Casestudie · VOC-reduksjon
Hvordan en global produsent av farmasøytiske API-er og mellomprodukter behandlet 120 000 Nm³/t med svært variabel, halogenert, sur farmasøytisk produksjonsavgass til 99,4% VOC-destruksjonseffektivitet – ved hjelp av en femtrinns vannvask + tre-sjikts RTO + kaustisk vask + syrevask-prosesskjede spesielt konstruert for den korrosive, svært variable sammensetningen av flerprodukts farmasøytisk synteseeksos, med spillvarmegjenvinning som driver litiumbromidkjøling for klimaanlegget på anlegget.
Tre-sengs RTO
Halogenert VOC-behandling
Gjenvinning av spillvarme
Flerproduktsyntese
01 — Bransjebakgrunn
VOC for farmasøytisk produksjon: Den mest kjemisk komplekse utfordringen innen industriell utslippskontroll
Farmasøytisk kjemikalieproduksjon genererer noen av de mest komplekse og utfordrende VOC-utslippsprofilene i industriell produksjon. I motsetning til trykkeri- eller belegningsindustrien, der løsemidler i stor grad er begrenset til estere, alkoholer og hydrokarboner, bruker farmasøytisk syntese et mye bredere spekter av løsemidler – inkludert halogenerte løsemidler (diklormetan, kloroform, karbontetraklorid), høypolare løsemidler (DMF, DMSO, NMP), ketoner, eterløsemidler og syreholdige strømmer – ofte samtidig og i varierende kombinasjoner etter hvert som produksjonen bytter mellom API-synteseruter.
Det regulatoriske presset på utslipp av flyktige organiske forbindelser (VOC) fra farmasøytiske produkter i EU er blant de strengeste for noen industrisektor. Farmasøytiske anlegg er underlagt EUs IED 2010/75/EU-grenseverdier for flyktige organiske forbindelser (VOC), spesifikke BAT-konklusjoner for farmasøytisk produksjon i EU og nederlandske tillatelsesvilkår som gjenspeiler nærheten mellom mange farmasøytiske anlegg og boligområder. Den doble utfordringen med svært komplekse, raskt skiftende løsemiddelprofiler kombinert med usedvanlig strenge utslippsgrenser gjør reduksjon av flyktige organiske forbindelser fra farmasøytiske produkter til en av de mest teknisk krevende bruksområdene for RTO-teknologi.
Bedriften i denne casestudien er et globalt selskap for produksjon av farmasøytiske API-er og mellomprodukter, med 5 industriparker og 14 datterselskaper. Hovedvirksomheten omfatter farmasøytiske råvarer, medisinske preparater, medisinske mellomprodukter og e-handel på tvers av fire forretningssektorer. Nøkkelproduktene inkluderer smertestillende og beroligende aktive farmasøytiske ingredienser med betydelig global markedsandel. Anlegget produserer over 400 millioner enheter faste doseringsformer, injeksjoner i store volum og injeksjoner i små volum årlig, og opprettholder langsiktige strategiske partnerskap med over 200 multinasjonale farmasøytiske selskaper, inkludert Roche, Bayer og Pfizer.

«Avgass fra farmasøytisk syntese inneholder vannløselige organiske stoffer, syregasskomponenter og halogenerte løsningsmidler samtidig – der hvert enkelt verksted bidrar med en annen blanding avhengig av hvilket syntesetrinn som kjører den dagen. Den kritiske designinnsikten er at RTO-en må beskyttes mot både de vannløselige komponentene (som ville avsettes i de keramiske sjiktene) og HCl som genereres fra oksidasjon av halogenerte løsningsmidler (som ville forårsake alvorlig syrekorrosjon nedstrøms). Fem-trinns forbehandlings- og etterbehandlingskjeden rundt RTO-en er ikke perifer for designet – det er det som gjør farmasøytisk RTO-applikasjon levedyktig.»
