Case Study · VOC Abatement
How a recycled plastic pellet manufacturer achieved 99.2% VOC removal from 40,000 m³/h of extruder and granulation fume containing massive quantities of sticky viscous tar, organic fume, and HCl — deploying a four-stage pre-treatment chain built around a high-voltage ionization catcher that collects and drains tar continuously, protecting the downstream dry filter and RTO ceramic bed from the rapid blockage that destroys any treatment system not designed for the specific challenge of plastic pelletizing tar.
Ionization Catcher
Tar Pre-Treatment
Three-Bed RTO
Recycled Plastic
01 — Industry Background
Plastic Pelletizing: The Tar Fouling Problem That Defeats Standard RTO Systems Within Weeks
The global plastic industry generates enormous quantities of plastic waste. Virgin plastic raw material prices are 8,000–10,000 RMB/tonne, while recycled plastic pellets require only 3,500–6,300 RMB/tonne — a compelling economic incentive for recycling. A single medium-scale film blowing factory consumes over 1,000 t/year of recycled polyethylene pellets; a medium-scale knitting bag factory consumes over 2,000 t/year of recycled polypropylene pellets. The large and growing recycled plastic pellet sector provides a high-value circular economy function: using waste film, bags, and packaging as raw material for granulation into new-grade recycled pellets.
The plastic pelletizing process generates fume that is fundamentally different from any other industrial VOC application in this collection. When waste plastics (polyethylene, polypropylene, PVC, and mixed polymer streams) are reheated to 200–300°C for melt extrusion and granulation, the thermal degradation of the polymer material generates:
- Tar/coke-oil — the defining challenge: High-viscosity, high-boiling-point organic compounds condensed from the pyrolysis of polymer chains. Tar is sticky, adhesive, and extremely difficult to remove once it has deposited on any surface. In standard RTO ceramic heat storage beds, tar deposits progressively narrow the ceramic channels within days to weeks of operation, causing dramatic pressure drop increase and total system failure. This is not a minor maintenance issue — it is a fundamental materials science challenge that makes standard RTO systems unsuitable for plastic pelletizing without a dedicated tar removal pre-treatment.
- Diverse organic VOC mixture: The specific organic species depend on the polymer type: polyethylene and polypropylene produce alkene and alkane pyrolysis products; PVC produces styrene, vinyl chloride, and HCl; mixed polymer streams produce all of the above simultaneously. The experience summary notes that PVC content in the mixed waste plastic input produces HCl (classified HCl-100 at 100 mg/Nm³ in this installation), creating corrosive conditions throughout the collection system and requiring corrosion-resistant materials.
- Odour compounds: Plastic pelletizing produces aldehydes, ketones, and other odour-active compounds that generate community complaints from nearby residents. The odour problem is explicitly identified as a key driver for emission control at plastic pelletizing facilities: without control, the odour affects local air quality and triggers regulatory complaints even when NMHC concentrations are within permit limits.
- High humidity (80%) with water vapour and organic aerosol: The process operates at elevated temperature with significant moisture, producing a gas stream containing both water vapour and organic aerosol simultaneously. The spray wash quench stage reduces both temperature and humidity before the ionization stage.
The enterprise in this case study is a recycled plastic pellet manufacturer with 6 extruder machines and 6 granulation machines, divided into 3 treatment groups of 4 machines each. The total design off-gas volume from all production equipment is 40,000 m³/h. Existing equipment (spray wash + ionization catcher only) was unable to meet permit requirements; this project adds the RTO deep treatment stage to bring emissions into compliance, while the existing ionization catcher pre-treatment is essential protection for the RTO.

02 — Pollution Profile
Plastic Pelletizing Off-Gas: 1,000 mg/Nm³ NMHC, HCl-100 Corrosive, 80% Humidity, and Dominant Tar Loading
The combined off-gas has a standard volume of 40,000 Nm³/h; process volume 45,860 Nm³/h at 40°C. Fan power: 110 kW; fan pressure: 4,500 Pa; duct diameter: φ1,000 mm. O₂ content: 21% actual/baseline. Humidity: 80% — the highest of any case study in this collection. The 80% humidity reflects the combined steam from the hot plastic melt extrusion and the quench cooling water. The critical corrosive component is HCl at 100 mg/Nm³ (HCl-100 classification), generated from PVC content in the mixed waste plastic feedstock.
