Fallstudie · Industrielle Emissionskontrolle
Wie ein Hersteller von Graphitisierungsmaterialien für Hochleistungs-Lithium-Ionen-Batterien eine Entschwefelungseffizienz von 99,85%, einen SO₂-Ausgangswert unter 18 mg/Nm³ und keine sichtbare weiße Rauchfahne erreichte – aus einem Abgasstrom eines Acheson-Ofens, der SO₂ in einer Konzentration von bis zu 20.000 mg/Nm³ und Partikel in einer Konzentration von 300 mg/Nm³ enthielt.
Kalkstein-Gips-Nassrauchentschwefelung
SNCR-Denitrifikation
Magnetische Rauchgasreinigung
Einhaltung der Emissionsvorschriften für Batterieanodenmaterialien
01 — Branchenhintergrund
Die Emissionsherausforderung bei Graphitisierungsöfen im Zentrum der Lieferkette für Elektrofahrzeugbatterien
Anodenmaterialien gehören zu den vier wichtigsten Rohstoffen von Lithium-Ionen-Batterien und stellen gleichzeitig eine strategisch wichtige, aufstrebende Industrie dar, die mit den nationalen Prioritäten übereinstimmt. 14. Fünfjahresplan Und Langfristige Ziele bis 2035Die rasante weltweite Verbreitung von Elektrofahrzeugen hat Lithium-Batterieanodenmaterialien zu einem der am schnellsten wachsenden industriellen Teilsektoren weltweit gemacht. Die Liefermengen erreichten 2023 178,3 Zehntausend Tonnen (ein Wachstum von 15,11 Zehntausend Tonnen gegenüber dem Vorjahr), und Prognosen gehen von 800 Zehntausend Tonnen bis 2030 aus.
Die Graphitisierung ist der energieintensivste und emissionsintensivste Schritt in der Anodenmaterial-Produktionskette. Acheson-Öfen erhitzen das Kohlenstoff-Vorläufermaterial über einen 64-Stunden-Zyklus auf Temperaturen von über 2.500 °C. Dabei werden die natürlich in Petrolkoks und Steinkohlenteerpech enthaltenen Schwefelverbindungen als SO₂ freigesetzt. Die resultierende SO₂-Konzentration im Ofenabgas ist extrem hoch – sie erreicht routinemäßig 11.302 mg/Nm³ am Einlass des Entschwefelungsabsorbers, mit dokumentierten Spitzenwerten von 20.000 mg/Nm³. Damit zählt das Abgas aus Graphitisierungsöfen zu den SO₂-reichsten Abgasströmen, die weltweit in der Fertigungsindustrie auftreten.
Da die Umweltauflagen bis 2024 verschärft wurden Vorschriften zur Verwaltung von Genehmigungen für Schadstoffeinleitungen und die Aktionsplan zur Beschleunigung der Reduzierung von Umweltverschmutzung und KohlenstoffemissionenDie Anforderung, dass das Abgas von Graphitisierungsöfen extrem niedrige Emissionen aufweisen muss, wurde unumgänglich. Die technische Herausforderung besteht nicht nur darin, SO₂ von 11.302 auf ≤18 mg/Nm³ zu senken – eine Reduzierung um 99,841 % des Sollwerts –, sondern dies auch unter gleichzeitiger Kontrolle von Feinstaub, NOx, HCl, HF, CO und der sichtbaren weißen Rauchfahne, die Verstöße sofort und öffentlichkeitswirksam sichtbar macht.

„Die SO₂-Konzentration von 11.302 mg/Nm³ im Graphitisierungsofen ist kein Problem der Kessel- oder Kraftwerksentschwefelung. Es handelt sich um ein Problem der Sauergasbehandlung, wie es beispielsweise bei der Schwefelsäureherstellung auftritt. Um eine Abscheideeffizienz von 99,851 % (TP3T) zu erreichen und einen SO₂-Gehalt von 18 mg/Nm³ am Auslass zu erzielen, während gleichzeitig Partikel, NOx und die sichtbare weiße Rauchfahne reduziert werden, ist ein speziell entwickeltes Multitechnologie-System erforderlich, nicht die Anpassung gängiger industrieller Abgasreinigungsverfahren.“
— Technische Zusammenfassung des Projekts zur Entstaubung/Entschwefelung/Denitrifikation in der Graphitisierungsindustrie
02 — Verschmutzungsprofil
Acheson-Ofenabgase: Der SO₂-intensivste Strom in der Batteriematerialherstellung
Das Unternehmen ist spezialisiert auf Forschung und Entwicklung, Produktion und Vertrieb von Anodenmaterialien für Lithiumbatterien im Bereich neuer Energien sowie von Produkten zur Graphitisierung. Es beliefert internationale High-End-Kunden, zählt zu den drei weltweit führenden Anbietern von Anodenmaterialien und verfügt über ein Unternehmensmarkenprojekt, zwei eingetragene Warenzeichen und 19 Patente.
