مطالعه موردی · کاهش VOC
چگونه یک تولیدکننده جهانی API و واسطههای دارویی، ۱۲۰،۰۰۰ Nm³/h از گازهای خروجی دارویی اسیدی، هالوژنه و بسیار متغیر را با راندمان تخریب ۹۹.۴۱TP3T تصفیه کرد - با استفاده از یک زنجیره فرآیند پنج مرحلهای شستشوی آب + RTO سه بستره + شستشوی کاستیک + شستشوی اسید که به طور خاص برای ترکیب خورنده و بسیار متغیر اگزوز سنتز دارویی چند محصولی مهندسی شده است، با بازیابی گرمای اتلافی که خنککننده لیتیوم بروماید را برای تهویه مطبوع تأسیسات هدایت میکند.
سه خوابه RTO
تصفیه VOC هالوژنه
بازیابی گرمای اتلافی
سنتز چند محصولی
۰۱ — پیشینه صنعت
ترکیبات آلی فرار (VOC) در تولید دارو: پیچیدهترین چالش کنترل انتشار گازهای صنعتی از نظر شیمیایی
تولید مواد شیمیایی دارویی، برخی از پیچیدهترین و چالشبرانگیزترین پروفایلهای انتشار VOC را در تولید صنعتی ایجاد میکند. برخلاف صنایع چاپ یا پوشش که حلالها عمدتاً به استرها، الکلها و هیدروکربنها محدود میشوند، سنتز دارویی از طیف بسیار وسیعتری از حلالها - از جمله حلالهای هالوژنه (دیکلرومتان، کلروفرم، تتراکلرید کربن)، حلالهای بسیار قطبی (DMF، DMSO، NMP)، کتونها، حلالهای اتری و جریانهای حاوی اسید - اغلب به طور همزمان و در ترکیبهای مختلف با تغییر مسیرهای تولید بین سنتز API استفاده میکند.
فشار نظارتی بر انتشار VOC دارویی در اتحادیه اروپا از جمله سختگیرانهترینها برای هر بخش صنعتی است. تأسیسات دارویی مشمول محدودیتهای EU IED 2010/75/EU VOC، نتایج خاص BAT تولید دارویی اتحادیه اروپا و شرایط مجوز هلند هستند که نشاندهنده نزدیکی بسیاری از سایتهای دارویی به مناطق مسکونی است. چالش دوگانه پروفایلهای بسیار پیچیده و به سرعت در حال تغییر حلال همراه با محدودیتهای انتشار فوقالعاده سختگیرانه، کاهش VOC دارویی را به یکی از فنیترین کاربردهای فناوری RTO تبدیل میکند.
شرکت مورد مطالعه در این مطالعه موردی، یک شرکت جهانی تولید API و واسطههای دارویی است که دارای ۵ پارک صنعتی و ۱۴ شرکت تابعه میباشد. کسب و کار اصلی آن شامل مواد اولیه دارویی، فرآوردههای دارویی، واسطههای پزشکی و تجارت الکترونیک در چهار بخش تجاری است. محصولات کلیدی آن شامل مواد مؤثر دارویی مسکن و آرامبخش با سهم قابل توجهی از بازار جهانی است. این مرکز سالانه بیش از ۴۰۰ میلیون واحد از اشکال دارویی جامد، داروهای تزریقی با حجم زیاد و داروهای تزریقی با حجم کم تولید میکند و همکاریهای استراتژیک بلندمدتی را با بیش از ۲۰۰ شرکت دارویی چندملیتی از جمله روش، بایر و فایزر حفظ میکند.

«گاز خروجی سنتز دارویی به طور همزمان حاوی مواد آلی محلول در آب، اجزای گاز اسیدی و حلالهای هالوژنه است - و هر کارگاه جداگانه بسته به اینکه کدام مرحله سنتز در آن روز در حال انجام است، مخلوط متفاوتی را ارائه میدهد. بینش حیاتی طراحی این است که RTO باید از هر دو جزء محلول در آب (که در بسترهای سرامیکی رسوب میکنند) و HCl تولید شده از اکسیداسیون حلال هالوژنه (که باعث خوردگی شدید اسیدی در پایین دست میشود) محافظت شود. زنجیره پنج مرحلهای پیش تصفیه و پس تصفیه در اطراف RTO، جزئی از طراحی نیست - این همان چیزی است که کاربرد RTO دارویی را عملی میکند.»
