مطالعه موردی · کنترل انتشار گازهای صنعتی
چگونه یک تولیدکننده گرافیتیزاسیون مواد آند باتری لیتیوم-یون با کارایی بالا به راندمان گوگردزدایی ۹۹.۸۵۱TP3T، خروجی SO₂ زیر ۱۸ میلیگرم بر نیوتن متر مکعب و صفر ستون سفید قابل مشاهده - از جریان گاز خروجی کوره آچسون که حاوی SO₂ با غلظت تا ۲۰۰۰۰ میلیگرم بر نیوتن متر مکعب و ذرات با غلظت ۳۰۰ میلیگرم بر نیوتن متر مکعب است، دست یافت.
سنگ آهک-گچ مرطوب FGD
نیتراتزدایی SNCR
فرونشانی مغناطیسی
انطباق با انتشار مواد آند باتری
۰۱ — پیشینه صنعت
چالش انتشار گازهای گلخانهای کوره گرافیتی در قلب زنجیره تامین باتری خودروهای برقی
مواد آند یکی از چهار ماده اولیه اصلی باتریهای لیتیوم-یونی هستند و همچنین به خودی خود یک صنعت نوظهور استراتژیک محسوب میشوند که با اولویتهای ملی در ... همسو هستند. چهاردهمین برنامه پنج ساله و اهداف بلندمدت ۲۰۳۵گسترش سریع جهانی پذیرش خودروهای برقی، مواد آند باتری لیتیومی را به یکی از پررشدترین زیربخشهای صنعتی در سطح جهان تبدیل کرده است، به طوری که حجم محمولههای آن در سال ۲۰۲۳ به ۱۷۸.۳ ده هزار تن (رشد سالانه ۱۵.۱۱TP3T) رسیده و پیشبینیها حاکی از آن است که این رقم تا سال ۲۰۳۰ به ۸۰۰ ده هزار تن خواهد رسید.
گرافیتیسازی، پرانرژیترین و پرانتشارترین مرحله در زنجیره تولید مواد آند است. کورههای آچسون، ماده اولیه کربن را طی یک چرخه ۶۴ ساعته تا دمای بیش از ۲۵۰۰ درجه سانتیگراد گرم میکنند که در طی آن ترکیبات گوگردی که به طور طبیعی در کک نفتی و خوراک قطران زغال سنگ وجود دارند، به صورت SO₂ دفع میشوند. غلظت SO₂ حاصل در گاز خروجی کوره فوقالعاده بالاست - به طور معمول در ورودی جاذب گوگردزدایی به ۱۱۳۰۲ میلیگرم بر نیوتن متر مکعب میرسد و مقادیر اوج آن ۲۰۰۰۰ میلیگرم بر نیوتن متر مکعب ثبت شده است. این امر، گاز خروجی کوره گرافیتیسازی را در میان جریانهای SO₂ با بالاترین غلظت در هر بخش تولیدی در سطح جهان قرار میدهد.
با تشدید مقررات زیستمحیطی تا سال ۲۰۲۴ مقررات مدیریت مجوز تخلیه آلودگی و طرح اقدام برای تسریع کاهش آلودگی و کربن، الزام به گاز خروجی کوره گرافیتیزاسیون برای دستیابی به انتشار بسیار کم، اجتنابناپذیر شد. چالش فنی صرفاً کاهش SO₂ از ۱۱۳۰۲ به ≤۱۸ میلیگرم بر نیوتن متر مکعب - کاهش ۹۹.۸۴۱TP3T - نیست، بلکه انجام این کار همزمان با مدیریت ذرات معلق، NOx، HCl، HF، CO و دود سفید قابل مشاهده است که عدم رعایت را فوراً و به طور عمومی آشکار میکند.

«کوره گرافیتیزاسیون SO₂ با غلظت ۱۱۳۰۲ میلیگرم بر نیوتن متر مکعب، مشکل گوگردزدایی دیگ بخار یا نیروگاه نیست. این یک مشکل تصفیه گاز اسیدی از نوع مشکلی است که در تولید اسید سولفوریک با آن مواجه میشویم. دستیابی به راندمان حذف ۹۹.۸۵۱TP3T برای رسیدن به خروجی ۱۸ میلیگرم بر نیوتن متر مکعب و در عین حال مدیریت همزمان ذرات، NOx و دود سفید قابل مشاهده، نیازمند یک سیستم چند فناوری هدفمند است، نه اقتباسی از شیوه استاندارد شستشوی صنعتی.»
— خلاصه فنی مهندسی، پروژه حذف گرد و غبار/گوگردزدایی/نیتریفیکاسیون صنعت گرافیتیزاسیون
۰۲ — مشخصات آلودگی
گاز خروجی کوره آچسون: جریانی با بیشترین میزان SO₂ در تولید مواد باتری
این مرکز در زمینه تحقیق و توسعه، تولید و فروش مواد آند باتری لیتیومی با انرژی نو و محصولات مرتبط با گرافیته کردن تخصص دارد. این مرکز به مشتریان بینالمللی سطح بالا خدمات ارائه میدهد، جزو سه تأمینکننده برتر مواد آند در جهان محسوب میشود و دارای ۱ پروژه برند سازمانی، ۲ علامت تجاری ثبت شده و ۱۹ اختراع ثبت شده است.
