Пример из практики · Снижение содержания летучих органических соединений
Как совместное предприятие по производству кабин для строительной техники добилось удаления 96,41 ТП3Т ЛОС и содержания неметановых углеводородов на выходе ниже 20 мг/м³ из 60 000 м³/ч отходящих газов покрасочной камеры с очень низкой концентрацией (150 мг/Нм³ общего количества ЛОС) — используя ротор с цеолитным молекулярным ситом (BL-ZN-400, соотношение концентраций 20:1) для концентрирования большого объема разбавленного воздушного потока до 3000 м³/ч перед каталитическим сгоранием, с пластинчатым теплообменником, рекуперирующим тепло на выходе CO для питания десорбции цеолита и устранения дополнительных затрат энергии во время нормальной работы.
Цеолитовый концентратор
Каталитическое сгорание CO
Катализатор из драгоценного металла Pt/Pd
Пластина HX для рекуперации энергии
01 — Информация об отрасли
Покрытие с очень низкой концентрацией летучих органических соединений: почему прямое термическое окисление под давлением (RTO) и прямое выделение CO₂ неэкономичны, и почему цеолит + CO₂ — это решение.
В лакокрасочной промышленности наносятся защитные и декоративные покрытия на металлические и неметаллические компоненты в автомобильной, строительной, бытовой электронике, бытовой технике, мебели и промышленном оборудовании. В процессе распылительной покраски и сушки происходит выброс летучих органических соединений (ЛОС), поскольку растворители испаряются в большом объеме разбавляющего воздушного потока, необходимого для поддержания рабочих концентраций ниже НПВ.
Отличительной характеристикой данного тематического исследования является концентрация летучих органических соединений (ЛОС): 150 мг/Нм³ общего содержания неметановых углеводородов (НМУ). Это одна из самых низких концентраций на входе среди всех проектов по снижению концентрации ЛОС, рассмотренных в этой подборке. При 150 мг/Нм³ экономическая целесообразность любой одноступенчатой технологии очистки становится критической:
- Прямое термическое окисление при производительности 60 000 м³/ч: При концентрации 150 мг/Нм³ теплота сгорания летучих органических соединений в полном потоке 60 000 м³/ч значительно ниже автотермического порога для любого реактора с термическим окислением. Дополнительное топливо в виде природного газа будет потребляться непрерывно с такой скоростью, что эксплуатационные расходы станут экономически нецелесообразными. Кроме того, для обработки 60 000 м³/ч требуется очень большая установка термического окисления с высокими капитальными затратами.
- Прямое окисление CO (каталитическое окисление) со скоростью 60 000 м³/ч: Для масштабирования системы каталитического сжигания до 60 000 м³/ч потребуется очень большой каталитический слой с высокими капитальными затратами, а скорость газа на катализаторе необходимо будет тщательно контролировать для поддержания достаточного времени пребывания при концентрации всего 150 мг/Нм³.
- Цеолитовый концентратор + CO₂ со скоростью 3000 м³/ч: Цеолитовый концентратор снижает объем обработки с 60 000 до 3 000 м³/ч (соотношение 20:1), одновременно увеличивая концентрацию с 150 мг/Нм³ до приблизительно 3 000 мг/Нм³. Система каталитического окисления CO производительностью 3 000 м³/ч компактна и не требует больших капитальных затрат; концентрированный газ с концентрацией 3 000 мг/Нм³ находится выше автотермического порога CO при температуре 250–300 °C, что позволяет полностью исключить потребление природного газа в процессе обычной добычи.
В данном исследовании рассматривается совместное предприятие по производству строительной техники, выпускающее кабины и комплектующие для экскаваторов. Годовой объем производства составляет 40 000 единиц, штат насчитывает более 600 сотрудников, а производственное оборудование, соответствующее международным стандартам, включает гидравлический маслопресс грузоподъемностью 1500 тонн, станки для 3D-лазерной резки, роботизированные сварочные системы и линии порошковой окраски. В процессе покраски из покрасочных камер и сушильных печей образуется 60 000 м³/ч отработанного воздуха с очень низкой концентрацией летучих органических соединений (ЛОС), который система очищает с эффективностью 96,41 ТТ/л при общих годовых эксплуатационных расходах приблизительно 159 000–272 000 юаней в год.
