Casestudie · Industriële emissiebeheersing
Hoe een producent van hoogwaardige anodematerialen voor lithium-ionbatterijen door middel van grafietisatie een ontzwavelingsefficiëntie van 99,851 TP3T, een SO₂-uitstoot van minder dan 18 mg/Nm³ en geen zichtbare witte rookpluim heeft bereikt — met een afgasstroom van een Acheson-oven die SO₂-concentraties tot 20.000 mg/Nm³ en fijnstofconcentraties van 300 mg/Nm³ bevatte.
Kalksteen-gips natte rookgasontzwaveling
SNCR-denitrificatie
Vermindering van magnetische pluimen
Emissienormen voor anodematerialen van batterijen
01 — Achtergrondinformatie over de industrie
De emissie-uitdaging van de grafitisatieoven vormt de kern van de toeleveringsketen voor elektrische autobatterijen.
Anodematerialen zijn een van de vier belangrijkste grondstoffen voor lithium-ionbatterijen en tevens een strategische, opkomende industrie op zich, die aansluit bij de nationale prioriteiten. 14e Vijfjarenplan En Doelstellingen voor de lange termijn 2035De snelle wereldwijde toename van het gebruik van elektrische voertuigen heeft ervoor gezorgd dat anodematerialen voor lithiumbatterijen een van de snelstgroeiende industriële subsectoren ter wereld zijn geworden. De verzendvolumes bereikten in 2023 178,3 miljoen ton (een groei van 15,11 miljoen ton op jaarbasis) en de prognoses wijzen op 800 miljoen ton in 2030.
Grafitering is de meest energie-intensieve en emissie-intensieve stap in de productieketen van anodemateriaal. Acheson-ovens verhitten het koolstofprecursormateriaal tot temperaturen van meer dan 2500 °C gedurende een cyclus van 64 uur, waarbij de van nature aanwezige zwavelverbindingen in petroleumcokes en koolteerpek als SO₂ worden afgevoerd. De resulterende SO₂-concentratie in het rookgas van de oven is buitengewoon hoog – routinematig oplopend tot 11.302 mg/Nm³ bij de inlaat van de ontzwavelingsabsorber, met piekwaarden van 20.000 mg/Nm³. Dit maakt het rookgas van grafiteringsovens tot een van de hoogste SO₂-concentraties die in welke productiesector dan ook ter wereld worden aangetroffen.
Naarmate de milieuregelgeving in de periode tot 2024 werd aangescherpt Regelgeving voor het beheer van vergunningen voor lozingen van verontreinigende stoffen en de Actieplan om de reductie van vervuiling en CO2-uitstoot te versnellenDaardoor werd de eis dat de rookgassen van de grafitisatieovens een ultralage emissie moesten bereiken onvermijdelijk. De technische uitdaging is niet alleen om de SO₂-uitstoot te verlagen van 11.302 naar ≤18 mg/Nm³ — een reductie van 99,841 TP3T — maar om dit te doen met gelijktijdige beheersing van fijnstof, NOx, HCl, HF, CO en de zichtbare witte rookpluim die niet-naleving onmiddellijk en publiekelijk duidelijk maakt.

“De SO₂-concentratie van 11.302 mg/Nm³ in grafitisatieovens is geen probleem voor de ontzwaveling van ketels of energiecentrales. Het is een probleem met de behandeling van zure gassen, zoals die voorkomen bij de productie van zwavelzuur. Om een verwijderingsefficiëntie van 99,851 TP3T te bereiken bij een uitlaatconcentratie van 18 mg/Nm³, terwijl tegelijkertijd fijnstof, NOx en zichtbare witte rookpluimen worden beheerst, is een speciaal ontworpen systeem met meerdere technologieën nodig, geen aanpassing van de standaard industriële gaswaspraktijk.”
— Technische samenvatting, project voor stofverwijdering, ontzwaveling en denitrificatie in de grafitisatie-industrie
02 — Vervuilingsprofiel
Afgas van de Acheson-oven: de meest SO₂-intensieve gasstroom in de productie van batterijmaterialen.
De faciliteit is gespecialiseerd in onderzoek en ontwikkeling, productie en verkoop van anodematerialen voor lithiumbatterijen met nieuwe energiebronnen en aan grafitisatie gerelateerde producten. Het bedrijf bedient internationale high-end klanten, behoort tot de top drie van anodematerialenleveranciers wereldwijd en bezit 1 bedrijfsmerkproject, 2 geregistreerde handelsmerken en 19 patenten.
