепла создает экономическую ценность; щелочная промывка удаляет HCl из выходного потока; кислотная промывка удаляет основные соединения из выходного потока. Исключение любого из этапов либо повреждает термическую обработку с окислительной деградацией (исключение промывки водой), либо приводит к несоответствию требованиям безопасности дымовых газов (исключение щелочной промывки), либо снижает экономическую эффективность (исключение рекуперации отработанного тепла). Инженеры, разрабатывающие термические обработки с окислительной деградацией для фармацевтических применений и предлагающие одноступенчатую систему без предварительной и последующей обработки, предлагают неполную и ненадежную систему. - 2
При концентрации летучих органических соединений 2000 мг/Нм³ и коэффициенте теплопередачи >95% установка RTO работает в полностью автотермическом режиме в нормальных производственных условиях — природный газ требуется только для холодных запусков и периодов простоя. Это оказывает кардинальное влияние на экономику эксплуатации. Установка с 8400 часами работы в год, обеспечивающая полностью автотермический режим работы в производственные часы, будет иметь практически нулевые затраты на природный газ в это время. Все затраты в размере 5116 юаней за каждый холодный запуск и период простоя компенсируются за счет планирования производства таким образом, чтобы минимизировать холодные запуски и периоды простоя. Утилизация отработанного тепла дополнительно преобразует высококачественную тепловую энергию от автотермической установки RTO в приносящий доход источник охлаждения. Чистые эксплуатационные расходы после учета отработанного тепла составляют приблизительно 501 тонну на 3 тонны от валовых эксплуатационных расходов — убедительное экономическое обоснование, которое делает коммерчески выгодным сокращение выбросов летучих органических соединений в фармацевтической отрасли на сумму более 991 тонны на 3 тонны даже для малых и средних фармацевтических предприятий. - 3
Температура сгорания RTO 800°C является обязательной для применения с галогенированными растворителями — 760°C недостаточно для полного уничтожения хлорированных летучих органических соединений. Стандартные технические условия RTO для обработки не содержащих галогенов летучих органических соединений (ЛОС) предусматривают температуру сгорания 760 °C, что достаточно для сложных эфиров, спиртов и углеводородов. Хлорированные растворители (дихлорметан, хлороформ, трихлорэтилен) имеют более высокую энергию активации термического окисления и требуют температуры не менее 800 °C для достижения степени разложения >99,9%. Если стандартная температура RTO 760 °C применяется к отходящим газам фармацевтической промышленности, содержащим хлорированные растворители, эффективность разложения хлорированной фракции будет ниже целевого значения 99%, что приведет к превышению допустимых концентраций НМУК на выходе. Разница температур в 40 °C требует, чтобы огнеупорный материал камеры сгорания мог выдерживать 800 °C непрерывно без термической усталости, что может отличаться от стандарта 760 °C. - 4
Использование отработанного тепла для охлаждения с применением бромида лития является наиболее выгодным дополнительным вложением в установку RTO для фармацевтической промышленности — экономия составляет 1,72 миллиона юаней в год при общей стоимости системы в 3,385 миллиона юаней в год. Окупаемость инвестиций в рекуперацию отработанного тепла обычно составляет 1–2 года. Любое исследование перспективных проектов в фармацевтической отрасли, не включающее оценку возможности рекуперации отработанного тепла, упускает из виду важную экономическую возможность. Ключевой вопрос проектирования: какая тепловая нагрузка доступна на предприятии для охлаждения или обогрева? В условиях фармацевтического производства, где кондиционирование воздуха является значительной статьей расходов (фармацевтические зоны, соответствующие требованиям GMP, требуют точного контроля температуры и влажности), применение абсорбционных чиллеров, как правило, обеспечивает наилучшую экономическую отдачу от инвестиций в рекуперацию отработанного тепла.
08 — Часто задаваемые вопросы
Обработка летучих органических соединений в фармацевтической промышленности: ответы на десять вопросов.
Вопросы от специалистов по экологическому лицензированию, инженеров-технологов и групп по охране труда и окружающей среды на предприятиях по производству фармацевтических активных фармацевтических субстанций и готовых лекарственных форм, планирующих внедрение систем снижения выбросов летучих органических соединений в соответствии с требованиями Директивы ЕС о экологическом регулировании / Постановления Нидерландов о деятельности.
Готовы достичь показателя >99% по уничтожению летучих органических соединений в фармацевтической промышленности?
Ознакомьтесь с полным спектром решений для регенеративного термического окисления.
От трехслойные регенеративные термические окислители От снижения содержания галогенированных летучих органических соединений в фармацевтической промышленности до полного спектра решений по контролю промышленных выбросов, наша инженерная команда поставляет системы, соответствующие требованиям ЕС IED, с пятиступенчатой технологической цепочкой, необходимой для этого сложного применения.





















