Studi Kasus · Pengurangan VOC
Bagaimana produsen API dan intermediat farmasi global mengolah 120.000 Nm³/jam gas buang produksi farmasi yang sangat bervariasi, terhalogenasi, dan asam hingga mencapai efisiensi penghancuran VOC 99,4% — menggunakan rantai proses pencucian air lima tahap + RTO tiga bed + pencucian kaustik + pencucian asam yang dirancang khusus untuk komposisi korosif dan sangat bervariasi dari gas buang sintesis farmasi multi-produk, dengan pemulihan panas limbah yang menggerakkan pendinginan litium bromida untuk pendingin udara fasilitas.
RTO Tiga Kamar Tidur
Pengolahan VOC Terhalogenasi
Pemanfaatan Panas Limbah
Sintesis Multi-Produk
01 — Latar Belakang Industri
VOC dalam Produksi Farmasi: Tantangan Pengendalian Emisi Industri yang Paling Kompleks Secara Kimiawi
Produksi bahan kimia farmasi menghasilkan beberapa profil emisi VOC yang paling kompleks dan menantang dalam manufaktur industri. Tidak seperti industri percetakan atau pelapisan di mana pelarut sebagian besar terbatas pada ester, alkohol, dan hidrokarbon, sintesis farmasi menggunakan berbagai macam pelarut yang jauh lebih luas — termasuk pelarut terhalogenasi (diklorometana, kloroform, karbon tetraklorida), pelarut yang sangat polar (DMF, DMSO, NMP), keton, pelarut eter, dan aliran yang mengandung asam — seringkali secara bersamaan dan dalam berbagai kombinasi saat produksi beralih antara jalur sintesis API.
Tekanan regulasi terhadap emisi VOC farmasi di Uni Eropa termasuk yang paling ketat dibandingkan sektor industri lainnya. Fasilitas farmasi tunduk pada batasan VOC EU IED 2010/75/EU, kesimpulan BAT manufaktur farmasi EU tertentu, dan kondisi izin Belanda yang mencerminkan kedekatan banyak lokasi farmasi dengan area perumahan. Tantangan ganda berupa profil pelarut yang sangat kompleks dan cepat berubah, dikombinasikan dengan batasan emisi yang sangat ketat, menjadikan pengurangan VOC farmasi sebagai salah satu aplikasi yang paling menuntut secara teknis untuk teknologi RTO.
Perusahaan dalam studi kasus ini adalah perusahaan produksi API (Active Pharmaceutical Ingredient) dan zat perantara farmasi global, dengan 5 kawasan industri dan 14 anak perusahaan. Bisnis utamanya meliputi bahan baku farmasi, sediaan medis, zat perantara medis, dan e-commerce di empat sektor bisnis. Produk-produk utamanya meliputi bahan aktif farmasi analgesik dan sedatif dengan pangsa pasar global yang signifikan. Fasilitas ini memproduksi lebih dari 400 juta unit sediaan padat, injeksi volume besar, dan injeksi volume kecil setiap tahunnya, serta menjalin kemitraan strategis jangka panjang dengan lebih dari 200 perusahaan farmasi multinasional termasuk Roche, Bayer, dan Pfizer.

“Gas buang sintesis farmasi mengandung senyawa organik yang larut dalam air, komponen gas asam, dan pelarut terhalogenasi secara bersamaan — dengan setiap bengkel kerja menghasilkan campuran yang berbeda tergantung pada tahapan sintesis yang sedang berlangsung pada hari itu. Wawasan desain yang penting adalah bahwa RTO (Reactive Oxygen Species) harus dilindungi dari komponen yang larut dalam air (yang akan mengendap di lapisan keramik) dan HCl yang dihasilkan dari oksidasi pelarut terhalogenasi (yang akan menyebabkan korosi asam parah di hilir). Rantai pra-perlakuan dan pasca-perlakuan lima tahap di sekitar RTO bukanlah hal yang sepele dalam desain — justru inilah yang membuat aplikasi RTO farmasi menjadi layak.”