02 — Профиль загрязнения
Выбросы вредных веществ при распылении краски: 60 000 м³/ч при содержании неметановых углеводородов всего 150 мг/Нм³, липкие следы краски, требующие предварительной обработки.
Отходящие газы образуются в камерах распылительной покраски (нанесение грунтовки, промежуточных и финишных слоев на кабины строительной техники), помещениях для смешивания красок, линиях нанесения покрытий, сушильных печах, зонах контроля и помещениях для смешивания красок. Стандартный объем газа составляет 60 000 Нм³/ч; технологический объем — 66 593 Нм³/ч при 30°C. Мощность вентилятора: 55 кВт; давление вентилятора: 3000 Па; диаметр воздуховода: φ1200 мм. Содержание O₂: 211 TP3T фактическое/базовое. Влажность: 401 TP3T.
Профиль летучих органических соединений (ЛОС) отражает разнообразие составов красок, используемых на строительной технике: метилбензол, диметилбензол, кетоны и сложные эфиры из составов грунтовки, промежуточного и финишного слоев краски. Значительная доля приходится на бензольные соединения — 120 мг/Нм³ (801 TP3T от общего количества неметановых углеводородов), что отражает содержание ароматических растворителей в промышленных красках строительного класса. Других значимых веществ или коррозионных компонентов не обнаружено. Влажность составляет 401 TP3T, коррозионные вещества отсутствуют. Газ также содержит липкие брызги краски и масляный туман, которые необходимо предварительно обработать перед цеолитовым ротором.
Входная концентрация 150 мг/Нм³ очень низкая: она составляет 1/10 от концентрации в битумной промышленности, 1/20 от концентрации в фармацевтической промышленности и 1/33 от входной концентрации в битумной промышленности. При такой экстремально низкой концентрации этап концентрирования, обеспечиваемый цеолитовым ротором, не просто полезен — он является необходимым условием, обеспечивающим экономическую целесообразность любой системы термического или каталитического окисления.
| Параметр | Начальная концентрация | Реальный магазин | Ограничение ЕС на самодельные взрывные устройства / NER |
|---|---|---|---|
| НМГК (общее количество ЛОС) | 150 мг/Нм³ (очень низкий показатель) | 18 мг/Нм³ | СВУ ≤50 мг/Нм³ |
| Бензол | Присутствует в бензольном ряду | 0,3 мг/Нм³ | ИСВУ ≤0,5 мг/Нм³ |
| Толуол | 120 мг/Нм³ бензольного ряда в сумме | 1,1 мг/Нм³ | СВУ ≤5 мг/Нм³ |
| Ксилен | Подарок | 14 мг/Нм³ | СВУ ≤15 мг/Нм³ |
| Стандартный объем газа | 60 000 Нм³/ч | — | — |
| объем технологического газа | 66 593 Нм³/ч при 30 °C | — | — |
| Влажность | 40% | — | — |
.webp)
03 — Концентратор на основе цеолитовых молекулярных сит
Как цеолитовый ротор преобразует 60 000 м³/ч при 150 мг/Нм³ в 3000 м³/ч при 3000 мг/Нм³
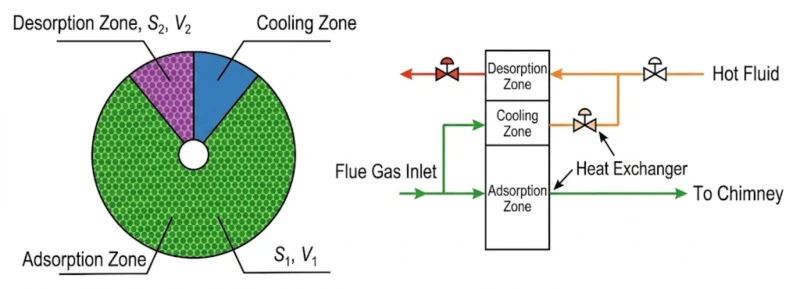
В основе этой системы лежит роторный концентратор на основе цеолитных молекулярных сит (модель BL-ZN-400). Он использует непрерывный цикл адсорбции-десорбции-охлаждения большого вращающегося диска, пропитанного гидрофобными цеолитными каналами, для достижения объемной концентрации потока летучих органических соединений в соотношении 20:1.
