Пример из практики · Контроль промышленных выбросов
Как производитель высокоэффективного материала для анода литий-ионных батарей, использующий графитизацию, достиг эффективности десульфуризации 99,851 ТТ3Т, выхода SO₂ ниже 18 мг/Нм³ и отсутствия видимого белого шлейфа — из потока отходящих газов печи Ачесон, содержащего SO₂ в концентрации до 20 000 мг/Нм³ и твердые частицы в концентрации 300 мг/Нм³.
Известняково-гипсовая мокрая система очистки дымовых газов
SNCR Денитрификация
Снижение магнитного выброса
Соответствие материалов анода батареи требованиям по выбросам вредных веществ
01 — Информация об отрасли
Проблема выбросов при производстве графитизационных печей лежит в основе цепочки поставок аккумуляторов для электромобилей.
Анодные материалы являются одним из четырех основных сырьевых материалов для литий-ионных батарей, а также стратегически важной развивающейся отраслью, соответствующей национальным приоритетам. 14-й пятилетний план и Долгосрочные цели на 2035 годБыстрое глобальное распространение электромобилей сделало материалы для анодов литиевых батарей одним из наиболее быстрорастущих промышленных подсекторов в мире: объем поставок в 2023 году достиг 178,3 млн тонн (рост на 15,11 млн тонн в годовом исчислении), а прогнозы указывают на достижение 800 млн тонн к 2030 году.
Графитизация — это наиболее энергоемкий и энергоемкий этап в цепочке производства анодных материалов. В печах Ачесона исходный углеродный материал нагревается до температуры, превышающей 2500 °C, в течение 64 часов, при этом соединения серы, естественным образом присутствующие в нефтяном коксе и каменноугольной смоле, удаляются в виде SO₂. В результате концентрация SO₂ в отходящих газах печи чрезвычайно высока — обычно она достигает 11 302 мг/Нм³ на входе в десульфуризационный абсорбер, а пиковые значения зафиксированы на уровне 20 000 мг/Нм³. Это делает отходящие газы печи для графитизации одними из самых концентрированных потоков SO₂, встречающихся в любой производственной отрасли мира.
В связи с ужесточением экологических норм в течение 2024 года Правила управления разрешениями на сброс загрязняющих веществ и План действий по ускорению сокращения загрязнения и выбросов углекислого газаВ связи с этим необходимость использования отходящих газов печи графитизации для достижения сверхнизких выбросов стала неизбежной. Техническая задача состоит не просто в снижении выбросов SO₂ с 11 302 до ≤18 мг/Нм³ — снижение на 99,841 ТТ3Т — но и в одновременном контроле выбросов твердых частиц, NOx, HCl, HF, CO и видимого белого шлейфа, который делает несоответствие требованиям немедленно и публично очевидным.

«Выбросы SO₂ в печи для графитизации при концентрации 11 302 мг/Нм³ — это не проблема десульфуризации котлов или электростанций. Это проблема обработки кислых газов, подобная той, что встречается при производстве серной кислоты. Достижение эффективности удаления 99,851 ТТ3Т при выходе 18 мг/Нм³ и одновременном контроле твердых частиц, NOx и видимого белого шлейфа требует специально разработанной многотехнологичной системы, а не адаптации стандартной промышленной практики очистки».
— Инженерно-технический обзор проекта по удалению пыли, десульфуризации и денитрификации в графитизационной промышленности.
02 — Профиль загрязнения
Отходящие газы печи Ачесон: наиболее энергоемкий поток SO₂ в производстве аккумуляторных материалов.
Предприятие специализируется на исследованиях и разработках, производстве и продаже анодных материалов для литиевых батарей нового поколения и продукции, связанной с графитизацией. Оно обслуживает международных клиентов высокого уровня, входит в тройку ведущих мировых поставщиков анодных материалов и владеет 1 проектом корпоративного бренда, 2 зарегистрированными товарными знаками и 19 патентами.