— خلاصه فنی مهندسی، پروژه تصفیه VOC صنعت داروسازی
۰۲ — مشخصات آلودگی
گازهای خروجی دارویی: تنوع بسیار زیاد، حلالهای هالوژنه، گازهای اسیدی و عدم وجود آروماتیکهای کلاس بنزن
گازهای خروجی از چندین کارگاه تولیدی در سراسر تأسیسات داروسازی سرچشمه میگیرند - تهویه راکتور، خروجی خشککن، عملیات بازیابی حلال و تهویه ناحیه بستهبندی. هر کارگاه بسته به اینکه کدام API یا واسطه در آن روز سنتز میشود، مخلوط VOC متفاوتی تولید میکند. گاز ترکیبی از همه منابع به 120000 نیوتن متر مکعب در ساعت (133186 نیوتن متر مکعب در ساعت در شرایط فرآیند 30 درجه سانتیگراد) میرسد. قدرت فن 250 کیلووات با فشار 5000 پاسکال است؛ قطر مجرای اصلی φ1700 میلیمتر است.
مشخصات VOC چندین ویژگی کلیدی دارد که آن را از گازهای خروجی چاپ یا صنایع شیمیایی متمایز میکند:
- بدون آروماتیکهای کلاس بنزن: برخلاف گازهای خروجی صنعت چاپ یا رنگ، حلالهای سنتز دارویی اساساً حاوی بنزن، تولوئن یا زایلن نیستند. حلالهای اصلی عبارتند از متانول، اتیل استات، اتانول، ایزوپروپانول، استون، اتیل اتر، DMF، دیکلرومتان و دیمتیل سولفوکسید.
- حلالهای هالوژنه موجود: دیکلرومتان و سایر حلالهای کلردار در سنتز دارویی استفاده میشوند. هنگامی که این حلالها در RTO در دمای ۸۰۰ درجه سانتیگراد اکسید میشوند، HCl را به عنوان محصول احتراق تولید میکنند. این HCl باید قبل از تخلیه گاز تصفیه شده، در مرحله شستشوی سوزآور در پاییندست RTO گرفته شود. اگر HCl حذف نشود، باعث خوردگی تمام تجهیزات پاییندست و دودکش میشود.
- ترکیبات آلی محلول در آب و اسیدساز موجود در: برخی از جریانهای فرآیند داروسازی حاوی مواد آلی محلول در آب (DMF، DMSO، متانول) و گاز حاوی اسید (HCl حاصل از مراحل کلرزنی در کارگاههای جداگانه) هستند. این مواد باید قبل از RTO در مرحله شستشوی آب حذف شوند، زیرا مواد آلی محلول در آب در بسترهای سرامیکی RTO رسوب میکنند و باعث انسداد و کاهش عملکرد میشوند و گازهای اسیدی که به RTO منتقل میشوند باعث خوردگی پوشش محفظه احتراق و سطوح مبدل حرارتی میشوند.
- غلظت و ترکیب بسیار متغیر: تولید چند محصولی دارویی به این معنی است که گونهها و غلظت VOC میتواند روزانه یا حتی شیفت به شیفت با تغییر برنامههای تولید تغییر کند. RTO باید راندمان تخریب >99% را در این تنوع حفظ کند. غلظت پایه طراحی NMHC کل تقریباً 2000 میلیگرم بر نیوتن متر مکعب است.
- گازهای خروجی خورنده که نیاز به مواد مقاوم در برابر خوردگی در سراسر: تمام منیفولدهای جمعآوری گاز و تجهیزاتی که در تماس با گاز فرآیند داروسازی هستند باید از فولاد ضد زنگ مقاوم در برابر خوردگی ساخته شوند و تمام سطوح در تماس با گازهای خورنده با پوشش پرک فایبرگلاس پوشانده شوند.
| پارامتر | غلظت اولیه | خروجی واقعی | محدودیت اتحادیه اروپا برای بمبهای کنار جادهای |
|---|---|---|---|
| NMHC (کل ترکیبات آلی فرار) | ۲۰۰۰ میلیگرم بر نیوتن متر مکعب | ۱۲ میلیگرم بر نیوتن متر مکعب | IED ≤20 میلیگرم بر نیوتن متر مکعب |
| بنزن | موجود نیست | — | IED ≤1 میلیگرم بر نیوتن متر مکعب |
| تولوئن | موجود نیست | — | IED ≤3 میلیگرم بر نیوتن متر مکعب |
| زایلن | موجود نیست | — | IED ≤12 میلیگرم بر نیوتن متر مکعب |
| رطوبت (رطوبت) | 40% (زیاد) | — | — |
| حجم استاندارد گاز | ۱۲۰،۰۰۰ نیوتن متر مکعب بر ساعت | — | — |
| حجم گاز فرآیندی | ۱۳۳,۱۸۶ نیوتن متر مکعب بر ساعت در دمای ۳۰ درجه سانتیگراد | — | — |
| کاهش سالانه VOC | ۴۰۸۶ تن در سال | تأیید شده | — |
۰۳ — راهکار درمانی
زنجیره پنج مرحلهای: شستشوی آب → RTO سهمرحلهای → شستشوی کاستیک → شستشوی اسیدی → بازیابی گرمای هدر رفته
زنجیره فرآیند پنج مرحلهای حول دو ویژگی گاز خروجی دارویی طراحی شده است که RTO ساده را به تنهایی ناکافی میکند: وجود مواد آلی محلول در آب و گازهای اسیدی که نیاز به پیشتصفیه قبل از RTO دارند، و تولید HCl از اکسیداسیون حلال هالوژنه که نیاز به پسعملیات پس از RTO دارد. هر مرحله ضروری است؛ هیچ یک را نمیتوان بدون آسیب رساندن به RTO یا ایجاد تجاوز از انتشار دودکش حذف کرد.