— Teknisk sammendrag av ingeniørfag, VOC-behandlingsprosjekt for farmasøytisk industri
02 — Forurensningsprofil
Farmasøytisk avgass: Ekstrem variasjon, halogenerte løsemidler, sure gasser og ingen aromatiske stoffer av benzenklassen
Avgassen kommer fra flere produksjonsverksteder på tvers av det farmasøytiske anlegget – reaktorventilering, tørkeravtrekk, løsemiddelgjenvinning og ventilasjon av pakkeområdet. Hvert verksted bidrar med en ulik VOC-blanding avhengig av hvilket API eller mellomprodukt som syntetiseres den dagen. Den kombinerte gassen fra alle kilder når 120 000 Nm³/t (133 186 Nm³/t ved prosessforhold på 30 °C). Vifteeffekten er 250 kW med 5000 Pa trykk; hovedkanaldiameter φ1700 mm.
VOC-profilen har flere viktige egenskaper som skiller den fra avgasser fra trykkeri- eller kjemisk industri:
- Ingen aromatiske stoffer av benzenklassen: I motsetning til avgass fra trykkeri- eller malingsindustrien inneholder farmasøytiske synteseløsningsmidler i hovedsak ikke benzen, toluen eller xylen. De primære løsningsmidlene er metanol, etylacetat, etanol, isopropanol, aceton, etyleter, DMF, diklormetan og dimetylsulfoksid.
- Halogenerte løsemidler tilstede: Diklormetan og andre klorerte løsemidler brukes i farmasøytisk syntese. Når disse oksideres i RTO-en ved 800 °C, genererer de HCl som et forbrenningsprodukt. Denne HCl-en må fanges opp i et kaustisk vasketrinn nedstrøms for RTO-en før den behandlede gassen kan slippes ut. Hvis HCl ikke fjernes, vil den korrodere alt nedstrøms utstyr og skorsteinen.
- Vannløselige organiske stoffer og syreformende forbindelser som finnes: Noen farmasøytiske prosessstrømmer inneholder vannløselige organiske stoffer (DMF, DMSO, metanol) og syreholdig gass (HCl fra kloreringstrinn på individuelle verksteder). Disse må fjernes i et vannvasktrinn før RTO-en, fordi vannløselige organiske stoffer vil avsettes i RTO-ens keramiske sjikt og forårsake blokkering og ytelsesforringelse, og sure gasser som føres inn i RTO-en vil forårsake korrosjon av forbrenningskammerets foring og varmeveksleroverflatene.
- Svært variabel konsentrasjon og sammensetning: Farmasøytisk produksjon av flere produkter betyr at VOC-arter og -konsentrasjon kan endres daglig eller til og med skift for skift etter hvert som produksjonsplanene endres. RTO-en må opprettholde en destruksjonseffektivitet på >99% på tvers av denne variasjonen. Total NMHC er omtrent 2000 mg/Nm³ som designbasiskonsentrasjon.
- Etsende avgass som krever korrosjonsbestandige materialer gjennomgående: Alle gassoppsamlingsmanifolder og utstyr som er i kontakt med farmasøytisk prosessgass, må være konstruert av korrosjonsbestandig rustfritt stål, med glassfiberflakforing på alle overflater som er i kontakt med etsende gasser.
| Parameter | Innledende konsentrasjon | Faktisk uttak | EU IED-grense |
|---|---|---|---|
| NMHC (totalt VOC) | 2000 mg/Nm³ | 12 mg/Nm³ | IED ≤20 mg/Nm³ |
| Benzen | Ikke til stede | — | IED ≤1 mg/Nm³ |
| Toluen | Ikke til stede | — | IED ≤3 mg/Nm³ |
| Xylen | Ikke til stede | — | IED ≤12 mg/Nm³ |
| Fuktighet (fuktighet) | 40% (høy) | — | — |
| Standard gassvolum | 120 000 Nm³/t | — | — |
| Prosessgassvolum | 133 186 Nm³/t ved 30 °C | — | — |
| Årlig VOC-reduksjon | ~4 086 tonn/år | Verifisert | — |
03 — Behandlingsløsning
Fem-trinns kjede: Vannvask → Tre-sengs RTO → Kaustisk vask → Syrevask → Varmegjenvinning av spill
Den femtrinns prosesskjeden ble utformet rundt de to farmasøytiske avgassegenskapene som gjør enkel RTO alene utilstrekkelig: tilstedeværelsen av vannløselige organiske stoffer og sure gasser som krever forbehandling før RTO, og generering av HCl fra halogenert løsemiddeloksidasjon som krever etterbehandling etter RTO. Hvert trinn er nødvendig; ingen kan utelates uten å enten skade RTO eller forårsake overskridelser av skorsteinsutslipp.