Печь Ачесон работает в 64-часовом цикле при экстремальных температурах. Исходные дымовые газы имеют температуру 170 °C и одновременно содержат следующие загрязняющие вещества:
- SO₂ при входе в абсорбер FGD в концентрации 11 302 мг/Нм³ (Пик концентрации исходного газа зафиксирован на уровне 20 000 мг/Нм³). Это определяющий загрязняющий элемент: требование к удалению 99,851 ТТ3Т для достижения концентрации ≤18 мг/Нм³ на выходе является одним из самых жестких требований к десульфуризации в любом промышленном секторе.
- Твердые частицы при концентрации 300 мг/Нм³ (сырой газ), состоящий преимущественно из графитовой и углеродной пыли из загружаемого в печь материала. Целевой показатель на выходе: ≤5 мг/Нм³ — общее требование по снижению выбросов составляет 98,31 TP3T.
- NOx при 100 мг/Нм³ от реакций в высокотемпературном воздухе при горении. Целевой показатель на выходе: ≤100 мг/Нм³ за счет денитрации SNCR на входе.
- CO при 100 мг/Нм³Требуется контроль за соблюдением мер безопасности в отношении CO и управление процессом сжигания перед любой закрытой стадией обработки.
- HF при 5 мг/Нм³ и HCl при 15 мг/Нм³Оба вещества представляют собой коррозионно-активные кислые газы, которые определяют требования к коррозионностойким материалам для всех контактирующих с жидкостью компонентов.
- Высокая изменчивость температурыТемпература неочищенного газа, составляющая 170 °C, должна быть снижена до уровня ниже 120 °C с помощью теплообменника с рекуперацией энергии перед вытяжным вентилятором, а затем дополнительно снижена до уровня ниже 40 °C на входе в установку MPA. Это требование к управлению температурой обуславливает значительные инвестиции во вспомогательное оборудование.
- Экстремальные колебания цикла SO₂В течение 64-часового цикла работы печи Ачесона концентрация SO₂ достигает пика примерно в 20 000 мг/Нм³ и может оставаться повышенной в течение 2–3 часов. Система десульфуризации должна быть рассчитана на максимальную нагрузку SO₂ в наиболее неблагоприятных условиях эксплуатации с большим количеством дымовых газов и максимальной концентрацией SO₂.
| Параметр | Сырой газ / Поступление в установку обработки | Торговая точка (дизайн) | Нормативный лимит |
|---|---|---|---|
| SO₂ | Среднее значение: 11 302 мг/Нм³ (пиковое значение: 20 000) | ≤18 мг/Нм³ | 18 мг/Нм³ |
| Твердые частицы (PM) | 300 мг/Нм³ | ≤5 мг/Нм³ | 5 мг/Нм³ |
| оксиды азота | 100 мг/Нм³ | ≤100 мг/Нм³ | 100 мг/Нм³ |
| CO | 100 мг/Нм³ | ≤100 мг/Нм³ | 100 мг/Нм³ |
| ВЧ | 5 мг/Нм³ | ≤5 мг/Нм³ | 5 мг/Нм³ |
| HCl | 15 мг/Нм³ | ≤15 мг/Нм³ | 15 мг/Нм³ |
| Видимое белое облако | Подарок | Нет (невидимый) | Белое облако перьев не видно |
| Объем дымовых газов (номинальный, FGD) | 140 000 Нм³/ч | — | — |
| Обработанный объем МПА | 100 000 Нм³/ч | — | — |
| Температура исходного газа | 170°C | — | — |
| Применимый стандарт | Директива ЕС о промышленных выбросах (IED 2010/75/EU) и Указ о деятельности Нидерландов (Activiteitenbesluit milieubeheer) | ||
03 — Технические требования
Почему стандартные промышленные методы десульфуризации не могут решить проблему графитизации SO₂
Инженерная задача этого проекта заключалась не просто в выборе технологии, а в разработке интегрированной многоступенчатой системы, которая одновременно решает все шесть проблем, связанных с загрязнением, и одновременно справляется с экстремальной циклической изменчивостью концентрации SO₂ в течение 64-часового цикла работы печи Ачесона.