Вращаясь, ротор одновременно работает в трех функциональных зонах: (1) Зона адсорбции (большой сектор, площадь S₁): все 60 000 м³/ч предварительно отфильтрованного отработанного воздуха проходят через гидрофобные каналы цеолита; молекулы ЛОС избирательно адсорбируются на поверхности цеолита; чистый воздух выходит и отводится; (2) Зона десорбции (малый сектор, площадь S₂, приблизительно 1/20 площади ротора): небольшой поток горячего воздуха при температуре 180–200 °C (приблизительно 3000 м³/ч, нагреваемый пластинчатым теплообменником с использованием горячего газа на выходе CO) проходит через каналы цеолита в обратном направлении, удаляя адсорбированные ЛОС; на выходе десорбционного потока находится небольшой поток ЛОС высокой концентрации, приблизительно 3000 мг/Нм³ — вход системы CO; (3) Зона охлаждения (малый сектор): окружающий воздух охлаждает только что регенерированный участок цеолита перед его возвращением в зону адсорбции, поддерживая адсорбционную способность.
Коэффициент концентрации n = (S₁×V₁)/(S₂×V₂) = 20:1. При соотношении S₂/S₁ приблизительно 10:1 и скоростях потока V₂/V₁ приблизительно 2 общее соотношение концентраций составляет 20:1. В стационарном состоянии при входном давлении 150 мг/Нм³ на выходе из десорбционного канала достигается приблизительно 3000 мг/Нм³ НМГК.
Преимущества и ограничения цеолитного ротора (согласно документации)
Преимущества
- Соотношение концентраций до 25:1 (в данном проекте: 20:1)
- Длительный срок службы; не требуется плановая замена носителя информации.
- Полностью автоматизированное управление системой DCS; работа без участия оператора.
- Сертифицировано по стандартам безопасности; соответствует требованиям взрывозащиты.
- Эффективно адсорбирует ароматические растворители; демонстрирует превосходные характеристики в отношении бензольных соединений.
- Концентрация адсорбционного потока на выходе ротора стабильна и непрерывна.
Ограничения
- Требуется предварительная обработка (удаление пыли и масляного тумана).
- Требуется предварительная обработка для удаления аэрозоля краски.
Технические характеристики ротора из цеолита
| Параметр | Спецификация |
|---|---|
| Модель | БЛ-ЗН-400 |
| Технологический процесс | 60 000 м³/ч |
| Коэффициент концентрации | 20:1 |
| эффективность обработки ЛОС | >95% |
| Температура десорбции | 180–200 °C (нагрев осуществляется пластинчатым теплообменником с использованием горячего газа на выходе CO) |
| Этапы сухого фильтра | G4 / F5 / F9 (три ступени) |
04 — Каталитическая система сгорания CO
Как каталитическое сгорание Pt/Pd уничтожает концентрированные летучие органические соединения при температуре 250–300 °C с помощью рекуперации энергии пластинчатого теплообменника
Концентрированный десорбционный поток производительностью 3000 м³/ч (приблизительно 3000 мг/Нм³ НМУК) поступает в систему CO (каталитическое окисление). В системе CO используются катализаторы из драгоценных металлов Pt/Pd для окисления летучих органических соединений при температуре 250–300 °C:
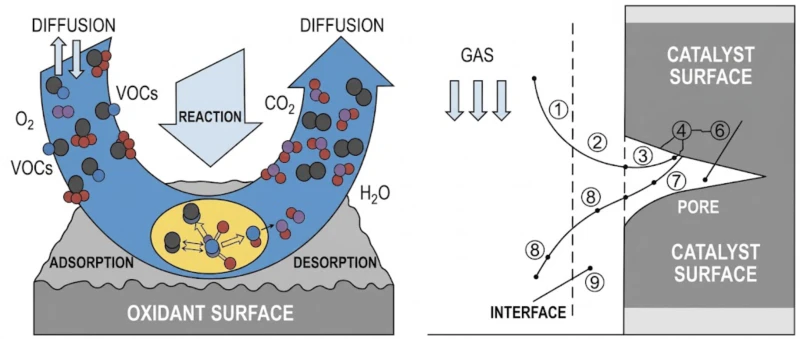
Катализатор Pt/Pd обеспечивает активные центры на поверхности, где молекулы летучих органических соединений (ЛОС) адсорбируются из газовой фазы, реагируют с адсорбированным кислородом в поверхностной химической реакции и образуют CO₂ и H₂O в качестве единственных продуктов. Каталитический механизм позволяет осуществить это полное окисление при 250–300 °C, а не при 760 °C, необходимых для термического (некаталитического) окисления. Механизм подробно описан следующим образом: (1) молекулы ЛОС и O₂ транспортируются из газовой массы на внешнюю поверхность катализатора; (2) как ЛОС, так и O₂ диффундируют через каналы пор катализатора; (3) ЛОС и O₂ адсорбируются на активных центрах поверхности катализатора; (4) поверхностная химическая реакция происходит в центрах активных центров, образуя CO₂ и H₂O и выделяя тепло; (5) CO₂ и H₂O десорбируются с активного центра поверхности катализатора; (6) CO₂ и H₂O диффундируют с внутренней поверхности катализатора на внешнюю поверхность; (7) CO₂ и H₂O переносятся с внешней поверхности катализатора в объем газа.
