Fallstudie · VOC-Reduzierung
Wie ein globaler Hersteller von pharmazeutischen Wirkstoffen und Zwischenprodukten 120.000 Nm³/h hochvariables, halogeniertes, saures Abgas aus der pharmazeutischen Produktion mit einer VOC-Zerstörungseffizienz von 99,4% behandelte – unter Verwendung einer fünfstufigen Prozesskette aus Wasserwäsche + Dreibett-RTO + Laugenwäsche + Säurewäsche, die speziell für die korrosive, hochvariable Zusammensetzung von Abgasen aus der Mehrprodukt-Pharmazeutikasynthese entwickelt wurde, wobei die Abwärmerückgewinnung die Lithiumbromidkühlung für die Klimaanlage der Anlage antreibt.
Drei-Bett-RTO
Halogenierte VOC-Behandlung
Abwärmenutzung
Mehrproduktsynthese
01 — Branchenhintergrund
VOC in der pharmazeutischen Produktion: Die chemisch komplexeste Herausforderung bei der industriellen Emissionskontrolle
Die pharmazeutische Chemikalienproduktion erzeugt einige der komplexesten und anspruchsvollsten VOC-Emissionsprofile in der industriellen Fertigung. Im Gegensatz zur Druck- oder Beschichtungsindustrie, wo Lösungsmittel weitgehend auf Ester, Alkohole und Kohlenwasserstoffe beschränkt sind, verwendet die pharmazeutische Synthese ein viel breiteres Spektrum an Lösungsmitteln – darunter halogenierte Lösungsmittel (Dichlormethan, Chloroform, Tetrachlorkohlenstoff), hochpolare Lösungsmittel (DMF, DMSO, NMP), Ketone, Etherlösungsmittel und säurehaltige Ströme – oft gleichzeitig und in unterschiedlichen Kombinationen, da die Produktion zwischen verschiedenen Synthesewegen für pharmazeutische Wirkstoffe wechselt.
Der Regulierungsdruck auf VOC-Emissionen aus der pharmazeutischen Industrie in der EU zählt zu den strengsten aller Industriezweige. Pharmazeutische Produktionsstätten unterliegen den VOC-Grenzwerten der EU-Richtlinie 2010/75/EU, spezifischen EU-BVT-Schlussfolgerungen für die pharmazeutische Herstellung sowie niederländischen Genehmigungsauflagen, die die Nähe vieler Pharmastandorte zu Wohngebieten berücksichtigen. Die doppelte Herausforderung hochkomplexer, sich schnell verändernder Lösungsmittelprofile in Verbindung mit extrem strengen Emissionsgrenzwerten macht die VOC-Minderung in der pharmazeutischen Industrie zu einer der technisch anspruchsvollsten Anwendungen der RTO-Technologie.
Das in dieser Fallstudie untersuchte Unternehmen ist ein global tätiger Hersteller von pharmazeutischen Wirkstoffen und Zwischenprodukten mit fünf Industrieparks und 14 Tochtergesellschaften. Das Kerngeschäft umfasst pharmazeutische Rohstoffe, Arzneimittel, medizinische Zwischenprodukte und E-Commerce in vier Geschäftsbereichen. Zu den wichtigsten Produkten zählen analgetische und sedative Wirkstoffe mit einem bedeutenden globalen Marktanteil. Die Produktionsstätte stellt jährlich über 400 Millionen Einheiten fester Arzneiformen, großvolumiger und kleinvolumiger Injektionspräparate her und unterhält langfristige strategische Partnerschaften mit über 200 multinationalen Pharmaunternehmen, darunter Roche, Bayer und Pfizer.

„Die Abgase der pharmazeutischen Synthese enthalten gleichzeitig wasserlösliche organische Verbindungen, saure Gaskomponenten und halogenierte Lösungsmittel – wobei jede einzelne Produktionsanlage je nach dem an diesem Tag durchgeführten Syntheseschritt eine unterschiedliche Mischung beiträgt. Die entscheidende Erkenntnis für die Konstruktion ist, dass die RTO sowohl vor den wasserlöslichen Komponenten (die sich in den Keramikbetten ablagern würden) als auch vor dem bei der Oxidation halogenierter Lösungsmittel entstehenden HCl (das stromabwärts zu starker Säurekorrosion führen würde) geschützt werden muss. Die fünfstufige Vor- und Nachbehandlungskette um die RTO ist nicht nebensächlich für die Konstruktion – sie ist die Voraussetzung für die Realisierbarkeit der Anwendung pharmazeutischer RTOs.“
— Technische Zusammenfassung, VOC-Behandlungsprojekt in der pharmazeutischen Industrie
02 — Verschmutzungsprofil
Pharmazeutische Abgase: Extreme Variabilität, halogenierte Lösungsmittel, saure Gase und keine Aromaten der Benzolklasse
Die Abgase stammen aus verschiedenen Produktionsbereichen der pharmazeutischen Anlage – Reaktorentlüftung, Trocknerabluft, Lösungsmittelrückgewinnung und Verpackungsbereichsbelüftung. Jeder Bereich trägt je nach dem an diesem Tag synthetisierten Wirkstoff oder Zwischenprodukt eine unterschiedliche VOC-Mischung bei. Die Gesamtgasmenge aus allen Quellen beträgt 120.000 Nm³/h (133.186 Nm³/h bei Prozessbedingungen von 30 °C). Die Lüfterleistung beträgt 250 kW bei einem Druck von 5.000 Pa; der Hauptkanal hat einen Durchmesser von 1.700 mm.