Trinn 1: Vannvask (før RTO)
Noen verksteder ved farmasøytiske anlegg genererer avgass som inneholder syreformende gasser (HCl fra kloreringsprosessen) og vannløselige organiske stoffer. Fordi alle eksosstrømmer fra verkstedet kombineres i ett oppsamlingsmanifold før RTO-en, vil sure gasser og vannløselige organiske stoffer som føres inn fra visse verksteder, komme inn i RTO-en og forårsake korrosjon av forbrenningskammeret og avsetning i de keramiske sjiktene. Vannvasketrinnet før RTO-en fjerner disse komponentene ved vannabsorpsjon, noe som beskytter RTO-en mot kjemiske angrep og blokkering av det keramiske sjiktet. Vannvasketrinnet fungerer også som et bråkjølingstrinn, som reduserer gasstemperatur og fuktighetsinnhold før RTO-innløpet. Vannvasktårnet opererer på en sirkulerende vannsløyfe; det forurensede vaskevannet behandles som farmasøytisk avløpsvann og kastes gjennom anleggets avløpsrensesystem.
Trinn 2: Trelags RTO (VOC-oksidasjon ved ≥800 °C)
Den forvaskede gassen går inn i den trelags RTO-en. RTO-en er spesifisert for farmasøytiske applikasjoner med ≥800 °C forbrenningskammertemperatur (høyere enn standard 760 °C for ikke-halogenerte VOC-applikasjoner) for å sikre fullstendig oksidasjon av de klorerte løsningsmidlene, som har høyere aktiveringsenergikrav enn standard hydrokarboner. Viktige RTO-parametere: prosesseringsstrøm 120 000 m³/t; innløpstemperatur ≤60 °C; destruksjonseffektivitet >99%; termisk gjenvinningseffektivitet >95%; oppholdstid >1,2 s; oksidasjonstemperatur >800 °C; forbrenningskapasitet 2 × 1,8 millioner kcal/t; naturgass ved kaldstart (3 t) 422 m³/t; ved tomgang 260 m³/t; kaldstartforbruk 120 m³; systemtrykkfall <3000 Pa; utstyrsvekt 280 t; fotavtrykk 47 × 20 m.
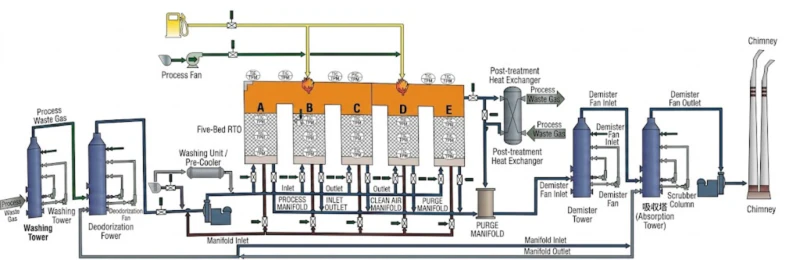
Trinn 3: Kaustisk vask (fjerning av HCl etter RTO)
Etter RTO-en inneholder den behandlede gassen HCl generert ved termisk oksidasjon av de halogenerte løsningsmidlene (diklormetan + O₂ → CO₂ + H₂O + 2HCl). Det kaustiske vasketrinnet absorberer denne HCl-en ved hjelp av natriumhydroksid (NaOH)-løsning, og omdanner den til natriumklorid i vaskevannet. Den kaustiske vasken er kritisk: hvis HCl ikke fjernes, vil det forårsake alvorlig korrosjon av alt nedstrøms utstyr (inkludert skorsteinen), skape sure utslipp av røykrør ved skorsteinen og føre til manglende samsvar med tillatelser for utslipp av sur gass. Det kaustiske vaskesløyfen må opprettholde en tilstrekkelig NaOH-konsentrasjon og være utformet med korrosjonsbestandige materialer overalt.