کوره آچسون در یک چرخه ۶۴ ساعته در دماهای بسیار بالا کار میکند. گاز خروجی از دودکش با دمای ۱۷۰ درجه سانتیگراد، آلایندههای زیر را همزمان با خود حمل میکند:
- SO₂ با غلظت ۱۱۳۰۲ میلیگرم بر نیوتن متر مکعب ورودی به جاذب FGD (اوج گاز خام ثبت شده در 20000 میلیگرم بر نیوتن متر مکعب). این آلایندهی تعیینکننده است: الزام حذف 99.85% برای رسیدن به خروجی ≤18 میلیگرم بر نیوتن متر مکعب، از جمله الزامات بسیار مهم گوگردزدایی در هر بخش صنعتی است.
- ذرات معلق با غلظت ۳۰۰ میلیگرم بر نیوتنمتر مکعب (گاز خام)، که عمدتاً شامل گرافیت و غبار کربن حاصل از مواد شارژ کوره است. خروجی هدف: ≤5 میلیگرم بر نیوتن متر مکعب - نیاز کلی کاهش 98.3%.
- NOx در ۱۰۰ میلیگرم بر نیوتنمتر مکعب از واکنشهای هوای احتراق با دمای بالا. خروجی هدف: ≤100 میلیگرم بر نیوتن متر مکعب از طریق نیتراتزدایی SNCR در بالادست.
- CO در ۱۰۰ میلیگرم بر نیوتن متر مکعبنیاز به نظارت بر ایمنی CO و مدیریت احتراق در بالادست هر مرحله تصفیه محصور دارد.
- HF با غلظت ۵ میلیگرم بر نیوتن متر مکعب و HCl با غلظت ۱۵ میلیگرم بر نیوتن متر مکعبهر دو گازهای اسیدی خورندهای هستند که مشخصات مواد مقاوم در برابر خوردگی را برای تمام اجزای در تماس با آب تعیین میکنند.
- تغییرپذیری دمای بالاگاز خام با دمای ۱۷۰ درجه سانتیگراد باید توسط مبدل حرارتی بازیابی انرژی قبل از فن القایی به زیر ۱۲۰ درجه سانتیگراد کاهش یابد و سپس توسط ورودی واحد MPA به زیر ۴۰ درجه سانتیگراد کاهش یابد. این الزام مدیریت دما، سرمایهگذاری قابل توجهی در تجهیزات کمکی را به دنبال دارد.
- تغییرات شدید چرخه SO₂در طول چرخه ۶۴ ساعته کوره آچسون، غلظت SO₂ تقریباً به ۲۰۰۰۰ میلیگرم بر نیوتن متر مکعب میرسد و میتواند برای مدت ۲ تا ۳ ساعت در این سطح بالا باقی بماند. سیستم گوگردزدایی باید برای حداکثر بار SO₂ تحت نامطلوبترین شرایط عملیاتی با حجم زیاد گاز دودکش و حداکثر SO₂ طراحی شود.
| پارامتر | گاز خام / ورودی به تصفیه خانه | پریز (طراحی) | محدودیت نظارتی |
|---|---|---|---|
| SO₂ | میانگین ۱۱۳۰۲ میلیگرم بر نیوتن متر مکعب (پیک ۲۰۰۰۰) | ≤18 میلیگرم بر نیوتن متر مکعب | ۱۸ میلیگرم بر نیوتن متر مکعب |
| ذرات معلق (PM) | ۳۰۰ میلیگرم بر نیوتن متر مکعب | ≤5 میلیگرم بر نیوتن متر مکعب | ۵ میلیگرم بر نیوتن متر مکعب |
| اکسیدهای نیتروژن | ۱۰۰ میلیگرم بر نیوتن متر مکعب | ≤100 میلیگرم بر نیوتن متر مکعب | ۱۰۰ میلیگرم بر نیوتن متر مکعب |
| شرکت | ۱۰۰ میلیگرم بر نیوتن متر مکعب | ≤100 میلیگرم بر نیوتن متر مکعب | ۱۰۰ میلیگرم بر نیوتن متر مکعب |
| اچ اف | ۵ میلیگرم بر نیوتن متر مکعب | ≤5 میلیگرم بر نیوتن متر مکعب | ۵ میلیگرم بر نیوتن متر مکعب |
| هیدروکلراید | ۱۵ میلیگرم بر نیوتن متر مکعب | ≤15 میلیگرم بر نیوتن متر مکعب | ۱۵ میلیگرم بر نیوتن متر مکعب |
| ستون سفید قابل مشاهده | حاضر | هیچکدام (نامرئی) | هیچ ستون سفید قابل مشاهده ای وجود ندارد |
| حجم گاز دودکش (نامی، FGD) | ۱۴۰،۰۰۰ نیوتن متر مکعب بر ساعت | — | — |
| حجم تحت درمان با MPA | ۱۰۰۰۰۰ نیوتن متر مکعب بر ساعت | — | — |
| دمای گاز خام | ۱۷۰ درجه سانتیگراد | — | — |
| استاندارد قابل اجرا | دستورالعمل انتشارات صنعتی اتحادیه اروپا (IED 2010/75/EU) و فرمان فعالیت های هلندی (Activiteitenbesluit milieubeheer) | ||
۰۳ — الزامات مهندسی
چرا رویکردهای استاندارد گوگردزدایی صنعتی نمیتوانند مشکل گرافیتی شدن SO₂ را حل کنند؟
چالش مهندسی این پروژه صرفاً انتخاب یک فناوری نبود - بلکه طراحی یک سیستم چند مرحلهای یکپارچه بود که همزمان به هر شش پارامتر آلودگی رسیدگی کند و در عین حال تغییرات چرخهای شدید غلظت SO₂ را در طول چرخه ۶۴ ساعته کوره آچسون مدیریت کند.