No benzene-series aromatics are listed as primary components, though benzene and toluene outlet limits are specified in the compliance data, reflecting trace amounts from PVC pyrolysis products. The dominant treatment challenge is not the VOC chemistry (which, aside from the HCl corrosiveness, is relatively straightforward hydrocarbon pyrolysis products) but the physical tar loading. The tar content is high, the viscosity is extreme, and the tendency to deposit on all surfaces downstream of the extruder is the overriding design constraint.
| Parameter | Initial Concentration | Actual Outlet | EU IED / NER Limit |
|---|---|---|---|
| NMHC (total VOCs) | 1,000 mg/Nm³ | 8 mg/Nm³ | IED ≤60 mg/Nm³ |
| Benzene | Trace (from PVC pyrolysis) | 1 mg/Nm³ | IED ≤2 mg/Nm³ |
| Toluene | Trace | 2 mg/Nm³ | IED ≤5 mg/Nm³ |
| Xylene | Trace | 8 mg/Nm³ | IED ≤10 mg/Nm³ |
| HCl (corrosive) | 100 mg/Nm³ (HCl-100) | Removed by spray wash | IED BREF |
| Tar content | HIGH (sticky viscous; blocks all equipment) | Removed by ionization catcher | — |
| Humidity | 80% (very high) | Reduced by spray quench | — |
| Standard gas volume | 40,000 Nm³/h | — | — |
| Process gas volume | 45,860 Nm³/h at 40°C | — | — |
The tar fouling problem is the central engineering challenge: The experience summary states explicitly: “tar generated in the plastic pelletizing process, due to its high viscosity, high content, extremely easy to deposit inside equipment and pipes, causing blockages and impeding gas flow, severely affecting downstream purification. If pre-treatment does not effectively remove tar, the downstream RTO equipment and fine treatment units will be quickly contaminated and damaged, causing system failures, with maintenance costs incurred and production stoppage losses.” Any engineer designing a plastic pelletizing VOC treatment system who does not place tar removal as the primary pre-treatment objective is designing a system that will fail within weeks.
03 — Ionization Catcher Technology
How High-Voltage Ionization Captures Sticky Tar Continuously Without Blocking — The Core Innovation for Plastic Pelletizing VOC Treatment
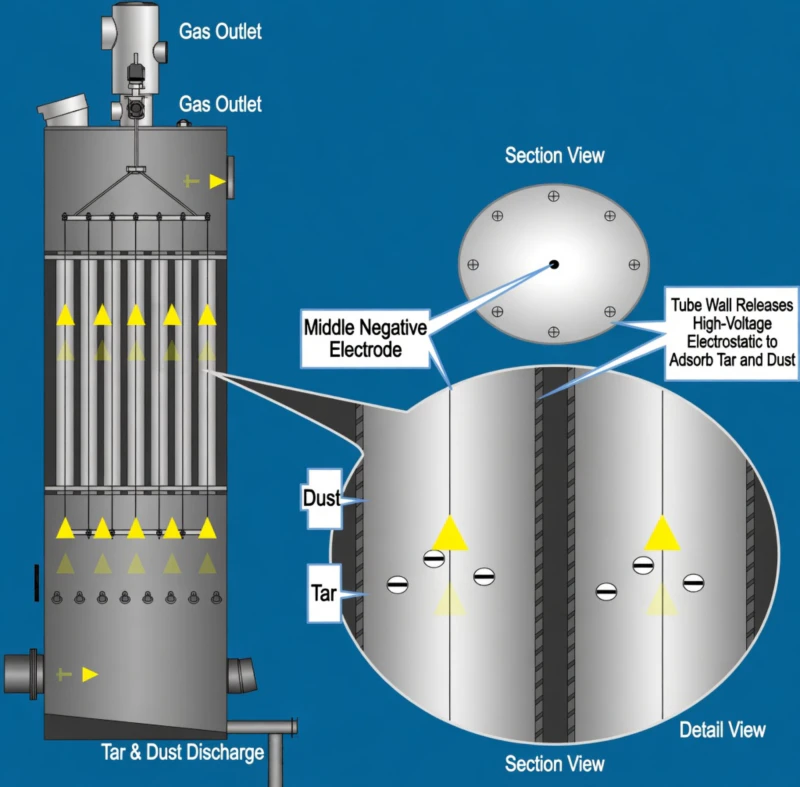
The ionization catcher (Ionization Catcher) is an electrostatic precipitation device specifically designed for the high-viscosity, high-loading tar collection duty in plastic pelletizing fume treatment. It operates on the fundamental electrostatic principle: a high-voltage DC electric field is maintained between thin wire electrodes (the discharge electrodes, or corona wires) and grounded metal tube walls or plates (the collection electrodes). When the fume gas passes through this field, the high voltage creates a corona discharge that ionises the gas molecules near the discharge wire, generating a plasma of ions and free electrons. These ions attach to the tar droplets and aerosol particles in the gas stream, giving them an electric charge. The charged tar particles are then attracted by the electric field toward the grounded collection electrode (the metal tube or plate wall), where they deposit under electrostatic force.