De Acheson-oven werkt volgens een cyclus van 64 uur bij extreem hoge temperaturen. De ongezuiverde rookgassen verlaten de oven bij 170 °C en bevatten tegelijkertijd de volgende verontreinigende stoffen:
- SO₂ met een concentratie van 11.302 mg/Nm³ aan de inlaat van de FGD-absorber. (piek in ruw gas gedocumenteerd op 20.000 mg/Nm³). Dit is de bepalende verontreinigende stof: een verwijderingseis van 99,85% om een uitlaatconcentratie van ≤18 mg/Nm³ te bereiken, behoort tot de meest veeleisende ontzwavelingsspecificaties in welke industriële sector dan ook.
- Fijnstof met een concentratie van 300 mg/Nm³ (ruw gas), dat voornamelijk bestaat uit grafiet en koolstofstof afkomstig van het ovenmateriaal. Doelstelling uitlaat: ≤5 mg/Nm³ — een totale reductie-eis van 98,31 TP3T.
- NOx bij 100 mg/Nm³ afkomstig van verbrandingsluchtreacties bij hoge temperaturen. Doeluitlaat: ≤100 mg/Nm³ via SNCR-denitratie stroomopwaarts.
- CO bij 100 mg/Nm³Vereist CO-veiligheidsmonitoring en verbrandingsbeheer vóór elke gesloten behandelingsfase.
- HF bij 5 mg/Nm³ en HCl bij 15 mg/Nm³Beide zijn corrosieve zure gassen die de specificatie voor corrosiebestendige materialen bepalen voor alle onderdelen die in contact komen met het medium.
- Grote temperatuurschommelingenRuw gas van 170 °C moet door de warmtewisselaar voor energieterugwinning vóór de afzuigventilator worden afgekoeld tot onder de 120 °C en vervolgens verder worden afgekoeld tot onder de 40 °C bij de inlaat van de MPA-unit. Deze temperatuurbeheersingseis vereist aanzienlijke investeringen in hulpapparatuur.
- Extreme SO₂-cyclusvariatieTijdens de 64 uur durende cyclus van de Acheson-oven bereikt de SO₂-concentratie een piek van ongeveer 20.000 mg/Nm³ en kan deze gedurende 2-3 uur verhoogd blijven. Het ontzwavelingssysteem moet ontworpen zijn voor de maximale SO₂-belasting onder de meest ongunstige bedrijfsomstandigheden, namelijk een grote rookgasafvoer en een maximale SO₂-concentratie.
| Parameter | Ruw gas / Inlaat naar behandeling | Outlet (Ontwerp) | Wettelijke limiet |
|---|---|---|---|
| SO₂ | 11.302 mg/Nm³ gemiddeld (piek 20.000) | ≤18 mg/Nm³ | 18 mg/Nm³ |
| Fijnstof (PM) | 300 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| CO | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| HF | 5 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| HCl | 15 mg/Nm³ | ≤15 mg/Nm³ | 15 mg/Nm³ |
| Zichtbare witte pluim | Cadeau | Geen (onzichtbaar) | Geen zichtbare witte pluim |
| Rookgasvolume (nominaal, FGD) | 140.000 Nm³/h | — | — |
| MPA-behandeld volume | 100.000 Nm³/h | — | — |
| Ruwe gastemperatuur | 170°C | — | — |
| Toepasselijke norm | EU-richtlijn industriële emissies (IED 2010/75/EU) en het Nederlandse Activiteitenbesluit milieubeheer | ||
03 — Technische vereisten
Waarom standaard industriële ontzwavelingsmethoden het SO₂-grafitisatieprobleem niet kunnen oplossen
De technische uitdaging van dit project was niet alleen het selecteren van een technologie, maar ook het ontwerpen van een geïntegreerd meerfasensysteem dat alle zes vervuilingsparameters tegelijkertijd aanpakt en tegelijkertijd de extreme cyclische variabiliteit van de SO₂-concentratie gedurende de 64 uur durende Acheson-ovencyclus beheert.
Ontwerp voor piekbelasting van SO₂, niet voor gemiddelde belasting.
Het rookgasontzwavelingssysteem moet voldoen aan de eisen onder het scenario met maximale SO₂-concentratie: maximaal rookgasvolume dat samenvalt met de maximale SO₂-concentratie (20.000 mg/Nm³). Ontwerpen voor het gemiddelde (11.302 mg/Nm³) zou leiden tot overschrijdingen van de eisen tijdens de piekperioden van 2-3 uur van elke ovencyclus.