Почему стоит выбрать газовый обогреватель вместо электрического: На предприятии заказчика уже проложены газопроводы. Использование природного газа для запуска каталитической реакции в качестве источника тепла более экономично и стабильно, чем электрический нагрев. Природный газ обеспечивает более высокую плотность и более стабильный источник тепла, избегая колебаний температуры при запуске, которые могут возникать при использовании электрических нагревателей. Кроме того, эксплуатационные расходы на единицу тепла, получаемого из природного газа, обычно ниже, чем при использовании эквивалентного электрического тепла на энергетических рынках ЕС.
Рекуперация энергии в пластинчатом теплообменнике: Горячий газ CO на выходе (приблизительно 250–300 °C) проходит через пластинчатый теплообменник, который передает это тепло холодному воздуху, поступающему на десорбцию, повышая его температуру с окружающей до приблизительно 180–200 °C. Этот контур рекуперации тепла устраняет необходимость в дополнительном природном газе или электроэнергии для нагрева воздуха, используемого в десорбционном роторе цеолита, создавая энергетический самодостаточный контур между системой CO и стадией десорбции цеолита. В процессе нормальной работы расход природного газа приближается к 0 м³/ч, поскольку каталитического экзотермического тепла (в сочетании с рекуперацией тепла теплообменником) достаточно для одновременного поддержания температуры катализатора и температуры десорбционного воздуха.
Три ключевых преимущества каталитического сжигания (CO) по сравнению с термическим окислением (RTO/TO)
- 1
Более низкая температура реакции (250–300 °C) значительно снижает потребность в дополнительной энергии: При температуре 250–300 °C тепловые потери из системы в окружающую среду значительно ниже, чем при 760 °C (RTO). Количество дополнительного тепла, необходимого для компенсации потерь, зависит от разницы температур относительно окружающей среды. Это делает системы на основе CO2 по своей сути более энергоэффективными, чем RTO, для применений, где концентрация ЛОС обеспечивает ограниченное экзотермическое тепло, как в этом концентрированном потоке с концентрацией 3000 мг/Нм³. - 2
Небольшие габариты (10×6 м) и быстрый запуск в холодном состоянии (20–30 мин) соответствуют производственному графику предприятия дискретного производства: Производство строительной техники работает посменно, а не в непрерывном режиме. Компактные размеры системы CO и быстрый запуск позволяют запускать и останавливать ее в соответствии с графиком покрасочной линии, без длительного времени нагрева, необходимого для прогрева керамического слоя RTO. Горелка мощностью 220 000 ккал/ч и подключение к природному газу объемом 24 м³/ч позволяют довести катализатор до рабочей температуры примерно за 20–30 минут, что дает возможность покрасочной линии начать обработку летучих органических соединений практически сразу после запуска производства. - 3
Отсутствие вторичного загрязнения NO𝑥: Термическое сгорание при температуре ≥760 °C приводит к образованию значительного количества термического NOₓ из азота в воздухе для сгорания. Каталитическое сгорание при температуре 250–300 °C находится ниже пороговой температуры образования термического NOₓ, поэтому конечными продуктами сгорания являются исключительно CO₂ и H₂O без образования вторичных оксидов азота. Это особенно актуально для соблюдения требований ЕС по выбросам вредных веществ в юрисдикциях, где выбросы NOₓ из дымовых труб способствуют превышению допустимых норм содержания NO₂ в атмосферном воздухе.