مرحله ۱: شستشوی آب (Pre-RTO)
برخی از کارگاههای داروسازی، گازهای خروجی حاوی گازهای تشکیلدهنده اسید (HCl حاصل از مراحل فرآیند کلرزنی) و مواد آلی محلول در آب تولید میکنند. از آنجا که تمام جریانهای خروجی کارگاه قبل از RTO در یک منیفولد جمعآوری واحد ترکیب میشوند، گازهای اسیدی و مواد آلی محلول در آب که از برخی کارگاهها وارد میشوند، وارد RTO شده و باعث خوردگی محفظه احتراق و رسوب در بسترهای سرامیکی میشوند. مرحله شستشوی آب قبل از RTO، این اجزا را با جذب آب حذف میکند و RTO را از حمله شیمیایی و انسداد بستر سرامیکی محافظت میکند. شستشوی آب همچنین به عنوان یک مرحله خنکسازی عمل میکند و دمای گاز و رطوبت را قبل از ورودی RTO کاهش میدهد. برج شستشوی آب بر روی یک حلقه آب در گردش کار میکند. آب شستشوی آلوده به عنوان فاضلاب دارویی تصفیه شده و از طریق سیستم تصفیه فاضلاب تأسیسات دفع میشود.
مرحله 2: RTO سه بستری (اکسیداسیون VOC در دمای ≥800 درجه سانتیگراد)
گاز از پیش شسته شده وارد RTO سه بستره میشود. RTO برای کاربردهای دارویی با دمای محفظه احتراق ≥800 درجه سانتیگراد (بالاتر از استاندارد 760 درجه سانتیگراد برای کاربردهای VOC غیر هالوژنه) مشخص شده است تا اکسیداسیون کامل حلالهای کلردار که به انرژی فعالسازی بالاتری نسبت به هیدروکربنهای استاندارد نیاز دارند، تضمین شود. پارامترهای کلیدی RTO: جریان پردازش 120000 متر مکعب در ساعت؛ دمای ورودی ≤60 درجه سانتیگراد؛ راندمان تخریب >99%؛ راندمان بازیابی حرارتی >95%؛ زمان اقامت >1.2 ثانیه؛ دمای اکسیداسیون >800 درجه سانتیگراد؛ ظرفیت احتراق 2×1.8 میلیون کیلوکالری در ساعت؛ گاز طبیعی در شروع سرد (3 ساعت) 422 متر مکعب در ساعت؛ در حالت سکون 260 متر مکعب در ساعت؛ مصرف در شروع سرد 120 متر مکعب؛ افت فشار سیستم <3000 پاسکال؛ وزن تجهیزات 280 تن؛ مساحت اشغالی 47×20 متر مربع.
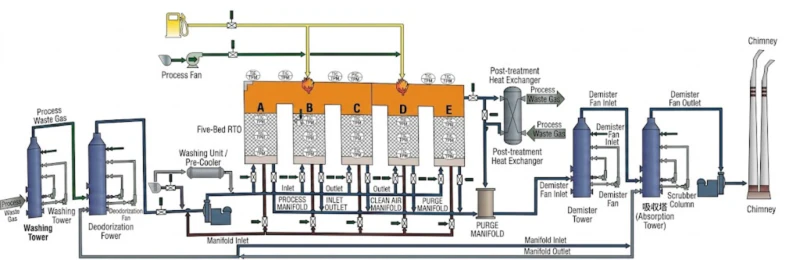
مرحله ۳: شستشوی کاستیک (حذف HCl پس از RTO)
پس از RTO، گاز تصفیهشده حاوی HCl تولید شده توسط اکسیداسیون حرارتی حلالهای هالوژنه (دیکلرومتان + O₂ → CO₂ + H₂O + 2HCl) است. مرحله شستشوی کاستیک، این HCl را با استفاده از محلول هیدروکسید سدیم (NaOH) جذب کرده و آن را در آب شستشو به کلرید سدیم تبدیل میکند. شستشوی کاستیک بسیار مهم است: اگر HCl حذف نشود، باعث خوردگی شدید تمام تجهیزات پاییندستی (از جمله دودکش) میشود، باعث انتشار گازهای اسیدی در دودکش میشود و باعث عدم انطباق با مقررات تخلیه گاز اسیدی میشود. حلقه شستشوی کاستیک باید غلظت NaOH کافی را حفظ کند و با مواد مقاوم در برابر خوردگی در سراسر آن طراحی شود.