Das VOC-Profil weist mehrere wesentliche Merkmale auf, die es von Abgasen der Druck- oder chemischen Industrie unterscheiden:
- Keine Aromaten der Benzolklasse: Im Gegensatz zu den Abgasen der Druck- oder Farbenindustrie enthalten Lösungsmittel für die pharmazeutische Synthese praktisch kein Benzol, Toluol oder Xylol. Die wichtigsten Lösungsmittel sind Methanol, Ethylacetat, Ethanol, Isopropanol, Aceton, Diethylether, DMF, Dichlormethan und Dimethylsulfoxid.
- Vorhandene halogenierte Lösungsmittel: Dichlormethan und andere chlorierte Lösungsmittel werden in der pharmazeutischen Synthese eingesetzt. Bei ihrer Oxidation im RTO bei 800 °C entsteht Chlorwasserstoff (HCl) als Verbrennungsprodukt. Dieses HCl muss in einer nachgeschalteten Laugenwäsche aufgefangen werden, bevor das gereinigte Gas abgeleitet werden kann. Wird das HCl nicht entfernt, korrodiert es alle nachgeschalteten Anlagenteile und den Kamin.
- Vorhandensein von wasserlöslichen organischen Stoffen und säurebildenden Verbindungen: Einige pharmazeutische Prozessströme enthalten wasserlösliche organische Verbindungen (DMF, DMSO, Methanol) und säurehaltige Gase (HCl aus Chlorierungsschritten in einzelnen Werksanlagen). Diese müssen vor dem RTO in einer Wasserwäsche entfernt werden, da sich wasserlösliche organische Verbindungen in den Keramikbetten des RTO ablagern und zu Verstopfungen und Leistungseinbußen führen würden. Zudem würden in den RTO eingeleitete saure Gase die Auskleidung der Brennkammer und die Oberflächen des Wärmetauschers korrodieren lassen.
- Stark schwankende Konzentration und Zusammensetzung: Bei der Herstellung mehrerer pharmazeutischer Produkte können sich die VOC-Arten und -Konzentrationen aufgrund von Produktionsplanänderungen täglich oder sogar schichtweise ändern. Die RTO muss trotz dieser Schwankungen eine Zerstörungseffizienz von >99% gewährleisten. Die Gesamtkonzentration an NMHC beträgt als Auslegungsbasis etwa 2.000 mg/Nm³.
- Korrosive Abgase erfordern durchgehend korrosionsbeständige Materialien: Alle Gassammelverteiler und -geräte, die mit dem pharmazeutischen Prozessgas in Berührung kommen, müssen aus korrosionsbeständigem Edelstahl gefertigt sein, wobei alle Oberflächen, die mit korrosiven Gasen in Kontakt kommen, mit Glasfaserflocken ausgekleidet sein müssen.