05 — Система каталитического окисления CO и полная спецификация
Архитектура системы: четырехступенчатый сухой фильтр + цеолитовый ротор + пластинчатый теплообменник + каталитическое сгорание CO.
+Духовки
60 000 м³/ч
Сухой фильтр
Удаление краски
БЛ-ЗН-400
20:1 концентрация.
прямой стек
увольнять
Горячий газ →
Десорбционный воздух
250–300 °C
Pt/Pd
18 мг ЛОС
96.4%

Параметры выбора и установленная мощность
| Элемент | Спецификация |
|---|---|
| Общий поток очистки (цеолит) | 60 000 м³/ч |
| Технологический процесс CO | 3000 м³/ч (концентрированный поток) |
| Модель цеолита / соотношение | BL-ZN-400; 20:1; >95% эффективность адсорбции |
| Температура десорбции | 200 °C (нагрев осуществляется пластинчатым теплообменником) |
| Этапы сухого фильтра | G4 / F5 / F9 (три последовательных этапа) |
| рейтинг горелки | 220 000 ккал/ч; природный газ 24 м³/ч (P: 0,03–0,06 МПа) |
| Адсорбционный вентилятор | 55 кВт |
| Вентилятор десорбции | 5,5 кВт |
| система управления | 3 кВт |
| Вентилятор для помощи при сгорании | 1,5 кВт |
| Общая установленная мощность | 65 кВт (380 В, 50 Гц) |
| Площадь размещения оборудования | 10 м × 6 м (очень компактный) |
| Годовые затраты на электроэнергию | 159 900 юаней (159 900 юаней; с преобладанием адсорбционного вентилятора) |
| Годовые затраты на газ (мин) | 11 200 юаней (только при запуске; 0 м³/ч в нормальном режиме работы) |
| Годовые затраты на газ (максимальные) | 27 200 юаней (максимум 1,7 м³/ч при 3,5 юаней/м³, максимальный сценарий) |
06 — Результаты оперативной деятельности
Подтверждено: NMHC в режиме онлайн <20 мг/м³ (местный предел 60), предприятие класса B, удаление 96,4%.
После ввода в эксплуатацию данные онлайн-системы непрерывного мониторинга выбросов (CEMS) стабильно показывают содержание неметановых углеводородов (НМУ) ниже 20 мг/м³, что соответствует требованиям местного разрешения в 60 мг/м³ с большим запасом по соответствию нормам. Предприятие получило классификацию выбросов класса B. Результаты опыта подтверждают ключевые преимущества: цеолитовый концентратор уменьшает объем обработки с большого объема низкоконцентрированных отходов до малого объема высококонцентрированных, значительно снижая капитальные затраты на оборудование и сложность обработки; технология каталитического сжигания снижает температуру окисления органических соединений, экономя энергию на производственных процессах; пластинчатый теплообменник использует горячий газ на выходе CO₂ для нагрева десорбционного воздуха, обеспечивая рекуперацию энергии и снижая потребление газа, необходимого для нагрева десорбционного воздуха.
.webp)
07 — Меры предосторожности при внедрении
Важные инженерные уроки по системам каталитического сжигания на основе цеолита и CO.