As tar deposits accumulate on the collection electrode surface and reach a thickness greater than their adhesion force to the surface, gravity causes them to flow downward continuously (since tar is liquid-viscous, unlike dry dust which remains adhered). The tar drains from the collection electrode surface to the bottom of the ionization catcher vessel and is discharged through automatic drain valves, separating the tar from the clean gas stream. The purified gas exits from the top of the ionization catcher and proceeds to the dry filter stage.
The ionization catcher has three structural configurations (concentric-circle, tube bundle, and honeycomb), all operating on the same electrostatic collection principle but with different electrode geometries suited to different gas volume and tar loading requirements. The key component groups are: (1) the sediment plate/collection electrode; (2) the discharge electrode (corona wire); (3) the electric field zone; (4) the insulation box and high-voltage electric box; (5) the gas system and wash system. The electrical system consists of: a high-voltage DC control cabinet, a high-voltage electrostatic rectifier (converting AC to high-voltage DC), and the electrode system.
Why Ionization Catcher Is the Right Technology for Plastic Pelletizing Tar
Ionization Catcher Advantages
- Continuous self-draining: tar flows down by gravity; no backflush or pulse-jet needed
- Handles very high tar loading without blocking (unlike fabric filters which would plug immediately)
- Removes both tar aerosol and fine particulates simultaneously
- Low pressure drop (<500 Pa) compared with loaded dry filters
- Removes odour compounds through corona discharge chemistry
Why Other Technologies Fail
- Fabric bag filter: tar immediately plugs pores; irreversible after first contact
- Dry filter (alone): rapid loading; very frequent replacement; high maintenance cost
- Wet scrubber (alone): insufficient for VOC destruction; generates contaminated wastewater
- Direct RTO (no pre-treatment): ceramic bed blocks within weeks; total system failure
04 — Treatment Solution
Four-Stage Chain: Spray Wash → Ionization Catcher → Dry Filter → Three-Bed RTO
The treatment system is divided into a pre-treatment system (spray wash + ionization catcher) and a deep treatment system (dry filter + three-bed RTO). The pre-treatment removes the tar, cools the gas, and reduces the humidity; the deep treatment provides >99% VOC destruction. The design philosophy explicitly identifies the pre-treatment as the “vanguard and foundation” of the entire system — if the pre-treatment fails to adequately remove tar, the deep treatment system will be destroyed.
Stage 1: Spray Wash Quench — Temperature Reduction and Initial Tar Condensation
The hot fume from each extruder/granulation machine group is first collected and passes through a spray wash quench stage. Water spray reduces the gas temperature from the hot process temperature (up to 200°C) to approximately 40–60°C. This rapid quench causes the higher-boiling tar compounds to condense from gas phase to liquid droplets — a critical step because only liquid-phase tar can be collected by the ionization catcher; gas-phase tar vapour at elevated temperature passes straight through. The spray wash also absorbs HCl (classified HCl-100), reducing the acid load before the ionization catcher and RTO. The spray wash stage reduces humidity from the raw process value toward the manageable range for the ionization catcher. The contaminated spray water (containing dissolved HCl, dissolved tar precursors, and suspended tar droplets) is routed to the wastewater treatment system.
