Fallstudie · VOC-Reduzierung
Wie ein Joint-Venture-Hersteller von Baumaschinenkabinen eine VOC-Entfernung von 96,41 TP3T und einen NMHC-Ausgangswert unter 20 mg/m³ aus 60.000 m³/h sehr niedrig konzentriertem Abluftgas aus einer Beschichtungskabine (150 mg/Nm³ Gesamt-VOC) erreichte – durch den Einsatz eines Zeolith-Molekularsiebrotors (BL-ZN-400, Konzentrationsverhältnis 20:1), um den großvolumigen verdünnten Luftstrom vor der katalytischen Verbrennung auf 3.000 m³/h zu konzentrieren, wobei ein Plattenwärmetauscher die CO-Ausgangswärme zur Energiegewinnung für die Zeolith-Desorption nutzt und so zusätzlichen Energiebedarf im Normalbetrieb vermeidet.
Zeolith-Konzentrator
CO-katalytische Verbrennung
Pt/Pd-Edelmetallkatalysator
Plattenwärmetauscher-Energierückgewinnung
01 — Branchenhintergrund
Beschichtungen mit sehr niedriger VOC-Konzentration: Warum sowohl direkte RTO- als auch direkte CO-Beschichtungen unwirtschaftlich sind und warum Zeolith + CO die Lösung ist
Die Beschichtungs- und Lackierindustrie wendet Oberflächenschutz und dekorative Beschichtungen auf Metall- und Nichtmetallbauteilen in den Bereichen Automobil, Baumaschinen, Unterhaltungselektronik, Haushaltsgeräte, Möbel und Industrieanlagen an. Beim Spritzlackieren entstehen VOC-Emissionen während des Lackauftrags und der Trocknungsphase, da die Lösemittel in den großvolumigen Verdünnungsluftstrom verdunsten, der erforderlich ist, um die Arbeitskonzentrationen sicher unterhalb der unteren Explosionsgrenze (UEG) zu halten.
Das entscheidende Merkmal dieser Fallstudie ist die VOC-Konzentration: 150 mg/Nm³ Gesamt-NMHC. Dies ist eine der niedrigsten Eingangskonzentrationen aller in dieser Sammlung untersuchten VOC-Minderungsprojekte. Bei 150 mg/Nm³ ist die Wirtschaftlichkeit aller einstufigen Behandlungstechnologien nicht mehr gegeben.
- Direkte RTO bei 60.000 m³/h: Bei einem VOC-Gehalt von 150 mg/Nm³ liegt die Verbrennungswärme der gesamten 60.000 m³/h-Abwassermenge weit unterhalb der autothermen Schwelle für jede RTO-Anlage. Der kontinuierliche Verbrauch von Erdgas als Zusatzbrennstoff würde den Betrieb wirtschaftlich unrentabel machen. Zudem erfordert die Behandlung von 60.000 m³/h eine sehr große RTO-Anlage mit hohen Investitionskosten.
- Direkte CO-Abscheidung (katalytische Oxidation) bei 60.000 m³/h: Eine Skalierung des katalytischen Verbrennungssystems auf 60.000 m³/h würde ein sehr großes Katalysatorbett mit hohen Investitionskosten erfordern, und die Gasgeschwindigkeit über den Katalysator müsste sorgfältig gesteuert werden, um eine ausreichende Verweilzeit bei einer Konzentration von nur 150 mg/Nm³ zu gewährleisten.
- Zeolithkonzentrator + CO bei 3.000 m³/h: Der Zeolithkonzentrator reduziert das Behandlungsvolumen von 60.000 auf 3.000 m³/h (Verhältnis 20:1) und erhöht gleichzeitig die Konzentration von 150 mg/Nm³ auf ca. 3.000 mg/Nm³. Die katalytische CO-Oxidationsanlage mit einer Kapazität von 3.000 m³/h ist kompakt und kostengünstig; das konzentrierte Gas mit einer Konzentration von 3.000 mg/Nm³ liegt oberhalb der autothermen CO-Schwelle bei 250–300 °C, wodurch im Normalbetrieb kein Erdgas verbraucht wird.