Energieterugwinning als integraal ontwerpelement
Het ruwe gas van 170 °C bevat terugwinbare thermische energie. Een warmtewisselaar voor energieomzetting en -terugwinning is als eerste behandelingsstap gespecificeerd om de temperatuur van de rookgassen te verlagen tot 119,46 °C vóór de afzuigventilator. Dit verbetert de bedrijfsomstandigheden van de ventilator en vermindert de thermische belasting van de apparatuur stroomafwaarts, terwijl tegelijkertijd nuttige warmte-energie voor de installatie wordt teruggewonnen.
Tweetrapsabsorptie voor extreme SO₂-concentraties
Een rookgasontzwavelingsinstallatie met één toren op basis van kalksteen en gips kan geen 99,851 TP3T SO₂-verwijdering bereiken van 11.302 mg/Nm³ tot ≤18 mg/Nm³ in één doorgang. Een tweetraps absorptiearchitectuur – een primaire scrubber gevolgd door een secundaire scrubber – is vereist, met tussentijdse pH-monitoring en slurrymanagement om de optimale absorptie-efficiëntie in beide torens continu te handhaven.
Het elimineren van de witte pluim via stroomafwaarts gelegen MPA's.
Na de tweetraps rookgasontzwaveling (FGD) is het gas na de scrubber nog steeds verzadigd met waterdamp en resterende zure nevel. Een magnetische pluimreductie-unit (BLCNXB-10W, 100.000 Nm³/h) is gespecificeerd als de laatste zuiveringsstap. Deze unit is geïnstalleerd na de warmtewisselaar voor energieterugwinning, die de gastemperatuur verhoogt tot boven de 80 °C om de vorming van zichtbare condensatiepluimen te voorkomen.
Beheer van gipsbijproducten
Het rookgasontzwavelingsproces met kalksteen en gips produceert calciumsulfaat (gips) als bijproduct met een snelheid tot 2618 kg/u. Het systeem moet gipsontwatering omvatten om een vochtgehalte onder de 151 TP3T te bereiken voor praktische verwerking en verwijdering. Het gips moet voldoen aan kwaliteitsnormen voor bijproducten, zodat het hergebruikt kan worden als bouwmateriaal in plaats van als afval te worden afgevoerd.
Corrosiebestendigheid voor HF- en hoge SO₂-concentraties
De combinatie van SO₂ met een concentratie van 11.302 mg/Nm³ en HF met een concentratie van 5 mg/Nm³ creëert een uitzonderlijk agressieve corrosieve omgeving. Alle oppervlakken in de rookgasontzwavelingsinstallatie (FGD), het gipsverwerkingssysteem en de MPA-unit die in contact komen met de vloeistof, moeten vervaardigd zijn van materialen die geschikt zijn voor deze gecombineerde zure omgeving. Standaard koolstofstaal of zacht roestvrij staal is niet geschikt voor onderdelen die in contact komen met de vloeistof.
SNCR-integratie voor NOx-naleving
SNCR (Selective Non-Catalytic Reduction) denitratie is geïntegreerd in het behandelingsproces om te voldoen aan de NOx-limiet van 100 mg/Nm³. Het injectiepunt voor het SNCR-reagens moet zich binnen het temperatuurbereik (850–1100 °C) in het rookgaskanaal van de oven bevinden voor een effectieve NOx-afbraak zonder ammoniakemissie.
Veiligheid: Beheer van brand-, explosie- en koolmonoxidegevaren
De rookgassen van grafitisatieovens bevatten brandbaar koolstofstof en CO met een concentratie van 100 mg/Nm³. Beide stoffen vormen een brand- en explosiegevaar in gesloten behandelingsapparatuur. Brandpreventie, explosiebeveiliging en corrosiepreventie moeten in het systeem worden ingebouwd en alle apparatuurvergrendelingen moeten CO-concentratiebewaking met automatische bypass-functie omvatten.
