Estudio de caso · Reducción de COV
Cómo un fabricante especializado en envases líquidos que trata 60 000 m³/h de gases residuales de secado de imprentas logró una eficiencia de destrucción de COV >99% y un funcionamiento continuo durante 6 años sin averías importantes, mediante el despliegue de un oxidante térmico regenerativo (RTO) de tres lechos con lecho de almacenamiento de calor cerámico, control de ventilador de frecuencia variable, monitorización de la concentración LEL y gestión de procesos integrada DCS adaptada a la formulación variable de la tinta y a las condiciones de impresión de la impresión flexográfica de alta velocidad.
Casa de tres habitaciones con alquiler vacacional
Recuperación térmica 95%+
Flexografía / Huecograbado
Ventilador de frecuencia variable
01 — Antecedentes de la industria
El desafío de los compuestos orgánicos volátiles (COV) en la industria gráfica: formulaciones de tinta variables, velocidades de impresión variables y mezclas de disolventes altamente inflamables.
El embalaje impreso es un componente fundamental de las cadenas de suministro de productos de consumo a nivel mundial. La industria de la impresión y el embalaje utiliza grandes volúmenes de tintas y recubrimientos a base de solventes en procesos de impresión de alta velocidad: impresión flexográfica para envases flexibles, impresión en huecograbado para envases de alimentos e impresión offset para aplicaciones comerciales. Durante la impresión y la etapa de secado de la tinta inmediatamente posterior, los solventes orgánicos presentes en la formulación de la tinta se evaporan y deben ser capturados y tratados antes de su liberación a la atmósfera.
Los gases residuales de la impresión de compuestos orgánicos volátiles (COV) presentan varias características que los diferencian de otras fuentes industriales de COV y definen los requisitos de ingeniería para cualquier sistema de reducción de emisiones:
- Concentración variable de COV: La composición de la tinta varía según el trabajo de impresión (diferentes colores, diferentes sustratos, diferentes proveedores de tinta). La concentración de COV en el extracto del horno de secado varía de un trabajo a otro e incluso dentro de un mismo trabajo, a medida que cambia la cobertura del color. El sistema de tratamiento debe gestionar esta variabilidad de forma fiable, evitando que se superen los límites de cumplimiento por exceso de concentración o que se produzcan condiciones de funcionamiento inseguras.
- Mezclas de disolventes inflamables: Los disolventes de impresión incluyen ésteres (acetato de etilo, acetato de butilo), cetonas (MEK, MIBK), alcoholes (isopropanol, etanol) e hidrocarburos (tolueno en algunas aplicaciones antiguas). A altas temperaturas en hornos de secado o en recintos con ventilación inadecuada, estos compuestos forman mezclas explosivas de vapor y aire. El control del límite inferior de explosividad (LIE) y la dilución son requisitos de seguridad obligatorios, no características de ingeniería opcionales.
- Alto volumen de flujo de aire con baja concentración de COV: Las imprentas requieren grandes flujos de aire de dilución a través de los hornos de secado para mantener las concentraciones de vapor de disolvente muy por debajo del límite inferior de explosividad (LIE) para la seguridad contra incendios. Esto genera un gran volumen de aire con baja concentración de COV que debe ser tratado. La combinación de alto volumen y baja concentración hace que la recuperación (condensación o adsorción) sea menos atractiva que la oxidación térmica para la mayoría de las aplicaciones de impresión.
- Caudal variable: Cuando las imprentas se encienden, se detienen, cambian de trabajo o modifican su velocidad, tanto el volumen de flujo de aire como la concentración de COV varían. El sistema de tratamiento debe mantener un funcionamiento estable y cumplir con las normativas en todo el rango operativo, incluidas las condiciones transitorias.

La empresa objeto de este estudio de caso es un fabricante especializado en envases líquidos que produce envases de plástico moldeados por soplado, envases de película delgada y envases flexibles. Su base de equipos incluye 8 líneas de moldeo por soplado americanas, 5 líneas de impresión automáticas, 1 línea de impresión por huecograbado americana, 1 línea de producción de película de PS (2 líneas), 15 líneas de producción de vasos de papel y 15 líneas de producción de material de PS. Los productos principales son películas compuestas de tres capas para envases líquidos, películas de cinco capas de PVDC, películas termorretráctiles, vasos para leche fresca, papel para etiquetas y bandejas de PS para embalaje de cadena de frío, así como productos de tubos condensadores. El proceso de impresión genera 60 000 m³/h de gases de escape con alto contenido de COV que requieren tratamiento antes de su descarga.