Das in dieser Fallstudie untersuchte Unternehmen ist ein Joint-Venture-Hersteller von Baumaschinen, der Baggerkabinen und Zubehör produziert. Mit einer Jahresproduktion von 40.000 Einheiten, über 600 Mitarbeitern und international fortschrittlichen Produktionsanlagen, darunter eine 1.500-Tonnen-Hydraulikölpresse, 3D-Laserschneidanlagen, Schweißrobotersysteme und Pulverbeschichtungsanlagen, produziert das Unternehmen Baggerkabinen und Zubehör. Der Lackierbetrieb erzeugt 60.000 m³/h Abluft aus Spritzkabinen und Trockenöfen mit sehr geringer VOC-Konzentration. Diese wird von der Anlage mit einem Wirkungsgrad von 96,41 TP3T aufbereitet. Die jährlichen Betriebskosten belaufen sich auf ca. 159.000–272.000 RMB.
02 — Verschmutzungsprofil
Abgase beim Spritzlackieren: 60.000 m³/h bei nur 150 mg/Nm³ NMHC, klebriger Sprühnebel, der eine Vorbehandlung erfordert
Die Abgase stammen aus Spritzlackierkabinen (Auftragen von Grundierung, Zwischen- und Decklacken auf Kabinen von Baumaschinen), Farbmischräumen, Fließlackieranlagen, Trockenöfen, Inspektionsbereichen und Farbmischräumen. Das Standardgasvolumen beträgt 60.000 Nm³/h; das Prozessvolumen beträgt 66.593 Nm³/h bei 30 °C. Lüfterleistung: 55 kW; Lüfterdruck: 3.000 Pa; Kanaldurchmesser: φ1.200 mm. O₂-Gehalt: 211 µg/kg (Istwert/Sollwert). Luftfeuchtigkeit: 401 µg/kg.
Das VOC-Profil spiegelt die Vielfalt der auf Baumaschinen verwendeten Lackformulierungen wider: Methylbenzol, Dimethylbenzol, Ketone und Ester aus Grundierungen, Zwischenanstrichen und Deckanstrichen. Der Anteil der Benzolverbindungen ist mit 120 mg/Nm³ (801 µg/m³ des gesamten NMHC) signifikant und spiegelt den Gehalt an aromatischen Lösemitteln in industriellen Baulacken wider. Es wurden keine weiteren signifikanten Verbindungen oder korrosiven Komponenten festgestellt. Die Luftfeuchtigkeit beträgt 401 µg/m³, und es sind keine korrosiven Stoffe vorhanden. Das Gas enthält außerdem klebrigen Lacknebel und Ölnebel, die vor dem Einsatz des Zeolithrotors vorbehandelt werden müssen.
Die Eingangskonzentration von 150 mg/Nm³ ist sehr niedrig: Sie beträgt nur 1/10 der Konzentration in der Bitumenindustrie, 1/20 der Konzentration in der pharmazeutischen Industrie und 1/33 der Eingangskonzentration in der Bitumenindustrie. Bei dieser extrem niedrigen Konzentration ist die durch den Zeolithrotor bewirkte Konzentrationsstufe nicht nur hilfreich, sondern die Voraussetzung für die wirtschaftliche Rentabilität jedes thermischen oder katalytischen Oxidationssystems.