— Ringkasan Teknis Rekayasa, Proyek Pengolahan VOC Industri Farmasi
02 — Profil Polusi
Gas Buang Farmasi: Variabilitas Ekstrem, Pelarut Terhalogenasi, Gas Asam, dan Tidak Adanya Senyawa Aromatik Kelas Benzena
Gas buang berasal dari berbagai bengkel produksi di seluruh fasilitas farmasi — ventilasi reaktor, pembuangan pengering, operasi pemulihan pelarut, dan ventilasi area pengemasan. Setiap bengkel menghasilkan campuran VOC yang berbeda tergantung pada API atau zat perantara yang disintesis pada hari itu. Gas gabungan dari semua sumber mencapai 120.000 Nm³/jam (133.186 Nm³/jam pada kondisi proses 30°C). Daya kipas adalah 250 kW dengan tekanan 5.000 Pa; diameter saluran utama φ1.700 mm.
Profil VOC memiliki beberapa karakteristik utama yang membedakannya dari gas buang industri percetakan atau kimia:
- Tidak ada senyawa aromatik kelas benzena: Berbeda dengan gas buangan industri percetakan atau cat, pelarut sintesis farmasi pada dasarnya tidak mengandung benzena, toluena, atau xilena. Pelarut utamanya adalah metanol, etil asetat, etanol, isopropanol, aseton, etil eter, DMF, diklorometana, dan dimetil sulfoksida.
- Pelarut terhalogenasi yang ada: Diklorometana dan pelarut terklorinasi lainnya digunakan dalam sintesis farmasi. Ketika dioksidasi dalam RTO pada suhu 800°C, pelarut ini menghasilkan HCl sebagai produk pembakaran. HCl ini harus ditangkap dalam tahap pencucian kaustik di hilir RTO sebelum gas yang telah diolah dapat dibuang. Jika HCl tidak dihilangkan, ia akan menyebabkan korosi pada semua peralatan hilir dan cerobong asap.
- Senyawa organik yang larut dalam air dan senyawa pembentuk asam yang ada: Beberapa aliran proses farmasi mengandung senyawa organik yang larut dalam air (DMF, DMSO, metanol) dan gas yang mengandung asam (HCl dari langkah klorinasi di masing-masing bengkel). Senyawa-senyawa ini harus dihilangkan pada tahap pencucian air sebelum RTO, karena senyawa organik yang larut dalam air akan mengendap di lapisan keramik RTO sehingga menyebabkan penyumbatan dan penurunan kinerja, dan gas asam yang terbawa ke RTO akan menyebabkan korosi pada lapisan ruang pembakaran dan permukaan penukar panas.
- Konsentrasi dan komposisi sangat bervariasi: Manufaktur multi-produk farmasi berarti jenis dan konsentrasi VOC dapat berubah setiap hari atau bahkan dari shift ke shift seiring perubahan jadwal produksi. RTO harus mempertahankan efisiensi penghancuran >99% di tengah variabilitas ini. Total NMHC kira-kira 2.000 mg/Nm³ sebagai konsentrasi dasar desain.
- Gas buang korosif yang memerlukan material tahan korosi di seluruh bagian: Semua manifold pengumpul gas dan peralatan yang bersentuhan dengan gas proses farmasi harus terbuat dari baja tahan karat yang tahan korosi, dengan lapisan serpihan serat kaca pada semua permukaan yang bersentuhan dengan gas korosif.