02 — Perfil de contaminación
Gases residuales de secado de impresión: 4000 mg/Nm³ de COV totales, mezcla de disolventes compleja, umbral LEL bajo.
El aire de escape del secador de la imprenta se recoge a 60 000 m³/h (condiciones estándar) de todas las líneas de impresión activas. El volumen estándar es de 60 000 Nm³/h; el volumen del proceso industrial es de 68 786 Nm³/h. El gas sale de los hornos de secado a aproximadamente 40 °C. El contenido de oxígeno es de 211 TP3T (real), lo que confirma que se trata esencialmente de aire atmosférico con vapor de disolvente arrastrado.
El perfil de COV es una mezcla compleja que refleja la diversidad de tintas de impresión utilizadas en múltiples tipos de prensas y trabajos de impresión. El total de COV no metánicos (NMHC) es de aproximadamente 4000 mg/Nm³ con la máxima cobertura de tinta (concentración máxima). Los compuestos regulados individuales y sus límites de salida según la norma industrial aplicable para contaminantes del aire de la industria de la impresión son: benceno ≤1 mg/Nm³; tolueno ≤3 mg/Nm³; xileno ≤12 mg/Nm³; hidrocarburos totales no metánicos (NMHC) ≤50 mg/Nm³. Las concentraciones reales de COV de salida obtenidas después del tratamiento son: benceno 0,1 mg/Nm³; tolueno 2 mg/Nm³; xileno 6 mg/Nm³; NMHC 18 mg/Nm³, todas sustancialmente por debajo de sus respectivos límites, lo que refleja la eficiencia de destrucción de COV >99% del RTO de tres lechos.
Según la Directiva IED de la UE y el Decreto de Actividades neerlandés (marco de la Directiva sobre emisiones de disolventes, ahora incorporado al Capítulo V de la Directiva IED 2010/75/UE), el sector de la impresión se regula como una actividad de recubrimiento de superficies con límites de emisión de COV establecidos en 20 mg/Nm³ de carbono equivalente total para la mayoría de las aplicaciones de impresión, aplicándose límites inferiores cuando hay disolventes peligrosos (compuestos clorados, benceno). La emisión de NMHC de 18 mg/Nm³ obtenida en esta instalación está por debajo del límite de 20 mg/Nm³ de la Directiva IED de la UE.
| Parámetro | Concentración inicial | Salida real | Límite de la UE para dispositivos electrónicos inteligentes (IED) / Países Bajos |
|---|---|---|---|
| Compuestos orgánicos volátiles totales (NMHC) | ≤4000 mg/Nm³ (pico) | 18 mg/Nm³ | IED 2010/75/UE ≤20 mg/Nm³ |
| Benceno | Presente (depende del tipo de tinta) | 0,1 mg/Nm³ | IED ≤1 mg/Nm³ |
| Tolueno | Presente | 2 mg/Nm³ | IED ≤3 mg/Nm³ |
| Xileno | Presente | 6 mg/Nm³ | IED ≤12 mg/Nm³ |
| Volumen de flujo estándar | 60.000 Nm³/h | — | — |
| Volumen de procesos industriales | 68.786 Nm³/h a 40 °C | — | — |
| Temperatura de los gases de escape en el momento de la recolección | ≤100 °C (máx. de diseño de la entrada RTO) | — | — |
| contenido de O₂ | 21% (aire ambiente con vapor de disolvente) | — | — |
Requisito de seguridad LEL: La emisión de gases de secado de impresión debe mantenerse por debajo de 25% del LEL en todo el conducto desde el horno hasta el RTO. El sistema de gestión de la concentración de COV (sensores LEL + control de velocidad del ventilador de frecuencia variable) mantiene la concentración dentro del rango operativo seguro. También se monitoriza la concentración de entrada del RTO para evitar la combustión de una mezcla casi estequiométrica de disolvente y aire en el lecho cerámico del RTO antes de la cámara de combustión, lo que podría provocar una liberación de calor incontrolada y daños en el equipo.
03 — Tecnología y principio de funcionamiento de la RTO
Cómo el RTO de tres lechos logra una destrucción de COV superior al 991 TP3T mientras recupera más del 951 TP3T de calor de combustión.
La oxidación térmica regenerativa (RTO) es la tecnología preferida para aplicaciones de impresión de COV de alto volumen y baja a media concentración. La RTO oxida los COV a CO₂ y H₂O a temperaturas superiores a 760 °C.