Trinn 4: Syrevask (fjerning av ammoniakkslam)
Noen farmasøytiske prosessstrømmer inneholder ammoniakk eller aminholdige forbindelser. Etter RTO-oksidasjonen genererer disse nitrogenoksider og gjenværende ammoniakkarter i den behandlede gassen. Syrevasketrinnet (ved bruk av fortynnet svovelsyre eller fosforsyre) fanger opp eventuelle gjenværende basiske forbindelser (inkludert aminer) som kan forårsake luktklager eller tillate overskridelser i skorsteinen. Dette trinnet gir også en endelig pH-justering før utslipp, slik at den behandlede gassen oppfyller kravet til nøytral utslipp.
Trinn 5: Gjenvinning av spillvarme til litiumbromidkjøler
Den varme utløpsgassen fra RTO-en (før den kaustiske vaskingen) bærer betydelig termisk energi. En varmeveksler for gjenvinning av spillvarme utvinner denne varmen for å generere varmtvann eller damp som driver en litiumbromidabsorpsjonskjøler, som forsyner anleggets klimaanlegg med kaldt vann. Den årlige energibesparelsen fra denne utnyttelsen av spillvarme er omtrent 1,72 millioner RMB/år – noe som representerer en betydelig motregning av de årlige driftskostnadene på 3,385 millioner RMB/år (før spillvarmekreditt). Denne gjenvinningen av spillvarme forvandler RTO-en fra et rent kostnadssenter for samsvar til et energistyringsmiddel for anlegget.
Farmasøytiske workshops
~2000 mg flyktige organiske forbindelser
Vaske
HCl + H₂O
≥800°C
>99% VOC
Bedring
LiBr-kjøler
Vaske
HCl-fjerning
Vaske
NH₃ / aminer
Stable
12 mg flyktige organiske forbindelser
⭐ Nytt utstyr i dette prosjektet. 5-trinnskjeden er obligatorisk for halogenerte farmasøytiske VOC-er; ingen trinn kan utelates.
Viktige utstyrsparametere
| Punkt | Spesifikasjon |
|---|---|
| RTO-prosesseringsflyt | 120 000 m³/t; innløpstemperatur ≤60 °C; oksidasjon >800 °C; 47 × 20 m fotavtrykk |
| RTO-vifte | 280 kW hovedstrøm; 110 kW sekundærstrøm; 110 kW nødstrøm; 18,5 kW rensing |
| RTO-tenningsvifte | 30 kW |
| Sirkulasjonspumper for sprøytetårn | 22×6 kW |
| Annet utstyr | 5 kW |
| Total installert effekt | 685,5 kW (faktisk drift: 484 kW) |
| Naturgass (kaldstart, 3 timer) | 422 m³/t; 120 m³ per kaldstarthendelse |
| Naturgass (tomgangsdrift) | 260 m³/t |
| Naturgass (normal drift) | 0 m³/t (fullstendig autotermisk når VOC-belastningen er tilstrekkelig) |
| Trykkluft (pneumatiske ventiler) | 80 m³/t (P: 0,4–0,7 MPa) |
| Årlige driftstimer | 8 400 t/år |
| Årlige totale driftskostnader | 3,385 millioner RMB/år (før spillvarmekreditt) |
| Årlig besparelse på spillvarme | 1,72 millioner RMB/år (LiBr-kjølerkjøling) |
04 — Kjernefordeler
Hvorfor denne femtrinnsarkitekturen er den eneste levedyktige løsningen for reduksjon av halogenerte VOC-er i farmasøytiske systemer
- ✓