مرحله ۴: شستشوی اسیدی (حذف آمونیاک)
برخی از جریانهای فرآیند داروسازی حاوی ترکیبات آمونیاک یا آمین هستند. پس از اکسیداسیون RTO، این ترکیبات اکسیدهای نیتروژن و گونههای آمونیاک باقیمانده را در گاز تصفیه شده تولید میکنند. مرحله شستشوی اسیدی (با استفاده از اسید سولفوریک یا فسفریک رقیق) هرگونه ترکیبات بازی باقیمانده (از جمله آمینها) را که میتوانند باعث ایجاد بو شوند یا باعث تجاوز از حد مجاز در دودکش شوند، جذب میکند. این مرحله همچنین تنظیم نهایی pH را قبل از تخلیه انجام میدهد و تضمین میکند که گاز تصفیه شده الزامات تخلیه خنثی را برآورده میکند.
مرحله ۵: بازیابی گرمای اتلافی به چیلر لیتیوم بروماید
گاز داغ خروجی RTO (قبل از شستشوی کاستیک) انرژی حرارتی قابل توجهی را حمل میکند. یک مبدل حرارتی بازیابی گرمای تلفشده، این گرما را برای تولید آب گرم یا بخار استخراج میکند که یک چیلر جذبی لیتیوم بروماید را به کار میاندازد و آب سرد مورد نیاز سیستم تهویه مطبوع تأسیسات را تأمین میکند. صرفهجویی انرژی سالانه حاصل از این استفاده از گرمای تلفشده تقریباً 1.72 میلیون یوان در سال است - که نشاندهنده جبران قابل توجهی در برابر هزینه عملیاتی سالانه 3.385 میلیون یوان در سال (قبل از اعتبار گرمای تلفشده) است. این بازیابی گرمای تلفشده، RTO را از یک مرکز هزینه انطباق صرف به یک دارایی مدیریت انرژی تأسیسات تبدیل میکند.
کارگاههای داروسازی
حدود ۲۰۰۰ میلیگرم VOC
شستشو
هیدروکلراید + H₂O
≥800 درجه سانتیگراد
>99% VOC
بهبودی
چیلر لیتیوم برماید
شستشو
حذف HCl
شستشو
NH₃ / آمینها
پشته
۱۲ میلیگرم VOC
⭐ تجهیزات جدید در این پروژه. زنجیره ۵ مرحلهای برای VOC دارویی هالوژنه الزامی است؛ هیچ مرحلهای قابل حذف نیست.
پارامترهای کلیدی تجهیزات
| مورد | مشخصات |
|---|---|
| جریان پردازش RTO | ۱۲۰۰۰۰ متر مکعب بر ساعت؛ دمای ورودی ≤۶۰ درجه سانتیگراد؛ اکسیداسیون >۸۰۰ درجه سانتیگراد؛ مساحت اشغالی ۴۷×۲۰ متر مربع |
| فن RTO | ۲۸۰ کیلووات اصلی؛ ۱۱۰ کیلووات ثانویه؛ ۱۱۰ کیلووات اضطراری؛ ۱۸.۵ کیلووات تخلیه |
| فن احتراق RTO | ۳۰ کیلووات |
| پمپهای گردشی برج اسپری | ۲۲×۶ کیلووات |
| سایر تجهیزات | ۵ کیلووات |
| کل توان نصب شده | ۶۸۵.۵ کیلووات (توان عملیاتی واقعی: ۴۸۴ کیلووات) |
| گاز طبیعی (شروع سرد، ۳ ساعت) | ۴۲۲ متر مکعب در ساعت؛ ۱۲۰ متر مکعب در هر شروع سرد |
| گاز طبیعی (در حالت سکون) | ۲۶۰ متر مکعب در ساعت |
| گاز طبیعی (عملیات عادی) | 0 متر مکعب در ساعت (کاملاً خودگرمایی در صورت کافی بودن بار VOC) |
| هوای فشرده (شیرهای پنوماتیک) | ۸۰ متر مکعب بر ساعت (فشار: ۰.۴–۰.۷ مگاپاسکال) |
| ساعات کاری سالانه | ۸۴۰۰ ساعت در سال |
| کل هزینه عملیاتی سالانه | ۳.۳۸۵ میلیون یوان در سال (قبل از کسر اعتبار گرمای تلفشده) |
| صرفهجویی سالانه در مصرف انرژی گرمایی | ۱.۷۲ میلیون یوان در سال (خنککننده چیلر لیتیومبراد) |
04 — مزایای اصلی
چرا این معماری پنج مرحلهای تنها راه حل مناسب برای کاهش VOC هالوژنه دارویی است؟
- ✓