Расчет производится с учетом пиковой нагрузки SO₂, а не средней.
Система очистки дымовых газов должна соответствовать требованиям при сценарии с максимальным содержанием SO₂: максимальный объем дымовых газов, совпадающий с максимальной концентрацией SO₂ (20 000 мг/Нм³). Расчет на среднее значение (11 302 мг/Нм³) приведет к превышению требований в пиковые периоды каждого цикла работы печи, длящиеся 2–3 часа.
Рекуперация энергии как неотъемлемый элемент проектирования.
Сырой газ с температурой 170 °C содержит рекуперируемую тепловую энергию. В качестве первой стадии обработки предусмотрен теплообменник для преобразования и рекуперации энергии, который снижает температуру дымовых газов до 119,46 °C перед вентилятором принудительной тяги, улучшая условия работы вентилятора и снижая тепловую нагрузку на последующее оборудование, одновременно рекуперируя полезную тепловую энергию для установки.
Двухступенчатая абсорбция для экстремальных условий SO₂
Однобашенная установка десульфуризации дымовых газов на основе известняка и гипса не может обеспечить удаление 99,851 ТТ3Т SO₂ с 11 302 мг/Нм³ до ≤18 мг/Нм³ за один проход. Необходима двухступенчатая абсорбционная архитектура — первичный скруббер, за которым следует вторичный скруббер — с мониторингом pH между ступенями и управлением суспензией для поддержания оптимальной эффективности абсорбции в обеих башнях на постоянной основе.
Устранение белых струй через расположенные ниже по течению морские охраняемые районы
После двухступенчатой десульфуризации дымовых газов (FGD) газ после скруббера все еще насыщен водяным паром и остаточным кислотным туманом. В качестве заключительной стадии очистки используется установка магнитной очистки газового шлейфа (BLCNXB-10W, 100 000 Нм³/ч), установленная после теплообменника с рекуперацией энергии, которая повышает температуру газа до уровня выше 80 °C для предотвращения образования видимого конденсационного шлейфа.
Управление побочными продуктами переработки гипса
В процессе десульфуризации дымовых газов на основе известняка и гипса в качестве побочного продукта образуется сульфат кальция (гипс) в количестве до 2618 кг/ч. Система должна включать обезвоживание гипса для достижения влажности ниже 151 TP3T для удобства обращения и утилизации. Гипс должен соответствовать стандартам качества побочных продуктов, позволяющим использовать его повторно в качестве строительного материала, а не утилизировать как отходы.
Коррозионная стойкость для работы с высокочастотным кислородом и высоким содержанием SO₂.
Сочетание SO₂ с коррозионной активностью 11 302 мг/Нм³ и HF с коррозионной активностью 5 мг/Нм³ создает исключительно агрессивную коррозионную среду. Все контактирующие с жидкостью поверхности в абсорберах FGD, системе обработки гипса и установке MPA должны быть изготовлены из материалов, рассчитанных на работу в данной комбинированной кислотной среде. Стандартная углеродистая сталь или низкоуглеродистая нержавеющая сталь не допускаются для каких-либо контактирующих с жидкостью компонентов.
Интеграция SNCR для обеспечения соответствия требованиям по выбросам NOx.
Технология денитрификации SNCR (селективное некаталитическое восстановление) интегрирована в систему очистки для достижения предельного значения концентрации NOx в 100 мг/Нм³. Точка ввода реагента SNCR должна располагаться в пределах температурного диапазона (850–1100 °C) в воздуховоде отходящих газов печи для эффективного разложения NOx без утечки аммиака.
Безопасность: управление рисками пожара, взрыва и отравления угарным газом.
Отходящие газы печи для графитизации содержат горючую углеродную пыль и CO в концентрации 100 мг/Нм³, что создает опасность возгорания и взрыва в закрытом оборудовании для обработки. В систему должны быть заложены меры противопожарной защиты, взрывозащиты и антикоррозионной защиты, а все блокировки оборудования должны включать контроль концентрации CO с возможностью автоматического обхода.