| Parameter | Anfangskonzentration | Tatsächliche Filiale | EU IED / NER Limit |
|---|---|---|---|
| NMHC (Gesamt-VOCs) | 150 mg/Nm³ (sehr niedrig) | 18 mg/Nm³ | IED ≤50 mg/Nm³ |
| Benzol | Vorkommen in der Benzolreihe | 0,3 mg/Nm³ | IED ≤0,5 mg/Nm³ |
| Toluol | 120 mg/Nm³ Benzolreihe gesamt | 1,1 mg/Nm³ | IED ≤5 mg/Nm³ |
| Xylol | Gegenwärtig | 14 mg/Nm³ | IED ≤15 mg/Nm³ |
| Standardgasvolumen | 60.000 Nm³/h | — | — |
| Prozessgasvolumen | 66.593 Nm³/h bei 30 °C | — | — |
| Luftfeuchtigkeit | 40% | — | — |
.webp)
03 — Zeolith-Molekularsieb-Konzentrator
Wie der Zeolithrotor 60.000 m³/h bei 150 mg/Nm³ in 3.000 m³/h bei 3.000 mg/Nm³ umwandelt
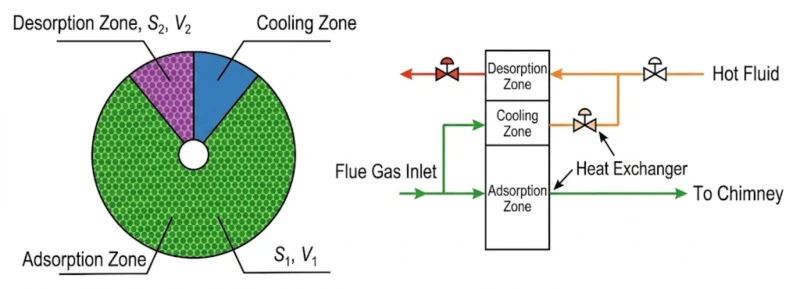
Der Rotationskonzentrator mit Zeolith-Molekularsieb (Modell BL-ZN-400) ist die zentrale Technologie dieses Systems. Er nutzt den kontinuierlichen Adsorptions-Desorptions-Kühlzyklus einer großen, mit hydrophoben Zeolithkanälen imprägnierten Rotationsscheibe, um eine volumetrische Konzentration des VOC-Stroms von 20:1 zu erreichen.
Der Rotor arbeitet während seiner Rotation gleichzeitig in drei Funktionszonen: (1) Adsorptionszone (großer Sektor, Fläche S₁): Die gesamten 60.000 m³/h vorgefilterter Abluft durchströmen die hydrophoben Zeolithkanäle; VOC-Moleküle adsorbieren selektiv an der Zeolithoberfläche; gereinigte Luft tritt aus und wird abgeleitet; (2) Desorptionszone (kleiner Sektor, Fläche S₂, etwa 1/20 der Rotorfläche): Ein kleiner Strom heißer Luft mit einer Temperatur von 180–200 °C (ca. 3.000 m³/h, erhitzt durch den Plattenwärmetauscher mit dem Heißgas des CO-Auslasses) durchströmt die Zeolithkanäle in umgekehrter Richtung und entfernt die adsorbierten VOCs; der Desorptionsauslass ist ein kleiner, hochkonzentrierter VOC-Strom mit ca. 3.000 mg/Nm³ – der CO-Systemeinlass; (3) Kühlzone (kleiner Sektor): Die Umgebungsluft kühlt den gerade regenerierten Zeolithabschnitt ab, bevor er in die Adsorptionszone zurückkehrt, wodurch die Adsorptionskapazität erhalten bleibt.
Der Konzentrationsfaktor n = (S₁×V₁)/(S₂×V₂) = 20:1. Bei einem Verhältnis von S₂/S₁ von etwa 10:1 und Anströmgeschwindigkeiten von V₂/V₁ von etwa 2 beträgt das Gesamtkonzentrationsverhältnis 20:1. Im stationären Zustand mit einem Einlassvolumen von 150 mg/Nm³ erreicht der Desorptionsauslass eine NMHC-Konzentration von etwa 3000 mg/Nm³.
Vorteile und Einschränkungen von Zeolithrotoren (wie dokumentiert)
Vorteile
- Konzentrationsverhältnis bis zu 25:1 (dieses Projekt: 20:1)
- Lange Lebensdauer; kein planmäßiger Medienwechsel erforderlich
- Vollautomatische Prozessleitsystemsteuerung; unbeaufsichtigter Betrieb
- Sicherheitszertifiziert; erfüllt die Anforderungen an den Explosionsschutz.
- Adsorbiert aromatische Lösungsmittel effektiv; ausgezeichnete Leistung in der Benzolreihe.
- Die Adsorptionskonzentration am Rotorausgang ist stabil und kontinuierlich.