طراحی برای حداکثر بار SO₂، نه میانگین بار
سیستم FGD باید تحت سناریوی حداکثر SO₂ به انطباق دست یابد: حداکثر حجم گاز دودکش همزمان با حداکثر غلظت SO₂ (20،000 میلیگرم بر نیوتن متر مکعب). طراحی برای میانگین (11302 میلیگرم بر نیوتن متر مکعب) منجر به تجاوز از انطباق در دورههای اوج 2 تا 3 ساعته هر چرخه کوره خواهد شد.
بازیابی انرژی به عنوان یک عنصر طراحی جداییناپذیر
گاز خام ۱۷۰ درجه سانتیگراد حامل انرژی حرارتی قابل بازیابی است. یک مبدل حرارتی تبدیل و بازیابی انرژی به عنوان اولین مرحله تصفیه برای کاهش دمای گاز دودکش به ۱۱۹.۴۶ درجه سانتیگراد قبل از فن القایی در نظر گرفته شده است که شرایط عملکرد فن را بهبود میبخشد و بار حرارتی تجهیزات پاییندستی را کاهش میدهد و در عین حال انرژی حرارتی مفید برای تأسیسات را بازیابی میکند.
جذب دو مرحلهای برای SO₂ شدید
سیستم FGD تک برجی سنگ آهک-گچ نمیتواند در یک مرحله به حذف ۹۹.۸۵۱TP3T SO₂ از ۱۱۳۰۲ میلیگرم بر نیوتن متر مکعب به ≤۱۸ میلیگرم بر نیوتن متر مکعب دست یابد. یک معماری جذب دو مرحلهای - اسکرابر اولیه و به دنبال آن اسکرابر ثانویه - مورد نیاز است، با نظارت بین مراحله pH و مدیریت دوغاب برای حفظ راندمان جذب بهینه در هر دو برج به طور مداوم.
حذف دود سفید از طریق MPA پاییندست
پس از دو مرحله FGD، گاز پس از اسکرابر هنوز با بخار آب و غبار اسید باقیمانده اشباع شده است. یک واحد کاهش غلظت مغناطیسی (BLCNXB-10W، 100,000 Nm³/h) به عنوان مرحله نهایی پرداخت مشخص شده است که پس از مبدل حرارتی بازیابی انرژی نصب میشود که دمای گاز را به بالای 80 درجه سانتیگراد میرساند تا از تشکیل توده متراکم قابل مشاهده جلوگیری شود.
مدیریت محصولات جانبی گچ
فرآیند FGD سنگ آهک-گچ، سولفات کلسیم (گچ) را به عنوان یک محصول جانبی با حداکثر ۲۶۱۸ کیلوگرم در ساعت تولید میکند. این سیستم باید شامل آبگیری گچ باشد تا رطوبت آن به زیر ۱۵۱TP3T برای جابجایی و دفع عملی برسد. گچ باید با استانداردهای کیفیت محصول جانبی مطابقت داشته باشد که امکان استفاده مجدد به عنوان مصالح ساختمانی را به جای دفع به عنوان زباله فراهم میکند.
مقاومت در برابر خوردگی برای سرویس HF و High-SO₂
ترکیب SO₂ با غلظت ۱۱۳۰۲ میلیگرم بر نیوتن متر مکعب و HF با غلظت ۵ میلیگرم بر نیوتن متر مکعب، محیطی فوقالعاده خورنده و تهاجمی ایجاد میکند. تمام سطوح خیس شده در جاذبهای FGD، سیستم جابجایی گچ و واحد MPA باید از موادی باشند که برای این سرویس ترکیبی اسیدی رتبهبندی شدهاند. فولاد کربنی استاندارد یا فولاد ضد زنگ ملایم برای هیچ یک از اجزای خیس شده قابل قبول نیست.
ادغام SNCR برای انطباق با NOx
نیتراتزدایی SNCR (کاهش غیرکاتالیستی انتخابی) در مسیر تصفیه ادغام شده است تا به محدودیت 100 میلیگرم بر نیوتنمتر مکعب NOx برسد. نقطه تزریق معرف SNCR باید در محدوده دمایی (850 تا 1100 درجه سانتیگراد) در داخل کانال گاز خروجی کوره قرار گیرد تا تجزیه NOx به طور مؤثر و بدون لغزش آمونیاک انجام شود.
ایمنی: مدیریت خطر آتشسوزی، انفجار و انتشار CO
گاز خروجی کوره گرافیتیزاسیون حاوی گرد و غبار کربن قابل احتراق و CO با غلظت ۱۰۰ میلیگرم بر نیوتن متر مکعب است که هر دو باعث ایجاد خطرات آتشسوزی و انفجار در تجهیزات تصفیه محصور میشوند. اقدامات پیشگیری از آتشسوزی، محافظت در برابر انفجار و ضد خوردگی باید در سیستم طراحی شوند و تمام قفلهای تجهیزات باید شامل نظارت بر غلظت CO با قابلیت بایپس خودکار باشند.