Der Acheson-Ofen arbeitet in einem 64-Stunden-Zyklus bei extremen Temperaturen. Das Rohabgas tritt mit 170 °C aus und enthält gleichzeitig folgende Schadstoffe:
- SO₂-Konzentration von 11.302 mg/Nm³ am Einlass des Rauchgasentschwefelungsabsorbers (Der dokumentierte Rohgas-Spitzenwert lag bei 20.000 mg/Nm³). Dies ist der entscheidende Schadstoff: Die Anforderung einer Entfernung von 99,851 TP3T, um einen Ausgangswert von ≤18 mg/Nm³ zu erreichen, zählt zu den anspruchsvollsten Entschwefelungsvorgaben in der gesamten Industrie.
- Feinstaub bei 300 mg/Nm³ (Rohgas), das hauptsächlich aus Graphit und Kohlenstaub aus dem Ofenbeschickungsmaterial besteht. Zielwert für den Auslass: ≤ 5 mg/Nm³ – eine Gesamtreduktionsanforderung von 98,31 TP3T.
- NOx bei 100 mg/Nm³ aus Hochtemperatur-Verbrennungsluftreaktionen. Zielwert am Auslass: ≤100 mg/Nm³ durch vorgelagerte SNCR-Denitrierung.
- CO bei 100 mg/Nm³Erfordert eine CO-Sicherheitsüberwachung und ein Verbrennungsmanagement vor jeder geschlossenen Behandlungsstufe.
- HF bei 5 mg/Nm³ und HCl bei 15 mg/Nm³Beide sind korrosive Säuregase, die die Anforderungen an korrosionsbeständige Werkstoffe für alle medienberührenden Bauteile bestimmen.
- Hohe TemperaturschwankungenDas Rohgas mit einer Temperatur von 170 °C muss vor dem Saugzugventilator mittels Wärmerückgewinnungs-Wärmetauscher auf unter 120 °C und anschließend am Einlass der MPA-Anlage auf unter 40 °C abgekühlt werden. Diese Temperaturregelung erfordert erhebliche Investitionen in Hilfseinrichtungen.
- Extreme SO₂-ZyklusvariationWährend des 64-stündigen Acheson-Ofenzyklus erreicht die SO₂-Konzentration einen Spitzenwert von ca. 20.000 mg/Nm³ und kann über einen Zeitraum von 2–3 Stunden erhöht bleiben. Die Entschwefelungsanlage muss für die maximale SO₂-Belastung unter den ungünstigsten Betriebsbedingungen (großes Rauchgasvolumen, maximale SO₂-Konzentration) ausgelegt sein.
| Parameter | Rohgas / Einlass zur Aufbereitung | Outlet (Design) | Regulierungsgrenze |
|---|---|---|---|
| SO₂ | 11.302 mg/Nm³ im Durchschnitt (Spitzenwert 20.000) | ≤18 mg/Nm³ | 18 mg/Nm³ |
| Feinstaub (PM) | 300 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| NOx | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| CO | 100 mg/Nm³ | ≤100 mg/Nm³ | 100 mg/Nm³ |
| HF | 5 mg/Nm³ | ≤5 mg/Nm³ | 5 mg/Nm³ |
| HCl | 15 mg/Nm³ | ≤15 mg/Nm³ | 15 mg/Nm³ |
| Sichtbare weiße Rauchfahne | Gegenwärtig | Keine (unsichtbar) | Keine sichtbare weiße Rauchfahne |
| Abgasvolumen (Nennwert, Rauchgasentschwefelungsanlage) | 140.000 Nm³/h | — | — |
| MPA-behandeltes Volumen | 100.000 Nm³/h | — | — |
| Rohgastemperatur | 170 °C | — | — |
| Anwendbarer Standard | EU-Richtlinie über Industrieemissionen (IED 2010/75/EU) und der niederländische Aktivitätenbeschluss (Activiteitenbesluit milieubeheer) | ||
03 — Technische Anforderungen
Warum gängige industrielle Entschwefelungsverfahren das Graphitisierungsproblem SO₂ nicht lösen können
Die technische Herausforderung dieses Projekts bestand nicht einfach in der Auswahl einer Technologie, sondern in der Entwicklung eines integrierten mehrstufigen Systems, das alle sechs Schadstoffparameter gleichzeitig berücksichtigt und gleichzeitig die extremen zyklischen Schwankungen der SO₂-Konzentration während des 64-stündigen Acheson-Ofenzyklus bewältigt.
Auslegung auf die maximale SO₂-Last, nicht auf den Durchschnitt
Das Rauchgasentschwefelungssystem muss die Grenzwerte auch bei maximaler SO₂-Konzentration (20.000 mg/Nm³) einhalten. Eine Auslegung auf den Durchschnittswert (11.302 mg/Nm³) würde während der 2- bis 3-stündigen Spitzenzeiten jedes Ofenzyklus zu Überschreitungen der Grenzwerte führen.
