Case Study · VOC Abatement
How a specialist liquid packaging manufacturer treating 60,000 m³/h of printing press drying off-gas achieved >99% VOC destruction efficiency and continuous 6-year operation without major breakdown — deploying a three-bed regenerative thermal oxidizer (RTO) with ceramic heat storage bed, variable-frequency fan control, LEL concentration monitoring, and DCS-integrated process management adapted for the variable ink formulation and print run conditions of high-speed flexographic printing.
Three-Bed RTO
95%+ Thermal Recovery
Flexographic / Gravure
Variable-Frequency Fan
01 — Industry Background
The Printing Industry’s VOC Challenge: Variable Ink Formulations, Variable Press Speeds, and Highly Flammable Solvent Mixtures
Printed packaging is a major component of consumer products supply chains globally. The printing and packaging industry uses large volumes of solvent-based inks and coatings across high-speed printing processes — flexographic printing for flexible packaging, gravure printing for food packaging, and offset printing for commercial applications. During printing and the immediately following ink drying stage, organic solvents in the ink formulation evaporate and must be captured and treated before discharge to atmosphere.
Printing VOC off-gas has several characteristics that differentiate it from other industrial VOC sources and define the engineering requirements for any abatement system:
- Variable VOC concentration: Ink composition varies by print job (different colours, different substrates, different ink suppliers). The VOC concentration in the drying oven extract varies from job to job and even within a job as colour coverage changes. The treatment system must handle this variability reliably without concentration-driven compliance exceedances or unsafe operating conditions.
- Flammable solvent mixtures: Printing solvents include esters (ethyl acetate, butyl acetate), ketones (MEK, MIBK), alcohols (isopropanol, ethanol), and hydrocarbons (toluene in some legacy applications). At high drying oven temperatures or in improperly ventilated enclosures, these form explosive vapour-air mixtures. LEL (lower explosive limit) monitoring and dilution control are mandatory safety requirements, not optional engineering features.
- High airflow volume at low VOC concentration: Printing presses require large dilution airflows through the drying ovens to maintain solvent vapour concentrations well below the LEL for fire safety. This creates a large volume of low-concentration VOC air that must be treated. The combination of high volume and low concentration makes recovery (condensation or adsorption) less attractive than thermal oxidation for most printing applications.
- Variable flow rate: When printing presses start, stop, change jobs, or change speed, the airflow volume and VOC concentration both change. The treatment system must maintain stable operation and compliance across the full operating envelope including transient conditions.

The enterprise in this case study is a specialist liquid packaging manufacturer producing blow-moulded plastic containers, thin-film packaging products, and flexible packaging containers. Its equipment base includes 8 American blow-moulding lines, 5 automatic printing lines, 1 American gravure printing line, 1 PS film production line (2 streams), 15 paper cup production lines, and 15 PS material production lines. The primary products are liquid packaging three-layer composite films, PVDC five-layer films, heat-shrink films, fresh milk cups, label paper, and PS trays for cold chain packaging, as well as condenser tube products. The printing process generates 60,000 m³/h of VOC-laden off-gas that requires treatment before discharge.
02 — Pollution Profile
Printing Drying Off-Gas: 4,000 mg/Nm³ Total VOCs, Complex Solvent Mixture, Low LEL Threshold
The printing press drying exhaust is collected at 60,000 m³/h (standard conditions) from all active printing lines. The standard volume is 60,000 Nm³/h; the industrial process volume is 68,786 Nm³/h. The gas exits drying ovens at approximately 40°C. Oxygen content is 21% (actual), confirming this is essentially atmospheric air with entrained solvent vapour.
The VOC profile is a complex mixture reflecting the diversity of printing inks used across multiple press types and print jobs. Total non-methane VOCs (NMHC) is approximately 4,000 mg/Nm³ at maximum ink coverage (peak concentration). The individual regulated compounds and their outlet limits under the applicable applicable industry standard for printing industry air pollutants are: benzene ≤1 mg/Nm³; toluene ≤3 mg/Nm³; xylene ≤12 mg/Nm³; non-methane total hydrocarbon (NMHC) ≤50 mg/Nm³. The actual post-treatment VOC outlet concentrations achieved are: benzene 0.1 mg/Nm³; toluene 2 mg/Nm³; xylene 6 mg/Nm³; NMHC 18 mg/Nm³ — all substantially below their respective limits, reflecting the >99% VOC destruction efficiency of the three-bed RTO.