04 — Behandelingsoplossing
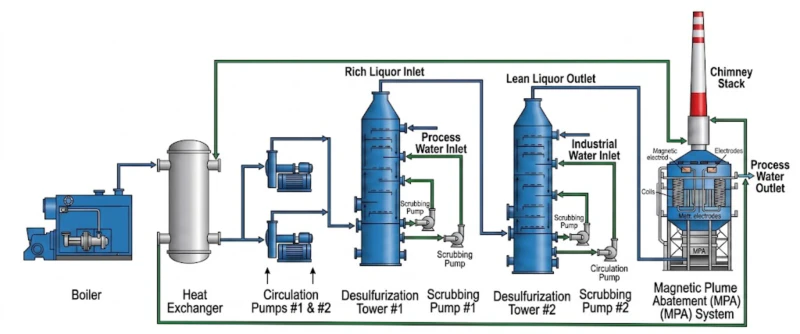
Geïntegreerd viertrapsbehandelingssysteem: Energieterugwinning → Rookgasontzwaveling met dubbele toren → MPA → Schone schoorsteen
Het behandelingssysteem integreert drie beproefde technologieën in serie, die elk een specifieke set verontreinigende stoffen uit de afgasstroom van de grafitisatieoven aanpakken. De combinatie is gekozen om de complementaire sterke punten van elke technologie te benutten en tegelijkertijd de blinde vlekken van elke technologie in de andere fasen te elimineren.
Fase 1: Warmtewisselaar voor energieterugwinning (170°C → 119,46°C)
De ruwe afgassen van de grafitisatieoven, met een temperatuur van 170 °C, worden eerst naar de warmtewisselaar voor energieterugwinning geleid. Daar wordt de thermische energie van het hete gas overgedragen aan een werkmedium voor gebruik in de installatie. De gastemperatuur wordt verlaagd tot 119,46 °C vóór de afzuigventilator, wat de bedrijfsomstandigheden van de ventilator verbetert en de levensduur van de apparatuur verlengt. De warmtewisselaar verwerkt 85.000 Nm³/h met een warmteoverdrachtsoppervlak van 934 m² en een drukval van 273 Pa.
Fase 2: Geforceerde trekventilator → Tweetraps rookgasontzwaveling met kalksteen en gips (140.000 Nm³/h)
Twee tegenstroomse absorptietorens voor kalksteen en gips behandelen de gasstroom van 140.000 Nm³/u. De primaire scrubber is voorzien van een nevelafscheider met twee lagen; de secundaire scrubber heeft een nevelafscheider met één laag en een bundelnevelafscheider. Tussen de twee torens zorgt een online vloeistofniveau- en pH-monitoringsysteem voor realtime aanvulling van de slurry en regeling van de pH-waarde van de vloeistof tussen de trappen. Dit garandeert dat het slurrycircuit gedurende de volledige 64-uurs cyclus van de oven optimaal in balans blijft zonder handmatige tussenkomst. Belangrijkste FGD-parameters: kalksteenverbruik 1.858 kg/u (max), gipsproductie 2.618 kg/u (max), vochtgehalte van gips lager dan 151 TP3T, kalksteenopslagcapaciteit 150 m³ met een autonomie van 3 dagen.
Fase 3: SNCR-denitrificatie
SNCR-denitratie met een geschatte verwijderingsefficiëntie van 50% reduceert NOx van 100 mg/Nm³ tot de specificatie voor de uitlaatgassen. Het SNCR-injectiesysteem werkt in de hogetemperatuurzone van het afgaskanaal, waar thermische ontleding van het NOx-reagenscomplex effectief is zonder dat een speciaal SCR-katalysatorbed nodig is.
Fase 4: Vermindering van magnetische pluimen (100.000 Nm³/h)
Na de tweetraps rookgasontzwaveling (FGD) stroomt het gereinigde gas door een tweede warmtewisselaar voor energieterugwinning (energieomzettings- en temperatuurverhogingseenheid) die de gastemperatuur verhoogt van circa 45 °C tot boven de 80 °C. Dit verlaagt de dauwpuntmarge van waterdamp en verbetert de omstandigheden voor het afvangen van de magnetische pluim. Vervolgens komt het gas in de BLCNXB-10W magnetische pluimverwijderingseenheid terecht voor een laatste dieptezuivering en verwijdering van de witte pluim, alvorens het via de hoofdschoorsteen wordt afgevoerd.