Einschränkungen
- Vorbehandlung erforderlich (Staub und Ölnebel entfernen)
- Erfordert Vorbehandlung zur Entfernung von Farbsprayresten
Zeolith-Rotor-Spezifikation
| Parameter | Spezifikation |
|---|---|
| Modell | BL-ZN-400 |
| Verarbeitungsablauf | 60.000 m³/h |
| Konzentrationsverhältnis | 20:1 |
| Effizienz der VOC-Verarbeitung | >95% |
| Desorptionstemperatur | 180–200 °C (erhitzt durch Plattenwärmetauscher mit heißem CO-Abgas) |
| Trockenfilterstufen | G4 / F5 / F9 (drei Stufen) |
04 — CO-Katalysator-Verbrennungssystem
Wie die Pt/Pd-katalytische Verbrennung konzentrierte VOCs bei 250–300 °C mit Energierückgewinnung durch Plattenwärmetauscher zerstört
Der konzentrierte Desorptionsauslass mit einer Kapazität von 3.000 m³/h (ca. 3.000 mg/Nm³ NMHC) gelangt in das CO-System (katalytische Oxidation). Das CO-System verwendet Edelmetallkatalysatoren vom Typ Pt/Pd zur Oxidation der VOC-Verbindungen bei 250–300 °C.
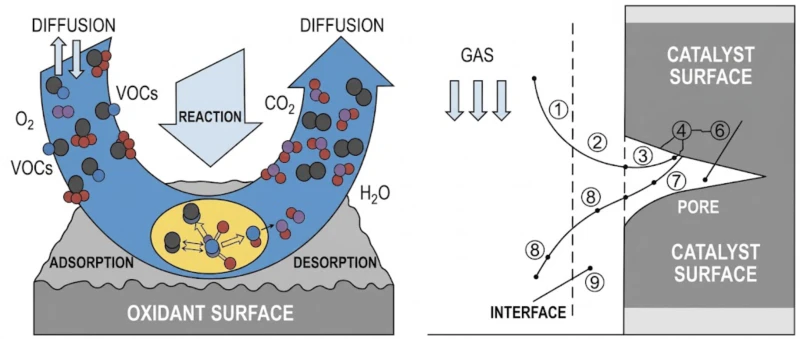
Der Pt/Pd-Katalysator bietet aktive Oberflächenzentren, an denen VOC-Moleküle aus der Gasphase adsorbiert werden, mit adsorbiertem Sauerstoff in einer Oberflächenreaktion reagieren und CO₂ und H₂O als einzige Produkte bilden. Der katalytische Mechanismus ermöglicht diese vollständige Oxidation bei 250–300 °C anstatt der für die thermische (nicht-katalytische) Oxidation erforderlichen 760 °C. Der Mechanismus lässt sich wie folgt detailliert beschreiben: (1) VOC-Moleküle und O₂ werden aus der Gasphase zur äußeren Katalysatoroberfläche transportiert; (2) sowohl VOC als auch O₂ diffundieren durch die Porenkanäle des Katalysators; (3) VOC und O₂ werden an den aktiven Oberflächenzentren des Katalysators adsorbiert; (4) die Oberflächenreaktion findet an den aktiven Zentren statt, wobei CO₂ und H₂O entstehen und Wärme freigesetzt wird; (5) CO₂ und H₂O desorbieren von den aktiven Zentren der Katalysatoroberfläche; (6) CO₂ und H₂O diffundieren von der inneren Katalysatoroberfläche zur äußeren Oberfläche. (7) CO₂ und H₂O werden von der äußeren Katalysatoroberfläche in die Gasphase überführt.
Warum Erdgas statt elektrischer Heizung? Die Kundenanlage ist bereits an das Erdgasnetz angeschlossen. Die Nutzung von Erdgas zur Anfahrwärme für katalytische Reaktionen ist kostengünstiger und stabiler als elektrische Heizung. Erdgas liefert eine höhere Wärmedichte und eine stabilere Wärmeversorgung, wodurch die bei elektrischen Heizungen auftretenden Temperaturschwankungen beim Anfahren vermieden werden. Zudem sind die Betriebskosten pro Wärmeeinheit bei Erdgas in der Regel niedriger als bei vergleichbarer elektrischer Wärme auf den EU-Energiemärkten.