Energierückgewinnung als integraler Bestandteil der Konstruktion
Das 170 °C heiße Rohgas enthält nutzbare Wärmeenergie. Ein Wärmetauscher zur Energieumwandlung und -rückgewinnung dient als erste Behandlungsstufe, um die Abgastemperatur vor dem Saugzugventilator auf 119,46 °C zu senken. Dies verbessert die Betriebsbedingungen des Ventilators, reduziert die thermische Belastung nachgeschalteter Anlagen und ermöglicht die Rückgewinnung nutzbarer Wärmeenergie für die Anlage.
Zweistufige Absorption für extreme SO₂-Bedingungen
Mit einer einzigen Rauchgasentschwefelungsanlage aus Kalkstein und Gips lässt sich die SO₂-Abscheidung von 99,851 TP3T von 11.302 mg/Nm³ auf ≤18 mg/Nm³ in einem Durchgang nicht erreichen. Eine zweistufige Absorptionsarchitektur – bestehend aus einem Primärwäscher und einem Sekundärwäscher – ist erforderlich, wobei die pH-Werte zwischen den Stufen überwacht und die Schlammzufuhr gesteuert werden muss, um eine optimale Absorptionseffizienz in beiden Türmen kontinuierlich zu gewährleisten.
Beseitigung der weißen Rauchfahne durch nachgelagerte Meeresschutzgebiete
Nach der zweistufigen Rauchgasentschwefelung (REA) ist das Abgas nach dem Wäscher noch mit Wasserdampf und Restsäurenebel gesättigt. Als letzte Reinigungsstufe dient eine magnetische Kondensationsabscheideranlage (BLCNXB-10W, 100.000 Nm³/h), die nach dem Wärmerückgewinnungs-Wärmetauscher installiert ist. Dieser erhöht die Gastemperatur auf über 80 °C, um die Bildung sichtbarer Kondensationsfahnen zu verhindern.
Gips-Nebenproduktmanagement
Beim Rauchgasentschwefelungsverfahren (REA) mit Kalkstein-Gips-Gemisch entsteht Calciumsulfat (Gips) als Nebenprodukt in Mengen von bis zu 2.618 kg/h. Das System muss eine Gipsentwässerung beinhalten, um einen Feuchtigkeitsgehalt unter 151 % TP3T für eine praktikable Handhabung und Entsorgung zu erreichen. Der Gips muss Qualitätsstandards für Nebenprodukte erfüllen, die eine Wiederverwendung als Baustoff anstelle der Entsorgung als Abfall ermöglichen.
Korrosionsbeständigkeit für HF- und Hoch-SO₂-Anwendungen
Die Kombination von SO₂ (11.302 mg/Nm³) und HF (5 mg/Nm³) erzeugt ein extrem aggressives Korrosionsmilieu. Alle medienberührenden Oberflächen in den Rauchgasentschwefelungsanlagen, der Gipsförderanlage und der MPA-Anlage müssen aus Werkstoffen bestehen, die für diese kombinierte Säurebelastung geeignet sind. Standard-Kohlenstoffstahl oder unlegierter Edelstahl sind für medienberührende Bauteile nicht zulässig.
SNCR-Integration zur Einhaltung der NOx-Vorschriften
Die Denitrifikation mittels selektiver nichtkatalytischer Reduktion (SNCR) ist in die Abgasreinigungsanlage integriert, um den NOx-Grenzwert von 100 mg/Nm³ einzuhalten. Die Injektionsstelle des SNCR-Reagenz muss innerhalb des Temperaturfensters (850–1100 °C) im Abgaskanal des Ofens positioniert sein, um eine effektive NOx-Zersetzung ohne Ammoniak-Schlupf zu gewährleisten.
Sicherheit: Brand-, Explosions- und CO-Gefahrenmanagement
Das Abgas von Graphitisierungsöfen enthält brennbaren Kohlenstaub und CO in einer Konzentration von 100 mg/Nm³, die beide in geschlossenen Aufbereitungsanlagen Brand- und Explosionsgefahren bergen. Brandschutz-, Explosionsschutz- und Korrosionsschutzmaßnahmen müssen daher in die Systemplanung integriert werden, und alle Anlagenverriegelungen müssen eine CO-Konzentrationsüberwachung mit automatischer Bypass-Funktion umfassen.