Stage 2: Ionization Catcher — Continuous Electrostatic Tar Collection
The quenched gas enters the ionization catcher. The high-voltage DC field (supplied by the high-voltage electrostatic rectifier at 66 kW) ionises the gas in the corona discharge zone near the wire electrodes, charging the tar droplets and fume aerosol particles. Charged tar particles migrate under the electric field force to the grounded collection electrode tubes/plates, where they deposit and then continuously flow downward by gravity to the drain at the vessel bottom. The ionization catcher achieves >95% removal of the tar and fume aerosol in a single pass, with the collected tar draining continuously and automatically without requiring any system shutdown for cleaning. The purified gas exits from the top of the ionization catcher with dramatically reduced tar content, suitable for the downstream dry filter.
Stage 3: Dry Filter (1 Active + 1 Standby) — Residual Aerosol and Fine Tar Removal
After the ionization catcher, the gas still carries residual fine tar aerosol that the electrostatic system did not capture. The dry filter removes these residual fines before the RTO, providing a final protection for the ceramic heat storage bed. The installation uses two dry filter units (1 active + 1 standby, configured for online replacement) to allow filter media replacement without interrupting the overall treatment process. The dry filter in this application has a longer service life than in a system without the ionization catcher pre-treatment, because the ionization catcher has already removed the bulk of the tar loading.
Stage 4: Three-Bed RTO at ≥760°C — VOC Deep Destruction
The pre-cleaned gas (tar removed, humidity reduced, HCl removed) enters the three-bed RTO. The RTO oxidises the remaining VOCs at ≥760°C with >99% destruction efficiency. Key parameters: processing flow 40,000 m³/h; inlet ≤50°C; >99% VOC; 95% thermal; >760°C; residence >1.2 s; combustor 1,200,000 kcal/h; gas at idle 140 m³/h; idle cooling 72 m³/h; cold start 475 m³; system ΔP <3,000 Pa; weight 120 t; footprint 23×5.5 m. The three-bed configuration uses PLC control with flow chart display for unattended operation, rotating A/B/C bed duty with automatic valve switching.
Granulator
40,000 m³/h
Quench
HCl+temp
Catcher
Tar collect
1+1 standby
Fine tar
≥760°C
>99% VOC
8 mg VOC
99.2%
⭐ Pre-treatment is the “vanguard” of the system. Without ionization catcher, the RTO ceramic bed would fail within weeks.
.webp)
Equipment Specification
| Item | Specification |
|---|---|
| RTO processing flow | 40,000 m³/h; ≤50°C inlet; ≥760°C; >99% VOC; 23×5.5 m; 120 t |
| Combustor rating | 1,200,000 kcal/h |
| Natural gas (idle) | 140 m³/h; idle cooling 72 m³/h; cold start 475 m³ (P: 0.03–0.06 MPa) |
| RTO main fan | 90 kW |
| Combustion-assist fan | 5.5 kW |
| Ionization catcher power | 66 kW (220 V/380 V, 50 Hz) |
| Control components | 2 kW |
| Total installed power | ~163.5 kW |
| Natural gas (combustor) | 120 m³/h max (P: 0.03–0.06 MPa) |
| Compressed air | max 12 m³ (≥0.6 MPa) |
| Daily electricity cost | 132 kWh × 24h × unit rate = approx. 2,542 RMB/day |
| Daily natural gas cost | 25 kWh equivalent × 24h = approx. 1,800 RMB/day |
| Total daily operating cost | 4,342 RMB/day (24-hour continuous operation) |
05 — Operational Results
Verified: Online <10 mg/m³, 99.2% Removal, Stable Long-Term Operation With Tar Pre-Treatment
After commissioning, online VOC monitoring data consistently shows NMHC below 10 mg/m³ at the stack, satisfying the local permit requirement of 60 mg/m³ with a large compliance margin. The system operates 24 hours per day continuously, corresponding to the continuous production schedule of the plastic pelletizing facility. The total daily operating cost is approximately 4,342 RMB/day (electricity: 2,542 RMB; natural gas: 1,800 RMB), equivalent to approximately 1.585 million RMB/year assuming 365-day continuous operation.