Oven
170→119°C
Fan
FGD-toren
FGD-toren
HX →80°C
(BLCNXB-10W)
Stapel
Belangrijkste technische parameters van de MPA-eenheid
| Parameter | Specificatie |
|---|---|
| MPA-eenheidsmodel | BLCNXB-10W |
| Indelingstype | Toren-externe, op zichzelf staande module |
| Luchtstroomoriëntatie | Onderinlaat, bovenuitlaat (direct) |
| Zuiveringsefficiëntie | ≥95% |
| Inlaatconcentratie van gemengde verontreinigende stoffen | 100 mg/Nm³ |
| Uitlaatconcentratie van gemengde verontreinigende stoffen | ≤5 mg/Nm³ |
| Systeemweerstand | 300 Pa |
| Behandeld rookgasvolume | 100.000 Nm³/h |
| MPA-inlaatgastemperatuur | 80°C door temperatuurverhoging HX vóór MPA |
| Systeemdruk | ±5.000 Pa ontwerp |
| Afmetingen van de apparatuur (B×D) | 7.900 × 7.900 mm plattegrond |
| Hoogte van de apparatuur | 17.000 mm |
| Magnetische energiegenerator | BLEMG-2K |
| MPA Gemiddeld stroomverbruik | 80 kW |
| MPA Runtime Load Factor | 195 (bedrijfsbelastingsindex) |
05 — Kernvoordelen
Waarom kalksteen-gips FGD + SNCR + MPA de juiste architectuur is voor de afgassen van grafitisatieovens
- ✓
Kalksteen-gips rookgasontzwaveling bereikt 99,851 TP3T SO₂-verwijdering uit ruw gas met een SO₂-concentratie van 11.302 mg/Nm³: De geverifieerde ontzwavelingsefficiëntie van 99,851 TP3T – waarbij de SO₂-concentratie aan de inlaat wordt verlaagd van 11.302 naar een gemiddelde van 8 mg/Nm³ aan de uitlaat – is uitzonderlijk, zelfs naar de maatstaven van rookgasontzwaveling (FGD) in kolencentrales, waar doorgaans SO₂-concentraties worden behandeld die een orde van grootte lager liggen. Het kalksteen-gips-proces werd voor deze toepassing gekozen omdat het gebruikmaakt van een overvloedig en goedkoop reagens (kalksteen is ruim voorhanden en de prijs is stabiel), een commercieel bruikbaar bijproduct oplevert (gips voor de bouw) en de laagste vloeistof-gasverhouding heeft van alle natte FGD-chemieën voor een vergelijkbare verwijderingsefficiëntie. Het ontwerp van de nevelafscheider in de toren en het pH-monitoringsysteem tussen de trappen zijn de specifieke technische innovaties die deze prestatie mogelijk maken op het niveau van de grafitisatie-SO₂-concentratie. - ✓
Energieterugwinning zet een thermische afvalstroom om in een waardevolle aanwinst voor een installatie: Het ruwe gas van 170 °C bevat aanzienlijke thermische energie die door de warmtewisselaar vóór het rookgasontzwavelingssysteem (FGD) wordt onttrokken, waardoor de temperatuur daalt tot 119,46 °C. Deze teruggewonnen energie wordt als nuttige warmte aan de installatie teruggevoerd, wat de algehele energie-efficiëntie verbetert en de netto energiekosten van het behandelingssysteem verlaagt. Een tweede warmtewisselaar na het FGD-systeem verhoogt de gastemperatuur vóór de MPA-unit, waardoor de prestaties op het gebied van rookgasafvoer verder worden geoptimaliseerd. De configuratie met twee warmtewisselaars maakt dit systeem zowel thermisch als milieuvriendelijk geoptimaliseerd. - ✓
Optimalisatie door computersimulatie leidt tot een ontwerp met lage weerstand en een laag energieverbruik: Geavanceerde computervloeistofdynamica-simulaties werden gebruikt om de gassnelheidsverdeling in de rookgasontzwavelingstorens te optimaliseren, de interne weerstand te minimaliseren en een uniform contact tussen reagens en gas te bereiken. Deze op simulatie gebaseerde ontwerpbenadering resulteert in een systeem met een lager elektriciteitsverbruik en een hogere benutting van het reagens dan empirisch ontworpen torens met een vergelijkbare capaciteit, terwijl tegelijkertijd wordt voldaan aan de eisen onder de meest ongunstige SO₂-belastingsomstandigheden. - ✓