04 — راهکار درمانی
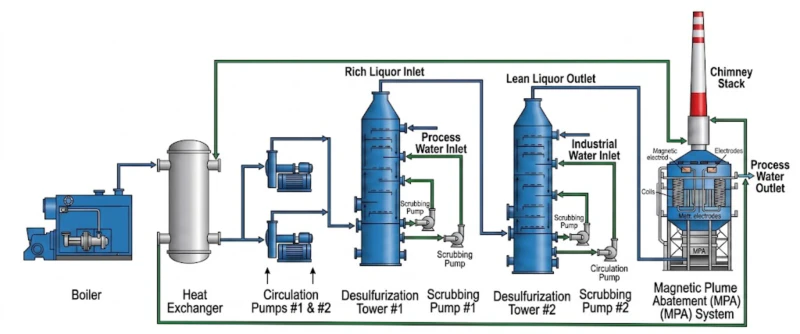
سیستم تصفیه چهار مرحلهای یکپارچه: بازیابی انرژی → دو برج FGD → MPA → Clean Stack
سیستم تصفیه، سه فناوری اثباتشده را به صورت سری ادغام میکند که هر کدام به مجموعهای متمایز از آلایندهها از جریان گاز خروجی کوره گرافیتیزاسیون میپردازند. این ترکیب به گونهای انتخاب شده است که از نقاط قوت مکمل هر فناوری بهره ببرد و در عین حال نقاط کور هر فناوری را در مراحل دیگر حذف کند.
مرحله ۱: مبدل حرارتی بازیابی انرژی (۱۷۰ درجه سانتیگراد → ۱۱۹.۴۶ درجه سانتیگراد)
گاز خروجی کوره گرافیتسازی خام با دمای ۱۷۰ درجه سانتیگراد ابتدا به مبدل حرارتی بازیابی انرژی هدایت میشود، جایی که محتوای انرژی حرارتی گاز داغ به یک محیط کاری برای استفاده در تأسیسات منتقل میشود. دمای گاز قبل از فن القایی به ۱۱۹.۴۶ درجه سانتیگراد کاهش مییابد که باعث بهبود شرایط عملکرد فن و افزایش عمر تجهیزات میشود. مبدل حرارتی ۸۵۰۰۰ نیوتن متر مکعب در ساعت را با سطح انتقال حرارت ۹۳۴ متر مربع و افت فشار تجهیزات ۲۷۳ پاسکال جابجا میکند.
مرحله ۲: فن القایی → فن دو مرحلهای سنگ آهک-گچ FGD (۱۴۰،۰۰۰ نیوتن متر مکعب در ساعت)
دو برج جذب سنگ آهک-گچ که در خلاف جهت یکدیگر قرار دارند، جریان گاز ۱۴۰،۰۰۰ نیوتن متر مکعب در ساعت را تصفیه میکنند. اسکرابر اصلی شامل یک غبارگیر توری دو لایه است؛ اسکرابر ثانویه دارای یک غبارگیر توری یک لایه و یک مجموعه غبارگیر دستهای است. بین دو برج، یک سیستم نظارت آنلاین سطح مایع و نظارت بر pH، امکان پر کردن دوغاب در زمان واقعی و کنترل pH مایع بین مراحل را فراهم میکند - که تضمین میکند مدار دوغاب در طول چرخه کامل ۶۴ ساعته کوره بدون دخالت دستی، به طور بهینه متعادل باقی بماند. پارامترهای کلیدی FGD: مصرف سنگ آهک ۱۸۵۸ کیلوگرم در ساعت (حداکثر)، تولید گچ ۲۶۱۸ کیلوگرم در ساعت (حداکثر)، میزان رطوبت گچ کمتر از ۱۵۱TP3T، ظرفیت ذخیرهسازی سنگ آهک ۱۵۰ متر مکعب با استقلال ۳ روزه.
مرحله ۳: دنیتریفیکاسیون SNCR
نیتراتزدایی SNCR با راندمان حذف تخمینی 50%، NOx را از 100 میلیگرم بر نیوتنمتر مکعب کاهش میدهد تا به مشخصات خروجی برسد. سیستم تزریق SNCR در ناحیه دمای بالای لوله گاز خروجی عمل میکند که در آن تجزیه حرارتی کمپلکس واکنشگر NOx بدون نیاز به بستر کاتالیزور اختصاصی SCR مؤثر است.
مرحله ۴: کاهش شدت جریان مغناطیسی (۱۰۰۰۰۰ نیوتن متر مکعب بر ساعت)
پس از دو مرحله FGD، گاز تمیز شده از یک مبدل حرارتی بازیابی انرژی دوم (واحد تبدیل انرژی و افزایش دما) عبور میکند که دمای گاز را از تقریباً ۴۵ درجه سانتیگراد به بالای ۸۰ درجه سانتیگراد افزایش میدهد، حاشیه نقطه شبنم بخار آب را کاهش میدهد و شرایط را برای جذب توده MPA بهبود میبخشد. سپس گاز برای صیقلدهی عمیق نهایی و حذف توده سفید قبل از تخلیه از طریق دودکش اصلی، وارد واحد دفع مغناطیسی توده BLCNXB-10W میشود.