| Parameter | Konsentrasi Awal | Outlet Sebenarnya | Batasan IED Uni Eropa |
|---|---|---|---|
| NMHC (total VOC) | 2.000 mg/Nm³ | 12 mg/Nm³ | IED ≤20 mg/Nm³ |
| Benzena | Tidak hadir | — | IED ≤1 mg/Nm³ |
| Toluena | Tidak hadir | — | IED ≤3 mg/Nm³ |
| Xilena | Tidak hadir | — | IED ≤12 mg/Nm³ |
| Kelembapan (kadar air) | 40% (tinggi) | — | — |
| Volume gas standar | 120.000 Nm³/jam | — | — |
| Volume gas proses | 133.186 Nm³/jam pada suhu 30°C | — | — |
| Pengurangan VOC tahunan | ~4.086 ton/tahun | Terverifikasi | — |
03 — Larutan Perawatan
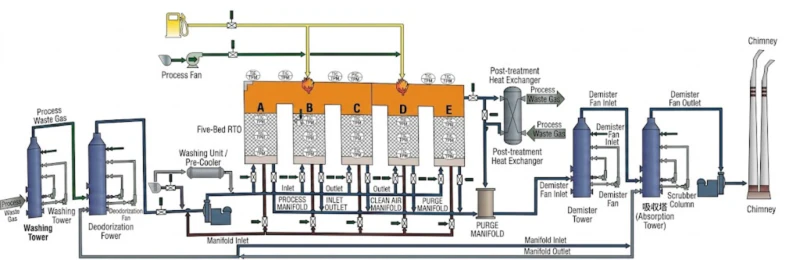
Rantai Lima Tahap: Pencucian Air → RTO Tiga-Bed → Pencucian Kaustik → Pencucian Asam → Pemanfaatan Panas Limbah
Rantai proses lima tahap dirancang berdasarkan dua karakteristik gas buang farmasi yang membuat RTO sederhana saja tidak cukup: keberadaan senyawa organik yang larut dalam air dan gas asam yang memerlukan pra-perlakuan sebelum RTO, dan pembentukan HCl dari oksidasi pelarut terhalogenasi yang memerlukan pasca-perlakuan setelah RTO. Setiap tahap diperlukan; tidak satu pun dapat dihilangkan tanpa merusak RTO atau menyebabkan emisi cerobong melebihi batas.
Tahap 1: Pencucian Air (Pra-RTO)
Beberapa bengkel di fasilitas farmasi menghasilkan gas buang yang mengandung gas pembentuk asam (HCl dari tahapan proses klorinasi) dan senyawa organik yang larut dalam air. Karena semua aliran gas buang bengkel digabungkan ke dalam satu manifold pengumpul sebelum RTO, gas asam dan senyawa organik yang larut dalam air yang terbawa dari bengkel tertentu akan masuk ke RTO dan menyebabkan korosi pada ruang pembakaran dan pengendapan pada lapisan keramik. Tahap pencucian air pra-RTO menghilangkan komponen-komponen ini melalui penyerapan air, melindungi RTO dari serangan kimia dan penyumbatan lapisan keramik. Pencucian air juga berfungsi sebagai tahap pendinginan, mengurangi suhu gas dan kadar air sebelum masuk ke RTO. Menara pencucian air beroperasi dengan sistem sirkulasi air; air cucian yang terkontaminasi diperlakukan sebagai air limbah farmasi dan dibuang melalui sistem pengolahan air limbah fasilitas tersebut.
Tahap 2: RTO Tiga-Bed (Oksidasi VOC pada suhu ≥800°C)
Gas yang telah dicuci sebelumnya masuk ke RTO tiga bed. RTO ini dirancang untuk aplikasi farmasi dengan suhu ruang pembakaran ≥800°C (lebih tinggi dari standar 760°C untuk aplikasi VOC non-halogenasi) untuk memastikan oksidasi sempurna pelarut terklorinasi, yang memiliki persyaratan energi aktivasi lebih tinggi daripada hidrokarbon standar. Parameter utama RTO: laju aliran pemrosesan 120.000 m³/jam; suhu masuk ≤60°C; efisiensi penghancuran >99%; efisiensi pemulihan termal >95%; waktu tinggal >1,2 detik; suhu oksidasi >800°C; kapasitas pembakar 2×1,8 juta kkal/jam; gas alam pada start dingin (3 jam) 422 m³/jam; pada operasi idle 260 m³/jam; konsumsi start dingin 120 m³; penurunan tekanan sistem <3.000 Pa; berat peralatan 280 ton; Luas tapak 47×20 m.