La característica distintiva de la oxidación térmica regenerativa (en comparación con la oxidación térmica por combustión directa) es el lecho cerámico de almacenamiento de calor que captura el calor de los gases de combustión a alta temperatura y lo transfiere al gas crudo frío entrante. Esta recuperación interna de calor logra una eficiencia térmica >95%, lo que significa que solo <5% del calor de combustión necesita ser suministrado como combustible suplementario en operación en estado estacionario una vez que el lecho cerámico se ha precalentado a la temperatura de operación.
Lógica de conmutación RTO de tres camas
El RTO de tres lechos (tres cámaras) alterna entre tres modos de funcionamiento (A, B, C) en una secuencia programada. En cada período de ciclo T:
- Una de las camas recibe gas crudo entrante (modo de "entrada"): el aire frío cargado de COV entra a través de la cama cerámica precalentada, absorbe calor y alcanza la temperatura de oxidación antes de entrar en la cámara de combustión.
- Una de las camas libera calor al gas tratado saliente (modo de "salida"): el gas de combustión caliente y limpio procedente de la cámara de combustión pasa a través de la cama fría, calentándola para el siguiente ciclo mientras el gas se enfría hasta alcanzar la temperatura de descarga de la chimenea.
- Se está purgando uno de los lechos (modo de purga): un pequeño volumen de gas limpio y tratado se dirige a través del lecho que estaba en modo de entrada, eliminando cualquier COV residual que pudiera llegar a la salida sin pasar por la cámara de combustión.
El diseño de tres lechos elimina la emisión repentina de COV durante el cambio de válvulas que se produciría en un RTO de dos lechos, ya que el tercer lecho funciona como cámara de purga. Esta purga continua es esencial para lograr una eficiencia de destrucción de COV superior al 991% en todas las condiciones de funcionamiento, incluso durante las transiciones de cambio de válvulas.

Tabla de secuencia de válvulas de lógica de conmutación
| Período | Cama A | Cama B | Cama C |
|---|---|---|---|
| T (primero) | Entrada | Salida | Purga |
| 2T (segundo) | Salida | Purga | Entrada |
| 3T (tercero) | Purga | Entrada | Salida |
El ciclo se repite continuamente. El lecho de purga utiliza un pequeño volumen de gas limpio tratado para eliminar los COV residuales del lecho antes de que pase al modo de salida, evitando así la entrada de COV al conmutar la válvula.
04 — Especificación del sistema
Parámetros de diseño y características de ingeniería de la RTO de tres camas para aplicaciones de impresión de carga variable
El sistema RTO se diseñó en torno a cinco requisitos específicos de la aplicación para el contexto de la industria de la impresión: (1) capacidad de ventilador de frecuencia variable para ajuste de caudal y concentración; (2) monitoreo de LEL con control de retroalimentación de concentración; (3) capacidad de monitoreo de alta temperatura y caudal; (4) mecanismo de conmutación de válvula de asiento simple y confiable (no válvula rotativa, que tiene mayores requisitos de mantenimiento); (5) diseño de baja tasa de fallas para la industria de la impresión sensible a la rentabilidad, donde el tiempo de inactividad del sistema de tratamiento afecta directamente la producción.