| Parameter | Anfangskonzentration | Tatsächliche Filiale | EU-IED-Grenze |
|---|---|---|---|
| NMHC (Gesamt-VOCs) | 2.000 mg/Nm³ | 12 mg/Nm³ | IED ≤20 mg/Nm³ |
| Benzol | Nicht vorhanden | — | IED ≤1 mg/Nm³ |
| Toluol | Nicht vorhanden | — | IED ≤3 mg/Nm³ |
| Xylol | Nicht vorhanden | — | IED ≤12 mg/Nm³ |
| Luftfeuchtigkeit (Feuchtigkeit) | 40% (hoch) | — | — |
| Standardgasvolumen | 120.000 Nm³/h | — | — |
| Prozessgasvolumen | 133.186 Nm³/h bei 30 °C | — | — |
| Jährliche VOC-Reduzierung | ~4.086 Tonnen/Jahr | Verifiziert | — |
03 — Behandlungslösung
Fünfstufige Kette: Wasserwäsche → Dreibett-RTO → Laugenwäsche → Säurewäsche → Abwärmenutzung
Die fünfstufige Prozesskette wurde aufgrund der beiden Eigenschaften pharmazeutischer Abgase entwickelt, die eine einfache RTO allein nicht ausreichend machen: das Vorhandensein wasserlöslicher organischer Verbindungen und saurer Gase, die vor der RTO eine Vorbehandlung erfordern, sowie die Entstehung von HCl durch Oxidation halogenierter Lösungsmittel, die eine Nachbehandlung nach der RTO notwendig macht. Jede Stufe ist erforderlich; keine kann ausgelassen werden, ohne die RTO zu beschädigen oder die zulässigen Emissionsgrenzwerte zu überschreiten.
Stufe 1: Wasserwäsche (Vor-RTO)
In einigen Werkstätten des pharmazeutischen Werks entstehen Abgase, die säurebildende Gase (HCl aus Chlorierungsprozessen) und wasserlösliche organische Verbindungen enthalten. Da alle Abgasströme der Werkstätten vor dem RTO in einem einzigen Sammelverteiler zusammengeführt werden, würden saure Gase und wasserlösliche organische Verbindungen aus bestimmten Werkstätten in den RTO gelangen und dort Korrosion der Brennkammer sowie Ablagerungen in den Keramikbetten verursachen. Die Vorspülung mit Wasser entfernt diese Komponenten durch Wasserabsorption und schützt den RTO so vor chemischer Korrosion und Verstopfung der Keramikbetten. Die Wasserspülung dient gleichzeitig als Kühlstufe, indem sie die Gastemperatur und den Feuchtigkeitsgehalt vor dem RTO-Einlass reduziert. Der Wasserspülturm arbeitet mit einem Wasserkreislauf; das kontaminierte Spülwasser wird als pharmazeutisches Abwasser behandelt und über die Abwasserbehandlungsanlage des Werks entsorgt.
Stufe 2: Dreibett-RTO (VOC-Oxidation bei ≥800°C)
Das vorgewaschene Gas tritt in die Dreibett-RTO ein. Die RTO ist für pharmazeutische Anwendungen mit einer Brennkammertemperatur von ≥ 800 °C (höher als die üblichen 760 °C für nicht halogenierte VOC-Anwendungen) ausgelegt, um die vollständige Oxidation der chlorierten Lösungsmittel zu gewährleisten, die einen höheren Aktivierungsenergiebedarf als Standardkohlenwasserstoffe aufweisen. Wichtige RTO-Parameter: Prozessdurchsatz 120.000 m³/h; Einlasstemperatur ≤ 60 °C; Zerstörungsgrad > 991 TP3T; thermischer Rückgewinnungsgrad > 951 TP3T; Verweilzeit > 1,2 s; Oxidationstemperatur > 800 °C; Brennkammerleistung 2 × 1,8 Mio. kcal/h; Erdgasverbrauch beim Kaltstart (3 h) 422 m³/h; im Leerlauf 260 m³/h; Kaltstartverbrauch 120 m³; Systemdruckverlust < 3.000 Pa; Anlagengewicht 280 t; Stellfläche 47 × 20 m.
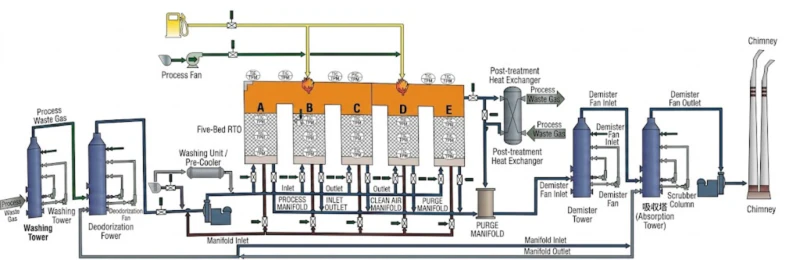
Stufe 3: Ätzwäsche (Entfernung der Salzsäure nach der RTO-Behandlung)
Nach der RTO enthält das aufbereitete Gas HCl, das durch die thermische Oxidation der halogenierten Lösungsmittel entsteht (Dichlormethan + O₂ → CO₂ + H₂O + 2HCl). In der Laugenwaschstufe wird dieses HCl mit Natriumhydroxid (NaOH)-Lösung absorbiert und im Waschwasser zu Natriumchlorid umgewandelt. Die Laugenwaschung ist von entscheidender Bedeutung: Wird das HCl nicht entfernt, führt dies zu starker Korrosion aller nachgeschalteten Anlagenteile (einschließlich des Schornsteins), zur Bildung saurer Abgasfahnen am Schornstein und zu einem Verstoß gegen die Genehmigungsauflagen für die Einleitung saurer Gase. Der Laugenwaschkreislauf muss eine ausreichende NaOH-Konzentration aufrechterhalten und durchgehend mit korrosionsbeständigen Materialien ausgeführt sein.