Gipsbijproduct maakt afvalvrije bedrijfsvoering mogelijk: De maximale productie van gips van 2.618 kg/u uit de rookgasontzwavelingsreactie is geen afval, maar een commercieel bruikbaar bouwmateriaal wanneer het ontwaterd is tot een vochtgehalte van minder dan 151 TP3T. Het systeem maakt gebruik van een vacuümbandfilter of een gelijkwaardig ontwateringssysteem om aan deze specificatie te voldoen, waardoor het gips verkocht of gebruikt kan worden in bouwprojecten op locatie. Dit elimineert de kosten voor afvalverwerking en de wettelijke lasten die anders zouden ontstaan bij de behandeling van gips als industrieel afval. - ✓
Geverifieerde nalevingsprestaties voor alle zes gereguleerde parameters tegelijkertijd: Het systeem behaalde de volgende resultaten: ontzwavelingsefficiëntie 99,851 TP3T (SO₂-uitlaat 8 mg/Nm³, t.o.v. limiet 18); stofverwijderingsefficiëntie 98,41 TP3T (PM-uitlaat 2,4 mg/Nm³, t.o.v. limiet 5); denitrificatie-efficiëntie 551 TP3T; NOx-uitlaat 45 mg/Nm³ (t.o.v. limiet 100); HF-uitlaat 1 mg/Nm³ (t.o.v. limiet 5); HCl-uitlaat 3,5 mg/Nm³ (t.o.v. limiet 15); en geen zichtbare witte rookpluim. Alle zes parameters bevinden zich tegelijkertijd ruim onder hun respectievelijke limieten. - ✓
Herstartmogelijkheid met één druk op de knop voor het slibcirculatiesysteem: Het ontwerp omvat een automatische herstartfunctie met één druk op de knop voor het slurrycirculatiesysteem na een geplande of noodstop, waardoor de complexe handmatige klepbediening die voorheen nodig was, overbodig wordt. Dit vermindert de werkdruk van de operator aanzienlijk en verkleint het risico op menselijke fouten tijdens systeemherstarts, die kritieke momenten zijn voor het overschrijden van de norm bij rookgasontzwavelingsinstallaties met een hoog SO₂-gehalte.
06 — Operationele resultaten
Geverifieerde nalevingsgegevens: Alle zes verontreinigende parameters liggen onder de wettelijke limieten.
Het geïntegreerde systeem voldeed gelijktijdig aan alle compliance-doelstellingen, met aanzienlijke marges onder de wettelijke limieten voor alle gecontroleerde parameters:
Het maximale bedrijfsvermogen van het complete systeem is 1.522,55 kW. Bij 24 uur per dag continu bedrijf bedragen de dagelijkse elektriciteitskosten 13.154,832 RMB (bij 0,36 RMB/kWh). Bij 8.000 bedrijfsuren per jaar bedragen de jaarlijkse elektriciteitskosten circa 4.384,944 RMB. Het jaarlijkse waterverbruik is circa 4,85 ton per uur; bij 5 ton per uur gedurende 24 uur per dag en een waterprijs van 2 RMB/ton, bedragen de dagelijkse waterkosten 240 RMB, wat neerkomt op 80 RMB per jaar. Het kalksteenverbruik bedraagt 1.858,632 kg per uur bij een prijs van 300 RMB/ton, wat resulteert in jaarlijkse kalksteenkosten van 445,92 RMB.
07 — Waarschuwingen bij de implementatie
Essentiële technische en operationele lessen voor FGD-toepassingen in grafitisatieovens
- ⚠️
Het beheersen van de slurryconcentratie is de meest kritische operationele parameter bij rookgasontzwaveling met kalksteen en gips met een hoog SO₂-gehalte: Uit de gedocumenteerde operationele ervaring van het project blijkt het volgende: (1) het vloeistofniveau van de kalksteenslurry in de primaire scrubber mag het overloopniveau niet overschrijden; bij het toevoegen van water tijdens het toevoegen van kalksteen moet de concentratie worden gecontroleerd op 15%–20%; (2) wanneer de pH in het circulatiecircuit van de primaire scrubber onder de 4,5 daalt, moet slurry worden toegevoegd en de pH op 4,5–5,5 worden gehouden; (3) wanneer de pH in het circulatiecircuit van de secundaire scrubber onder de 5,5 daalt, moet slurry worden toegevoegd en de pH in de secundaire scrubber op 5,5–6,5 worden gehouden. Het niet handhaven van deze pH-waarden leidt tot een snel verlies van SO₂-absorptie-efficiëntie en overschrijdingen van de norm binnen enkele minuten bij de hoge SO₂-concentraties die kenmerkend zijn voor de rookgassen van grafitisatieovens. - ⚠️