Tahap 3: Pencucian Kaustik (Penghilangan HCl Pasca-RTO)
Setelah RTO, gas yang diolah mengandung HCl yang dihasilkan oleh oksidasi termal pelarut terhalogenasi (diklorometana + O₂ → CO₂ + H₂O + 2HCl). Tahap pencucian kaustik menyerap HCl ini menggunakan larutan natrium hidroksida (NaOH), mengubahnya menjadi natrium klorida dalam air pencucian. Pencucian kaustik sangat penting: jika HCl tidak dihilangkan, akan menyebabkan korosi parah pada semua peralatan hilir (termasuk cerobong asap), menciptakan emisi asap asam di cerobong asap, dan menyebabkan ketidakpatuhan izin untuk pembuangan gas asam. Sirkuit pencucian kaustik harus mempertahankan konsentrasi NaOH yang memadai dan dirancang dengan material tahan korosi di seluruh bagiannya.
Tahap 4: Pencucian Asam (Penghilangan Amonia Slip)
Beberapa aliran proses farmasi mengandung amonia atau senyawa yang mengandung amina. Setelah oksidasi RTO, senyawa-senyawa ini menghasilkan nitrogen oksida dan spesies amonia residu dalam gas yang diolah. Tahap pencucian asam (menggunakan asam sulfat atau asam fosfat encer) menangkap senyawa basa residu (termasuk amina) yang dapat menyebabkan keluhan bau atau pelanggaran batas yang diizinkan di cerobong asap. Tahap ini juga memberikan penyesuaian pH akhir sebelum pembuangan, memastikan gas yang diolah memenuhi persyaratan pembuangan netral.
Tahap 5: Pemanfaatan Kembali Panas Limbah untuk Pendingin Litium Bromida
Gas buangan RTO panas (sebelum pencucian kaustik) membawa energi termal yang signifikan. Penukar panas pemulihan panas limbah mengekstrak panas ini untuk menghasilkan air panas atau uap yang menggerakkan pendingin absorpsi litium bromida, menyediakan air dingin untuk sistem pendingin udara fasilitas tersebut. Penghematan energi tahunan dari pemanfaatan panas limbah ini sekitar 1,72 juta RMB/tahun — yang merupakan pengurangan signifikan terhadap biaya operasional tahunan sebesar 3,385 juta RMB/tahun (sebelum kredit panas limbah). Pemulihan panas limbah ini mengubah RTO dari pusat biaya kepatuhan semata menjadi aset manajemen energi fasilitas.
Lokakarya Farmasi
~2.000 mg VOC
Mencuci
HCl + H₂O
≥800°C
>99% VOC
Pemulihan
Pendingin LiBr
Mencuci
penghilangan HCl
Mencuci
NH₃ / amina
Tumpukan
12 mg VOC
⭐ Peralatan baru dalam proyek ini. Rantai 5 tahap wajib untuk VOC farmasi terhalogenasi; tidak ada tahap yang boleh dihilangkan.
Parameter Peralatan Utama
| Barang | Spesifikasi |
|---|---|
| Alur pemrosesan RTO | 120.000 m³/jam; suhu masuk ≤60°C; oksidasi >800°C; luas area 47×20 m |
| Penggemar RTO | Daya utama 280 kW; daya sekunder 110 kW; daya darurat 110 kW; daya pembuangan 18,5 kW |
| kipas pengapian RTO | 30 kW |
| Pompa sirkulasi menara semprot | 22×6 kW |
| Peralatan lainnya | 5 kW |
| Total daya terpasang | 685,5 kW (daya aktual saat beroperasi: 484 kW) |
| Gas alam (penyalaan dingin, 3 jam) | 422 m³/jam; 120 m³ per kejadian start dingin |
| Gas alam (operasi idle) | 260 m³/jam |
| Gas alam (operasi normal) | 0 m³/jam (sepenuhnya autotermal ketika beban VOC mencukupi) |
| Udara bertekanan (katup pneumatik) | 80 m³/jam (P: 0,4–0,7 MPa) |
| Jam operasional tahunan | 8.400 jam/tahun |
| Total biaya operasional tahunan | 3,385 juta RMB/tahun (sebelum kredit panas limbah) |
| Penghematan panas limbah tahunan | 1,72 juta RMB/tahun (pendingin chiller LiBr) |
04 — Keunggulan Inti
Mengapa Arsitektur Lima Tahap Ini Merupakan Satu-satunya Solusi yang Layak untuk Pengurangan VOC Halogenasi dalam Industri Farmasi?