04 — Behandlungslösung
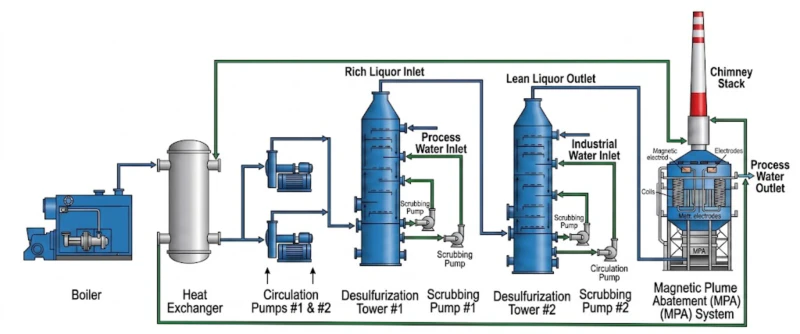
Integriertes vierstufiges Aufbereitungssystem: Energierückgewinnung → Rauchgasentschwefelung mit zwei Türmen → MPA → Reinraumkamin
Das Aufbereitungssystem integriert drei bewährte Technologien in Reihe, die jeweils unterschiedliche Schadstoffe aus dem Abgasstrom des Graphitisierungsofens entfernen. Die Kombination wurde gewählt, um die sich ergänzenden Stärken jeder Technologie auszunutzen und gleichzeitig deren Schwächen in den anderen Stufen zu eliminieren.
Stufe 1: Wärmerückgewinnungs-Wärmetauscher (170 °C → 119,46 °C)
Das Rohgas aus dem Graphitisierungsofen mit einer Temperatur von 170 °C wird zunächst dem Wärmerückgewinnungs-Wärmetauscher zugeführt. Dort wird die Wärmeenergie des heißen Gases auf ein Arbeitsmedium für die Anlage übertragen. Die Gastemperatur wird vor dem Saugzugventilator auf 119,46 °C gesenkt, wodurch die Betriebsbedingungen des Ventilators verbessert und die Lebensdauer der Anlage verlängert wird. Der Wärmetauscher bewältigt einen Volumenstrom von 85.000 Nm³/h bei einer Wärmeübertragungsfläche von 934 m² und einem Druckverlust von 273 Pa.
Stufe 2: Saugzugventilator → Zweistufige Kalkstein-Gips-Rauchgasentschwefelungsanlage (140.000 Nm³/h)
Zwei im Gegenstrom betriebene Kalkstein-Gips-Absorptionstürme behandeln den Gasstrom von 140.000 Nm³/h. Der Primärwäscher verfügt über einen zweilagigen Siebnebelabscheider; der Sekundärwäscher über einen einlagigen Siebnebelabscheider und einen Bündelnebelabscheider. Zwischen den beiden Türmen ermöglicht ein Online-System zur Flüssigkeitsstands- und pH-Wert-Überwachung die Echtzeit-Nachfüllung der Suspension und die pH-Wert-Regelung der Flüssigkeit zwischen den Stufen. So wird sichergestellt, dass der Suspensionskreislauf über den gesamten 64-stündigen Ofenzyklus ohne manuelle Eingriffe optimal ausbalanciert bleibt. Wichtige Parameter der Rauchgasentschwefelung: Kalksteinverbrauch 1.858 kg/h (max.), Gipsproduktion 2.618 kg/h (max.), Gipsfeuchtegehalt unter 151 µT, Kalksteinspeicherkapazität 150 m³ mit 3 Tagen Autonomie.
Phase 3: SNCR-Denitrifikation
Die SNCR-Denitrierung mit einer geschätzten Abscheideleistung von 50% reduziert die NOx-Emissionen von 100 mg/Nm³ und erfüllt damit die Abgasnorm. Das SNCR-Einspritzsystem arbeitet in der Hochtemperaturzone des Abgaskanals, wo die thermische Zersetzung des NOx-Reagenz-Komplexes effektiv ist, ohne dass ein separates SCR-Katalysatorbett erforderlich ist.
Stufe 4: Magnetische Rauchfahnenreduzierung (100.000 Nm³/h)
Nach der zweistufigen Rauchgasentschwefelung durchströmt das gereinigte Gas einen zweiten Wärmetauscher zur Energierückgewinnung (Energieumwandlungs- und Temperaturerhöhungseinheit). Dieser erhöht die Gastemperatur von ca. 45 °C auf über 80 °C, wodurch der Taupunkt des Wasserdampfs reduziert und die Bedingungen für die Erfassung der Rauchfahne verbessert werden. Anschließend gelangt das Gas in die Magnetrauchabscheideranlage BLCNXB-10W zur finalen Tiefenreinigung und Beseitigung der weißen Rauchfahne, bevor es über den Hauptkamin abgeleitet wird.