کوره
۱۷۰→۱۱۹ درجه سانتیگراد
فن
برج FGD
برج FGD
HX →80 درجه سانتیگراد
(BLCNXB-10W)
پشته
پارامترهای فنی کلیدی واحد MPA
| پارامتر | مشخصات |
|---|---|
| مدل واحد MPA | BLCNXB-10W |
| نوع طرح بندی | ماژول مستقل و خارجی دکل |
| جهت جریان هوا | ورودی از پایین، اگزوز از بالا (مستقیم) |
| راندمان تصفیه | ≥95% |
| غلظت آلاینده مخلوط ورودی | ۱۰۰ میلیگرم بر نیوتن متر مکعب |
| غلظت آلاینده مخلوط خروجی | ≤5 میلیگرم بر نیوتن متر مکعب |
| مقاومت سیستم | ۳۰۰ پاسکال |
| حجم گاز دودکش تصفیه شده | ۱۰۰۰۰۰ نیوتن متر مکعب بر ساعت |
| دمای گاز ورودی MPA | کمتر از ۴۰ درجه سانتیگراد (پس از FGD)؛ قبل از MPA با افزایش دما توسط HX به بیش از ۸۰ درجه سانتیگراد افزایش مییابد |
| فشار سیستم | طراحی ±۵۰۰۰ پاسکال |
| ابعاد تجهیزات (عرض×عمق) | پلان ۷۹۰۰ × ۷۹۰۰ میلیمتر |
| ارتفاع تجهیزات | ۱۷۰۰۰ میلیمتر |
| ژنراتور انرژی مغناطیسی | BLEMG-2K |
| میانگین مصرف برق MPA | ۸۰ کیلووات |
| ضریب بار زمان اجرا MPA | ۱۹۵ (شاخص بار عملیاتی) |
۰۵ — مزایای اصلی
چرا سنگ آهک-گچ FGD + SNCR + MPA معماری مناسبی برای کوره گرافیتیسازی با گاز خروجی است؟
- ✓
فرآیند FGD سنگ آهک-گچ به حذف ۹۹.۸۵۱TP3T SO₂ از ۱۱۳۰۲ میلیگرم بر نیوتن متر مکعب گاز خام دست یافت: راندمان گوگردزدایی تأیید شده ۹۹.۸۵۱TP3T - کاهش SO₂ ورودی از ۱۱۳۰۲ به میانگین خروجی ۸ میلیگرم بر نیوتن متر مکعب - حتی با استانداردهای FGD نیروگاه زغال سنگ که معمولاً غلظت SO₂ را یک مرتبه کمتر در نظر میگیرد، استثنایی است. فرآیند سنگ آهک-گچ برای این کاربرد انتخاب شد زیرا از معرف فراوان و کمهزینه استفاده میکند (سنگ آهک به طور گسترده یافت میشود و از نظر قیمت پایدار است)، یک محصول جانبی قابل استفاده تجاری (گچ برای ساخت و ساز) تولید میکند و کمترین نسبت مایع به گاز را در بین تمام مواد شیمیایی FGD مرطوب برای راندمان حذف قابل مقایسه دارد. طراحی حذف کننده مه درون برج و سیستم نظارت بر pH بین مرحلهای، نوآوریهای مهندسی خاصی هستند که این عملکرد را در سطح غلظت SO₂ گرافیتی شدن امکانپذیر میکنند. - ✓
بازیابی انرژی، جریان اتلاف حرارتی را به یک دارایی قابل استفاده برای تأسیسات تبدیل میکند: گاز خام ۱۷۰ درجه سانتیگراد انرژی حرارتی قابل توجهی را حمل میکند که توسط مبدل حرارتی بالادست قبل از سیستم FGD استخراج میشود و دما را به ۱۱۹.۴۶ درجه سانتیگراد کاهش میدهد. این انرژی بازیابی شده به عنوان گرمای مفید به تأسیسات بازگردانده میشود و راندمان کلی انرژی را بهبود میبخشد و هزینه خالص انرژی سیستم تصفیه را کاهش میدهد. یک مبدل حرارتی دوم در پایین دست FGD دمای گاز را قبل از واحد MPA افزایش میدهد و عملکرد حذف دود را بیشتر بهینه میکند. پیکربندی مبدل حرارتی دوگانه این سیستم را از نظر حرارتی و زیستمحیطی بهینه میکند. - ✓