04 — Раствор для лечения
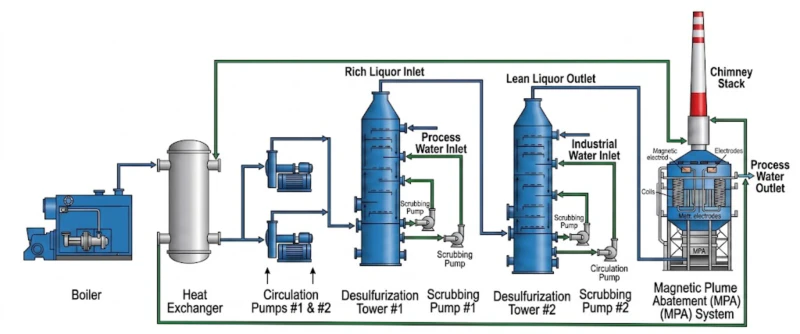
Интегрированная четырехступенчатая система очистки: рекуперация энергии → двухбашенная система десульфуризации дымовых газов → микрофильтрация → очистка дымовых газов.
Система очистки объединяет три проверенные технологии, последовательно соединенные между собой, каждая из которых предназначена для удаления определенного набора загрязняющих веществ из потока отходящих газов печи графитизации. Такое сочетание было выбрано для того, чтобы использовать взаимодополняющие преимущества каждой технологии, одновременно устраняя ее слабые места на других этапах.
Этап 1: Теплообменник с рекуперацией энергии (170°C → 119,46°C)
Сырые отходящие газы печи графитизации при температуре 170 °C сначала направляются в теплообменник рекуперации энергии, где тепловая энергия горячего газа передается в рабочую среду для использования в установке. Температура газа снижается до 119,46 °C перед вытяжным вентилятором, что улучшает условия работы вентилятора и продлевает срок службы оборудования. Теплообменник обрабатывает 85 000 Нм³/ч при площади теплопередачи 934 м² и перепаде давления в оборудовании 273 Па.
Этап 2: Вентилятор принудительной тяги → Двухступенчатая система очистки дымовых газов из известняка и гипса (140 000 Нм³/ч)
Две противоточные абсорбционные башни из известняка и гипса обрабатывают газовый поток производительностью 140 000 Нм³/ч. Первичный скруббер включает в себя двухслойный сетчатый туманоуловитель; вторичный скруббер имеет однослойный сетчатый туманоуловитель и один комплект туманоуловителей. Между двумя башнями установлена система онлайн-мониторинга уровня жидкости и контроля pH, обеспечивающая пополнение пульпы в режиме реального времени и контроль pH жидкости между ступенями, что гарантирует оптимальный баланс пульпового контура на протяжении всего 64-часового цикла печи без ручного вмешательства. Ключевые параметры системы очистки дымовых газов: расход известняка 1858 кг/ч (макс.), производство гипса 2618 кг/ч (макс.), влажность гипса ниже 151 TP3T, емкость хранилища известняка 150 м³ с 3-дневной автономностью.
Этап 3: Денитрификация SNCR
Денитрование методом SNCR с расчетной эффективностью удаления 50% снижает содержание NOx со 100 мг/Нм³ до соответствия выходным требованиям. Система впрыска SNCR работает в высокотемпературной зоне воздуховода отходящих газов, где эффективно происходит термическое разложение комплекса NOx-реагент без необходимости использования специального каталитического слоя SCR.
Этап 4: Снижение интенсивности магнитного выброса (100 000 Нм³/ч)
После двухступенчатой системы десульфуризации дымовых газов очищенный газ проходит через второй теплообменник рекуперации энергии (блок преобразования энергии и повышения температуры), который повышает температуру газа примерно с 45°C до более чем 80°C, уменьшая запас точки росы водяного пара и улучшая условия для улавливания шлейфа магнитоактивного осаждения. Затем газ поступает в блок магнитоактивного осаждения BLCNXB-10W для окончательной глубокой очистки и удаления белого шлейфа перед сбросом через основную дымовую трубу.