Stufe 4: Säurewäsche (Entfernung von Ammoniakschlamm)
Einige pharmazeutische Prozessströme enthalten Ammoniak oder aminhaltige Verbindungen. Nach der RTO-Oxidation entstehen daraus Stickoxide und Ammoniakreste im behandelten Gas. Die Säurewäsche (mit verdünnter Schwefel- oder Phosphorsäure) entfernt alle verbleibenden basischen Verbindungen (einschließlich Amine), die zu Geruchsbelästigungen oder Grenzwertüberschreitungen am Schornstein führen könnten. In diesem Schritt wird außerdem der pH-Wert vor der Ableitung final eingestellt, um sicherzustellen, dass das behandelte Gas die Anforderungen an einen neutralen Abfluss erfüllt.
Stufe 5: Abwärmerückgewinnung für Lithiumbromid-Kältemaschine
Das heiße Abgas aus der RTO (vor der Natronlauge) enthält erhebliche Wärmeenergie. Ein Abwärmetauscher nutzt diese Wärme zur Erzeugung von Warmwasser oder Dampf, der eine Lithiumbromid-Absorptionskältemaschine antreibt und so Kaltwasser für die Klimaanlage der Anlage bereitstellt. Die jährliche Energieeinsparung durch diese Abwärmenutzung beträgt ca. 1,72 Mio. RMB und stellt eine signifikante Reduzierung der jährlichen Betriebskosten von 3,385 Mio. RMB (vor Abschreibung der Abwärme) dar. Durch diese Abwärmenutzung wandelt sich die RTO von einem reinen Kostenfaktor zur Erfüllung gesetzlicher Vorschriften in ein wertvolles Element des Energiemanagements der Anlage.
Pharma-Workshops
~2.000 mg VOC
Waschen
HCl + H₂O
≥800°C
>99% VOC
Erholung
LiBr-Kühler
Waschen
HCl-Entfernung
Waschen
NH₃ / Amine
Stapel
12 mg VOC
⭐ Neue Ausrüstung in diesem Projekt. Die 5-stufige Kette ist für halogenierte pharmazeutische VOC obligatorisch; keine Stufe darf ausgelassen werden.
Wichtige Geräteparameter
| Artikel | Spezifikation |
|---|---|
| RTO-Verarbeitungsablauf | 120.000 m³/h; Einlasstemperatur ≤ 60 °C; Oxidationstemperatur > 800 °C; Grundfläche 47 × 20 m |
| RTO-Lüfter | 280 kW Hauptleistung; 110 kW Nebenleistung; 110 kW Notleistung; 18,5 kW Spülleistung |
| RTO-Zündlüfter | 30 kW |
| Umwälzpumpen für Sprühturm | 22×6 kW |
| Sonstige Ausrüstung | 5 kW |
| Gesamt installierte Leistung | 685,5 kW (tatsächliche Betriebsleistung: 484 kW) |
| Erdgas (Kaltstart, 3 h) | 422 m³/h; 120 m³ pro Kaltstartvorgang |
| Erdgas (Leerlaufbetrieb) | 260 m³/h |
| Erdgas (Normalbetrieb) | 0 m³/h (vollständig autotherm, wenn die VOC-Belastung ausreichend ist) |
| Druckluft (pneumatische Ventile) | 80 m³/h (P: 0,4–0,7 MPa) |
| Jährliche Betriebszeiten | 8.400 Stunden/Jahr |
| Jährliche Gesamtbetriebskosten | 3,385 Millionen RMB/Jahr (vor Abwärmegutschrift) |
| Jährliche Abwärmeeinsparungen | 1,72 Millionen RMB/Jahr (LiBr-Kältemittel) |
04 — Kernvorteile
Warum diese fünfstufige Architektur die einzig praktikable Lösung für die Reduzierung von halogenierten VOCs in der Pharmaindustrie ist
- ✓
Vorwäsche mit Wasser vor der Zulassungsprüfung ist bei pharmazeutischen Anträgen mit mehreren Arbeitsstätten obligatorisch – ohne sie scheitert die Zulassungsprüfung innerhalb weniger Monate: Bei der pharmazeutischen Produktion entstehen gleichzeitig saure Gase (HCl aus Chlorierungsschritten), wasserlösliche organische Verbindungen (DMF, Methanol, DMSO) und variable Gemische aus verschiedenen Synthesewegen. Gelangen diese ohne Vorbehandlung in das Keramikbett des RTO-Ofens, lagern sich wasserlösliche organische Verbindungen in den Keramikkanälen ab und blockieren den Gasfluss. Saure Gase verursachen HCl-Korrosion an der