Vannvask før RTO er obligatorisk for farmasøytiske applikasjoner med flere verksteder – uten det svikter RTO-en innen måneder: Farmasøytisk produksjon genererer sure gasser (HCl fra kloreringsprosessen), vannløselige organiske forbindelser (DMF, metanol, DMSO) og variable blandinger fra forskjellige synteseruter samtidig. Hvis disse når det keramiske RTO-sjiktet uten forbehandling, avsettes vannløselige organiske stoffer i de keramiske kanalene og blokkerer gasstrømmen. Sure gasser forårsaker HCl-korrosjon av forbrenningskammerforingen på det punktet der høytemperatur-HCl kommer i kontakt med ildfaste overflater, og det keramiske sjiktets termiske ytelse svekkes. Forvasken med vann før RTO fjerner disse problematiske komponentene før de kommer i kontakt med RTO-sjiktet, og beskytter utstyret mot for tidlig svikt. Dette forbehandlingstrinnet er spesifikt for farmasøytisk bruk og er ikke nødvendig i RTO-applikasjoner i trykkeri- eller kjemisk industri der avgassen er fri for vannløselige organiske stoffer og sure gasser. - ✓
Kaustisk vask etter RTO er obligatorisk for HCl generert fra oksidasjon av halogenerte løsemidler: Diklormetan (DCM) og andre klorerte løsemidler i farmasøytisk syntese oksideres fullstendig i RTO-en ved ≥800 °C til CO₂, H₂O og HCl. HCl-en som genereres ved 800 °C i forbrenningskammeret er etsende for alt nedstrøms utstyr hvis den ikke fjernes før utslipp. Den kaustiske vasken etter RTO (NaOH-skrubbetårn) fanger opp HCl-en og omdanner den til natriumklorid i vaskevæsken. Uten den kaustiske vasken ville HCl: korrodere den nedstrøms varmeveksleren, skorsteinsforingen og instrumentene i løpet av uker; lage synlig syresky ved skorsteinen synlig for regulatorer og naboer; og forårsake overskridelser av tillatelser for utslipp av sur gass. Dette er den eneste levedyktige tilnærmingen for enhver RTO-applikasjon som behandler halogenerte VOC-strømmer. - ✓
Helt autotermisk normal drift betyr at naturgasskostnaden er nær null i produksjonstiden: Ved en VOC-konsentrasjon på 2000 mg/Nm³ i prosessgassen er den eksoterme varmen fra VOC-oksidasjon i RTO-forbrenningskammeret tilstrekkelig til å opprettholde driftstemperaturen på 800 °C uten tilleggsgass. Normalt naturgassforbruk ved drift er 0 m³/t – systemet er fullstendig autotermisk i produksjonstimer. Den dokumenterte årlige naturgasskostnaden på 5116 titusen RMB er for kaldstart (422 m³/t i 3 timer per oppstart) og tomgangsperioder (260 m³/t når ingen VOC-holdig gass er tilgjengelig). Den termiske gjenvinningseffektiviteten på >95% til det keramiske varmelagringssystemet gjør denne autotermiske driften mulig ved konsentrasjonsnivået på 2000 mg/Nm³. - ✓
Spillvarmegjenvinning til litiumbromidkjøler gjenvinner 1,72 millioner RMB/år – 51% av totale årlige driftskostnader: Den varme utløpsgassen fra RTO-en fører med seg høyverdig termisk energi som ellers ville blitt avgitt til atmosfæren. Spillvarmegjenvinningssystemet utvinner denne energien for å drive en litiumbromid-absorpsjonskjøler, som forsyner anleggets klimaanlegg med kjølt vann. Den årlige besparelsen på 1,72 millioner RMB/år representerer omtrent 51% av de totale driftskostnadene på 3,385 millioner RMB/år, noe som fundamentalt endrer økonomien til RTO-en fra en ren samsvarskostnad til en nettokostnad betydelig lavere enn det de rådate tallene antyder. For farmasøytiske anlegg i varme klimaregioner der klimaanlegg er en stor anleggskostnad, er spillvarme til en litiumbromidkjøler den enkeltstående tilleggsinvesteringen med høyest avkastning som kan gjøres ved siden av en RTO-installasjon.