Печь
170→119°C
Вентилятор
Башня FGD
Башня FGD
HX →80°C
(BLCNXB-10W)
Куча
Основные технические параметры установки МПА
| Параметр | Спецификация |
|---|---|
| Модель блока МПА | BLCNXB-10W |
| Тип макета | Внешний, автономный модуль башни |
| Ориентация воздушного потока | Нижний вход, верхний выход (прямой) |
| Эффективность очистки | ≥95% |
| Концентрация смешанных загрязняющих веществ на входе | 100 мг/Нм³ |
| Концентрация смешанных загрязняющих веществ на выходе | ≤5 мг/Нм³ |
| Системное сопротивление | 300 Па |
| Обработанный объем дымовых газов | 100 000 Нм³/ч |
| Температура входящего газа MPA | 80°C с помощью теплообменника с повышением температуры перед МПА |
| Системное давление | Расчетное значение ±5000 Па |
| Габариты оборудования (Ш×Г) | план 7900 × 7900 мм |
| Высота оборудования | 17 000 мм |
| Генератор магнитной энергии | БЛЕМГ-2К |
| Среднее энергопотребление MPA | 80 кВт |
| Коэффициент загрузки во время выполнения MPA | 195 (индекс рабочей нагрузки) |
05 — Основные преимущества
Почему известняково-гипсовая система очистки дымовых газов (FGD) + SNCR + MPA — это правильная архитектура для отходящих газов печи графитизации?
- ✓
Система очистки дымовых газов на основе известняка и гипса обеспечивает удаление 99,851 Тт SO₂ из 11 302 мг/Нм³ сырого газа: Подтвержденная эффективность десульфуризации 99,851 ТП3Т — снижение концентрации SO₂ на входе с 11 302 до среднего значения на выходе 8 мг/Нм³ — является исключительной даже по меркам систем очистки дымовых газов угольных электростанций, которые обычно обрабатывают растворы с концентрацией SO₂ на порядок ниже. Для данного применения был выбран известково-гипсовый процесс, поскольку он использует доступный и недорогой реагент (известняк широко распространен и имеет стабильную цену), производит коммерчески пригодный побочный продукт (гипс для строительства) и имеет самое низкое соотношение жидкости к газу среди всех химических процессов мокрой очистки дымовых газов при сопоставимой эффективности удаления. Конструкция внутрибашенного туманоуловителя и система мониторинга pH между ступенями являются конкретными инженерными инновациями, которые обеспечивают такую производительность на уровне концентрации SO₂, характерном для графитизации. - ✓
Технология рекуперации энергии превращает поток тепловых отходов в актив предприятия: Сырой газ с температурой 170 °C содержит значительное количество тепловой энергии, которая извлекается теплообменником, расположенным перед системой десульфуризации дымовых газов (FGD), снижая температуру до 119,46 °C. Эта извлеченная энергия возвращается на предприятие в виде полезного тепла, повышая общую энергоэффективность и снижая чистые энергетические затраты системы очистки. Второй теплообменник, расположенный после системы FGD, повышает температуру газа перед блоком MPA, дополнительно оптимизируя эффективность удаления дымовых газов. Двухтеплообменная конфигурация делает эту систему оптимизированной как с точки зрения тепловых, так и экологических параметров. - ✓