Brennkammerauskleidung an den Kontaktstellen zwischen hochtemperiertem HCl und feuerfesten Oberflächen, wodurch die thermische Leistung des Keramikbetts beeinträchtigt wird. Die Vorbehandlung mit Wasser entfernt diese problematischen Komponenten, bevor sie mit dem RTO-Ofen in Kontakt kommen, und schützt die Anlage so vor vorzeitigem Ausfall. Diese Vorbehandlung ist spezifisch für die pharmazeutische Anwendung und nicht erforderlich in RTO-Anwendungen der Druck- oder Chemieindustrie, da deren Abgase frei von wasserlöslichen organischen Verbindungen und sauren Gasen sind. - ✓
Eine Nachbehandlung mit Natronlauge ist obligatorisch für HCl, das bei der Oxidation halogenierter Lösungsmittel entsteht: Dichlormethan (DCM) und andere chlorierte Lösungsmittel aus der pharmazeutischen Synthese werden in der RTO bei ≥ 800 °C vollständig zu CO₂, H₂O und HCl oxidiert. Das in der Brennkammer bei 800 °C entstehende HCl ist korrosiv für alle nachgeschalteten Anlagenteile, wenn es nicht vor der Ableitung entfernt wird. Die nachgeschaltete Natronlaugewäsche (NaOH-Wäscheturm) bindet das HCl und wandelt es in Natriumchlorid im Waschwasser um. Ohne diese Natronlaugewäsche würde das HCl innerhalb weniger Wochen den nachgeschalteten Wärmetauscher, die Kaminauskleidung und die Instrumente korrodieren, eine für Behörden und Anwohner sichtbare Säurefahne am Kamin bilden und zu Überschreitungen der zulässigen Einleitungsgrenzwerte für saure Gase führen. Dies ist der einzig praktikable Ansatz für jede RTO-Anwendung zur Behandlung halogenierter VOC-Ströme. - ✓
Vollständig autarker Normalbetrieb bedeutet, dass die Erdgaskosten während der Produktionszeiten nahezu null betragen: Bei einer VOC-Konzentration von 2.000 mg/Nm³ im Prozessgas reicht die exotherme Wärme der VOC-Oxidation in der RTO-Brennkammer aus, um die Betriebstemperatur von 800 °C ohne zusätzliches Erdgas aufrechtzuerhalten. Der Erdgasverbrauch im Normalbetrieb beträgt 0 m³/h – das System arbeitet während der Produktionszeiten vollautotherm. Die dokumentierten jährlichen Erdgaskosten von 5.116 Zehntausend RMB decken Kaltstartvorgänge (422 m³/h für 3 Stunden pro Start) und Stillstandszeiten (260 m³/h, wenn kein VOC-haltiges Gas zur Verfügung steht) ab. Der hohe thermische Rückgewinnungswirkungsgrad des keramischen Wärmespeichersystems von >951 TP3T ermöglicht diesen autothermen Betrieb bei einer Konzentration von 2.000 mg/Nm³. - ✓
Die Abwärmenutzung für die Lithiumbromid-Kältemaschine spart 1,72 Millionen RMB/Jahr ein – 511 TP3T der gesamten jährlichen Betriebskosten: Das heiße Abgas des RTO-Systems enthält hochwertige Wärmeenergie, die andernfalls ungenutzt in die Atmosphäre entweichen würde. Das Abwärmerückgewinnungssystem nutzt diese Energie, um eine Lithiumbromid-Absorptionskältemaschine anzutreiben und so Kaltwasser für die Klimaanlage des Gebäudes bereitzustellen. Die jährliche Einsparung von 1,72 Millionen RMB entspricht etwa 511 TP3T der gesamten Betriebskosten von 3,385 Millionen RMB pro Jahr und verändert die Wirtschaftlichkeit des RTO-Systems grundlegend: von reinen Kosten zur Einhaltung gesetzlicher Vorschriften hin zu Nettokosten, die deutlich unter den reinen Zahlen liegen. Für Pharmaunternehmen in warmen Regionen, wo die Klimatisierung einen erheblichen Kostenfaktor darstellt, ist die Abwärmenutzung für die Lithiumbromid-Kältemaschine die rentabelste Zusatzinvestition, die parallel zu einer RTO-Anlage getätigt werden kann.