بهینهسازی شبیهسازی کامپیوتری، طراحی با مقاومت کم و بهرهوری انرژی بالا را ارائه میدهد: از شبیهسازی دینامیک سیالات محاسباتی پیشرفته برای بهینهسازی توزیع سرعت گاز در برجهای جاذب FGD، به حداقل رساندن مقاومت داخلی و دستیابی به تماس یکنواخت معرف-گاز استفاده شد. این رویکرد طراحی مبتنی بر شبیهسازی، سیستمی با مصرف برق کمتر و استفاده بیشتر از معرف نسبت به برجهای طراحیشده تجربی با ظرفیت معادل تولید میکند، در حالی که انطباق با شرایط بدترین حالت بار SO₂ را تضمین میکند. - ✓
محصول جانبی گچ، عملیات بدون ضایعات را امکانپذیر میکند: حداکثر نرخ تولید گچ ۲۶۱۸ کیلوگرم بر ساعت از واکنش FGD، ضایعات نیست - این ماده زمانی که تا رطوبت زیر ۱۵۱TP3T آبگیری شود، یک مصالح ساختمانی قابل استفاده تجاری است. این سیستم شامل یک فیلتر کمربند خلاء یا سیستم آبگیری معادل برای دستیابی به این مشخصات است که امکان فروش یا استفاده از گچ را در کاربردهای مصالح ساختمانی در محل فراهم میکند. این امر هزینه دفع زبالههای جامد و بار نظارتی را که در غیر این صورت از تصفیه گچ به عنوان ضایعات صنعتی ناشی میشود، از بین میبرد. - ✓
عملکرد انطباق تأیید شده در هر شش پارامتر تنظیم شده به طور همزمان: این سیستم به موارد زیر دست یافت: راندمان گوگردزدایی ۹۹.۸۵۱TP3T (خروجی SO₂، ۸ میلیگرم بر نیوتن متر مکعب، در مقابل حد مجاز ۱۸)؛ راندمان حذف گرد و غبار ۹۸.۴۱TP3T (خروجی PM، ۲.۴ میلیگرم بر نیوتن متر مکعب، در مقابل حد مجاز ۵)؛ راندمان نیتراتزدایی ۵۵۱TP3T؛ خروجی NOx، ۴۵ میلیگرم بر نیوتن متر مکعب (در مقابل حد مجاز ۱۰۰)؛ خروجی HF، ۱ میلیگرم بر نیوتن متر مکعب (در مقابل حد مجاز ۵)؛ خروجی HCl، ۳.۵ میلیگرم بر نیوتن متر مکعب (در مقابل حد مجاز ۱۵)؛ و صفر ستون سفید قابل مشاهده. هر شش پارامتر به طور همزمان در حاشیه انطباق قابل توجهی پایینتر از حد مجاز مربوطه خود قرار دارند. - ✓
قابلیت راهاندازی مجدد سیستم گردش دوغاب با یک دکمه: این طراحی شامل یک عملکرد راهاندازی مجدد خودکار تک دکمهای برای سیستم گردش دوغاب پس از خاموشی برنامهریزیشده یا اضطراری است که توالی پیچیده تنظیم دستی شیر را که قبلاً مورد نیاز بود، حذف میکند. این امر به طور قابل توجهی حجم کار اپراتور و خطر خطای انسانی را در هنگام راهاندازی مجدد سیستم کاهش میدهد، که دورههای بحرانی برای خطر تجاوز از انطباق در کاربردهای FGD با SO₂ بالا هستند.
۶ — نتایج عملیاتی
دادههای انطباق تأیید شده: هر شش پارامتر آلاینده پایینتر از محدودیتهای نظارتی هستند
سیستم یکپارچه به طور همزمان به تمام اهداف انطباق دست یافت، با حاشیههای قابل توجهی پایینتر از محدودیتهای نظارتی در تمام پارامترهای تحت نظارت:
حداکثر بار عملیاتی سیستم کامل ۱۵۲۲.۵۵ کیلووات است. در صورت کارکرد مداوم ۲۴ ساعته در روز، هزینه برق روزانه ۱۳۱۵۴.۸۳۲ یوان (با نرخ ۰.۳۶ یوان بر کیلووات ساعت) است. برای ۸۰۰۰ ساعت کارکرد سالانه، هزینه برق سالانه تقریباً ۴۳۸۴.۹۴۴ ده هزار یوان است. مصرف سالانه آب تقریباً ۴.۸۵ تن بر ساعت است؛ با نرخ ۵ تن بر ساعت برای ۲۴ ساعت در روز و قیمت واحد آب ۲ یوان بر تن، هزینه روزانه آب ۲۴۰ یوان است که معادل ۸۰ ده هزار یوان در سال میشود. مصرف سنگ آهک با نرخ ۱۸۵۸.۶۳۲ کیلوگرم بر ساعت و نرخ ۳۰۰ یوان بر تن، منجر به هزینه سالانه سنگ آهک ۴۴۵.۹۲ ده هزار یوان میشود.