Оптимизация с помощью компьютерного моделирования обеспечивает низкое сопротивление и энергоэффективную конструкцию: Для оптимизации распределения скорости газа внутри абсорбционных башен FGD, минимизации внутреннего сопротивления и достижения равномерного контакта реагента с газом использовалось передовое моделирование гидродинамики. Такой подход к проектированию, основанный на моделировании, позволяет создать систему с меньшим потреблением электроэнергии и более высокой эффективностью использования реагента, чем башни эквивалентной мощности, спроектированные эмпирическим путем, при этом обеспечивая соответствие требованиям в наихудших условиях нагрузки SO₂. - ✓
Использование гипсовых побочных продуктов позволяет достичь безотходного производства: Максимальная производительность по производству гипса в реакции десульфуризации дымовых газов составляет 2618 кг/ч, что не является отходами — это коммерчески пригодный строительный материал после обезвоживания до содержания влаги ниже 151 TP3T. Система включает в себя вакуумный ленточный фильтр или эквивалентную систему обезвоживания для достижения этой спецификации, что позволяет продавать гипс или использовать его в качестве строительного материала непосредственно на строительной площадке. Это исключает затраты на утилизацию твердых отходов и нормативные ограничения, которые в противном случае возникли бы при обработке гипса как промышленных отходов. - ✓
Подтвержденное соответствие всем шести регулируемым параметрам одновременно: Система достигла следующих показателей: эффективность десульфуризации 99,85% (SO₂ на выходе 8 мг/Нм³, против предельного значения 18); эффективность удаления пыли 98,4% (PM на выходе 2,4 мг/Нм³, против предельного значения 5); эффективность денитрификации 55%; NOx на выходе 45 мг/Нм³ (против предельного значения 100); HF на выходе 1 мг/Нм³ (против предельного значения 5); HCl на выходе 3,5 мг/Нм³ (против предельного значения 15); и отсутствие видимого белого шлейфа. Все шесть параметров одновременно находятся в пределах существенных отклонений от соответствующих предельных значений. - ✓
Возможность перезапуска системы циркуляции пульпы одним нажатием кнопки: Конструкция включает функцию автоматического перезапуска системы циркуляции шлама одним нажатием кнопки после планового или аварийного отключения, что исключает сложную последовательность ручного управления клапанами, которая требовалась ранее. Это значительно снижает нагрузку на оператора и риск человеческой ошибки во время перезапуска системы, которые являются критическими периодами с точки зрения превышения допустимых норм в системах очистки дымовых газов с высоким содержанием SO₂.
06 — Результаты оперативной деятельности
Подтвержденные данные о соответствии: все шесть параметров загрязняющих веществ находятся ниже установленных норм.
Интегрированная система одновременно достигла всех целевых показателей соответствия, обеспечив существенные отклонения от нормативных значений по всем контролируемым параметрам:
Максимальная рабочая нагрузка всей системы составляет 1522,55 кВт. При круглосуточной непрерывной работе суточные затраты на электроэнергию составляют 13 154,832 юаня (при цене 0,36 юаня/кВт·ч). При 8000 часах работы в год годовые затраты на электроэнергию составляют приблизительно 4384,944 юаня/10 000 юаней. Годовое потребление воды составляет приблизительно 4,85 т/ч; при 5 т/ч в течение 24 часов и цене за единицу воды 2 юаня/т суточные затраты на воду составляют 240 юаней, что соответствует 80 юаням/10 000 юаней в год. Потребление известняка составляет 1858,632 кг/ч при цене 300 юаней/т, что приводит к годовым затратам на известняк в размере 445,92 юаня/10 000 юаней.