05 — Driftsresultater
Verifisert ytelse og årlig kostnadssammendrag

Årlig driftskostnadsfordeling (8400 driftstimer): elektrisitet ved 484 kW faktisk (0,8 RMB/kWh) omtrent 325 titusen RMB; naturgass for kaldstart 1279 m³/t ekvivalent (4 RMB/m³) omtrent 5116 RMB per start; normal drift naturgass 0 m³/t; trykkluft 80 m³/t (16 RMB/t) omtrent 134 titusen RMB; totalt omtrent 338,5 titusen RMB per år. Etter fradrag av 172 titusen RMB i spillvarmegjenvinning, er netto årlige driftskostnader omtrent 166,5 titusen RMB – noe som representerer utmerket kostnadsytelse for et farmasøytisk VOC-reduksjonssystem på 120 000 Nm³/t med en destruksjonseffektivitet på >99%.
06 — Implementeringsforholdsregler
Viktige ingeniørleksjoner for farmasøytiske halogenerte VOC RTO-applikasjoner
- 🚫
LEL-overvåking ved oppsamlingsmanifolden er obligatorisk – når VOC-konsentrasjonen når 25% LEL, må systemet aktivere nødbypass og sikkerhetsavstengning: Manifolden for oppsamling av farmasøytisk avgass mottar strømmer fra flere verksteder samtidig. Hvis et løsemiddelutslipp eller en prosessforstyrrelse på et enkelt verksted sender en VOC-røyk med høy konsentrasjon inn i manifolden, kan LEL brytes før operatørene er klar over hendelsen. Manifolden må være utstyrt med kontinuerlig LEL-overvåking. Når konsentrasjonen når 25% LEL, må kontrollsystemet: aktivere nødbypass-ruten (omdirigere gass til nødpipen og atmosfæren i stedet for RTO), isolere den berørte verkstedtilkoblingen og varsle operatører umiddelbart. RTO-nødviften og bypass-ruten må testes med jevne mellomrom for å sikre at de fungerer når det er nødvendig. - ⚠️
Svært variabel avgasssammensetning og høye fluktuasjoner i VOC-konsentrasjonen krever adaptiv systemtemperaturkontroll: Farmasøytisk flerproduktproduksjon betyr at VOC-sammensetningen og -konsentrasjonen kan endre seg betydelig mellom produksjonsbatcher. Når strømmer med høy VOC-konsentrasjon ankommer RTO fra flere verksteder samtidig, kan den eksoterme varmefrigjøringen heve temperaturen i forbrenningskammeret betydelig over målet på 800 °C. DCS-temperaturkontrollsystemet må reagere ved å redusere eller slå av brenneren og øke kjøleviftestrømmen for å holde forbrenningskammeret innenfor designtemperaturområdet. Hvis temperaturen overstiger designmaksimumet, kan det ildfaste keramiske sjiktet bli skadet. Omvendt, når alle verksteder har lav VOC-belastning, må den supplerende brenneren automatisk aktiveres for å opprettholde minimum 800 °C. Begge temperaturstyringsretningene må testes og valideres under igangkjøring. - ⚠️
Korrosjon i gassoppsamlingsmanifolden krever konstruksjon av rustfritt stål overalt og glassfiberflakforing på alle overflater som er i kontakt med de korrosive prosessstrømmene: Alle oppsamlingsmanifolder fra farmasøytiske verksteder må være konstruert av korrosjonsbestandig rustfritt stål; alle overflater i direkte kontakt med gassstrømmene må ha glassfiberflak-epoksybelegg påført. Dette gjelder fra den individuelle verkstedets avtrekkstilkobling gjennom den felles manifolden til vannvasktårnets innløp. Standard galvaniserte kanalsystemer i karbonstål som ville være tilstrekkelige for trykking eller kjemisk industri for VOC-oppsamling, vil svikte på grunn av korrosjon innen måneder i farmasøytiske applikasjoner som inneholder HCl-genererende løsemidler og aminholdige prosessstrømmer. - ⚠️