The ionization catcher successfully prevents tar accumulation in the RTO ceramic bed, enabling stable long-term operation. Without the ionization catcher, the RTO would fail within weeks. The dry filter between the ionization catcher and the RTO provides a secondary protection layer that extends its service life beyond what it would achieve without the ionization catcher upstream. The online CEMS data records are accessible through the IoT monitoring platform, enabling remote verification of compliance data by operators and environmental regulators.
.webp)
06 — Core Advantages
Five Reasons Why Ionization Catcher + RTO Is the Correct Architecture for Plastic Pelletizing
- ✓
The Ionization Catcher Is the Only Pre-Treatment Technology That Continuously Removes High-Loading Sticky Tar Without Itself Blocking: Unlike fabric filters (which block immediately with tar) or conventional wet scrubbers (which have tar fouling issues), the ionization catcher’s electrostatic collection mechanism captures tar on metal surfaces from which it continuously drains by gravity. The collection electrode surfaces remain accessible to the electric field even as tar deposits form, because the deposits flow downward to the drain continuously rather than accumulating in a blocking layer. This self-cleaning gravity drainage is uniquely suited to the liquid-phase, viscous nature of plastic pelletizing tar. - ✓
The Spray Wash Quench Before the Ionization Catcher Is Mandatory — Without It, Gas-Phase Tar Vapour Passes Through the Ionization Stage Uncollected: The ionization catcher can only collect liquid-phase tar droplets and aerosol, not gas-phase tar vapour. At the raw extruder outlet temperature (up to 200°C), a significant fraction of the tar is still in the gas phase as vapour. The spray wash quench reduces the gas temperature to approximately 40–60°C, causing these vapours to condense into liquid droplets that can be collected electrostatically. Without the quench, a large fraction of the tar would pass through the ionization catcher as vapour and deposit downstream in the dry filter and RTO, defeating the purpose of the pre-treatment system entirely. - ✓
Corrosion-Resistant Materials Throughout Are Non-Negotiable for PVC-Content Plastic Pelletizing Off-Gas: HCl-100 (100 mg/Nm³ HCl) from PVC content creates severely corrosive conditions throughout the entire collection and treatment system. The spray wash towers, ionization catcher vessel, dry filter housing, and all ductwork must be constructed from materials rated for continuous HCl exposure. Using standard carbon steel in any wetted-gas contact surface will result in rapid corrosion failure within months. Additionally, the ionization catcher electrodes must be fabricated from materials resistant to HCl corrosion (316L stainless steel or higher alloy) to maintain electrode geometry and electric field uniformity over the service life. - ✓
Dual Dry Filter (1 Active + 1 Standby) Between Ionization Catcher and RTO Provides a Final Tar Protection Layer That Can Be Maintained Online: Even with the ionization catcher removing the majority of the tar, some residual fine tar aerosol passes through to the dry filter. The dry filter handles this residual loading and prevents it from reaching the RTO ceramic bed. The 1 active + 1 standby configuration allows online filter replacement (same principle as in the bitumen case, Case 26) so that filter media saturation does not cause system shutdown. With the ionization catcher upstream reducing the tar load by >95%, the dry filter service life in this system is dramatically longer than it would be without the ionization catcher — measured in weeks rather than days. - ✓
The RTO’s Three-Bed Configuration With Automated PLC Control and Online Monitoring Enables 24-Hour Continuous Unattended Operation That Matches the Production Schedule: Plastic pelletizing operates continuously (24/7); the VOC treatment system must match this production schedule without requiring on-site operators during night shifts. The three-bed RTO’s PLC control with flow chart display manages all valve switching, temperature control, and alarm response automatically. The IoT online monitoring platform enables remote monitoring by operators and provides the environmental compliance data record required by the Dutch permit authority. The ionization catcher’s automatic tar drain further reduces the maintenance interventions required during continuous operation.