Ofen
170→119°C
Lüfter
FGD-Turm
FGD-Turm
HX →80°C
(BLCNXB-10W)
Stapel
MPA-Einheit – Wichtigste technische Parameter
| Parameter | Spezifikation |
|---|---|
| MPA-Einheitsmodell | BLCNXB-10W |
| Layouttyp | Turmexternes, eigenständiges Modul |
| Luftstromrichtung | Ansaugung von unten, Abgas von oben (direkt) |
| Reinigungseffizienz | ≥95% |
| Schadstoffkonzentration am Einlass | 100 mg/Nm³ |
| Schadstoffkonzentration am Auslass | ≤5 mg/Nm³ |
| Systemwiderstand | 300 Pa |
| Volumen des behandelten Rauchgases | 100.000 Nm³/h |
| MPA Einlassgastemperatur | 80 °C erhöht. |
| Systemdruck | Auslegung für ±5.000 Pa |
| Geräteabmessungen (B×T) | 7.900 × 7.900 mm Plan |
| Gerätehöhe | 17.000 mm |
| Magnetischer Energiegenerator | BLEMG-2K |
| Durchschnittlicher Stromverbrauch pro MPA | 80 kW |
| MPA Laufzeitlastfaktor | 195 (Betriebslastindex) |
05 — Kernvorteile
Warum Kalkstein-Gips-REA + SNCR + MPA die richtige Architektur für Graphitisierungsofen-Abgase ist
- ✓
Kalkstein-Gips-Rauchgasentschwefelungsanlage erreicht 99,851 TP3T SO₂-Abscheidung aus 11.302 mg/Nm³ Rohgas: Die nachgewiesene Entschwefelungseffizienz von 99,851 TP3T – die den SO₂-Eingangsgehalt von 11.302 mg/Nm³ auf einen durchschnittlichen Ausgangsgehalt von 8 mg/Nm³ reduziert – ist selbst für die Standards der Rauchgasentschwefelung (REA) von Kohlekraftwerken, die typischerweise SO₂-Konzentrationen behandelt, die um eine Größenordnung niedriger liegen, außergewöhnlich. Das Kalkstein-Gips-Verfahren wurde für diese Anwendung gewählt, da es reichlich vorhandene und kostengünstige Reagenzien nutzt (Kalkstein ist weit verbreitet und preisstabil), ein kommerziell nutzbares Nebenprodukt (Gips für das Bauwesen) erzeugt und das niedrigste Flüssigkeits-Gas-Verhältnis aller Nassentschwefelungsverfahren bei vergleichbarer Abscheideeffizienz aufweist. Die Konstruktion des Nebelabscheiders im Turm und das pH-Überwachungssystem zwischen den Stufen sind die spezifischen technischen Innovationen, die diese Leistung bei der SO₂-Konzentration für die Graphitisierung ermöglichen. - ✓
Energierückgewinnung wandelt einen thermischen Abfallstrom in eine Anlagenressource um: Das 170 °C heiße Rohgas enthält erhebliche Wärmeenergie, die durch den vorgeschalteten Wärmetauscher vor der Rauchgasentschwefelungsanlage (REA) auf 119,46 °C reduziert wird. Diese zurückgewonnene Energie wird der Anlage als nutzbare Wärme wieder zugeführt, wodurch die Gesamtenergieeffizienz verbessert und die Nettoenergiekosten des Aufbereitungssystems gesenkt werden. Ein zweiter Wärmetauscher nach der REA erhöht die Gastemperatur vor der MPA-Einheit und optimiert so die Rauchfahnenabscheidung weiter. Durch die Konfiguration mit zwei Wärmetauschern ist dieses System sowohl thermisch als auch ökologisch optimiert. - ✓
Computersimulationsoptimierung liefert widerstandsarmen und energieeffizienten Entwurf: Mithilfe fortschrittlicher CFD-Simulationen (Computational Fluid Dynamics) wurde die Gasgeschwindigkeitsverteilung in den Rauchgasentschwefelungs-Absorbertürmen optimiert, der Innenwiderstand minimiert und ein gleichmäßiger Kontakt zwischen Reagenz und Gas erreicht. Dieser simulationsbasierte Designansatz führt zu einem System mit geringerem Stromverbrauch und höherer Reagenznutzung als empirisch ausgelegte Türme gleicher Kapazität und gewährleistet gleichzeitig die Einhaltung der Grenzwerte auch unter ungünstigsten SO₂-Belastungsbedingungen. - ✓
Gips als Nebenprodukt ermöglicht abfallfreien Betrieb: Die maximale Gipsproduktionsrate von 2.618 kg/h aus der Rauchgasentschwefelung (REA) ist kein Abfallprodukt – nach Entwässerung auf einen Feuchtigkeitsgehalt unter 151 µg/m³ ist der Gips ein kommerziell nutzbarer Baustoff. Das System nutzt einen Vakuum-Bandfilter oder ein gleichwertiges Entwässerungssystem, um diese Spezifikation zu erreichen. Dadurch kann der Gips verkauft oder direkt vor Ort als Baustoff verwendet werden. Dies vermeidet die Kosten für die Feststoffentsorgung und den damit verbundenen bürokratischen Aufwand, der bei der Behandlung von Gips als Industrieabfall entstehen würde. - ✓