شستشوی آب قبل از RTO برای کاربردهای دارویی چند کارگاهی الزامی است - بدون آن، RTO ظرف چند ماه از کار میافتد: تولید دارو به طور همزمان گازهای اسیدی (HCl حاصل از مراحل فرآیند کلرزنی)، ترکیبات آلی محلول در آب (DMF، متانول، DMSO) و مخلوطهای متغیر از مسیرهای سنتز مختلف تولید میکند. اگر این گازها بدون پیشتصفیه به بستر سرامیکی RTO برسند، مواد آلی محلول در آب در کانالهای سرامیکی رسوب کرده و جریان گاز را مسدود میکنند. گازهای اسیدی باعث خوردگی HCl پوشش محفظه احتراق در نقطهای میشوند که HCl با دمای بالا با سطوح نسوز تماس پیدا میکند و عملکرد حرارتی بستر سرامیکی کاهش مییابد. شستشوی آب قبل از RTO این اجزای مشکلساز را قبل از تماس با RTO حذف میکند و از تجهیزات در برابر خرابی زودرس محافظت میکند. این مرحله پیشتصفیه مختص کاربردهای دارویی است و در کاربردهای RTO چاپ یا صنایع شیمیایی که در آنها گاز خروجی عاری از مواد آلی محلول در آب و گازهای اسیدی است، نیازی به آن نیست. - ✓
شستشوی کاستیک پس از RTO برای HCl تولید شده از اکسیداسیون حلال هالوژنه الزامی است: دیکلرومتان (DCM) و سایر حلالهای کلردار در سنتز دارویی در دمای ≥800 درجه سانتیگراد در RTO به طور کامل اکسید شده و به CO₂، H₂O و HCl تبدیل میشوند. HCl تولید شده در دمای 800 درجه سانتیگراد در محفظه احتراق، در صورت عدم حذف قبل از تخلیه، برای تمام تجهیزات پاییندستی خورنده است. شستشوی سود سوزآور پس از RTO (برج شستشوی NaOH) HCl را جذب کرده و آن را به کلرید سدیم در مایع شستشو تبدیل میکند. بدون شستشوی سود سوزآور، HCl: مبدل حرارتی پاییندستی، پوشش دودکش و ابزارها را در عرض چند هفته میخورد؛ ستون اسید قابل مشاهدهای در دودکش ایجاد میکند که برای تنظیمکنندهها و همسایگان قابل مشاهده است؛ و باعث تجاوز از حد مجاز برای تخلیه گاز اسیدی میشود. این تنها رویکرد مناسب برای هر کاربرد RTO است که جریانهای VOC هالوژنه را تصفیه میکند. - ✓
عملکرد کاملاً خودکار و عادی به این معنی است که هزینه گاز طبیعی در ساعات تولید نزدیک به صفر است: در غلظت ۲۰۰۰ میلیگرم بر نیوتن متر مکعب VOC در گاز فرآیند، گرمای گرمازای حاصل از اکسیداسیون VOC در محفظه احتراق RTO برای حفظ دمای عملیاتی ۸۰۰ درجه سانتیگراد بدون هیچ گونه گاز طبیعی اضافی کافی است. مصرف گاز طبیعی در حالت عادی ۰ متر مکعب بر ساعت است - سیستم در طول ساعات تولید کاملاً خودگرمایی است. هزینه گاز طبیعی سالانه ثبت شده ۵،۱۱۶ ده هزار RMB برای رویدادهای شروع سرد (۴۲۲ متر مکعب بر ساعت به مدت ۳ ساعت در هر راه اندازی) و دورههای بیکاری (۲۶۰ متر مکعب بر ساعت زمانی که هیچ گاز حاوی VOC در دسترس نیست) است. راندمان بازیابی حرارتی >۹۵۱TP۳T سیستم بستر ذخیرهسازی حرارتی سرامیکی، این عملیات خودگرمایی را در سطح غلظت ۲۰۰۰ میلیگرم بر نیوتن متر مکعب امکانپذیر میکند. - ✓
بازیابی گرمای تلفشده برای چیلر لیتیوم بروماید، سالانه ۱.۷۲ میلیون یوان بازیابی میکند - ۵۱۱TP3T از کل هزینه عملیاتی سالانه: گاز داغ خروجی RTO حامل انرژی حرارتی با درجه بالایی است که در غیر این صورت به اتمسفر دفع میشود. سیستم بازیابی گرمای تلف شده این انرژی را برای به کار انداختن یک چیلر جذبی لیتیوم بروماید استخراج میکند و آب سرد مورد نیاز برای تهویه مطبوع تأسیسات را فراهم میکند. صرفهجویی سالانه ۱.۷۲ میلیون RMB در سال تقریباً ۵۱۱TP3T از کل هزینه عملیاتی ۳.۳۸۵ میلیون RMB در سال را نشان میدهد و اساساً اقتصاد RTO را از یک هزینه انطباق صرف به یک هزینه خالص به طور قابل توجهی کمتر از آنچه ارقام خام نشان میدهند، تغییر میدهد. برای تأسیسات دارویی در مناطق آب و هوایی گرم که تهویه مطبوع یک هزینه اصلی تأسیسات است، انتقال گرمای تلف شده به چیلر لیتیوم بروماید، تنها سرمایهگذاری تکمیلی با بالاترین بازده است که میتوان در کنار نصب RTO انجام داد.