Energierückgewinnung durch Plattenwärmetauscher: Das austretende heiße CO-Gas (ca. 250–300 °C) durchströmt einen Plattenwärmetauscher, der die Wärme an die kalte Desorptionsluft abgibt und diese von Umgebungstemperatur auf ca. 180–200 °C erwärmt. Dieser Wärmerückgewinnungskreislauf macht zusätzliches Erdgas oder elektrische Energie zum Erhitzen der Desorptionsluft für den Zeolithrotor überflüssig und schafft so einen energieautarken Kreislauf zwischen dem CO-System und der Zeolith-Desorptionsstufe. Im Normalbetrieb liegt der Erdgasdurchfluss nahe bei 0 m³/h, da die katalytische exotherme Wärme (in Kombination mit der Wärmerückgewinnung aus dem Wärmetauscher) ausreicht, um die Katalysatortemperatur und die Temperatur der Desorptionsluft gleichzeitig konstant zu halten.
Drei entscheidende Vorteile der katalytischen Verbrennung (CO) gegenüber der thermischen Oxidation (RTO/TO)
- 1
Eine niedrigere Reaktionstemperatur (250–300 °C) reduziert den zusätzlichen Energiebedarf drastisch: Bei 250–300 °C sind die Wärmeverluste des Systems an die Umgebung deutlich geringer als bei 760 °C (RTO). Die zur Kompensation der Verluste benötigte zusätzliche Wärmemenge skaliert mit der Temperaturdifferenz über der Umgebungstemperatur. Dadurch sind CO₂-Systeme für Anwendungen, bei denen die VOC-Konzentration nur geringe exotherme Wärme erzeugt, wie beispielsweise in diesem konzentrierten Strom von 3.000 mg/Nm³, prinzipiell energieeffizienter als RTO-Systeme. - 2
Die geringe Stellfläche (10×6 m) und die schnelle Kaltstartfähigkeit (20–30 min) eignen sich für den Produktionsplan einer diskreten Fertigungsanlage: Die Herstellung von Baumaschinen erfolgt im Schichtbetrieb und nicht kontinuierlich. Dank seiner kompakten Bauweise und des schnellen Anlaufs kann das CO-System synchron zum Lackierplan gestartet und gestoppt werden, ohne die für das Aufwärmen des RTO-Keramikbetts erforderlichen langen Aufheizzeiten. Der 220.000 kcal/h-Brenner und der 24 m³/h-Erdgasanschluss bringen den Katalysator in ca. 20–30 Minuten auf Betriebstemperatur, sodass die Lackieranlage die VOC-Behandlung nahezu unmittelbar nach Anlagenstart aufnehmen kann. - 3
Keine NOx-Sekundärverschmutzung: Bei der thermischen Verbrennung bei Temperaturen ab 760 °C entsteht aus dem Stickstoff der Verbrennungsluft eine signifikante Menge an thermischem NOₓ. Die katalytische Verbrennung bei 250–300 °C liegt unterhalb der Schwellentemperatur für die Bildung von thermischem NOₓ, sodass die Endprodukte der Verbrennung ausschließlich CO₂ und H₂O sind, ohne dass sekundäre Stickoxide entstehen. Dies ist insbesondere für die Einhaltung der EU-Richtlinien für improvisierte Sprengstoffe in Ländern relevant, in denen NOₓ-Emissionen aus dem Schornstein zu den Grenzwerten für NO₂ in der Umgebungsluft beitragen.
05 — CO-Katalyse-Oxidationssystem und vollständige Spezifikation
Systemarchitektur: Vierstufiger Trockenfilter + Zeolithrotor + Plattenwärmetauscher + CO-katalytische Verbrennung
+Öfen
60.000 m³/h
Trockenfilter
Farbentfernung
BL-ZN-400
20:1 Konzentration.