- ✓
Pencucian Air Pra-RTO Wajib Dilakukan untuk Aplikasi Farmasi Multi-Bengkel — Tanpanya, RTO Akan Gagal dalam Beberapa Bulan: Produksi farmasi menghasilkan gas asam (HCl dari tahapan proses klorinasi), senyawa organik yang larut dalam air (DMF, metanol, DMSO), dan campuran variabel dari berbagai jalur sintesis secara bersamaan. Jika gas-gas ini mencapai lapisan keramik RTO tanpa perlakuan awal, senyawa organik yang larut dalam air akan mengendap di saluran keramik dan menghalangi aliran gas, gas asam menyebabkan korosi HCl pada lapisan ruang pembakaran di titik di mana HCl bersuhu tinggi bersentuhan dengan permukaan refraktori, dan kinerja termal lapisan keramik akan menurun. Pencucian air pra-RTO menghilangkan komponen-komponen bermasalah ini sebelum bersentuhan dengan RTO, melindungi peralatan dari kegagalan dini. Tahap perlakuan awal ini khusus untuk aplikasi farmasi dan tidak diperlukan dalam aplikasi RTO di industri percetakan atau kimia di mana gas buang bebas dari senyawa organik yang larut dalam air dan gas asam. - ✓
Pencucian Kaustik Pasca-RTO Wajib Dilakukan untuk HCl yang Dihasilkan dari Oksidasi Pelarut Terhalogenasi: Diklorometana (DCM) dan pelarut terklorinasi lainnya dalam sintesis farmasi teroksidasi sepenuhnya di RTO pada suhu ≥800°C menjadi CO₂, H₂O, dan HCl. HCl yang dihasilkan pada suhu 800°C di ruang pembakaran bersifat korosif terhadap semua peralatan hilir jika tidak dihilangkan sebelum dibuang. Pencucian kaustik pasca-RTO (menara pencuci NaOH) menangkap HCl, mengubahnya menjadi natrium klorida dalam cairan pencucian. Tanpa pencucian kaustik, HCl akan: mengkorosi penukar panas hilir, lapisan cerobong, dan instrumen dalam beberapa minggu; menciptakan gumpalan asam yang terlihat di cerobong yang dapat dilihat oleh regulator dan tetangga; dan menyebabkan pelanggaran izin untuk pembuangan gas asam. Ini adalah satu-satunya pendekatan yang layak untuk aplikasi RTO apa pun yang mengolah aliran VOC terhalogenasi. - ✓
Pengoperasian Normal Autotermal Sepenuhnya Berarti Biaya Gas Alam Hampir Nol Selama Jam Produksi: Pada konsentrasi VOC 2.000 mg/Nm³ dalam gas proses, panas eksotermik dari oksidasi VOC di ruang pembakaran RTO cukup untuk mempertahankan suhu operasi 800°C tanpa tambahan gas alam. Konsumsi gas alam operasi normal adalah 0 m³/jam — sistem sepenuhnya autotermal selama jam produksi. Biaya gas alam tahunan yang tercatat sebesar 5.116 sepuluh ribu RMB adalah untuk peristiwa start dingin (422 m³/jam selama 3 jam per start-up) dan periode idle (260 m³/jam ketika tidak ada gas yang mengandung VOC tersedia). Efisiensi pemulihan termal >95% dari sistem penyimpanan panas keramik memungkinkan operasi autotermal ini pada tingkat konsentrasi 2.000 mg/Nm³. - ✓
Pemanfaatan Panas Limbah untuk Pendingin Litium Bromida Menghasilkan Penghematan 1,72 Juta RMB/Tahun — 51% dari Total Biaya Operasional Tahunan: Gas buangan RTO yang panas membawa energi termal berkualitas tinggi yang seharusnya dibuang ke atmosfer. Sistem pemulihan panas limbah mengekstrak energi ini untuk menggerakkan pendingin absorpsi litium bromida, menyediakan air dingin untuk pendingin udara fasilitas tersebut. Penghematan tahunan sebesar 1,72 juta RMB/tahun mewakili sekitar 51% dari total biaya operasional sebesar 3,385 juta RMB/tahun, yang secara fundamental mengubah ekonomi RTO dari biaya kepatuhan murni menjadi biaya bersih yang jauh di bawah angka mentah yang diperkirakan. Untuk fasilitas farmasi di wilayah beriklim hangat di mana pendingin udara merupakan biaya fasilitas utama, pemanfaatan panas limbah untuk pendingin litium bromida adalah investasi tambahan dengan pengembalian tertinggi yang dapat dilakukan bersamaan dengan instalasi RTO.