Parámetros de selección
| Parámetro | Especificación |
|---|---|
| Caudal de tratamiento | 60.000 m³/h |
| Temperatura de entrada de COV | ≤100°C |
| eficiencia de destrucción de COV | >99% |
| eficiencia de recuperación térmica | >95% |
| Tiempo de residencia en la cámara de combustión | >1,2 s |
| Temperatura de oxidación | >760°C |
| Salida de calor del combustor | 2,1 millones de kcal/h |
| Gas natural (arranque en frío, 3 h) | 240 m³/h (P: 0,03–0,06 MPa) |
| Gas natural (funcionamiento en vacío) | 130 m³/h |
| Consumo de gas natural en arranque en frío | 650 m³ por evento de arranque en frío |
| Caída de presión del sistema | <3.000 Pa |
| Peso del equipo | 127 t |
| Huella del equipo | 23 m × 6,5 m |
Capacidad instalada
| Artículo | Especificación |
|---|---|
| Ventilador principal RTO | 160 kW (frecuencia variable) |
| fan de La Purga | 15 kW |
| Componentes de control eléctrico | 2 kW |
| Potencia total instalada | 177 kW (a 220 V/380 V, 50 Hz) |
| quemador de gas natural | 240 m³/h (P: 0,03–0,05 MPa) |
| Aire comprimido (válvulas neumáticas) | 50 m³/h (≥0,6 MPa) |
| consumo real de electricidad | 142,4 kW a las 114 h (equivalente a 0,8 RMB/kWh) |
.webp)
05 — Principios de diseño
Cuatro principios de ingeniería que definen el diseño RTO en la industria de la impresión
- ✓
El control de ventiladores de frecuencia variable es esencial, no opcional, para las aplicaciones de impresión: Las imprentas generan gases de escape de COV con caudales y concentraciones variables según la velocidad de impresión, la cobertura, el color de la tinta y las transiciones entre trabajos. Un ventilador RTO de velocidad fija configurado para un caudal máximo funcionaría a caudales excesivos durante los periodos de producción parcial, desperdiciando energía y reduciendo la temperatura del gas en la entrada del RTO (disminuyendo el precalentamiento disponible antes de la cámara de combustión y aumentando el consumo de combustible suplementario). El variador de frecuencia (VFD) en el ventilador principal RTO de 160 kW permite que el sistema ajuste el volumen de gas real en cada condición de funcionamiento, manteniendo la temperatura y el tiempo de residencia de la cámara de combustión dentro de las especificaciones en todo el rango de carga, a la vez que minimiza el consumo de energía del ventilador. - ✓
La monitorización del LEL en el colector de recogida de gases residuales es un requisito de seguridad innegociable: La concentración total de COV en el escape del horno de secado debe mantenerse siempre por debajo del 25% del LEL. El colector de recogida de gases residuales está equipado con monitores de concentración de LEL, monitores de temperatura e instrumentos de medición de concentración en tiempo real (alarmas de alta temperatura, ajuste de la concentración de gases de combustión en tiempo real mediante el nuevo ventilador). El sistema DCS responde automáticamente a los cambios en la concentración de LEL ajustando la velocidad del ventilador para diluir el gas recogido cuando la concentración se aproxima al umbral de seguridad. Sin esta gestión activa de la concentración, un cambio en la velocidad de impresión o en la cobertura de tinta podría generar una mezcla inflamable en los conductos antes de que el operador se dé cuenta. - ✓
El sencillo diseño de conmutación mediante válvula de asiento proporciona fiabilidad durante un horizonte operativo de seis años: El sistema de tratamiento debe operar con alta disponibilidad, ya que las imprentas funcionan de forma continua y el tratamiento de COV es un requisito legal para la continuidad de la producción. Por lo tanto, la selección del diseño de la válvula RTO es una decisión crítica de ingeniería de confiabilidad. Se especifica la conmutación mediante válvula de asiento (válvula de hongo) en lugar de válvula rotativa porque: las válvulas de asiento tienen un mecanismo de sellado más simple con menos piezas móviles; son más fáciles de mantener y reemplazar sin paradas prolongadas; y proporcionan un mecanismo de conmutación de válvula simple y confiable que minimiza la tasa de fallas. El funcionamiento continuo de 6 años sin averías importantes, documentado en el resumen de la experiencia, es en parte resultado de esta elección de diseño de válvula. - ✓
La capacidad de aprovechar el calor residual en períodos de operación de alta concentración reduce significativamente el costo operativo anual: En concentraciones medias a altas de COV (donde el calor exotérmico de la oxidación de los COV contribuye significativamente a mantener la temperatura de la cámara de combustión), el RTO opera en modo “autotérmico”: la combustión de los COV proporciona suficiente calor para mantener los lechos cerámicos a la temperatura de funcionamiento con un consumo mínimo o nulo de gas natural suplementario. En periodos de alta concentración, el RTO puede operar con un consumo de gas natural suplementario cercano a cero y generar calor residual que puede extraerse mediante vapor, aire caliente o agua caliente para la calefacción de las instalaciones o el calor de proceso. El equilibrio entre el coste del combustible suplementario y los posibles ingresos por calor residual es una consideración económica operativa importante para los sistemas RTO de la industria gráfica.