Gleichzeitige Überprüfung der Einhaltung aller sechs regulierten Parameter: Das System erreichte folgende Werte: Entschwefelungseffizienz 99,851 TP3T (SO₂-Ausgangswert 8 mg/Nm³, gegenüber Grenzwert 18); Staubabscheidungseffizienz 98,41 TP3T (PM-Ausgangswert 2,4 mg/Nm³, gegenüber Grenzwert 5); Denitrifikationseffizienz 551 TP3T; NOx-Ausgangswert 45 mg/Nm³ (gegenüber Grenzwert 100); HF-Ausgangswert 1 mg/Nm³ (gegenüber Grenzwert 5); HCl-Ausgangswert 3,5 mg/Nm³ (gegenüber Grenzwert 15); und keine sichtbare weiße Rauchfahne. Alle sechs Parameter liegen gleichzeitig deutlich unterhalb ihrer jeweiligen Grenzwerte. - ✓
Neustartfunktion per Knopfdruck für das Gülleumwälzsystem: Die Konstruktion beinhaltet eine automatische Neustartfunktion für das Schlammzirkulationssystem per Knopfdruck nach geplanter oder Notabschaltung. Dadurch entfällt die zuvor erforderliche, komplexe manuelle Ventilsteuerung. Dies reduziert die Arbeitsbelastung des Bedienpersonals und das Risiko menschlicher Fehler beim Neustart des Systems erheblich. Gerade in Rauchgasentschwefelungsanlagen mit hohem SO₂-Gehalt sind dies kritische Phasen, in denen die Einhaltung von Grenzwerten gefährdet sein kann.
06 — Betriebsergebnisse
Geprüfte Konformitätsdaten: Alle sechs Schadstoffparameter liegen unterhalb der gesetzlichen Grenzwerte.
Das integrierte System erreichte alle Compliance-Ziele gleichzeitig und lag bei allen überwachten Parametern deutlich unter den gesetzlichen Grenzwerten:
Die maximale Betriebslast des Gesamtsystems beträgt 1.522,55 kW. Bei 24-Stunden-Dauerbetrieb belaufen sich die täglichen Stromkosten auf 13.154,832 RMB (bei 0,36 RMB/kWh). Bei 8.000 Betriebsstunden pro Jahr betragen die jährlichen Stromkosten ca. 4.384,944 RMB. Der jährliche Wasserverbrauch liegt bei ca. 4,85 t/h; bei einem Verbrauch von 5 t/h im 24-Stunden-Betrieb und einem Wasserpreis von 2 RMB/t betragen die täglichen Wasserkosten 240 RMB, was jährlichen Kosten von 80.000 RMB entspricht. Der Kalksteinverbrauch liegt bei 1.858,632 kg/h zu 300 RMB/t, was jährliche Kalksteinkosten von 445,92 RMB verursacht.
07 — Hinweise zur Umsetzung
Wichtige technische und betriebliche Erkenntnisse für Rauchgasentschwefelungsanlagen mit Graphitisierungsofen
- ⚠️
Die Steuerung der Schlammkonzentration ist der kritischste Betriebsparameter bei der Rauchgasentschwefelung von Kalkstein-Gips mit hohem SO₂-Gehalt: Die dokumentierten Betriebserfahrungen des Projekts legen Folgendes fest: (1) Der Flüssigkeitsstand der Kalksteinsuspension im Primärwäscher darf den Überlauf nicht überschreiten. Bei gleichzeitiger Zugabe von Wasser und Kalkstein muss die Konzentration zwischen 151 TP3T und 201 TP3T gehalten werden. (2) Sinkt der pH-Wert im Kreislauf des Primärwäschers unter 4,5, ist Suspension zuzugeben und der pH-Wert zwischen 4,5 und 5,5 zu halten. (3) Sinkt der pH-Wert im Kreislauf des Sekundärwäschers unter 5,5, ist Suspension zuzugeben und der pH-Wert im Sekundärwäscher zwischen 5,5 und 6,5 zu halten. Die Nichteinhaltung dieser pH-Bereiche führt bei den für Graphitisierungsofenabgase typischen hohen SO₂-Konzentrationen innerhalb von Minuten zu einem raschen Abfall der SO₂-Absorptionseffizienz und zur Überschreitung der Grenzwerte. - ⚠️
Das Anlaufprotokoll für Gipsanlagen muss genau eingehalten werden: (1) Beim Anfahren des Gipsabstreifsystems zuerst das Einlassventil des Druckbehälters öffnen, dann die Stromversorgung einschalten. (2) Nach dem Anfahren der Gipsabstreifpumpe sicherstellen, dass die Einlassventilklappe vollständig geöffnet ist, bevor die Pumpe erneut gestartet wird. (3) Nach jedem Gipspressenausstoß den Auslass des Druckfilters vor Ort reinigen. Abweichungen von dieser Reihenfolge können zu Gips-Gegendruck führen, der das Abstreifsystem blockieren und ungeplante Wartungsarbeiten während der Produktion erforderlich machen kann. - ⚠️