05 — Hasil Operasional
Ringkasan Kinerja Terverifikasi dan Biaya Tahunan

Rincian biaya operasional tahunan (8.400 jam operasi): listrik sebesar 484 kW aktual (0,8 RMB/kWh) sekitar 325 ribu RMB; gas alam untuk start dingin 1.279 m³/jam setara (4 RMB/m³) sekitar 5.116 RMB per start; gas alam untuk operasi normal 0 m³/jam; udara terkompresi 80 m³/jam (16 RMB/jam) sekitar 134 ribu RMB; total sekitar 338,5 ribu RMB per tahun. Setelah dikurangi kredit pemulihan panas limbah sebesar 172 ribu RMB, biaya operasional tahunan bersih sekitar 166,5 ribu RMB — menunjukkan kinerja biaya yang sangat baik untuk sistem pengurangan VOC farmasi 120.000 Nm³/jam dengan efisiensi penghancuran >99%.
06 — Peringatan Implementasi
Pelajaran Teknik Kritis untuk Aplikasi RTO VOC Terhalogenasi Farmasi
- 🚫
Pemantauan LEL pada manifold pengumpul bersifat wajib — ketika konsentrasi VOC mencapai 25% LEL, sistem harus mengaktifkan bypass darurat dan penghentian keselamatan: Manifold pengumpul gas buang farmasi menerima aliran gas dari beberapa bengkel secara bersamaan. Jika tumpahan pelarut atau gangguan proses di bengkel mana pun mengirimkan gumpalan VOC konsentrasi tinggi ke dalam manifold, LEL (Lower Explosive Limit) dapat terlampaui sebelum operator menyadari kejadian tersebut. Manifold harus dilengkapi dengan pemantauan LEL secara terus menerus. Ketika konsentrasi mencapai LEL 25%, sistem kontrol harus: mengaktifkan jalur bypass darurat (mengalihkan gas ke cerobong darurat dan atmosfer daripada ke RTO), mengisolasi sambungan bengkel yang terpengaruh, dan segera memberi tahu operator. Kipas darurat RTO dan jalur bypass harus diuji secara berkala untuk memastikan fungsinya saat dibutuhkan. - ⚠️
Komposisi gas buang yang sangat bervariasi dan fluktuasi konsentrasi VOC yang tinggi memerlukan kontrol suhu sistem yang adaptif: Produksi multi-produk farmasi berarti komposisi dan konsentrasi VOC dapat berubah secara signifikan antar batch produksi. Ketika aliran dengan konsentrasi VOC tinggi tiba di RTO dari beberapa bengkel secara bersamaan, pelepasan panas eksotermik dapat meningkatkan suhu ruang pembakaran secara substansial di atas target 800°C. Sistem kontrol suhu DCS harus merespons dengan mengurangi atau mematikan pembakar dan meningkatkan aliran kipas pendingin untuk menjaga ruang pembakaran dalam kisaran suhu desain. Jika suhu melebihi maksimum desain, lapisan refraktori keramik dapat rusak. Sebaliknya, ketika semua bengkel berada pada beban VOC rendah, pembakar tambahan harus secara otomatis aktif untuk mempertahankan suhu minimum 800°C. Kedua arah manajemen suhu ini harus diuji dan divalidasi selama commissioning. - ⚠️
Ketahanan korosif manifold pengumpul gas mengharuskan konstruksi baja tahan karat secara menyeluruh dan lapisan serpihan serat kaca pada semua permukaan yang bersentuhan dengan aliran proses korosif: Semua manifold pengumpul dari bengkel farmasi harus terbuat dari baja tahan karat yang tahan korosi; semua permukaan yang bersentuhan langsung dengan aliran gas harus dilapisi dengan lapisan epoksi serpihan serat kaca. Ini berlaku dari sambungan pembuangan bengkel individual melalui manifold umum hingga saluran masuk menara pencucian air. Saluran baja karbon galvanis standar yang memadai untuk pengumpulan VOC di industri percetakan atau kimia akan rusak karena korosi dalam beberapa bulan dalam aplikasi farmasi yang menggunakan pelarut penghasil HCl dan aliran proses yang mengandung amina. - ⚠️