NaOH-konsentrasjonen i kaustisk vask må aktivt overvåkes og vedlikeholdes – HCl-gjennombrudd er den vanligste feiltilstanden etter igangkjøring: Det kaustiske vasketårnet fjerner HCl fra post-RTO-gassen ved å reagere med NaOH. Etter hvert som NaOH forbrukes, reduseres alkaliniteten til vaskevæsken. Hvis NaOH-konsentrasjonen faller under det minimale effektive nivået før fersk NaOH tilsettes, begynner HCl-gjennombrudd, noe som forårsaker utslipp av sur gass ved skorsteinen og rask korrosjon av nedstrøms utstyr. Implementer kontinuerlig pH-overvåking på resirkuleringssløyfen for den kaustiske vasken, med automatisk NaOH-dosering aktivert når pH-verdien faller under målnivået. NaOH-lagringstanken må ha tilstrekkelig kapasitet til minst 72 timers drift ved maksimal HCl-belastning uten påfylling, for å beskytte mot avbrudd i leverandørleveranser. - ⚠️
Enhver ny farmasøytisk synteserute eller løsemiddel må vurderes for kompatibilitet med femtrinns RTO-kjeden før produksjonen starter: Femtrinns prosesskjeden ble designet for den spesifikke løsemiddelprofilen ved dette anlegget på designtidspunktet. Hvis produksjonsteamet introduserer en ny synteserute med et annet løsemiddel – spesielt hvis det nye løsemiddelet inneholder et element som ikke tidligere har vært tilstede (f.eks. fluor, svovel, brom eller fosfor) – er det ikke sikkert at RTO- og skrubbesystemet er designet for å håndtere de nye forbrenningsproduktene. Fluorholdige løsemidler genererer HF ved oksidasjon, noe som krever en annen kaustisk vaskedesign enn HCl fra klorerte løsemidler. Svovelholdige løsemidler genererer SO₂/SO₃ som krever et separat FGD-trinn. En formell endringsstyringsgjennomgang må utføres før noe nytt løsemiddel introduseres i innsamlingssystemet.
07 — Ingeniørfaglige lærdommer
Fire lærdommer fra dette farmasøytiske VOC-reduksjonsprosjektet
- 1
Reduksjon av flyktige organiske forbindelser (VOC) i farmasøytiske stoffer er ikke et enkeltteknologisk problem – femtrinnskjeden er den minste levedyktige arkitekturen for halogenert farmasøytisk avgass fra flere produkter. Hvert trinn tjener en spesifikk funksjon som ikke kan oppfylles av noe annet trinn: vannvask fjerner vannløselige organiske stoffer og sure gasser fra innløpet; tre-sjikts RTO ødelegger flyktige organiske forbindelser ved ≥99%; spillvarmegjenvinning genererer økonomisk verdi; kaustisk vask fjerner HCl fra utløpet; syrevask fjerner basiske forbindelser fra utløpet. Å utelate et hvilket som helst trinn skader enten RTO (utelatelse av vannvask), forårsaker manglende samsvar med skorsteinen (utelatelse av kaustisk vask) eller reduserer økonomisk ytelse (utelatelse av spillvarmegjenvinning). Ingeniører som spesifiserer RTO for farmasøytiske applikasjoner men som foreslår en ett-trinns RTO uten forbehandlings- og etterbehandlingskjeden, foreslår et ufullstendig og upålitelig system. - 2