07 — Implementation Cautions
Critical Engineering Lessons for Plastic Pelletizing VOC Treatment
- 🚫
Never install a standard RTO without ionization catcher pre-treatment for plastic pelletizing off-gas — the ceramic bed will block within 2–4 weeks and the system will fail completely: This is the single most important engineering lesson from this case study. The tar loading in plastic pelletizing fume is so high that standard RTO ceramic beds (designed for printing, pharmaceutical, or coating VOC without tar) are blocked within days to weeks of operation. This is not a hypothetical risk — it is a documented failure mechanism that has caused total loss of investment for multiple plastic pelletizing facilities globally that installed standard RTOs without adequate pre-treatment. The ionization catcher + dry filter pre-treatment is mandatory, not optional. Any quotation for a plastic pelletizing VOC treatment system that does not include the ionization catcher or equivalent tar removal pre-treatment should be rejected. - ⚠️
Feedstock composition (PVC content in the mixed waste plastic input) must be monitored, because changes in PVC content directly affect the HCl loading and the system safety parameters: The HCl-100 classification (100 mg/Nm³) is based on the PVC content in the waste plastic feedstock at the time of system design. If the feedstock composition changes (for example, if more PVC-rich waste streams are accepted), the HCl generation rate increases proportionally. Higher HCl loading stresses the corrosion-resistant materials of the ionization catcher and dry filter. If the design HCl load is exceeded, the system may not provide adequate acid gas removal, and the RTO downstream may experience accelerated corrosion. Monitor feedstock composition and HCl outlet concentration from the spray wash regularly, and implement a feedstock control policy that limits PVC-rich inputs if the design HCl limit would be exceeded. - ⚠️
The ionization catcher electrode gap and high-voltage supply must be regularly maintained — electrode fouling reduces collection efficiency and could cause electrical discharge faults: Despite the self-draining design, some heavy tar fraction may gradually build up on the corona wire discharge electrodes over months of operation, reducing the corona current density and decreasing the electrostatic collection efficiency. The electrode system should be inspected every 3–6 months. The high-voltage electrostatic rectifier should be checked for spark-over events (which indicate electrode gap problems from tar accumulation) through the control panel diagnostics log. Any significant reduction in the measured corona current at a given voltage indicates electrode fouling requiring cleaning. - ⚠️
The odour problem at plastic pelletizing facilities is not fully addressed by VOC compliance alone — additional odour management measures may be required: The experience summary explicitly identifies odour as a separate challenge from NMHC compliance: “odour is another prominent problem of plastic pelletizing off-gas; complex organic compounds diffuse pungent odour, not only seriously affecting the surrounding air quality but more likely triggering residential complaints and environmental authority actions.” NMHC outlet below the permit limit does not guarantee odour-below-threshold, because some odour compounds (for example, certain sulfur compounds and aldehydes from PVC degradation) are detectable at ppb concentrations well below the NMHC permit limit. Facilities near residential areas should consider odour dispersion modelling and periodic odour threshold measurement at the site boundary, in addition to CEMS NMHC monitoring.
08 — Engineering Takeaways
Four Lessons from This Plastic Pelletizing VOC Abatement Project
- !