Under EU IED and Dutch Activities Decree (Solvent Emissions Directive framework, now incorporated into IED 2010/75/EU Chapter V), the printing sector is regulated as a surface coating activity with VOC outlet limits set at 20 mg/Nm³ total carbon equivalent for most printing applications, with lower limits applying where hazardous solvents (chlorinated compounds, benzene) are present. The NMHC outlet of 18 mg/Nm³ achieved in this installation is below the 20 mg/Nm³ EU IED limit.
| Parameter | Initial Concentration | Actual Outlet | EU IED / NL Limit |
|---|---|---|---|
| Total VOCs (NMHC) | ≤4,000 mg/Nm³ (peak) | 18 mg/Nm³ | IED 2010/75/EU ≤20 mg/Nm³ |
| Benzene | Present (ink-type dependent) | 0.1 mg/Nm³ | IED ≤1 mg/Nm³ |
| Toluene | Present | 2 mg/Nm³ | IED ≤3 mg/Nm³ |
| Xylene | Present | 6 mg/Nm³ | IED ≤12 mg/Nm³ |
| Standard flow volume | 60,000 Nm³/h | — | — |
| Industrial process volume | 68,786 Nm³/h at 40°C | — | — |
| Off-gas temperature at collection | ≤100°C (RTO inlet design max) | — | — |
| O₂ content | 21% (ambient air with solvent vapour) | — | — |
LEL safety requirement: The printing drying off-gas must be maintained below 25% of the LEL throughout the ducting from oven to RTO at all times. The VOC concentration management system (LEL sensors + variable-frequency fan speed control) maintains the concentration in the safe operating window. The RTO inlet concentration is also monitored to prevent combustion of a near-stoichiometric solvent-air mixture in the RTO ceramic bed before the combustion chamber, which could cause uncontrolled heat release and equipment damage.
03 — RTO Technology and Operating Principle
How Three-Bed RTO Achieves >99% VOC Destruction While Recovering >95% of Combustion Heat
Regenerative Thermal Oxidation (RTO) is the technology of choice for high-volume, low-to-medium-concentration printing VOC applications. The RTO oxidises VOCs to CO₂ and H₂O at temperatures above 760°C:
The characteristic feature of regenerative thermal oxidation (versus direct fired thermal oxidation) is the ceramic heat storage bed that captures the high-temperature combustion gas heat and transfers it to the incoming cool raw gas. This internal heat recovery achieves >95% thermal efficiency — meaning that only <5% of the combustion heat needs to be supplied as supplementary fuel in steady-state operation once the ceramic bed has been pre-heated to operating temperature.
Three-Bed RTO Switching Logic
The three-bed (three-chamber) RTO cycles through three operating modes (A, B, C) in a timed sequence. In each cycle period T:
- One bed is receiving incoming raw gas (“inlet” mode): cool VOC-laden air enters through the pre-heated ceramic bed, picks up heat, and reaches oxidation temperature before entering the combustion chamber.
- One bed is releasing heat to outgoing treated gas (“outlet” mode): hot clean combustion gas from the combustion chamber passes through the cool bed, heating it for the next cycle while the gas cools to stack discharge temperature.
- One bed is being purged (“purge” mode): a small volume of clean treated gas is directed through the bed that was just in inlet mode, purging any residual VOC that might carry over to the outlet without passing through the combustion chamber.
The three-bed design eliminates the VOC “puff emission” at valve switching that would occur in a two-bed RTO, because the third bed serves as a purge chamber. This continuous purging is essential for achieving >99% VOC destruction efficiency across all operating conditions, including during valve switching transitions.