۰۵ — نتایج عملیاتی
خلاصه عملکرد تأیید شده و هزینه سالانه

تفکیک هزینههای عملیاتی سالانه (۸۴۰۰ ساعت کارکرد): برق با توان واقعی ۴۸۴ کیلووات (۰.۸ یوان بر کیلووات ساعت) تقریباً ۳۲۵ ده هزار یوان؛ گاز طبیعی برای استارت سرد معادل ۱۲۷۹ متر مکعب بر ساعت (۴ یوان بر متر مکعب) تقریباً ۵۱۱۶ یوان در هر استارت؛ گاز طبیعی با کارکرد عادی ۰ متر مکعب بر ساعت؛ هوای فشرده ۸۰ متر مکعب بر ساعت (۱۶ یوان بر ساعت) تقریباً ۱۳۴ ده هزار یوان؛ در مجموع تقریباً ۳۳۸.۵ ده هزار یوان در سال. پس از کسر اعتبار بازیابی گرمای تلف شده ۱۷۲ ده هزار یوانی، هزینه خالص عملیاتی سالانه تقریباً ۱۶۶.۵ ده هزار یوان است - که نشان دهنده عملکرد هزینه عالی برای یک سیستم کاهش VOC دارویی ۱۲۰۰۰۰ نیوتن متر مکعب بر ساعت با راندمان تخریب >۹۹۱TP3T است.
06 — هشدارهای اجرایی
درسهای مهندسی حیاتی برای کاربردهای RTO هالوژنه دارویی VOC
- 🚫
نظارت بر LEL در منیفولد جمعآوری اجباری است - هنگامی که غلظت VOC به 25% LEL میرسد، سیستم باید بایپس اضطراری و خاموشی ایمنی را فعال کند: منیفولد جمعآوری گازهای خروجی دارویی، جریانهایی را از چندین کارگاه به طور همزمان دریافت میکند. اگر نشت حلال یا اختلال در فرآیند در هر کارگاه، تودهای از VOC با غلظت بالا را به داخل منیفولد بفرستد، LEL میتواند قبل از اینکه اپراتورها از این رویداد مطلع شوند، شکسته شود. منیفولد باید به نظارت مداوم LEL مجهز باشد. هنگامی که غلظت به 25% LEL میرسد، سیستم کنترل باید: مسیر بایپس اضطراری را فعال کند (گاز را به دودکش اضطراری و جو به جای RTO هدایت کند)، اتصال کارگاه آسیبدیده را ایزوله کند و فوراً به اپراتورها هشدار دهد. فن اضطراری RTO و مسیر بایپس باید در فواصل منظم آزمایش شوند تا از عملکرد آنها در صورت نیاز اطمینان حاصل شود. - ⚠️
ترکیب بسیار متغیر گازهای خروجی و نوسانات بالای غلظت VOC نیاز به کنترل دمای تطبیقی سیستم دارد: تولید چند محصولی دارویی به این معنی است که ترکیب و غلظت VOC میتواند بین دستههای تولید به طور قابل توجهی تغییر کند. هنگامی که جریانهای با غلظت بالای VOC به طور همزمان از چندین کارگاه به RTO میرسند، انتشار گرمای گرمازا میتواند دمای محفظه احتراق را به طور قابل توجهی بالاتر از هدف ۸۰۰ درجه سانتیگراد افزایش دهد. سیستم کنترل دمای DCS باید با کاهش یا قطع مشعل و افزایش جریان فن خنککننده برای حفظ محفظه احتراق در محدوده دمای طراحی واکنش نشان دهد. اگر دما از حداکثر طراحی فراتر رود، نسوز بستر سرامیکی میتواند آسیب ببیند. برعکس، هنگامی که همه کارگاهها در بار VOC کم هستند، مشعل تکمیلی باید به طور خودکار فعال شود تا حداقل ۸۰۰ درجه سانتیگراد را حفظ کند. هر دو دستورالعمل مدیریت دما باید در طول راهاندازی آزمایش و اعتبارسنجی شوند. - ⚠️
خوردگی منیفولد جمعآوری گاز مستلزم ساخت فولاد ضد زنگ در سراسر آن و پوشش فیبر شیشهای پرک در تمام سطوح در تماس با جریانهای فرآیند خورنده است: تمام منیفولدهای جمعآوری از کارگاههای داروسازی باید از فولاد ضد زنگ مقاوم در برابر خوردگی ساخته شوند؛ تمام سطوحی که در تماس مستقیم با جریانهای گاز هستند باید دارای پوشش اپوکسی ورقهای از جنس الیاف شیشه باشند. این امر از اتصال اگزوز کارگاههای جداگانه از طریق منیفولد مشترک تا ورودی برج شستشوی آب اعمال میشود. کانالهای گالوانیزه استاندارد از جنس فولاد کربنی که برای جمعآوری VOC در صنایع چاپ یا شیمیایی مناسب هستند، در کاربردهای دارویی که حاوی حلالهای تولیدکننده HCl و جریانهای فرآیندی حاوی آمین هستند، در عرض چند ماه بر اثر خوردگی از بین میروند. - ⚠️