07 — Меры предосторожности при внедрении
Важные инженерные и операционные уроки по применению установок десульфуризации дымовых газов в печах для графитизации
- ⚠️
Управление концентрацией пульпы является наиболее важным эксплуатационным параметром в системах очистки дымовых газов с использованием известняка и гипса с высоким содержанием SO₂: Документированный опыт эксплуатации проекта предусматривает следующее: (1) уровень жидкой известняковой суспензии в первичном скруббере не должен превышать уровень перелива; при добавлении воды одновременно с добавлением известняка концентрация должна контролироваться в диапазоне 151Т3Т–201Т3Т; (2) когда pH циркуляционного контура первичного скруббера падает ниже 4,5, следует добавлять суспензию и поддерживать pH в диапазоне 4,5–5,5; (3) когда pH циркуляционного контура вторичного скруббера падает ниже 5,5, следует добавлять суспензию и поддерживать pH вторичного скруббера в диапазоне 5,5–6,5. Несоблюдение этих диапазонов pH приводит к быстрой потере эффективности поглощения SO₂ и превышению допустимых значений в течение нескольких минут при высоких концентрациях SO₂, характерных для отходящих газов печи графитизации. - ⚠️
Протокол запуска гипсовой системы необходимо соблюдать в точности: (1) При запуске системы очистки гипса сначала откройте впускной клапан сосуда под давлением, затем включите электропитание; (2) после запуска насоса для очистки гипса убедитесь, что дверца впускного клапана полностью открыта, прежде чем перезапускать его; (3) после каждой выгрузки гипса из пресса очистите выходное отверстие фильтра под давлением на месте. Отклонения от этой последовательности приводят к возникновению противодавления гипса, которое может заблокировать систему очистки и потребовать незапланированного технического обслуживания во время производства. - ⚠️
Для запуска циркуляционной системы необходимо выполнить следующие действия в последовательности: сначала подача воды, затем переключение клапанов охлаждающей воды. (1) При запуске циркуляционной системы откройте выпускной клапан и клапан охлаждающей воды в положение «открыто для запуска»; (2) каждый час регистрируйте значения pH первой и второй ступеней башни FGD, наблюдайте за уровнями жидкой суспензии и убедитесь, что они остаются в пределах нормального рабочего диапазона; (3) через запланированный интервал (каждые 4 часа) очищайте распылительные форсунки, чтобы убедиться, что туманоуловитель работает нормально и без засоров; (4) во время работы системы поддерживайте нормальную работу вентилятора окисления для обеспечения достаточного притока воздуха для образования гипса; (5) контролируйте уровень жидкости в резервуаре и при высоком уровне жидкости открывайте выпускной клапан насоса для слива, чтобы облегчить действия в аварийных ситуациях. - ⚠️
Контроль температуры в МПА является обязательным условием для надежного устранения шлейфа загрязнения: Температура на входе в установку МПА должна поддерживаться в диапазоне 46–55 °C (регулируется блоком повышения температуры преобразования энергии). Температура на выходе из блока рекуперации энергии и блока повышения температуры должна поддерживаться выше 80 °C для предотвращения образования видимого белого шлейфа. Если температура газа на входе в установку МПА слишком низкая, запас точки росы водяного пара уменьшается, и видимый белый шлейф вновь появляется в дымовой трубе, несмотря на соответствие концентрации загрязняющих веществ требованиям. Контроль температуры как на входе в установку МПА, так и на выходе из блока рекуперации энергии должен быть включен в систему оповещения SCADA с заданными значениями для первого оповещения. - ⚠️
Напряжение и ток в МПА должны контролироваться в пределах номинальных значений: Напряжение управления магнитным генератором МПА следует поддерживать на уровне приблизительно 60 кВ. Максимальный ток не должен превышать 1000 мА. Необходимо следить за температурой, влажностью и другими факторами окружающей среды вокруг блока МПА, а также за функциональным состоянием электромагнитной катушки, магнитного генератора и электромагнитных компонентов. Превышение предельного значения тока приводит к ухудшению изоляции в катушках магнитного поля и может вызвать дуговые разряды, повреждающие поглощающий слой. - ⚠️
Основной риск нестабильности системы представляют собой колебания концентрации SO₂ и температуры: Анализ рисков проекта выявил колебания температуры дымовых газов и SO₂ как основную причину нестабильности сброса системы. Эти колебания возникают из-за присущего печи Ачесона 64-часового цикла, а не из-за неисправности оборудования. Протокол реагирования системы требует: (1) поддержания тесной связи между системой очистки дымовых газов и группой эксплуатации печи графитизации; при обнаружении колебаний заблаговременного уведомления и незамедлительного принятия соответствующих мер; (2) усиления обходов персонала для обеспечения нормальной работы оборудования; постоянного обновления мер безопасности и планов действий в чрезвычайных ситуациях для обеспечения эффективного реагирования на аварийные ситуации. Настоятельно рекомендуется интеграция системы управления системой очистки дымовых газов с системой управления печами для заблаговременного предупреждения о тенденциях изменения концентрации SO₂.