Het opstartprotocol van het gipssysteem moet exact worden gevolgd: (1) Bij het opstarten van het gipsschraapsysteem moet u eerst de inlaatklep van het drukvat openen en vervolgens de stroomtoevoer inschakelen; (2) na het starten van de gipsschraappomp moet u controleren of de inlaatklep volledig open staat voordat u de pomp opnieuw start; (3) na elke gipsafgifte moet u de uitlaat van het drukfilter ter plaatse reinigen. Afwijkingen van deze volgorde kunnen leiden tot terugstroming van gips, waardoor het schraapsysteem verstopt kan raken en ongepland onderhoud tijdens de productie nodig is. - ⚠️
Voor het opstarten van het circulatiesysteem is het nodig om eerst de waterklep en vervolgens de koelwaterklep in de juiste volgorde te openen: (1) Bij het opstarten van het circulatiesysteem de uitlaat- en koelwaterkleppen in de open-startpositie zetten; (2) elk uur de pH-waarden van de eerste en tweede trap van de FGD-toren registreren, het vloeistofniveau van de slurry controleren en ervoor zorgen dat deze binnen het normale werkingsbereik blijven; (3) met het geplande interval (elke 4 uur) de sproeiers reinigen om te controleren of de nevelafscheider normaal en zonder verstopping werkt; (4) tijdens de werking van het systeem de oxidatieventilator normaal laten draaien om een adequate luchttoevoer voor de gipsvorming te garanderen; (5) het vloeistofniveau in de tank controleren en bij een hoog vloeistofniveau de uitlaatklep van de afvoerpomp openen voor aftappen, om de afhandeling van noodsituaties te vergemakkelijken. - ⚠️
Temperatuurbeheersing in het MPA-gebied is essentieel voor een betrouwbare verwijdering van rookpluimen: De inlaattemperatuur van de MPA-unit moet tussen 46 en 55 °C worden gehouden (geregeld door de temperatuurverhogingseenheid voor energieomzetting). De uitlaattemperatuur van de energieterugwinnings- en temperatuurverhogingseenheid moet boven 80 °C worden gehouden om de vorming van zichtbare witte rookpluimen te voorkomen. Als de gastemperatuur bij binnenkomst in de MPA-unit te laag is, neemt de marge voor het waterdampdauwpunt af en verschijnt er opnieuw een zichtbare witte rookpluim bij de schoorsteen, ondanks dat aan de verontreinigingsconcentraties wordt voldaan. Temperatuurbewaking bij zowel de MPA-inlaat als de uitlaat van de energieterugwinningseenheid moet worden opgenomen in het SCADA-alarmsysteem met instelpunten voor eerste alarmen. - ⚠️
De spanning en stroom van de MPA moeten binnen de nominale limieten blijven: De stuurspanning van de MPA-magneetgenerator moet op ongeveer 60 kV worden gehouden. De maximale stroomsterkte mag niet meer dan 1000 mA bedragen. Er moet aandacht worden besteed aan de temperatuur, luchtvochtigheid en andere omgevingsfactoren rond de MPA-unit, evenals aan de functionele status van de elektromagnetische spoel, de magneetgenerator en de elektromagnetische componenten. Overschrijding van de stroomlimiet veroorzaakt degradatie van de isolatie in de magneetspoelen en kan leiden tot vlambogen die de absorptielaag beschadigen. - ⚠️
De concentratie van SO₂ en temperatuurschommelingen vormen het grootste risico op systeeminstabiliteit: De risicoanalyse van het project wijst op schommelingen in de rookgastemperatuur en SO₂-concentratie als de hoofdoorzaak van de instabiliteit van de systeemafvoer. Deze schommelingen zijn het gevolg van de inherente 64-uurscyclus van de Acheson-oven en niet van een defect aan de apparatuur. Het reactieprotocol van het systeem vereist: (1) nauwe communicatie tussen het rookgaszuiveringssysteem en het operationele team van de grafitisatieoven; bij het waarnemen van schommelingen, tijdig melding maken en de nodige maatregelen nemen; (2) intensievere inspectierondes door personeel om de normale werking van de apparatuur te waarborgen; continue actualisering van veiligheidsmaatregelen en noodplannen om een effectieve noodrespons te garanderen. Integratie van het FGD-regelsysteem met het DCS-systeem van de oven voor vroegtijdige waarschuwingen over SO₂-trends wordt sterk aanbevolen.