07 — هشدارهای اجرایی
درسهای حیاتی مهندسی و عملیاتی برای کاربردهای FGD کوره گرافیتی
- ⚠️
مدیریت غلظت دوغاب، مهمترین پارامتر عملیاتی در FGD سنگ آهک-گچ با SO₂ بالا است: تجربه عملیاتی مستند این پروژه مشخص میکند: (1) سطح مایع دوغاب سنگ آهک اسکرابر اولیه نباید از سطح سرریز تجاوز کند؛ هنگام افزودن آب هنگام افزودن سنگ آهک، غلظت باید در 15%-20% کنترل شود؛ (2) هنگامی که pH حلقه گردش اسکرابر اولیه به زیر 4.5 میرسد، دوغاب اضافه کنید و pH را در 4.5-5.5 حفظ کنید؛ (3) هنگامی که pH حلقه گردش اسکرابر ثانویه به زیر 5.5 میرسد، دوغاب اضافه کنید و pH اسکرابر ثانویه را در 5.5-6.5 حفظ کنید. عدم حفظ این محدودههای pH باعث از دست رفتن سریع راندمان جذب SO₂ و تجاوز از حد مجاز در عرض چند دقیقه در غلظتهای بالای SO₂ میشود که مشخصه گاز خروجی کوره گرافیتیسازی است. - ⚠️
پروتکل راه اندازی سیستم گچی باید دقیقاً رعایت شود: (1) هنگام روشن کردن سیستم تراشیدن گچ، ابتدا شیر ورودی مخزن تحت فشار را باز کنید، سپس منبع تغذیه را باز کنید؛ (2) پس از روشن کردن پمپ تراشیدن گچ، قبل از شروع مجدد، از باز بودن کامل درب شیر ورودی اطمینان حاصل کنید؛ (3) پس از هر بار تخلیه پرس گچ، خروجی فیلتر فشار را در محل تمیز کنید. انحراف از این ترتیب باعث ایجاد فشار معکوس گچ میشود که میتواند سیستم تراشیدن را مسدود کند و نیاز به تعمیر و نگهداری برنامهریزی نشده در طول تولید داشته باشد. - ⚠️
راهاندازی سیستم گردش آب نیاز به تنظیم شیر آب ابتدا با آب و سپس با آب خنککننده دارد: (1) هنگام روشن کردن سیستم گردش آب، شیرهای خروجی و آب خنککننده را در موقعیت شروع باز قرار دهید؛ (2) هر ساعت مقادیر pH برج FGD مرحله اول و مرحله دوم را ثبت کنید، سطح مایع دوغاب را مشاهده کنید و مطمئن شوید که در محدوده عملکرد عادی باقی میمانند؛ (3) در فاصله زمانی برنامهریزی شده (هر 4 ساعت)، نازلهای اسپری را تمیز کنید تا مطمئن شوید که حذفکننده مه به طور عادی و بدون انسداد کار میکند؛ (4) در حین کار سیستم، فن اکسیداسیون را به طور عادی روشن نگه دارید تا از تأمین هوای کافی برای تشکیل گچ اطمینان حاصل شود؛ (5) سطح مایع مخزن را کنترل کنید و در سطح بالای مایع، شیر خروجی پمپ تخلیه را برای تخلیه باز کنید تا مدیریت شرایط اضطراری تسهیل شود. - ⚠️
مدیریت دمای MPA برای حذف قابل اعتماد دود غیرقابل مذاکره است: دمای ورودی واحد MPA باید بین ۴۶ تا ۵۵ درجه سانتیگراد (که توسط واحد افزایش دمای تبدیل انرژی کنترل میشود) حفظ شود. دمای خروجی واحد بازیابی انرژی و افزایش دما باید بالای ۸۰ درجه سانتیگراد کنترل شود تا از تشکیل دود سفید قابل مشاهده جلوگیری شود. اگر دمای گاز هنگام ورود به واحد MPA خیلی پایین باشد، حاشیه نقطه شبنم بخار آب کاهش مییابد و دود سفید قابل مشاهده علیرغم رعایت غلظت آلاینده، دوباره در دودکش ظاهر میشود. نظارت بر دما در ورودی MPA و خروجی واحد بازیابی انرژی باید در سیستم هشدار SCADA با نقاط تنظیم هشدار اولیه گنجانده شود. - ⚠️
ولتاژ و جریان MPA باید در محدوده مجاز مدیریت شود: ولتاژ کنترل ژنراتور مغناطیسی MPA باید تقریباً در ۶۰ کیلوولت حفظ شود. حداکثر جریان نباید از ۱۰۰۰ میلیآمپر تجاوز کند. باید به دما، رطوبت و سایر عوامل محیطی اطراف واحد MPA و همچنین وضعیت عملکرد سیمپیچ الکترومغناطیسی، ژنراتور مغناطیسی و اجزای الکترومغناطیسی توجه شود. عبور از حد جریان باعث تخریب عایق در سیمپیچهای میدان مغناطیسی میشود و ممکن است منجر به وقوع قوس الکتریکی شود که به لایه جاذب آسیب میرساند. - ⚠️
غلظت SO₂ و نوسانات دما، خطر اصلی بیثباتی سیستم هستند: تحلیل ریسک پروژه، نوسانات دمای گاز دودکش و SO₂ را به عنوان علت اصلی ناپایداری تخلیه سیستم شناسایی میکند. این نوسانات ناشی از چرخه ذاتی 64 ساعته کوره آچسون است، نه نقص تجهیزات. پروتکل واکنش سیستم مستلزم موارد زیر است: (1) حفظ ارتباط نزدیک بین سیستم تصفیه گاز دودکش و تیم عملیات کوره گرافیتی؛ در صورت مشاهده نوسانات، اطلاعرسانی قبلی و انجام اقدامات مربوطه به موقع؛ (2) تقویت دورههای بازرسی پرسنل برای حفظ عملکرد عادی تجهیزات؛ بهروزرسانی مداوم اقدامات ایمنی و برنامههای احتمالی برای اطمینان از واکنش مؤثر در شرایط اضطراری. ادغام سیستم کنترل FGD با DCS عملیات کوره برای هشدار زودهنگام روند SO₂ اکیداً توصیه میشود.