Ved en VOC-konsentrasjon på 2000 mg/Nm³ og en termisk gjenvinning på >95%, fungerer RTO-en helt autotermisk i normal produksjon – naturgass er kun nødvendig for kaldstarter og tomgangsperioder. Dette har en transformerende effekt på driftsøkonomien. En installasjon med 8400 driftstimer per år som oppnår full autotermisk drift i produksjonstiden, vil ha nesten null naturgasskostnader i løpet av disse timene. Alle de 5116 RMB per kaldstarthendelse og hvileperiode kan dekkes ved å planlegge produksjonen for å minimere kaldstarter og hvileperioder. Spillvarmegjenvinningen konverterer videre den høyverdige termiske energien fra den autotermiske RTO-en til en inntektsgenererende kjøleforsyning. Netto driftskostnad etter spillvarmekreditt er omtrent 50% av brutto driftskostnad – et overbevisende økonomisk argument som gjør >99% farmasøytisk VOC-reduksjon kommersielt levedyktig selv for små og mellomstore farmasøytiske produsenter. - 3
En forbrenningstemperatur på 800 °C i RTO er ikke til forhandlingspunkt for halogenerte løsemiddelapplikasjoner – 760 °C er utilstrekkelig for fullstendig destruksjon av klorerte flyktige organiske forbindelser. Standard RTO-spesifikasjoner for ikke-halogenerte VOC-applikasjoner bruker en forbrenningstemperatur på 760 °C, som er tilstrekkelig for estere, alkoholer og hydrokarboner. Klorerte løsemidler (DCM, kloroform, trikloretylen) har høyere aktiveringsenergier for termisk oksidasjon og krever temperaturer på minst 800 °C for destruksjon av >99,9%. Hvis en standard 760 °C RTO brukes på farmasøytisk avgass som inneholder klorerte løsemidler, vil destruksjonseffektiviteten for den klorerte fraksjonen være under 99%-målet, noe som fører til overskridelser av NMHC-utløpet. Temperaturforskjellen på 40 °C krever en spesifikasjon for ildfast materiale i forbrenningskammeret som kan opprettholde 800 °C kontinuerlig uten termisk utmatting, noe som kan avvike fra 760 °C-standarden. - 4
Spillvarme til litiumbromidkjøler er den mest avkastende tilleggsinvesteringen i et farmasøytisk RTO-anlegg – en besparelse på 1,72 millioner RMB/år på et system på 3,385 millioner RMB/år. Tilbakebetalingstiden på investeringen i spillvarmegjenvinning er vanligvis 1–2 år. Enhver omfangsanalyse av farmasøytiske RTO-prosjekter som ikke inkluderer en evaluering av spillvarmegjenvinning, lar en stor økonomisk mulighet være uvurdert. Det viktigste designspørsmålet er: hvilken termisk belastning er tilgjengelig på anlegget for kjøling eller oppvarming? I et farmasøytisk produksjonsmiljø der klimaanlegg er en stor kostnad (farmasøytiske GMP-soner krever presis temperatur- og fuktighetskontroll), gir absorpsjonskjølerapplikasjonen vanligvis den beste økonomiske avkastningen på spillvarmeinvesteringen.
08 — Ofte stilte spørsmål
VOC RTO-behandling i legemiddelindustrien: Ti spørsmål besvart
Spørsmål fra miljøtillatelsesansvarlige, prosessingeniører og HMS-team ved produksjonsanlegg for farmasøytiske API-er og formuleringer som planlegger systemer for reduksjon av flyktige organiske forbindelser (RTO) i henhold til kravene i EUs IED / det nederlandske aktivitetsdekretet.
Klar til å oppnå >99% destruksjon av farmasøytiske flyktige organiske forbindelser?
Utforsk hele utvalget av regenerative termiske oksidasjonsløsninger
Fra tre-sjikts regenerative termiske oksidasjonsmidler Fra reduksjon av halogenerte flyktige organiske forbindelser i farmasøytiske stoffer til hele spekteret av industrielle utslippskontrollløsninger, leverer ingeniørteamet vårt systemer som er kompatible med EU IED med den femtrinns farmasøytiske prosesskjeden som denne krevende applikasjonen krever.





