Direktstapel
Entladung
Heißes Gas →
Desorptionsluft
250–300 °C
Pt/Pd
18 mg VOC
96.4%

Auswahlparameter und installierte Kapazität
| Artikel | Spezifikation |
|---|---|
| Gesamtdurchfluss der Behandlung (Zeolith) | 60.000 m³/h |
| CO-Verarbeitungsprozess | 3.000 m³/h (konzentrierter Strom) |
| Zeolithmodell / Verhältnis | BL-ZN-400; 20:1; >95% Adsorptionseffizienz |
| Desorptionstemperatur | 200 °C (erhitzt durch Plattenwärmetauscher) |
| Trockenfilterstufen | G4 / F5 / F9 (drei aufeinander aufbauende Stufen) |
| Brennerleistung | 220.000 kcal/h; Erdgas 24 m³/h (P: 0,03–0,06 MPa) |
| Adsorptionsventilator | 55 kW |
| Desorptionsventilator | 5,5 kW |
| Steuerungssystem | 3 kW |
| Verbrennungsunterstützungslüfter | 1,5 kW |
| Gesamt installierte Leistung | 65 kW (380 V, 50 Hz) |
| Platzbedarf der Ausrüstung | 10 m × 6 m (sehr kompakt) |
| Jährliche Stromkosten | 159.900 RMB (159.900 RMB; überwiegend Adsorptionsventilator) |
| Jährliche Gaskosten (min.) | 11.200 RMB (nur Anlaufkosten; 0 m³/h im Normalbetrieb) |
| Jährliche Gaskosten (max.) | 27.200 RMB (max. 1,7 m³/h bei 3,5 RMB/m³, maximales Szenario) |
06 — Betriebsergebnisse
Bestätigt: NMHC Online <20 mg/m³ (Lokaler Grenzwert 60), Klasse B Enterprise, 96.4% Entfernung
Nach der Inbetriebnahme zeigen die Online-CEMS-Daten durchgehend NMHC-Werte unter 20 mg/m³, womit die lokale Genehmigungsauflage von 60 mg/m³ mit großem Abstand erfüllt wird. Das Unternehmen hat die Emissionsklasse B erreicht. Die Erfahrungszusammenfassung bestätigt die wichtigsten Vorteile: Der Zeolith-Konzentrator reduziert das Behandlungsvolumen von großen Mengen mit niedriger Konzentration auf kleine Mengen mit hoher Konzentration, wodurch die Investitionskosten und der Behandlungsaufwand deutlich gesenkt werden. Die katalytische Verbrennungstechnologie senkt die Oxidationstemperatur der organischen Verbindungen und spart so Betriebsenergie. Der Plattenwärmetauscher nutzt das CO-Abgas zur Erwärmung der Desorptionsluft, wodurch Energie zurückgewonnen und der Gasverbrauch für die Erwärmung der Desorptionsluft reduziert wird.
.webp)
07 — Hinweise zur Umsetzung
Wichtige technische Erkenntnisse für Zeolith- + CO-Katalysator-Verbrennungsbeschichtungssysteme
- ⚠️
Eine Katalysatorvergiftung durch Lackzusätze und Schwermetalle erfordert ein sorgfältiges Qualitätsmanagement vor der Behandlung: Industrielacke für Baumaschinen enthalten eine Vielzahl von Additiven: Korrosionsschutzpigmente (Zinkphosphat, Zinkchromat in einigen älteren Rezepturen), Metallpigmente (Aluminium, Zink), Fließmittel und Katalysatoren in Zweikomponenten-Polyurethanlacken (2K). Einige dieser Additive können während des Trocknens teilweise verdampfen und den CO-Katalysator erreichen, was zu dessen Vergiftung führen kann. Der dreistufige Trockenfilter (G4/F5/F9) muss in einwandfreiem Zustand gehalten werden, um alle partikelgebundenen Verunreinigungen vor dem Zeolith abzufangen. Wird durch eine Änderung der Lackrezeptur Schwermetallpigmente oder reaktive Additive (insbesondere Isocyanatdampf aus 2K-PU-Lacken) eingeführt, ist vor der Umsetzung eine technische Überprüfung der Auswirkungen auf den CO-Katalysator erforderlich. - ⚠️