08 — Основные выводы из инженерной практики
Четыре урока, извлеченные из этого проекта по очистке от множественных загрязняющих веществ в печи для графитизации
- 1
Проектируйте систему с учетом пиковой нагрузки SO₂, а не средней концентрации, иначе вы нарушите требования соответствия во время каждого пикового цикла работы печи. В печи Ачесона, работающей в течение 64-часового цикла, пиковые значения концентрации SO₂ достигают 20 000 мг/Нм³ в высокотемпературной фазе. Система, рассчитанная на среднее значение 11 302 мг/Нм³, будет не соответствовать пиковым значениям и будет выбрасывать SO₂ выше предельного значения в 18 мг/Нм³ в течение 2–3 часов за цикл. Правильным критерием проектирования является сценарий пиковой нагрузки — максимальный объем дымовых газов, совпадающий с максимальной концентрацией SO₂, — при этом средняя производительность обеспечивает запас соответствия, создающий нормативный буфер системы. - 2
Двухбашенная двухступенчатая система десульфуризации дымовых газов является единственной жизнеспособной архитектурой для удаления 99,851 ТП3Т SO₂ из концентраций выше 10 000 мг/Нм³. Однобашенные системы очистки дымовых газов на основе известняка и гипса надежно рассчитаны на удаление 90–951 TP3T при концентрации SO₂ ниже 2000 мг/Нм³. Достижение 99,851 TP3T при концентрации 11 302 мг/Нм³ требует двух ступеней с мониторингом pH между ступенями и пополнением суспензии, поскольку химический состав скруббера требует наличия свежего фронта суспензии с высоким pH на второй ступени для улавливания остаточного SO₂, который выходит из насыщенной суспензии первой ступени. Двухступенчатая конструкция должна быть стандартной для любого применения с концентрацией SO₂ на входе выше 5000 мг/Нм³. - 3
Обмен данными в режиме реального времени между командой, управляющей печью, и диспетчерской FGD является оперативным требованием, а не любезностью. Анализ рисков, связанных с колебаниями SO₂ в этом проекте, четко указывает на необходимость предварительного уведомления от бригады, обслуживающей печь, при изменении условий эксплуатации. Без этой связи система очистки дымовых газов реагирует на скачки SO₂ реактивно после того, как они уже попали в абсорбер, что не дает достаточно времени для корректировки pH и расхода пульпы до превышения допустимых значений. Простой протокол — оператор печи уведомляет помещение системы очистки дымовых газов за 30 минут до любого запланированного изменения фазы цикла печи — обеспечивает необходимое время для заблаговременной корректировки пульпы. - 4
Гипсовый побочный продукт представляет собой источник дохода и способствует устойчивому развитию, а не проблему утилизации отходов. При максимальной производительности 2618 кг/ч и себестоимости известняка 300 юаней/т система преобразует недорогой минеральный реагент в строительный гипс промышленного качества, что исключает затраты на утилизацию и экологическую ответственность, связанные с обработкой сульфата кальция как твердых отходов. Рассмотрение системы десульфуризации дымовых газов как установки по производству гипса — с десульфуризацией в качестве этапа процесса, повышающего добавленную стоимость, — а не как установки по очистке отходов, создает более точную экономическую модель для оценки инвестиций и принятия текущих оперативных решений.
09 — Часто задаваемые вопросы
Контроль выбросов в печах для графитизации: ответы на десять вопросов.
Вопросы от инженеров по соблюдению экологических норм, руководителей производства и технических специалистов по закупкам на предприятиях по графитизации анодных материалов для литий-ионных батарей, планирующих модернизацию систем контроля выбросов.
Готовы решить проблему выбросов в печи для графитизации?
Ознакомьтесь с полным спектром решений по контролю промышленных выбросов.
От комплексного удаления пыли из графитизационных печей, десульфуризации и денитрификации до Регенеративные системы термического окисления для снижения содержания летучих органических соединений в фармацевтической и химической промышленности.Наша инженерная команда разрабатывает проверенные решения, соответствующие самым сложным требованиям в области промышленных выбросов в глобальной цепочке поставок материалов для аккумуляторных батарей.





