۸ - نکات مهندسی
چهار درس از این پروژه تصفیه چند آلاینده کوره گرافیتی
- 1
طراحی را برای حداکثر بار SO₂ انجام دهید، نه غلظت متوسط، در غیر این صورت در هر اوج چرخه کوره، انطباق را نقض خواهید کرد. چرخه ۶۴ ساعته کوره آچسون در طول فاز دمای بالا، پیکهای SO₂ با غلظت ۲۰۰۰۰ میلیگرم بر نیوتن متر مکعب ایجاد میکند. سیستمی که برای میانگین ۱۱۳۰۲ میلیگرم بر نیوتن متر مکعب طراحی شده باشد، برای این پیکها کمتر از حد مجاز تعیین شده عمل خواهد کرد و SO₂ را به مدت ۲ تا ۳ ساعت در هر چرخه، بالاتر از حد مجاز ۱۸ میلیگرم بر نیوتن متر مکعب منتشر خواهد کرد. مبنای طراحی صحیح، سناریوی بار اوج - حداکثر حجم گاز دودکش همزمان با حداکثر غلظت SO₂ - است که در آن عملکرد متوسط، حاشیه انطباق را ارائه میدهد که بافر تنظیمی سیستم را ایجاد میکند. - 2
FGD دو مرحلهای دو برجی تنها معماری مناسب برای حذف ۹۹.۸۵۱TP۳T SO₂ از غلظتهای بالاتر از ۱۰۰۰۰ میلیگرم بر نیوتن متر مکعب است. سیستمهای FGD سنگ آهک-گچ تک برجی به طور قابل اعتمادی برای حذف 90-95% از غلظتهای SO₂ کمتر از 2000 میلیگرم بر نیوتن متر مکعب طراحی شدهاند. دستیابی به 99.85% از 11302 میلیگرم بر نیوتن متر مکعب نیازمند دو مرحله با پایش pH بین مراحل و پر کردن مجدد دوغاب است، زیرا فرآیند شستشو به یک جبهه دوغاب تازه با pH بالا در مرحله دوم نیاز دارد تا SO₂ باقیماندهای را که از دوغاب اشباع مرحله اول خارج میشود، جذب کند. طراحی دو مرحلهای باید به طور پیشفرض برای هر کاربردی با SO₂ ورودی بالاتر از 5000 میلیگرم بر نیوتن متر مکعب باشد. - 3
ارتباط بلادرنگ بین تیم عملیات کوره و اتاق کنترل FGD یک الزام عملیاتی است، نه یک امر تشریفاتی. تحلیل ریسک نوسان SO₂ در این پروژه، به صراحت نیاز به اطلاعرسانی قبلی از سوی تیم کوره را هنگام تغییر شرایط عملیاتی مشخص میکند. بدون این لینک ارتباطی، سیستم FGD پس از ورود SO₂ به جاذب، به صورت واکنشی به افزایش ناگهانی آن پاسخ میدهد و زمان کافی برای تنظیم pH و سرعت جریان دوغاب قبل از وقوع تجاوز از حد مجاز را نمیدهد. یک پروتکل ساده - اپراتور کوره 30 دقیقه قبل از هرگونه تغییر فاز برنامهریزیشده در چرخه کوره، اتاق FGD را مطلع میکند - زمان هشدار لازم برای تنظیم پیشگیرانه دوغاب را فراهم میکند. - 4
محصول جانبی گچ یک دارایی درآمدی و پایداری است، نه یک مشکل مدیریت پسماند. با حداکثر نرخ تولید ۲۶۱۸ کیلوگرم در ساعت و هزینه ورودی سنگ آهک ۳۰۰ یوان در هر تن، این سیستم یک معرف معدنی کمهزینه را به گچ ساختمانی با درجه تجاری تبدیل میکند که هزینه دفع و مسئولیت زیستمحیطی مرتبط با تصفیه سولفات کلسیم به عنوان پسماند جامد را از بین میبرد. قرار دادن سیستم FGD به عنوان یک واحد تولید گچ - با گوگردزدایی به عنوان مرحله فرآیند ارزشافزوده - به جای یک واحد تصفیه پسماند، یک مدل اقتصادی دقیقتر برای ارزیابی سرمایهگذاری و تصمیمگیری عملیاتی مداوم ایجاد میکند.
09 — سوالات متداول
کنترل انتشار گازهای گلخانهای در کوره گرافیتیسازی: پاسخ به ده سوال
سوالاتی از مهندسان رعایت الزامات زیستمحیطی، مدیران تولید و تیمهای تدارکات فنی در تأسیسات گرافیتیسازی مواد آند باتری لیتیومی که در حال برنامهریزی برای ارتقاء کنترل انتشار گازهای گلخانهای هستند.
آمادهاید تا چالش انتشار گازهای گلخانهای کوره گرافیتی خود را حل کنید؟
طیف کاملی از راهکارهای کنترل انتشار گازهای صنعتی را بررسی کنید
از حذف گرد و غبار کوره گرافیتیزاسیون یکپارچه، گوگردزدایی و نیتراتزدایی گرفته تا سیستمهای اکسیداسیون حرارتی احیاکننده برای کاهش VOC دارویی و شیمیاییتیم مهندسی ما، راهکارهای انطباق تأیید شدهای را برای دشوارترین چالشهای انتشار گازهای صنعتی در زنجیره تأمین مواد باتری جهانی ارائه میدهد.





