Das Konzentrationsverhältnis von 20:1 ist für einen Einlass von 150 mg/Nm³ korrekt angegeben – überprüfen Sie, ob dieses Verhältnis noch ausreichend ist, wenn Änderungen der Lackrezeptur die VOC-Konzentration weiter reduzieren: Das Konzentrationsverhältnis von 20:1 bei 150 mg/Nm³ führt zu einer CO-Konzentration von ca. 3.000 mg/Nm³ am Einlass. Bei einer Umstellung auf VOC-ärmere oder wasserbasierte Lacke, die die Einlasskonzentration beispielsweise auf 80 mg/Nm³ reduzieren, sinkt die CO-Konzentration am Einlass auf 1.600 mg/Nm³ – immer noch über der autothermen Schwelle für die katalytische CO-Verbrennung bei 250–300 °C. Sinkt die Einlasskonzentration jedoch auf 30 mg/Nm³ (wie es bei wasserbasierten, VOC-armen Lacken der Fall sein kann), beträgt die CO-Konzentration am Einlass bei einem Verhältnis von 20:1 nur noch 600 mg/Nm³ und nähert sich damit dem Minimum für eine stabile katalytische Verbrennung ohne kontinuierliche Zufuhr von Zusatzgas. Die CO-Konzentration am Einlass sollte kontinuierlich überwacht und eine mögliche Erhöhung des Konzentrationsverhältnisses (auf 25:1) eingeplant werden, falls eine Umstellung der Lackrezeptur vorgesehen ist. - ⚠️
Ablagerungen in Plattenwärmetauschern durch Lackbestandteile müssen überwacht und proaktiv behandelt werden: Der Plattenwärmetauscher überträgt Wärme vom heißen CO-Abgas am Auslass auf die Desorptionsluft für die Zeolith-Desorption. Beide Gasströme enthalten Rest-VOC und Verbrennungsprodukte von Lacken. Mit der Zeit können hochsiedende Verbindungen an den Wärmetauscherplatten kondensieren und die Wärmeübertragungseffizienz verringern. Bei nachlassender Wärmeübertragungseffizienz sinkt die Temperatur der Desorptionsluft unter 180 °C, was die Desorption des Zeoliths beeinträchtigt und die Schwankungen der CO-Konzentration am Einlass erhöht. Die Temperatur der Desorptionsluft sollte kontinuierlich überwacht werden. Fällt sie unter normalen Betriebsbedingungen unter 175 °C, müssen die Wärmetauscherplatten überprüft und gereinigt werden. - ⚠️
Die Anlaufprozeduren für die katalytische CO-Verbrennung müssen strikt eingehalten werden: Der Katalysator muss 250°C erreichen, bevor konzentriertes VOC-Gas zugeführt wird: Wird konzentriertes VOC-Gas (3.000 mg/Nm³) dem Katalysatorbett zugeführt, bevor dieses die Mindestaktivierungstemperatur von 250 °C erreicht hat, oxidiert das VOC nicht vollständig. Unvollständig oxidierte Zwischenprodukte können sich auf der Katalysatoroberfläche ablagern und zu Verschmutzungen und Aktivitätsminderung führen. Die Inbetriebnahme muss folgende Schritte umfassen: (1) Betrieb des Erdgasbrenners mit sauberer Luft (ohne VOC), bis das Katalysatorbett ≥ 250 °C erreicht hat; (2) erst dann Zufuhr des konzentrierten Desorptionsstroms zum Katalysator. Das Inbetriebnahmeverfahren muss dokumentiert und bei jedem Neustart, nicht nur bei der ersten Inbetriebnahme, eingehalten werden.
08 — Wichtigste Erkenntnisse aus dem Ingenieurwesen
Vier Lehren aus diesem Zeolith + CO-Beschichtungsindustrieprojekt
- 1
Bei einer Eingangskonzentration von 150 mg/Nm³ ist der Zeolithkonzentrator nicht optional – er ist die Voraussetzung, die jede thermische oder katalytische Oxidation wirtschaftlich rentabel macht. Ohne Konzentration ist die Behandlung von 60.000 m³/h bei 150 mg/Nm³ mit thermischer Oxidation unwirtschaftlich: Das Gasvolumen erfordert große Anlagen, und die Konzentration liegt weit unterhalb der autothermen Schwelle. Die 20:1-Konzentration reduziert das Behandlungsproblem von „60.000 m³/h, die kontinuierlich zusätzlichen Brennstoff benötigen“ auf „3.000 m³/h, die nahezu autotherm sind“. Für jede Beschichtungsanlage mit einer NMHC-Eingangskonzentration unter ca. 500 mg/Nm³ sollte der Zeolithkonzentrator standardmäßig als erstes Systemelement und nicht als optionale Erweiterung installiert werden. - 2