05 — Betriebsergebnisse
Verifizierte Leistungs- und Jahreskostenübersicht

Aufschlüsselung der jährlichen Betriebskosten (8.400 Betriebsstunden): Strom (484 kW tatsächlich, 0,8 RMB/kWh) ca. 325.000 RMB; Erdgas für Kaltstarts (1.279 m³/h äquivalent, 4 RMB/m³) ca. 5.116 RMB pro Start; Erdgas im Normalbetrieb (0 m³/h); Druckluft (80 m³/h, 16 RMB/h) ca. 134.000 RMB; Gesamtkosten ca. 338.500 RMB pro Jahr. Nach Abzug der Gutschrift für die Abwärmenutzung in Höhe von 172.000 RMB betragen die jährlichen Nettobetriebskosten ca. 166.500 RMB – ein hervorragendes Preis-Leistungs-Verhältnis für ein pharmazeutisches VOC-Minderungssystem mit einer Kapazität von 120.000 Nm³/h und einem Abbaugrad von >991 TP3T.
06 — Hinweise zur Umsetzung
Wichtige technische Erkenntnisse für pharmazeutische RTO-Anwendungen mit halogenierten VOCs.
- 🚫
Die Überwachung der unteren Explosionsgrenze (UEG) am Sammelverteiler ist obligatorisch – wenn die VOC-Konzentration 25% UEG erreicht, muss das System den Not-Bypass und die Sicherheitsabschaltung aktivieren: Der Abgasverteiler der pharmazeutischen Produktion empfängt gleichzeitig Abgasströme aus mehreren Produktionshallen. Wenn in einer Produktionshalle durch ein auslaufendes Lösungsmittel oder eine Prozessstörung eine hochkonzentrierte VOC-Wolke in den Verteiler gelangt, kann die untere Explosionsgrenze (UEG) überschritten werden, bevor die Bediener dies bemerken. Der Verteiler muss daher mit einer kontinuierlichen UEG-Überwachung ausgestattet sein. Sobald die Konzentration 251 µg/m³T UEG erreicht, muss das Steuerungssystem die Notumleitung aktivieren (Abgase werden in den Notkamin und die Atmosphäre anstatt in die Abgasrückführungsanlage (RTO) umgeleitet), den Anschluss der betroffenen Produktionshalle isolieren und die Bediener unverzüglich alarmieren. Der Notlüfter der RTO und die Notumleitung müssen regelmäßig geprüft werden, um ihre Funktionsfähigkeit im Bedarfsfall sicherzustellen. - ⚠️
Die stark schwankende Abgaszusammensetzung und die hohen VOC-Konzentrationsschwankungen erfordern eine adaptive Systemtemperaturregelung: Die Herstellung mehrerer pharmazeutischer Produkte bedingt erhebliche Schwankungen in Zusammensetzung und Konzentration flüchtiger organischer Verbindungen (VOC) zwischen den Produktionschargen. Treffen gleichzeitig VOC-reiche Ströme aus mehreren Produktionsbereichen in der RTO ein, kann die exotherme Wärmefreisetzung die Temperatur in der Brennkammer deutlich über den Zielwert von 800 °C ansteigen lassen. Das Temperaturregelungssystem des Prozessleitsystems (DCS) muss darauf reagieren, indem es die Brennerleistung reduziert oder abschaltet und den Luftstrom des Kühlgebläses erhöht, um die Brennkammertemperatur im vorgesehenen Bereich zu halten. Wird der maximale Auslegungswert überschritten, kann die Keramikauskleidung beschädigt werden. Umgekehrt muss bei geringer VOC-Belastung in allen Produktionsbereichen der Zusatzbrenner automatisch aktiviert werden, um die Mindesttemperatur von 800 °C zu gewährleisten. Beide Temperaturregelungsarten müssen während der Inbetriebnahme getestet und validiert werden. - ⚠️
Aufgrund der Korrosionsanfälligkeit des Gassammelverteilers ist eine durchgehende Edelstahlkonstruktion sowie eine Glasfaserflockenauskleidung aller Oberflächen, die mit den korrosiven Prozessströmen in Berührung kommen, erforderlich. Alle Sammelverteiler von pharmazeutischen Produktionsstätten müssen aus korrosionsbeständigem Edelstahl gefertigt sein; alle Oberflächen, die in direktem Kontakt mit den Gasströmen stehen, müssen mit einer Glasfaser-Epoxidharz-Beschichtung versehen sein. Dies gilt vom einzelnen Abgasanschluss der Produktionsstätte über den gemeinsamen Verteiler bis zum Einlass des Wasserwaschturms. Standardmäßige, verzinkte Kohlenstoffstahlrohre, die für die VOC-Absaugung in der Druck- oder Chemieindustrie geeignet wären, versagen in pharmazeutischen Anwendungen mit HCl-bildenden Lösungsmitteln und aminhaltigen Prozessströmen innerhalb weniger Monate durch Korrosion. - ⚠️