Switching Logic Valve Sequence Table
| Period | Bed A | Bed B | Bed C |
|---|---|---|---|
| T (first) | Inlet | Outlet | Purge |
| 2T (second) | Outlet | Purge | Inlet |
| 3T (third) | Purge | Inlet | Outlet |
The cycle repeats continuously. The purge bed uses a small volume of clean treated gas to sweep residual VOC from the bed before it transitions to outlet mode, preventing VOC breakthrough at valve switching.
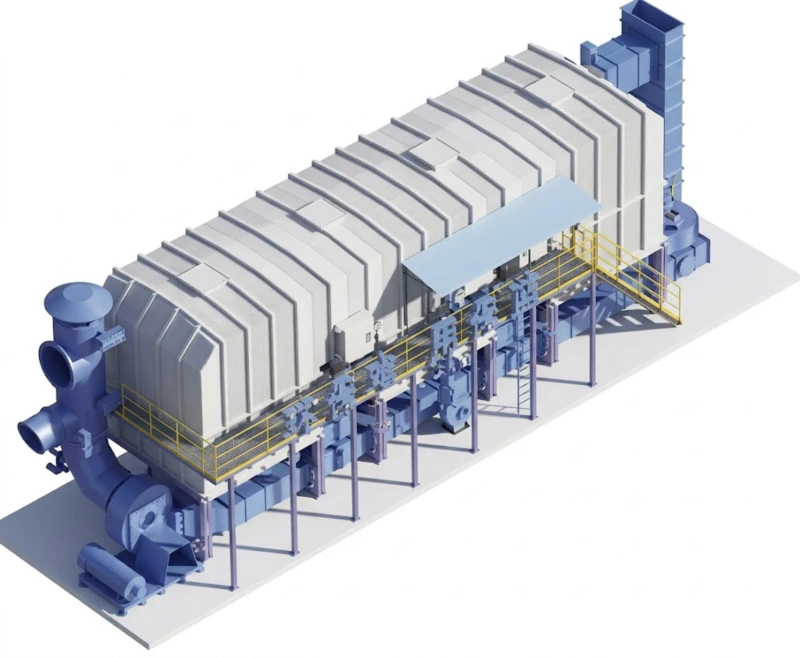
04 — System Specification
Three-Bed RTO Design Parameters and Engineering Features for Variable-Load Printing Applications
The RTO system was designed around five application-specific requirements for the printing industry context: (1) variable-frequency fan capability for flow rate and concentration adjustment; (2) LEL monitoring with concentration feedback control; (3) high temperature and flow monitoring capability; (4) simple and reliable poppet valve switching mechanism (not rotary valve, which has higher maintenance requirements); (5) low fault rate design for the profitability-sensitive printing industry, where treatment system downtime directly affects production output.
Selection Parameters
| Parameter | Specification |
|---|---|
| Treatment flow rate | 60,000 m³/h |
| Inlet VOC temperature | ≤100°C |
| VOC destruction efficiency | >99% |
| Thermal recovery efficiency | >95% |
| Combustion chamber residence time | >1.2 s |
| Oxidation temperature | >760°C |
| Combustor heat output | 2.1 million kcal/h |
| Natural gas (cold start, 3 h) | 240 m³/h (P: 0.03–0.06 MPa) |
| Natural gas (idle operation) | 130 m³/h |
| Cold start natural gas consumption | 650 m³ per cold start event |
| System pressure drop | <3,000 Pa |
| Equipment weight | 127 t |
| Equipment footprint | 23 m × 6.5 m |
Installed Capacity
| Item | Specification |
|---|---|
| RTO main fan | 160 kW (variable frequency) |
| Purge fan | 15 kW |
| Electrical control components | 2 kW |
| Total installed power | 177 kW (at 220 V/380 V, 50 Hz) |
| Natural gas burner | 240 m³/h (P: 0.03–0.05 MPa) |
| Compressed air (pneumatic valves) | 50 m³/h (≥0.6 MPa) |
| Actual electricity consumption | 142.4 kW at 114 h (0.8 RMB/kWh equivalent) |
.webp)
05 — Design Principles
Four Engineering Principles That Define Printing Industry RTO Design
- ✓
Variable-Frequency Fan Control Is Essential, Not Optional, for Printing Applications: Printing presses generate VOC off-gas at varying flow rates and concentrations depending on press speed, print coverage, ink colour, and job transitions. A fixed-speed RTO fan set for maximum flow would operate at oversized flow rates during partial-production periods, wasting fan energy and reducing the gas temperature at the RTO inlet (reducing the available preheat before the combustion chamber, increasing supplementary fuel consumption). Variable-frequency drive (VFD) on the main 160 kW RTO fan allows the system to match actual gas volume at each operating condition, maintaining the combustion chamber temperature and residence time within specification across the full load range while minimising fan energy consumption. - ✓
LEL Monitoring at the Waste Gas Collection Manifold Is a Non-Negotiable Safety Requirement: The total VOC concentration at the drying oven exhaust must be maintained below 25% of the LEL at all times. The waste gas collection manifold is equipped with LEL concentration monitors, temperature monitors, and real-time concentration measurement instruments (high-temperature alarms, new fan real-time flue gas concentration adjustment). The DCS system responds automatically to LEL concentration changes by adjusting the fan speed to dilute the collected gas when concentration approaches the safety threshold. Without this active concentration management, a change in printing speed or ink coverage could create a flammable mixture in the ductwork before the operator is aware. - ✓