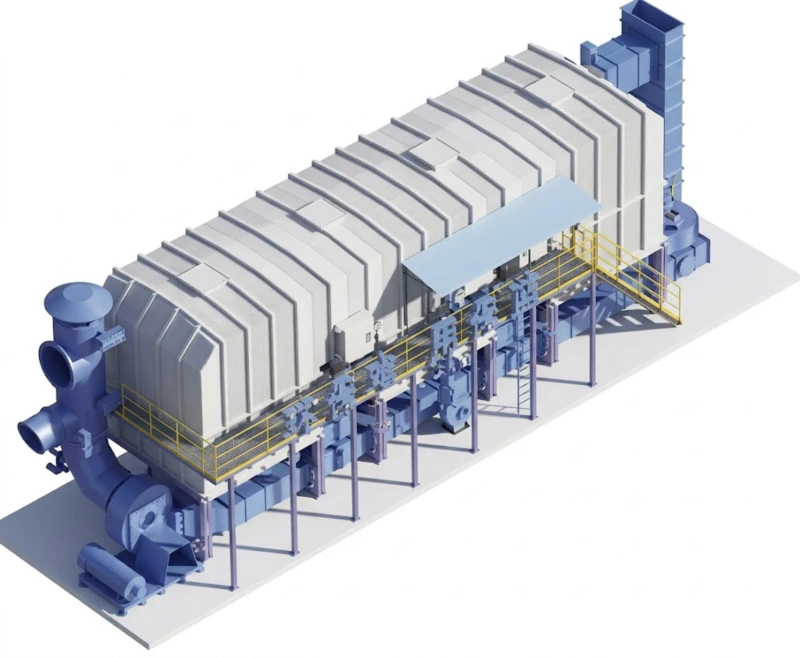
06 — Resultados operativos y disposición de los equipos
Rendimiento verificado: 99,51% de eliminación de COV, 20 mg/Nm³ de NMHC en línea, 6 años sin fallos importantes.
Tras la puesta en marcha y la estabilización, los monitores CEMS en línea muestran de forma constante una concentración de COV igual o inferior a 20 mg/Nm³, cumpliendo con el requisito del permiso ambiental local aplicable de 40 mg/Nm³ y alcanzando la clasificación de emisiones empresariales de Grado B. Se estima una reducción anual de COV de 1719,361 toneladas por año. El sistema ha operado durante 6 años consecutivos sin averías importantes, con un mantenimiento diario limitado a simples comprobaciones del estado de las válvulas y datos de monitorización en línea que cumplen continuamente con los requisitos del permiso.
Costes operativos anuales a 7.200 horas de funcionamiento: electricidad a 142,4 kW reales (0,8 RMB/kWh) = aproximadamente 82 decenas de mil RMB/año; gas natural para arranque en frío (3 eventos de arranque por año a 650 m³/evento) = 664 unidades a 4 RMB/m³ = aproximadamente 0,8 decenas de mil RMB; gas natural durante el funcionamiento normal (5 m³/h a 4 RMB/m³, 7.200 h) = aproximadamente 14,4 decenas de mil RMB; aire comprimido (50 m³/h a 10 RMB/unidad) = aproximadamente 3,6 decenas de mil RMB; coste operativo anual total aproximado de 103,6 decenas de mil RMB. El bajo consumo de gas natural durante el funcionamiento normal (solo 5 m³/h en estado estacionario frente a 130 m³/h en reposo y 240 m³/h en arranque en frío) refleja la eficiencia de recuperación térmica >95% de los lechos de almacenamiento de calor cerámicos y la contribución del calor de oxidación de los COV al mantenimiento de la temperatura de la cámara de combustión durante los períodos de producción.