Die NaOH-Konzentration der Ätzlösung muss aktiv überwacht und aufrechterhalten werden – ein HCl-Durchbruch ist die häufigste Ursache für Verstöße gegen die Vorschriften nach der Inbetriebnahme: Der Laugenwaschturm entfernt HCl aus dem Nach-RTO-Gas durch Reaktion mit NaOH. Mit dem Verbrauch von NaOH sinkt die Alkalität der Waschlösung. Fällt die NaOH-Konzentration vor der Zugabe von frischem NaOH unter den minimalen Wirkwert, kommt es zum HCl-Durchbruch, der zu saurem Gasaustritt am Kamin und schneller Korrosion nachgeschalteter Anlagen führt. Implementieren Sie eine kontinuierliche pH-Wert-Überwachung im Laugenwaschkreislauf mit automatischer NaOH-Dosierung, sobald der pH-Wert unter den Zielwert fällt. Der NaOH-Lagertank muss für mindestens 72 Betriebsstunden bei maximaler HCl-Belastung ohne Nachfüllen ausreichend dimensioniert sein, um Lieferunterbrechungen zu vermeiden. - ⚠️
Jeder neue pharmazeutische Syntheseweg oder jedes neue Lösungsmittel muss vor Produktionsbeginn auf Kompatibilität mit der fünfstufigen RTO-Kette geprüft werden: Die fünfstufige Prozesskette wurde zum Zeitpunkt der Planung für das spezifische Lösungsmittelprofil dieser Anlage ausgelegt. Führt das Produktionsteam einen neuen Syntheseweg mit einem anderen Lösungsmittel ein – insbesondere wenn das neue Lösungsmittel ein bisher nicht vorhandenes Element enthält (z. B. Fluor, Schwefel, Brom oder Phosphor) –, sind die RTO und das Wäschersystem möglicherweise nicht für die neuen Verbrennungsprodukte ausgelegt. Fluorhaltige Lösungsmittel erzeugen bei der Oxidation HF, was eine andere Laugenwäsche erfordert als HCl aus chlorierten Lösungsmitteln. Schwefelhaltige Lösungsmittel erzeugen SO₂/SO₃, was eine separate Rauchgasentschwefelung (REA) notwendig macht. Vor der Einführung eines neuen Lösungsmittels in das Sammelsystem muss eine formelle Änderungsprüfung durchgeführt werden.
07 — Wichtigste Erkenntnisse aus dem Ingenieurwesen
Vier Lehren aus diesem Projekt zur Reduzierung pharmazeutischer VOCs
- 1
Die Reduzierung von VOCs in der pharmazeutischen Industrie ist kein Problem, das sich mit einer einzigen Technologie lösen lässt – die fünfstufige Kette ist die minimal praktikable Architektur für halogenierte Mehrprodukt-Abgase aus der pharmazeutischen Industrie. Jede Stufe erfüllt eine spezifische Funktion, die keine andere Stufe bieten kann: Die Wasserwäsche entfernt wasserlösliche organische Verbindungen und saure Gase aus dem Zulauf; die dreistufige RTO zerstört VOCs mit einer Temperatur von ≥ 991 T3T; die Abwärmenutzung schafft wirtschaftlichen Nutzen; die Laugenwäsche entfernt HCl aus dem Ablauf; die Säurewäsche entfernt basische Verbindungen aus dem Ablauf. Das Weglassen einer Stufe kann entweder die RTO beschädigen (Weglassen der Wasserwäsche), zu Problemen mit dem Abgasrohr führen (Weglassen der Laugenwäsche) oder die Wirtschaftlichkeit mindern (Weglassen der Abwärmenutzung). Ingenieure, die eine einstufige RTO für pharmazeutische Anwendungen ohne Vor- und Nachbehandlung vorschlagen, schlagen ein unvollständiges und unzuverlässiges System vor. - 2