Pre-treatment is not peripheral for plastic pelletizing VOC abatement — it is more important than the RTO itself, because without adequate pre-treatment the RTO cannot function. The experience summary’s conclusion is unambiguous: “pre-treatment serves as the vanguard and foundation of the entire waste gas treatment system, and is the key and core of the entire waste gas treatment system.” This principle applies not just to plastic pelletizing but to any VOC application where the off-gas carries materials that would foul, block, corrode, or damage the primary treatment system. The investment in pre-treatment is never wasted; it directly determines the long-term reliability of the system as a whole. - 2
The ionization catcher represents a distinct technology category from the RTO family — a high-voltage electrostatic tar collector — that is not needed in any other case in this collection except plastic pelletizing and potentially coking industry applications. All 29 previous case studies in this collection used pre-treatment technologies based on chemical absorption (alkali wash, water wash), physical filtration (dry filters, zeolite), or concentration (zeolite rotor). The ionization catcher uses a fundamentally different mechanism — electrostatic charging and collection of aerosol and liquid particles — that is only needed when the pre-treatment challenge is high-loading viscous liquid aerosol that cannot be removed by the other mechanisms. Plastic pelletizing tar is unique in this respect among the industrial VOC applications reviewed. - 3
Comparing all 30 case studies, the central lesson is that technology selection must always be driven by the specific physical and chemical characteristics of the gas stream, not by cost or familiarity. The 30 case studies span: resin adsorption (Case 24, fluorinated solvents), RCO (Case 27, explosion-proof zone), CO catalytic combustion (Case 28, very low concentration), anti-clogging RTO (Case 29, ammonium salt), ionization catcher + RTO (Case 30, tar), zeolite + RTO (Cases 25 and 28), and multiple pharmaceutical scrubbing chains (Cases 22 and 29). Each technology selection is driven by one or more specific gas stream characteristics that make the standard approach (direct RTO) either impossible, uneconomical, or unreliable. The correct first question in any VOC abatement project is: “what is special about this gas stream, and what does that imply for the pre-treatment architecture?” - 4
At 4,342 RMB/day (approximately 1.58 million RMB/year) for 40,000 m³/h at 99.2% VOC removal, this plastic pelletizing installation demonstrates that complex pre-treatment systems add capital cost but not necessarily high operating cost. The daily operating cost of 4,342 RMB reflects 24-hour continuous operation including the 66 kW ionization catcher power. The annual operating cost of approximately 1.58 million RMB is higher than the bitumen case (149,000 RMB/year) but comparable to other high-complexity installations in this collection. The additional pre-treatment capital cost of the ionization catcher and spray wash system is recovered through the elimination of RTO ceramic bed replacement cycles that would otherwise occur every 2–4 weeks without pre-treatment.
09 — Cross-Case Technology Summary
All 30 Cases: The Gas Stream Characteristic That Drives Each Technology Selection
This is Case 30 of 30 in this case study collection. Across all 30 cases, the technology selection is always driven by one or more specific characteristics of the gas stream that make the standard direct-RTO approach suboptimal, uneconomical, or impossible. The table below summarises the key driver and technology selection for each case category.
| Gas Stream Challenge | Cases | Technology Response |
|---|---|---|
| Fluorinated solvents (HF on combustion) | 24 | Resin adsorption + steam desorption + recovery (no RTO) |
| Explosion-proof zone (no open flame) | 27 | RCO catalytic oxidation at 300°C (flameless) |
| Very low concentration (<200 mg/Nm³) | 28 | Zeolite rotor + CO catalytic combustion (20:1 concentration) |
| Large volume low concentration | 25, 28 | Zeolite rotor + RTO or CO (40:1 or 20:1 concentration) |
| Sticky particulates blocking ceramic beds | 26 | Dual series dry filter (1+1 standby, online swap) |
| Ammonium salt deposition in RTO | 29 | Anti-clogging modular bottom ceramic layer with online flush |
| Tar fouling blocking all equipment | 30 | Spray quench + ionization catcher + dry filter + RTO |
| HCl from chlorinated solvents after RTO | 22, 29 | Post-RTO caustic wash (NaOH scrubber) |
| H₂S before RTO (SO₂ generation risk) | 23 | Pre-RTO alkali wash (remove H₂S before combustion) |
| LEL variability (explosive concentration) | 23, 26 | LEL monitoring + fresh air dilution + emergency bypass |
10 — Frequently Asked Questions
Plastic Pelletizing Ionization Catcher + RTO: Eight Questions Answered
Plastic Pelletizing Tar Fouling? Ionization Catcher + RTO Is the Answer.
Explore Ionization Catcher, Pre-Treatment, and RTO Solutions for Plastic Industry VOC
From spray wash + ionization catcher + dry filter pre-treatment chains for tar-laden plastic pelletizing off-gas to three-bed RTO deep treatment systems, our engineering team designs complete VOC abatement solutions for the most challenging polymer processing and recycling applications.





