Simple Poppet Valve Switching Design Provides Reliability Over the Six-Year Operating Horizon: The treatment system must operate with high uptime because the printing presses operate continuously and the VOC treatment is a legal compliance requirement for continued production. RTO valve design selection is therefore a critical reliability engineering decision. Poppet valve (mushroom valve) switching is specified rather than rotary valve because: poppet valves have a simpler sealing mechanism with fewer moving parts; they are easier to maintain and replace without extended shutdowns; and they provide the simple and reliable valve switching mechanism that minimises fault rate. The 6-year continuous operation without major breakdown documented in the experience summary is in part a result of this valve design choice. - ✓
Waste Heat Utilisation Capability in High-Concentration Operating Periods Significantly Reduces Annual Operating Cost: At medium-to-high VOC concentrations (where the exothermic heat from VOC oxidation contributes significantly to maintaining the combustion chamber temperature), the RTO operates in “auto-thermal” mode: the VOC combustion provides enough heat to maintain the ceramic beds at operating temperature with minimal or zero supplementary natural gas. In high-concentration periods, the RTO can operate with supplementary natural gas consumption approaching zero and can generate surplus heat that can be extracted via steam, hot air, or hot water to provide facility heating or process heat. The balance between supplementary fuel cost and potential waste heat revenue is an important operational economics consideration for printing industry RTO systems.
06 — Operational Results and Equipment Layout
Verified Performance: 99.5% VOC Removal, 20 mg/Nm³ NMHC Online, 6 Years Zero Major Faults
After commissioning stabilisation, the online CEMS monitors consistently show VOC concentration at or below 20 mg/Nm³, meeting the applicable local environmental permit requirement of 40 mg/Nm³ and achieving Grade B enterprise emission classification. Annual VOC reduction is estimated at 1,719.361 tonnes per year. The system has operated for 6 consecutive years without a major breakdown, with daily maintenance limited to simple valve status checks, and online monitoring data continuously in compliance with permit requirements.
Annual operating costs at 7,200 operating hours: electricity at 142.4 kW actual (0.8 RMB/kWh) = approximately 82 ten-thousand RMB/year; natural gas for cold start (3 start events per year at 650 m³/event) = 664 units at 4 RMB/m³ = approximately 0.8 ten-thousand RMB; natural gas during normal operation (5 m³/h at 4 RMB/m³, 7,200 h) = approximately 14.4 ten-thousand RMB; compressed air (50 m³/h at 10 RMB/unit) = approximately 3.6 ten-thousand RMB; total annual operating cost approximately 103.6 ten-thousand RMB. The low natural gas consumption during normal operation (only 5 m³/h steady-state versus 130 m³/h idle and 240 m³/h cold start) reflects the >95% thermal recovery efficiency of the ceramic heat storage beds and the contribution of VOC oxidation heat to maintaining combustion chamber temperature during production periods.