غلظت NaOH محلول شستشو دهنده کاستیک باید به طور فعال پایش و حفظ شود - نشت HCl شایعترین حالت عدم انطباق پس از راهاندازی است: برج شستشوی کاستیک، HCl را از گاز پس از RTO با واکنش با NaOH حذف میکند. با مصرف NaOH، قلیائیت مایع شستشو کاهش مییابد. اگر غلظت NaOH قبل از افزودن NaOH تازه به کمتر از حداقل سطح مؤثر کاهش یابد، نفوذ HCl آغاز میشود و باعث تخلیه گاز اسیدی در دودکش و خوردگی سریع تجهیزات پاییندستی میشود. نظارت مداوم بر pH را بر روی حلقه گردش مجدد شستشوی کاستیک با دوز خودکار NaOH که هنگام کاهش pH به زیر سطح هدف فعال میشود، اجرا کنید. مخزن ذخیرهسازی NaOH باید ظرفیت کافی برای حداقل ۷۲ ساعت کار با حداکثر بار HCl بدون پر کردن مجدد داشته باشد تا از وقفه در تحویل تأمینکننده جلوگیری شود. - ⚠️
هر مسیر سنتز دارویی یا حلال جدید باید قبل از شروع تولید، از نظر سازگاری با زنجیره پنج مرحلهای RTO ارزیابی شود: زنجیره فرآیند پنج مرحلهای در زمان طراحی برای مشخصات خاص حلال در این مرکز طراحی شده بود. اگر تیم تولید مسیر سنتز جدیدی را با استفاده از یک حلال متفاوت معرفی کند - به ویژه اگر حلال جدید حاوی عنصری باشد که قبلاً وجود نداشته است (مثلاً فلوئور، گوگرد، برم یا فسفر) - سیستم RTO و شستشو ممکن است برای مدیریت محصولات احتراق جدید طراحی نشده باشد. حلالهای حاوی فلوئور در اثر اکسیداسیون HF تولید میکنند که نیاز به طراحی شستشوی سوزآور متفاوتی نسبت به HCl از حلالهای کلردار دارد. حلالهای حاوی گوگرد SO₂/SO₃ تولید میکنند که نیاز به یک مرحله FGD جداگانه دارد. قبل از ورود هر حلال جدید به سیستم جمعآوری، باید یک بررسی رسمی مدیریت تغییر انجام شود.
07 - نکات مهندسی
چهار درس از این پروژه کاهش ترکیبات آلی فرار دارویی
- 1
کاهش VOC دارویی یک مشکل تک فناوری نیست - زنجیره پنج مرحلهای حداقل معماری قابل اجرا برای گازهای خروجی دارویی چند محصولی هالوژنه است. هر مرحله عملکرد خاصی را ارائه میدهد که توسط هیچ مرحله دیگری قابل ارائه نیست: شستشوی آب، مواد آلی محلول در آب و گازهای اسیدی را از ورودی حذف میکند؛ RTO سهلایه، VOCها را در دمای ≥99% از بین میبرد؛ بازیابی گرمای تلفشده ارزش اقتصادی ایجاد میکند؛ شستشوی سود سوزآور، HCl را از خروجی حذف میکند؛ شستشوی اسید، ترکیبات بازی را از خروجی حذف میکند. حذف هر مرحله یا به RTO آسیب میرساند (حذف شستشوی آب)، باعث عدم انطباق دودکش (حذف شستشوی سود سوزآور) یا عملکرد اقتصادی را کاهش میدهد (حذف بازیابی گرمای تلفشده). مهندسانی که RTO را برای کاربردهای دارویی مشخص میکنند و RTO تکمرحلهای را بدون زنجیره پیشتصفیه و پستصفیه پیشنهاد میدهند، یک سیستم ناقص و غیرقابل اعتماد را پیشنهاد میدهند. - 2