Für die Inbetriebnahme des Kreislaufsystems ist die folgende Ventilsequenz erforderlich: zuerst Wasser, dann Kühlwasser. (1) Beim Anfahren des Kreislaufsystems die Auslass- und Kühlwasserventile in die Startposition bringen; (2) stündlich die pH-Werte der Rauchgasentschwefelungsanlage (REA) der ersten und zweiten Stufe erfassen, die Schlammflüssigkeitsstände überwachen und sicherstellen, dass diese im normalen Betriebsbereich liegen; (3) im planmäßigen Intervall (alle 4 Stunden) die Sprühdüsen reinigen, um sicherzustellen, dass der Tropfenabscheider ordnungsgemäß und frei von Verstopfungen funktioniert; (4) während des Systembetriebs den Oxidationslüfter normal laufen lassen, um eine ausreichende Luftzufuhr für die Gipsbildung zu gewährleisten; (5) den Flüssigkeitsstand im Tank kontrollieren und bei hohem Flüssigkeitsstand das Auslassventil der Förderpumpe zum Ablassen öffnen, um im Notfall schnell reagieren zu können. - ⚠️
Die Temperaturregelung in der MPA ist für eine zuverlässige Rauchgasabscheidung unerlässlich: Die Eintrittstemperatur der MPA-Anlage muss zwischen 46 und 55 °C gehalten werden (geregelt durch die Temperaturerhöhungseinheit der Energieumwandlung). Die Austrittstemperatur der Energierückgewinnungs- und Temperaturerhöhungseinheit muss über 80 °C liegen, um die Bildung einer sichtbaren weißen Rauchfahne zu verhindern. Ist die Gastemperatur beim Eintritt in die MPA-Anlage zu niedrig, verringert sich die Taupunktreserve des Wasserdampfs, und trotz Einhaltung der Schadstoffkonzentrationsgrenzwerte bildet sich erneut eine sichtbare weiße Rauchfahne am Kamin. Die Temperaturüberwachung sowohl am MPA-Eintritt als auch am Austritt der Energierückgewinnungseinheit muss in das SCADA-Alarmsystem mit entsprechenden Alarmschwellen integriert werden. - ⚠️
Spannung und Stromstärke bei MPA-Anlagen müssen innerhalb der Nenngrenzen gehalten werden: Die Steuerspannung des Magnetgenerators der MPA sollte bei etwa 60 kV gehalten werden. Der maximale Strom darf 1000 mA nicht überschreiten. Temperatur, Luftfeuchtigkeit und andere Umgebungsfaktoren im Umfeld der MPA-Einheit sowie der Funktionszustand der elektromagnetischen Spule, des Magnetgenerators und der elektromagnetischen Komponenten sind zu beachten. Eine Überschreitung des Stromgrenzwerts führt zu einer Verschlechterung der Isolation der Magnetfeldspulen und kann Lichtbögen verursachen, die die Absorberschicht beschädigen. - ⚠️
SO₂-Konzentration und Temperaturschwankungen stellen das primäre Risiko für die Systemstabilität dar: Die Projektrisikoanalyse identifiziert Schwankungen der Rauchgastemperatur und des SO₂-Gehalts als Hauptursache für die Instabilität der Systementladung. Diese Schwankungen resultieren aus dem systembedingten 64-Stunden-Zyklus des Acheson-Ofens und nicht aus Gerätefehlfunktionen. Das Reaktionsprotokoll des Systems sieht Folgendes vor: (1) Enge Kommunikation zwischen der Rauchgasreinigungsanlage und dem Betriebsteam des Graphitisierungsofens; bei festgestellten Schwankungen ist eine frühzeitige Benachrichtigung und umgehende Einleitung geeigneter Maßnahmen erforderlich; (2) Intensivere Kontrollgänge des Personals, um den ordnungsgemäßen Betrieb der Anlage sicherzustellen; kontinuierliche Aktualisierung der Sicherheitsmaßnahmen und Notfallpläne, um eine effektive Notfallreaktion zu gewährleisten. Die Integration des Rauchgasentschwefelungs-Steuerungssystems in das Prozessleitsystem (DCS) des Ofenbetriebs zur frühzeitigen Erkennung von SO₂-Trends wird dringend empfohlen.