07 — Precauciones de implementación
Lecciones críticas de ingeniería y operación para aplicaciones RTO en la industria gráfica
- 🚫
La gestión de la concentración de LEL es un requisito de seguridad vital que debe aplicarse en todas las condiciones de producción; nunca se debe eludir el sistema de bloqueo de LEL: La concentración de COV en el conducto de recogida de gases de escape del horno de impresión debe mantenerse siempre por debajo del LEL 25%. Si la concentración se aproxima al umbral del LEL 25% (aproximadamente 6250 mg/Nm³ para una mezcla típica de disolventes de impresión), el control automático de dilución debe aumentar inmediatamente el flujo de aire de dilución. Operar con sensores LEL anulados o desactivar el bloqueo de concentración crea un riesgo de explosión en el conducto y en el sistema RTO. El sistema de monitorización del LEL debe calibrarse con la frecuencia especificada por el fabricante del sensor (normalmente mensual) y debe abarcar todas las conexiones de la imprenta, no solo el colector común. - ⚠️
La compleja composición de los gases de escape y las condiciones de funcionamiento variables exigen que el sistema de tratamiento se diseñe para todos los escenarios operativos, incluidas las condiciones transitorias: La concentración de COV en los gases de escape de la impresión varía continuamente a lo largo del turno de trabajo debido a los diferentes trabajos de impresión, colores y formulaciones de tinta que se utilizan. El RTO debe mantener una eficiencia de destrucción >99% en todo el rango de carga, desde la producción mínima (flujo bajo, concentración baja de COV) hasta la producción máxima (flujo completo, concentración máxima de COV), incluyendo durante el arranque de la prensa, los cambios de trabajo y las paradas. El control del ventilador de frecuencia variable y la gestión adaptativa del modo de funcionamiento basada en DCS son las herramientas técnicas que gestionan estas transiciones. Verifique el rendimiento del RTO en condiciones de carga mínima, nominal y máxima durante la prueba de aceptación de la puesta en marcha antes de aceptar el sistema. - ⚠️
El consumo energético de la RTO es el mayor coste operativo y debe optimizarse continuamente, ya que afecta directamente a la rentabilidad de la empresa de impresión: Las empresas de impresión operan en un mercado altamente competitivo donde los márgenes de rentabilidad son reducidos y el costo operativo del sistema de tratamiento de COV representa una parte significativa del costo total de producción. El costo operativo total anual de 103,6 millones de RMB para esta instalación de 60 000 m³/h es relativamente bajo porque la recuperación térmica >95% reduce el consumo de gas natural a solo 5 m³/h en operación normal. Cualquier degradación del rendimiento del lecho de almacenamiento de calor cerámico (debido a la acumulación de polvo, daños mecánicos o fatiga por ciclos térmicos) aumentará el requerimiento de combustible suplementario y elevará el costo operativo. La medición anual de la eficiencia térmica y la inspección del lecho cerámico deben incluirse en el programa de mantenimiento planificado. - ⚠️
La sincronización de la conmutación de la válvula de asiento debe calibrarse según la velocidad real del gas en el lecho cerámico para evitar emisiones de COV entre ciclos: El tiempo del ciclo de purga (el período durante el cual se barre la tercera cama con gas limpio antes de pasar al modo de salida) debe ser lo suficientemente largo para eliminar por completo todos los COV residuales de los canales de la cama, pero lo suficientemente corto para mantener la eficiencia térmica. Si el tiempo de purga es demasiado corto, los COV residuales en los canales de la cama se transferirán a la salida durante el cambio de válvula, generando breves picos de emisión. En instalaciones con caudales variables (como en aplicaciones de impresión), el tiempo de purga debe ser suficiente para la condición de velocidad mínima del gas (velocidad más baja del ventilador), no solo para la condición de diseño nominal. - ⚠️
Los cambios en la tinta y en la formulación del disolvente deben comunicarse al operador de la RTO antes de su implementación: Las distintas formulaciones de tinta tienen composiciones de solventes y valores LEL diferentes. Cuando el equipo de producción de impresión cambia a una nueva formulación de tinta con una composición de solventes distinta, puede ser necesario ajustar los puntos de ajuste del sistema de monitoreo de LEL. Se debe establecer un procedimiento formal de gestión de cambios que exija al gerente de producción notificar al equipo de operadores de RTO antes de cualquier cambio en la formulación de la tinta o el solvente, para que el monitoreo de LEL pueda reconfigurarse si es necesario antes de que el nuevo solvente ingrese al sistema de recolección.
08 — Preguntas frecuentes
Reducción de la contaminación por COV en la industria gráfica: Diez preguntas respondidas
Preguntas de gestores de permisos medioambientales, ingenieros de producción y equipos de seguridad, salud y medio ambiente (HSE) en instalaciones de impresión, embalaje y recubrimiento de superficies que planifican sistemas de reducción de COV (compuestos orgánicos volátiles) de RTO según los requisitos de la Directiva IED de la UE y el Decreto de Actividades neerlandés.
¿Listo para lograr una destrucción de COV superior al 991% en sus instalaciones de impresión?
Descubra la gama completa de soluciones de oxidación térmica regenerativa.
De Oxidadores térmicos regenerativos (RTO) de tres lechos para la reducción de COV en la industria de la impresión a toda la gama de Aplicaciones RTO en la impresión flexográficaNuestro equipo de ingeniería ofrece soluciones que cumplen con la normativa IED de la UE, con la fiabilidad y la capacidad de carga variable que requieren las empresas de impresión.





