- ⚠️
Отравление катализаторов добавками к лакокрасочному покрытию и тяжелыми металлами требует тщательного контроля качества предварительной обработки: Промышленные лакокрасочные покрытия для строительной техники содержат разнообразные добавки: антикоррозионные пигменты (фосфат цинка, хромат цинка в некоторых старых рецептурах), металлические хлопьевидные пигменты (алюминий, цинк), разрыхлители и катализаторы в двухкомпонентных (2K) полиуретановых лакокрасочных системах. Некоторые из этих добавок могут частично испаряться во время сушки и достигать катализатора CO, вызывая отравление. Трехступенчатый сухой фильтр (G4/F5/F9) должен поддерживаться в отличном состоянии, чтобы задерживать все загрязняющие вещества, содержащиеся в частицах, до цеолита. Если какое-либо изменение рецептуры краски приводит к появлению пигментов тяжелых металлов или реактивных добавок (в частности, паров изоцианата из 2K полиуретановых красок), перед внедрением необходимо провести инженерную оценку воздействия на катализатор CO. - ⚠️
Соотношение концентраций 20:1 указано корректно для входного давления 150 мг/Нм³ — убедитесь, что это соотношение остается достаточным, если изменение состава краски еще больше снизит концентрацию летучих органических соединений: При соотношении концентраций 20:1 и концентрации 150 мг/Нм³ на входе CO получается приблизительно 3000 мг/Нм³. Если предприятие перейдет на краски с низким содержанием летучих органических соединений или на водной основе, которые снизят концентрацию на входе, скажем, до 80 мг/Нм³, концентрация CO на входе упадет до 1600 мг/Нм³ — все еще выше автотермического порога для каталитического сгорания CO при 250–300°C. Однако, если концентрация на входе упадет до 30 мг/Нм³ (что может произойти с красками на водной основе с низким содержанием летучих органических соединений), концентрация CO на входе при соотношении 20:1 составит всего 600 мг/Нм³, приближаясь к минимуму для стабильного каталитического сгорания без постоянной дополнительной подачи газа. Необходимо постоянно контролировать концентрацию CO на входе и планировать возможное увеличение соотношения концентраций (до 25:1), если планируется переход на новый состав краски. - ⚠️
Загрязнение пластинчатых теплообменников лакокрасочными составами необходимо отслеживать и устранять заблаговременно: Пластинчатый теплообменник передает тепло от горячего газа на выходе CO к воздуху, поступающему на вход десорбционного цеолита. Оба газовых потока содержат остаточные летучие органические соединения и продукты сгорания краски. Со временем на пластинах теплообменника могут конденсироваться высококипящие соединения, снижая эффективность теплопередачи. При снижении эффективности теплопередачи температура десорбционного воздуха падает ниже 180 °C, что снижает полноту десорбции цеолита и увеличивает вариативность концентрации CO на входе. Необходимо постоянно контролировать температуру десорбционного воздуха; при ее падении ниже 175 °C в нормальных условиях эксплуатации следует осмотреть и очистить пластины теплообменника. - ⚠️
Необходимо строго соблюдать процедуры запуска каталитического сгорания CO: катализатор должен нагреться до 250 °C до подачи концентрированного газообразного летучего органического соединения. Если концентрированный газ ЛОС (3000 мг/Нм³) подается в каталитический слой до достижения минимальной температуры активации 250°C, ЛОС не окислятся полностью. Неполностью окисленные промежуточные продукты могут осаждаться на поверхности катализатора, вызывая загрязнение и снижение активности. Последовательность запуска должна включать: (1) работу газовой горелки с чистым воздухом (без ЛОС) до тех пор, пока температура каталитического слоя не достигнет ≥250°C; (2) только после этого открыть поток концентрированной десорбционной воды к катализатору. Процедура запуска должна быть задокументирована и соблюдаться при каждом перезапуске, а не только при первоначальном запуске в процессе ввода в эксплуатацию.
08 — Основные выводы из инженерной практики
Четыре урока, извлеченные из этого проекта в индустрии покрытий на основе цеолита и CO₂.