07 — Implementation Cautions
Critical Engineering and Operational Lessons for Printing Industry RTO Applications
- 🚫
LEL concentration management is a life-safety requirement that must be enforced under all production conditions — never bypass the LEL interlock: The VOC concentration in the printing oven exhaust collection ducting must be maintained below 25% LEL at all times. If the concentration approaches the 25% LEL threshold (approximately 6,250 mg/Nm³ for a typical printing solvent mix), the automatic dilution control must increase dilution airflow immediately. Operating with bypassed LEL sensors or disabling the concentration interlock creates an explosion risk in the ductwork and in the RTO system. The LEL monitoring system must be calibrated at the frequency specified by the sensor manufacturer (typically monthly) and must cover all printing press connections, not just the common collection header. - ⚠️
Complex off-gas composition and variable operating conditions require the treatment system to be designed for all operating scenarios including transient conditions: The VOC concentration in printing off-gas varies continuously across the working shift as different print jobs, colours, and ink formulations are used. The RTO must maintain >99% destruction efficiency across the full load range from minimum production (low flow, low VOC concentration) to maximum production (full flow, peak VOC concentration), including during press startups, job changes, and shutdowns. The variable-frequency fan control and the DCS-based adaptive operating mode management are the technical tools that manage these transitions. Verify the RTO performance at minimum, nominal, and maximum load conditions during the commissioning acceptance test before accepting the system. - ⚠️
RTO energy consumption is the largest operating cost item and must be optimised continuously — it directly affects printing enterprise profitability: Printing enterprises operate in a highly competitive market where profitability margins are narrow and the VOC treatment system operating cost is a significant share of total production cost. The 103.6 ten-thousand RMB/year total operating cost for this 60,000 m³/h installation is relatively low because the >95% thermal recovery reduces natural gas consumption to only 5 m³/h in normal operation. Any degradation of the ceramic heat storage bed performance (from dust accumulation, mechanical damage, or thermal cycling fatigue) will increase the supplementary fuel requirement and drive up operating cost. Annual thermal efficiency measurement and ceramic bed inspection must be included in the planned maintenance schedule. - ⚠️
Poppet valve switching timing must be calibrated to the actual gas velocity in the ceramic bed to prevent VOC puff emissions between cycles: The purge cycle timing (the period during which the third bed is swept with clean gas before transitioning to outlet mode) must be long enough to completely displace all residual VOC from the bed channels, but short enough to maintain thermal efficiency. If the purge time is too short, residual VOC in the bed channels will carry over to the outlet during valve switching, generating brief “puff” emission spikes. In installations with variable flow rates (as in printing applications), the purge time must be sufficient for the minimum gas velocity condition (lowest fan speed), not just the nominal design condition. - ⚠️
Ink changes and solvent formulation changes must be communicated to the RTO operator before implementation: Different ink formulations have different solvent compositions and different LEL values. When the printing production team changes to a new ink formulation with different solvent composition, the LEL monitoring system set-points may need to be adjusted. A formal management of change procedure must be established requiring the production manager to notify the RTO operator team before any ink or solvent formulation change, so that the LEL monitoring can be reconfigured if needed before the new solvent enters the collection system.
08 — Frequently Asked Questions
Printing Industry VOC RTO Abatement: Ten Questions Answered
Questions from environmental permit managers, production engineers, and HSE teams at printing, packaging, and surface coating facilities planning RTO VOC abatement systems under EU IED / Dutch Activities Decree requirements.
Ready to Achieve >99% VOC Destruction for Your Printing Facility?
Explore the Full Range of Regenerative Thermal Oxidation Solutions
From three-bed regenerative thermal oxidizers (RTO) for printing industry VOC abatement to the full range of RTO applications in flexographic printing, our engineering team delivers EU IED–compliant solutions with the reliability and variable-load capability that printing enterprises require.





