08 — Wichtigste Erkenntnisse aus dem Ingenieurwesen
Vier Lehren aus diesem Projekt zur Behandlung mehrerer Schadstoffe mittels Graphitisierungsofen
- 1
Die Auslegung sollte auf die maximale SO₂-Belastung und nicht auf die durchschnittliche Konzentration ausgelegt sein, sonst werden Sie während jedes Heizzyklus-Spitzenwerts gegen die Vorschriften verstoßen. Der 64-Stunden-Zyklus des Acheson-Ofens erzeugt während der Hochtemperaturphase SO₂-Spitzenwerte von 20.000 mg/Nm³. Ein System, das für einen Durchschnittswert von 11.302 mg/Nm³ ausgelegt ist, ist für diese Spitzenwerte unterdimensioniert und emittiert 2–3 Stunden pro Zyklus SO₂ über dem Grenzwert von 18 mg/Nm³. Die korrekte Auslegungsgrundlage ist das Szenario der Spitzenlast – maximales Abgasvolumen fällt mit der maximalen SO₂-Konzentration zusammen – wobei die durchschnittliche Leistung dann die erforderliche Sicherheitsmarge liefert, die den regulatorischen Puffer des Systems bildet. - 2
Die zweistufige Rauchgasentschwefelungsanlage mit zwei Türmen ist die einzige praktikable Architektur für die Entfernung von 99,85% SO₂ aus Konzentrationen über 10.000 mg/Nm³. Kalkstein-Gips-Rauchgasentschwefelungsanlagen mit einem Turm sind zuverlässig für die Abscheidung von 90–951 TP3T aus SO₂-Konzentrationen unter 2.000 mg/Nm³ ausgelegt. Um 99,851 TP3T aus 11.302 mg/Nm³ zu erreichen, sind zwei Stufen mit pH-Wert-Überwachung und Schlammnachfüllung zwischen den Stufen erforderlich. Grund dafür ist, dass die Waschchemie in der zweiten Stufe eine frische Schlammfront mit hohem pH-Wert benötigt, um das restliche SO₂ zu binden, das aus dem gesättigten Schlamm der ersten Stufe entweicht. Für alle Anwendungen mit einer SO₂-Eingangskonzentration über 5.000 mg/Nm³ sollte standardmäßig ein zweistufiges Design verwendet werden. - 3
Die Echtzeitkommunikation zwischen dem Ofenbetriebsteam und der Rauchgasentschwefelungs-Leitstelle ist eine betriebliche Notwendigkeit, keine Serviceleistung. Die Risikoanalyse der SO₂-Schwankungen in diesem Projekt verdeutlicht die Notwendigkeit einer frühzeitigen Benachrichtigung durch das Ofenteam bei Änderungen der Betriebsbedingungen. Ohne diese Kommunikationsverbindung reagiert die Rauchgasentschwefelungsanlage erst auf SO₂-Spitzen, nachdem diese bereits in den Absorber eingetreten sind. Dadurch bleibt nicht genügend Zeit, den pH-Wert und die Durchflussrate der Rauchgassuspension anzupassen, bevor die Grenzwerte überschritten werden. Ein einfaches Protokoll – der Ofenbediener benachrichtigt den Rauchgasentschwefelungsraum 30 Minuten vor jedem geplanten Phasenwechsel im Ofenzyklus – bietet die notwendige Vorwarnzeit für eine proaktive Anpassung der Rauchgassuspension. - 4
Das Gips-Nebenprodukt ist eine Einnahmequelle und ein Beitrag zur Nachhaltigkeit, kein Problem der Abfallbewirtschaftung. Bei einer maximalen Produktionsrate von 2.618 kg/h und Kalkstein-Einsatzkosten von 300 RMB/t wandelt das System ein kostengünstiges Mineralreagenz in handelsüblichen Baugips um. Dadurch entfallen die Entsorgungskosten und die Umwelthaftung, die mit der Behandlung von Calciumsulfat als Feststoffabfall verbunden sind. Indem man die Rauchgasentschwefelungsanlage als Gipsproduktionsanlage betrachtet – wobei die Entschwefelung den wertschöpfenden Prozessschritt darstellt – anstatt als Abfallbehandlungsanlage, erhält man ein präziseres Wirtschaftlichkeitsmodell für die Investitionsbewertung und die laufende Betriebsführung.
09 — Häufig gestellte Fragen
Emissionskontrolle von Graphitisierungsöfen: Zehn Fragen beantwortet
Fragen von Umweltbeauftragten, Produktionsleitern und technischen Beschaffungsteams in Graphitisierungsanlagen für Lithiumbatterie-Anodenmaterialien, die Modernisierungen der Emissionskontrolle planen.
Sind Sie bereit, Ihre Emissionsherausforderung im Bereich Graphitisierungsöfen zu lösen?
Entdecken Sie das gesamte Spektrum an Lösungen zur industriellen Emissionskontrolle
Von der integrierten Graphitisierungsofen-Staubentfernung, Entschwefelung und Denitrifikation bis hin zu regenerative thermische Oxidationssysteme zur Reduzierung von VOCs in der Pharma- und ChemieindustrieUnser Ingenieurteam liefert geprüfte Lösungen zur Einhaltung der Vorschriften für die anspruchsvollsten industriellen Emissionsherausforderungen in der globalen Lieferkette für Batteriematerialien.





