- 1
При входной мощности 150 мг/Нм³ концентратор на основе цеолита не является необязательным элементом — он представляет собой необходимое условие, обеспечивающее экономическую целесообразность любой термической или каталитической окислительной реакции. Без концентрирования обработка 60 000 м³/ч при концентрации 150 мг/Нм³ с использованием любой технологии термического окисления неэкономична: такой объем газа требует крупного оборудования, а концентрация значительно ниже любого автотермического порога. Этап концентрирования в соотношении 20:1 снижает проблему обработки с «60 000 м³/ч, требующих непрерывной дополнительной подачи топлива» до «3000 м³/ч, близких к автотермическим». Для любого предприятия по нанесению покрытий с концентрацией неметановых углеводородов на входе ниже приблизительно 500 мг/Нм³ цеолитовый концентратор должен быть первым элементом системы по умолчанию, а не дополнительной опцией. - 2
Каталитическое сжигание CO при температуре 250–300 °C является подходящей технологией конечного окисления, если концентрация газа составляет 3000 мг/Нм³, а предприятие является дискретным производителем с посменным режимом производства. Время запуска системы CO2 составляет 20–30 минут, она занимает компактные размеры (10×6 м) и не требует дополнительного газа при нормальной нагрузке, что лучше соответствует эксплуатационным требованиям завода по производству строительной техники, чем система RTO (которая требует более длительного прогрева, занимает большую площадь и лучше подходит для установок непрерывного действия). При выборе технологии необходимо учитывать производственный график, а не только состав и концентрацию газа. - 3
Соединение пластинчатого теплообменника между выходом CO и десорбцией цеолита не является второстепенным фактором повышения эффективности — это энергетическое соединение, обеспечивающее работу двигателя в нормальном режиме с практически нулевым расходом топлива. Без пластинчатого теплообменника воздух для десорбции цеолита пришлось бы постоянно нагревать газовой горелкой от комнатной температуры до 180–200 °C. Пластинчатый теплообменник передает эту теплоотдачу горячему газу на выходе CO, который обеспечивает тепло бесплатно. В результате горелка мощностью 220 000 ккал/ч необходима только для запуска и при работе в условиях минимальной нагрузки по летучим органическим соединениям. Эта тепловая связь преобразует газ на выходе CO из потока отработанного тепла в основной источник энергии для стадии десорбции цеолита. - 4
Выбор катализатора (драгоценный металл Pt/Pd на керамическом носителе) является правильным для окраски летучих органических соединений при температуре 250–300 °C, и состав катализатора необходимо проверить на соответствие конкретной смеси растворителей, используемых при покраске. Катализаторы Pt/Pd обладают высокой внутренней активностью в отношении углеводородов бензольного ряда (толуол, ксилол), сложных эфиров и кетонов — именно тех растворителей, которые используются в данной технологии покраски строительной техники. Кривые зависимости эффективности преобразования от температуры для типичных растворителей для покраски подтверждают разрушение >95% при 250°C для толуола и ксилола, при этом для метилбензола требуется несколько более высокая температура. Выбор катализатора на основе оксида неблагородного металла на основе марганца или железа вместо Pt/Pd позволил бы снизить стоимость катализатора, но увеличил бы требуемую рабочую температуру примерно на 50–80°C, частично нивелируя энергетическое преимущество каталитического окисления по сравнению с термическим окислением.
09 — Часто задаваемые вопросы
Цеолит + CO₂ Каталитическое покрытие для сжигания летучих органических соединений: ответы на десять вопросов.
Вопросы от специалистов по экологическому лицензированию, инженеров-технологов и групп по охране труда и технике безопасности на предприятиях по нанесению покрытий, покраске и финишной обработке поверхностей, планирующих использовать цеолитовые концентраторы + каталитические системы сжигания в соответствии с требованиями Директивы ЕС о экологическом контроле / Постановления Нидерландов о деятельности.
Очень низкая концентрация летучих органических соединений? Решение — концентрация цеолита.
Изучите решения на основе цеолитовых концентраторов и каталитического сжигания для снижения содержания летучих органических соединений в лакокрасочной промышленности.
От концентраторов на основе цеолитных молекулярных сит в сочетании с каталитическим сжиганием CO для получения летучих органических соединений с очень низкой концентрацией в покрытиях до регенеративные термические окислители Для применений с более высокой концентрацией наша инженерная команда подбирает оптимальную технологию, соответствующую конкретному объему газа, его концентрации и режиму работы.





