08 — Belangrijkste punten uit de techniek
Vier lessen uit dit project voor de behandeling van meerdere verontreinigende stoffen in een grafitisatieoven
- 1
Ontwerp voor de piekbelasting van SO₂, niet voor de gemiddelde concentratie, anders overtreedt u de voorschriften tijdens elke piek in de ovencyclus. De 64-uurscyclus van de Acheson-oven genereert SO₂-pieken van 20.000 mg/Nm³ tijdens de hogetemperatuurfase. Een systeem dat is ontworpen voor een gemiddelde van 11.302 mg/Nm³ zal ondergedimensioneerd zijn voor deze pieken en zal gedurende 2-3 uur per cyclus SO₂ uitstoten boven de limiet van 18 mg/Nm³. De juiste ontwerpbasis is het piekbelastingsscenario – het maximale rookgasvolume dat samenvalt met de maximale SO₂-concentratie – waarbij de gemiddelde prestaties vervolgens de nalevingsmarge leveren die de wettelijke buffer van het systeem vormt. - 2
Een tweetraps rookgasontzwavelingssysteem met twee torens is de enige haalbare architectuur voor de verwijdering van 99,85% SO₂ uit concentraties boven 10.000 mg/Nm³. Enkeltoren rookgasontzwavelingssystemen op basis van kalksteen en gips zijn betrouwbaar ontworpen voor een verwijderingspercentage van 90–951 TP3T bij SO₂-concentraties onder de 2.000 mg/Nm³. Om 99,851 TP3T te bereiken bij een concentratie van 11.302 mg/Nm³ zijn twee fasen nodig met pH-monitoring tussen de fasen en aanvulling van de slurry. Dit komt doordat de schrobchemie een verse slurry met een hoge pH-waarde in de tweede fase vereist om de resterende SO₂ af te vangen die uit de verzadigde slurry van de eerste fase ontsnapt. Een ontwerp met twee fasen zou de standaard moeten zijn voor elke toepassing met een SO₂-inlaatconcentratie boven de 5.000 mg/Nm³. - 3
Realtime communicatie tussen het ovenbedieningsteam en de controlekamer van de rookgasontzwavelingsinstallatie is een operationele vereiste, geen service. De risicoanalyse van SO₂-schommelingen in dit project benadrukt expliciet de noodzaak van een voorafgaande melding door het oventeam wanneer de bedrijfsomstandigheden veranderen. Zonder deze communicatie reageert het rookgasontzwavelingssysteem reactief op SO₂-pieken nadat deze al in de absorber zijn terechtgekomen, waardoor er onvoldoende tijd is om de pH en de stroomsnelheid van de slurry aan te passen voordat een overschrijding van de norm optreedt. Een eenvoudig protocol – de ovenoperator meldt 30 minuten voor een geplande faseovergang in de oven de rookgasontzwavelingsruimte – biedt de benodigde waarschuwingstijd voor een proactieve aanpassing van de slurry. - 4
Het bijproduct gips is een bron van inkomsten en een middel voor duurzaamheid, geen probleem voor afvalbeheer. Met een maximale productiesnelheid van 2.618 kg/u en inputkosten van 300 RMB/t kalksteen, zet het systeem een goedkoop mineraal reagens om in bouwgips van commerciële kwaliteit. Dit elimineert de afvalverwerkingskosten en milieuaansprakelijkheid die gepaard gaan met de behandeling van calciumsulfaat als vast afval. Door het rookgasontzwavelingssysteem te beschouwen als een gipsproductie-eenheid – met de ontzwaveling als de waardetoevoegende processtap – in plaats van een afvalverwerkingseenheid, ontstaat een nauwkeuriger economisch model voor investeringsevaluatie en operationele besluitvorming.
09 — Veelgestelde vragen
Emissiebeheersing bij grafitisatieovens: tien vragen beantwoord
Vragen van milieu-ingenieurs, productiemanagers en technische inkoopteams van faciliteiten voor de grafitisatie van lithiumbatterij-anodematerialen die upgrades voor emissiebeheersing plannen.
Klaar om uw emissieprobleem met uw grafiteringsoven op te lossen?
Ontdek het complete assortiment industriële emissiebeheersingsoplossingen.
Van geïntegreerde stofverwijdering, ontzwaveling en denitrificatie in grafitisatieovens tot Regeneratieve thermische oxidatiesystemen voor de verwijdering van vluchtige organische stoffen uit farmaceutische en chemische producten.Ons engineeringteam levert geverifieerde oplossingen die voldoen aan de meest veeleisende emissie-uitdagingen in de wereldwijde toeleveringsketen van batterijmaterialen.





