Konsentrasi larutan kaustik NaOH harus dipantau dan dijaga secara aktif — kebocoran HCl adalah mode kegagalan kepatuhan pasca-komisioning yang paling umum: Menara pencucian kaustik menghilangkan HCl dari gas pasca-RTO dengan bereaksi dengan NaOH. Saat NaOH dikonsumsi, alkalinitas cairan pencucian menurun. Jika konsentrasi NaOH turun di bawah tingkat efektif minimum sebelum NaOH baru ditambahkan, terobosan HCl dimulai, menyebabkan pelepasan gas asam di cerobong dan korosi cepat pada peralatan hilir. Terapkan pemantauan pH kontinu pada loop resirkulasi pencucian kaustik dengan dosis NaOH otomatis yang diaktifkan ketika pH turun di bawah tingkat target. Tangki penyimpanan NaOH harus memiliki kapasitas yang memadai untuk setidaknya 72 jam operasi pada beban HCl maksimum tanpa pengisian ulang, untuk melindungi dari gangguan pengiriman pemasok. - ⚠️
Setiap rute sintesis farmasi atau pelarut baru harus dinilai kompatibilitasnya dengan rantai RTO lima tahap sebelum produksi dimulai: Rantai proses lima tahap dirancang untuk profil pelarut spesifik di fasilitas ini pada saat perancangan. Jika tim produksi memperkenalkan rute sintesis baru menggunakan pelarut yang berbeda — terutama jika pelarut baru tersebut mengandung unsur yang sebelumnya tidak ada (misalnya fluorin, sulfur, bromin, atau fosfor) — sistem RTO dan pembersihan mungkin tidak dirancang untuk menangani produk pembakaran baru tersebut. Pelarut yang mengandung fluorin menghasilkan HF saat oksidasi, yang memerlukan desain pencucian kaustik yang berbeda dari HCl dari pelarut terklorinasi. Pelarut yang mengandung sulfur menghasilkan SO₂/SO₃ yang memerlukan tahap FGD terpisah. Tinjauan manajemen perubahan formal harus dilakukan sebelum pelarut baru apa pun diperkenalkan ke dalam sistem pengumpulan.
07 — Poin-Poin Penting dari Bidang Teknik
Empat Pelajaran dari Proyek Pengurangan VOC Farmasi Ini
- 1
Pengurangan VOC farmasi bukanlah masalah teknologi tunggal — rantai lima tahap adalah arsitektur minimum yang layak untuk gas buang farmasi multi-produk terhalogenasi. Setiap tahap memiliki fungsi spesifik yang tidak dapat disediakan oleh tahap lain: pencucian air menghilangkan senyawa organik yang larut dalam air dan gas asam dari saluran masuk; RTO tiga bed menghancurkan VOC pada ≥99%; pemulihan panas limbah menghasilkan nilai ekonomi; pencucian kaustik menghilangkan HCl dari saluran keluar; pencucian asam menghilangkan senyawa basa dari saluran keluar. Menghilangkan salah satu tahap akan merusak RTO (menghilangkan pencucian air), menyebabkan ketidakpatuhan cerobong (menghilangkan pencucian kaustik), atau mengurangi kinerja ekonomi (menghilangkan pemulihan panas limbah). Para insinyur yang menentukan RTO untuk aplikasi farmasi yang mengusulkan RTO satu tahap tanpa rantai pra-perlakuan dan pasca-perlakuan mengusulkan sistem yang tidak lengkap dan tidak andal. - 2