با غلظت VOC 2000 میلیگرم بر نیوتن متر مکعب و بازیابی حرارتی >95%، RTO در تولید عادی کاملاً خودگرمایی عمل میکند - گاز طبیعی فقط برای شروع در هوای سرد و دورههای بیکاری مورد نیاز است. این امر تأثیر دگرگونکنندهای بر اقتصاد عملیاتی دارد. تأسیساتی با ۸۴۰۰ ساعت کارکرد در سال که در طول ساعات تولید به طور کامل به عملیات خودگرمایی دست مییابد، هزینه گاز طبیعی نزدیک به صفر در طول آن ساعات خواهد داشت. تمام ۵۱۱۶ یوان هزینه هر رویداد شروع سرد و دوره بیکاری با برنامهریزی تولید برای به حداقل رساندن شروع سرد و دوره بیکاری قابل بازیابی است. بازیابی گرمای اتلافی، انرژی حرارتی درجه بالا را از RTO خودگرمایی به یک منبع سرمایش درآمدزا تبدیل میکند. هزینه عملیاتی خالص پس از کسر گرمای اتلافی تقریباً ۵۰۱TP3T از هزینه ناخالص عملیاتی است - یک مورد اقتصادی قانعکننده که کاهش VOC دارویی >۹۹۱TP3T را حتی برای تولیدکنندگان داروسازی کوچک و متوسط از نظر تجاری مقرون به صرفه میکند. - 3
دمای احتراق RTO با دمای ۸۰۰ درجه سانتیگراد برای کاربردهای حلالهای هالوژنه غیرقابل مذاکره است - ۷۶۰ درجه سانتیگراد برای تخریب کامل VOC کلردار کافی نیست. مشخصات استاندارد RTO برای کاربردهای VOC غیر هالوژنه از دمای احتراق 760 درجه سانتیگراد استفاده میکند که برای استرها، الکلها و هیدروکربنها کافی است. حلالهای کلردار (DCM، کلروفرم، تری کلرواتیلن) انرژی فعالسازی بالاتری برای اکسیداسیون حرارتی دارند و برای تخریب بیش از 99.9% به دمای حداقل 800 درجه سانتیگراد نیاز دارند. اگر یک RTO استاندارد 760 درجه سانتیگراد برای گازهای خروجی دارویی حاوی حلالهای کلردار اعمال شود، راندمان تخریب برای بخش کلردار کمتر از هدف 99% خواهد بود و باعث تجاوز از خروجی NMHC میشود. اختلاف دمای 40 درجه سانتیگراد نیاز به مشخصات نسوز محفظه احتراق دارد که بتواند 800 درجه سانتیگراد را به طور مداوم بدون خستگی حرارتی تحمل کند، که ممکن است با استاندارد 760 درجه سانتیگراد متفاوت باشد. - 4
انتقال گرمای تلفشده به چیلر لیتیوم بروماید، پربازدهترین سرمایهگذاری تکمیلی در نصب RTO دارویی است - ۱.۷۲ میلیون یوان در سال صرفهجویی در سیستمی با هزینه ۳.۳۸۵ میلیون یوان در سال. بازگشت سرمایه در بازیابی گرمای تلف شده معمولاً ۱ تا ۲ سال است. هرگونه برنامهریزی برای پروژههای RTO دارویی که شامل ارزیابی بازیابی گرمای تلف شده نباشد، یک فرصت اقتصادی بزرگ را بدون ارزیابی باقی میگذارد. سوال کلیدی طراحی این است: چه بار حرارتی در تأسیسات برای سرمایش یا گرمایش موجود است؟ در یک محیط تولید داروسازی که تهویه مطبوع هزینه اصلی است (مناطق GMP دارویی نیاز به کنترل دقیق دما و رطوبت دارند)، استفاده از چیلر جذبی معمولاً بهترین بازگشت اقتصادی را برای سرمایهگذاری در گرمای تلف شده فراهم میکند.
08 — سوالات متداول
تصفیه RTO با VOC در صنعت داروسازی: پاسخ به ده سوال
سوالاتی از مدیران مجوزهای زیستمحیطی، مهندسان فرآیند و تیمهای EHS در مراکز تولید API و فرمولاسیون دارویی که سیستمهای کاهش RTO VOC را تحت الزامات EU IED / Dutch Activities Command برنامهریزی میکنند.
آمادهی دستیابی به هدف نابودی ترکیبات آلی فرار دارویی >99% هستید؟
طیف کاملی از راهکارهای اکسیداسیون حرارتی احیاکننده را بررسی کنید
از اکسیدکنندههای حرارتی احیاکننده سه بستری برای کاهش VOC هالوژنه دارویی در طیف کاملی از راهکارهای کنترل انتشار صنعتی، تیم مهندسی ما سیستمهای سازگار با استانداردهای EU IED را با زنجیره فرآیند دارویی پنج مرحلهای که این کاربرد دشوار به آن نیاز دارد، ارائه میدهد.





