Bei einer VOC-Konzentration von 2.000 mg/Nm³ und einer thermischen Rückgewinnung von >95% arbeitet die RTO im Normalbetrieb vollständig autotherm – Erdgas wird nur für Kaltstarts und Leerlaufzeiten benötigt. Dies hat einen grundlegenden Einfluss auf die Wirtschaftlichkeit des Betriebs. Eine Anlage mit 8.400 Betriebsstunden pro Jahr, die während der Produktionszeiten vollständig autotherm arbeitet, verursacht in diesen Stunden nahezu keine Erdgaskosten. Die gesamten Kosten von 5.116 RMB pro Kaltstart und Leerlaufzeit können durch eine Produktionsplanung, die Kaltstarts und Leerlaufzeiten minimiert, kompensiert werden. Die Abwärmenutzung wandelt die hochwertige Wärmeenergie des autothermen RTO in eine gewinnbringende Kälteleistung um. Die Nettobetriebskosten nach Abwärmegutschrift betragen ca. 501 TP3T der Bruttobetriebskosten – ein überzeugendes wirtschaftliches Argument, das die Reduzierung von VOC-Emissionen in der Pharmaindustrie von über 991 TP3T selbst für kleine und mittlere Pharmahersteller wirtschaftlich rentabel macht. - 3
Eine RTO-Verbrennungstemperatur von 800°C ist für Anwendungen mit halogenierten Lösemitteln unerlässlich – 760°C reichen für die vollständige Zerstörung chlorierter VOCs nicht aus. Standardmäßige RTO-Spezifikationen für Anwendungen mit nicht-halogenierten VOCs sehen eine Verbrennungstemperatur von 760 °C vor, die für Ester, Alkohole und Kohlenwasserstoffe ausreichend ist. Chlorierte Lösemittel (Dichlormethan, Chloroform, Trichlorethylen) weisen höhere Aktivierungsenergien für die thermische Oxidation auf und erfordern Temperaturen von mindestens 800 °C für eine Zerstörung von >99,91 % TP3T. Wird eine Standard-RTO-Anlage mit 760 °C für pharmazeutische Abgase mit chlorierten Lösemitteln eingesetzt, liegt die Zerstörungseffizienz für die chlorierte Fraktion unter dem Zielwert von 99,1 % TP3T, was zu Überschreitungen der NMHC-Grenzwerte am Ausgang führt. Der Temperaturunterschied von 40 °C erfordert eine Brennkammerauskleidung, die 800 °C dauerhaft ohne thermische Ermüdung aushält und daher von der Standard-RTO-Spezifikation von 760 °C abweichen kann. - 4
Die Nutzung der Abwärme für einen Lithiumbromid-Kühler ist die rentabelste Zusatzinvestition in einer pharmazeutischen RTO-Anlage – Einsparungen von 1,72 Millionen RMB/Jahr bei einem System mit jährlichen Kosten von 3,385 Millionen RMB. Die Amortisationszeit für Investitionen in die Abwärmenutzung beträgt in der Regel 1–2 Jahre. Jede Projektplanung im Bereich der pharmazeutischen Technologie, die keine Bewertung der Abwärmenutzung vorsieht, lässt ein erhebliches wirtschaftliches Potenzial ungenutzt. Die zentrale Planungsfrage lautet: Welche Wärmelast steht in der Anlage für Kühlung oder Heizung zur Verfügung? In der pharmazeutischen Produktion, wo die Klimatisierung einen erheblichen Kostenfaktor darstellt (GMP-Bereiche erfordern eine präzise Temperatur- und Feuchtigkeitskontrolle), bietet der Einsatz einer Absorptionskältemaschine in der Regel die beste Wirtschaftlichkeit der Abwärmenutzung.
08 — Häufig gestellte Fragen
VOC- und RTO-Behandlung in der Pharmaindustrie: Zehn Fragen beantwortet
Fragen von Umweltgenehmigungsmanagern, Verfahrenstechnikern und EHS-Teams in pharmazeutischen API- und Formulierungsherstellungsanlagen, die RTO-VOC-Minderungssysteme gemäß den Anforderungen der EU-IED / des niederländischen Aktivitätendekrets planen.
Bereit für eine VOC-Zerstörung von >99% in der Pharmaindustrie?
Entdecken Sie die gesamte Palette regenerativer thermischer Oxidationslösungen
Aus Dreibett-Regenerativ-Thermooxidatoren Von der Reduzierung halogenierter VOCs in der Pharmaindustrie bis hin zum gesamten Spektrum industrieller Emissionskontrolllösungen liefert unser Ingenieurteam EU-IED-konforme Systeme mit der fünfstufigen pharmazeutischen Prozesskette, die diese anspruchsvolle Anwendung erfordert.





