Die katalytische CO-Verbrennung bei 250–300 °C ist die richtige Technologie für die abschließende Oxidation, wenn das konzentrierte Gas 3.000 mg/Nm³ beträgt und es sich bei der Anlage um einen diskreten Hersteller mit schichtbasierter Produktion handelt. Die Anlaufzeit von 20–30 Minuten, die kompakte Stellfläche (10 × 6 m) und der Verzicht auf zusätzliches Gas im Normalbetrieb machen das CO-System für die Betriebsanforderungen eines Baumaschinenwerks besser geeignet als ein RTO (das eine längere Aufwärmzeit und eine größere Stellfläche benötigt und besser für Anlagen mit kontinuierlicher Produktion geeignet ist). Bei der Technologieauswahl muss neben der Gaszusammensetzung und -konzentration auch der Produktionsplan berücksichtigt werden. - 3
Die Kopplung des Plattenwärmetauschers zwischen CO-Auslass und Zeolith-Desorption ist keine periphere Effizienzmaßnahme – es ist die Energiekopplung, die einen nahezu brennstofffreien Normalbetrieb ermöglicht. Ohne den Plattenwärmetauscher müsste die Desorptionsluft für die Zeolithe vom Erdgasbrenner kontinuierlich von Umgebungstemperatur auf 180–200 °C erhitzt werden. Der Plattenwärmetauscher überträgt diese Heizleistung auf das heiße CO-Abgas, das somit kostenlos zur Verfügung steht. Dadurch wird der Brenner mit 220.000 kcal/h nur zum Anfahren und bei Betrieb mit der geringsten VOC-Belastung benötigt. Diese thermische Kopplung wandelt das CO-Abgas von einem Abwärmestrom in die Primärenergiequelle für die Zeolith-Desorptionsstufe um. - 4
Die Katalysatorauswahl (Pt/Pd-Edelmetall auf Keramikträger) ist für das Lackieren von VOC bei 250–300°C geeignet, und die Katalysatorformulierung muss auf die spezifische Lösungsmittelmischung der Lackieranwendung überprüft werden. Pt/Pd-Katalysatoren weisen eine hohe intrinsische Aktivität gegenüber Kohlenwasserstoffen der Benzolreihe (Toluol, Xylol), Estern und Ketonen auf – genau den Lösungsmitteln, die in dieser Anwendung zur Lackierung von Baumaschinen vorkommen. Die Kurven der Umwandlungseffizienz in Abhängigkeit von der Temperatur für typische Lackierlösungsmittel bestätigen eine Zersetzung von >95% bei 250 °C für Toluol und Xylol, wobei Methylbenzol eine etwas höhere Temperatur erfordert. Die Wahl eines Mn- oder Fe-basierten Basismetalloxidkatalysators anstelle von Pt/Pd würde die Katalysatorkosten senken, jedoch die erforderliche Betriebstemperatur um etwa 50–80 °C erhöhen und somit den Energievorteil der katalytischen gegenüber der thermischen Oxidation teilweise zunichtemachen.
09 — Häufig gestellte Fragen
Zeolith + CO katalytische Verbrennungsbeschichtung VOC: Zehn Fragen beantwortet
Fragen von Umweltgenehmigungsmanagern, Produktionsingenieuren und EHS-Teams in Beschichtungs-, Lackier- und Oberflächenveredelungsanlagen, die Zeolith-Konzentrator- und katalytische Verbrennungssysteme gemäß den Anforderungen der EU-Verordnung über industrielle Nutzung (IED) / des niederländischen Aktivitätendekrets planen.
Sehr niedrige VOC-Konzentration? Zeolithkonzentration ist die Antwort.
Entdecken Sie Zeolith-Konzentrator- und katalytische Verbrennungslösungen für die VOC-Reduzierung in der Beschichtungsindustrie.
Von Zeolith-Molekularsiebkonzentratoren in Kombination mit CO-katalytischer Verbrennung zur Entfernung von VOC in sehr niedrigen Konzentrationen aus Beschichtungen bis hin zu regenerative thermische Oxidationsanlagen Bei Anwendungen mit höheren Konzentrationen wählt unser Ingenieurteam die optimale Technologie für Ihr spezifisches Gasvolumen, Ihre Konzentration und Ihren Betriebsablauf aus.





