Pada konsentrasi VOC 2.000 mg/Nm³ dan pemulihan termal >95%, RTO beroperasi sepenuhnya secara autotermal dalam produksi normal — gas alam hanya dibutuhkan untuk start dingin dan periode idle. Hal ini berdampak transformatif pada ekonomi operasional. Instalasi dengan 8.400 jam operasi per tahun yang mencapai operasi autotermal penuh selama jam produksi akan memiliki biaya gas alam mendekati nol selama jam-jam tersebut. Semua biaya 5.116 RMB per kejadian start dingin dan periode idle dapat dipulihkan dengan menjadwalkan produksi untuk meminimalkan start dingin dan periode idle. Pemanfaatan panas limbah lebih lanjut mengubah energi termal bermutu tinggi dari RTO autotermal menjadi pasokan pendingin yang menghasilkan pendapatan. Biaya operasi bersih setelah kredit panas limbah adalah sekitar 50% dari biaya operasi kotor — sebuah kasus ekonomi yang meyakinkan yang membuat pengurangan VOC farmasi >99% layak secara komersial bahkan untuk produsen farmasi UKM. - 3
Suhu pembakaran RTO 800°C adalah mutlak untuk aplikasi pelarut terhalogenasi — 760°C tidak cukup untuk penghancuran VOC terklorinasi secara sempurna. Spesifikasi RTO standar untuk aplikasi VOC non-halogenasi menggunakan suhu pembakaran 760°C, yang memadai untuk ester, alkohol, dan hidrokarbon. Pelarut terklorinasi (DCM, kloroform, trikloroetilen) memiliki energi aktivasi yang lebih tinggi untuk oksidasi termal dan memerlukan suhu minimal 800°C untuk penghancuran >99,9%. Jika RTO standar 760°C diterapkan pada gas buang farmasi yang mengandung pelarut terklorinasi, efisiensi penghancuran untuk fraksi terklorinasi akan berada di bawah target 99%, menyebabkan kelebihan NMHC pada saluran keluar. Perbedaan suhu 40°C memerlukan spesifikasi refraktori ruang pembakaran yang dapat menahan suhu 800°C secara terus menerus tanpa kelelahan termal, yang mungkin berbeda dari standar 760°C. - 4
Pemanfaatan panas limbah untuk pendingin litium bromida merupakan investasi tambahan dengan pengembalian tertinggi dalam instalasi RTO farmasi — penghematan 1,72 juta RMB/tahun pada sistem senilai 3,385 juta RMB/tahun. Pengembalian investasi pemulihan panas limbah biasanya 1–2 tahun. Setiap perencanaan proyek RTO farmasi yang tidak mencakup evaluasi pemulihan panas limbah berarti melewatkan peluang ekonomi yang besar. Pertanyaan desain kuncinya adalah: berapa beban termal yang tersedia di fasilitas untuk pendinginan atau pemanasan? Dalam lingkungan manufaktur farmasi di mana pendingin udara merupakan biaya utama (zona GMP farmasi memerlukan kontrol suhu dan kelembaban yang tepat), aplikasi pendingin absorpsi biasanya memberikan pengembalian ekonomi terbaik atas investasi panas limbah.
08 — Pertanyaan yang Sering Diajukan
Pengolahan VOC RTO di Industri Farmasi: Sepuluh Pertanyaan Dijawab
Pertanyaan dari para pengelola izin lingkungan, insinyur proses, dan tim EHS di fasilitas manufaktur API dan formulasi farmasi yang merencanakan sistem pengurangan VOC RTO berdasarkan persyaratan EU IED / Keputusan Aktivitas Belanda.
Siap mencapai penghancuran VOC farmasi >99%?
Jelajahi Rangkaian Lengkap Solusi Oksidasi Termal Regeneratif
Dari oksidator termal regeneratif tiga tempat tidur Untuk pengurangan VOC halogenasi di bidang farmasi hingga berbagai solusi pengendalian emisi industri, tim teknik kami menghadirkan sistem yang sesuai dengan EU IED dengan rantai proses farmasi lima tahap yang dibutuhkan oleh aplikasi yang menuntut ini.





















