Case Study · VOC Abatement
How a global pharmaceutical API and intermediates manufacturer treated 120,000 Nm³/h of highly variable, halogenated, acidic pharmaceutical production off-gas to 99.4% VOC destruction efficiency — using a five-stage water wash + three-bed RTO + caustic wash + acid wash process chain specifically engineered for the corrosive, highly variable composition of multi-product pharmaceutical synthesis exhaust, with waste heat recovery driving lithium bromide cooling for facility air conditioning.
Three-Bed RTO
Halogenated VOC Treatment
Waste Heat Recovery
Multi-Product Synthesis
01 — Industry Background
Pharmaceutical Production VOC: The Most Chemically Complex Industrial Emission Control Challenge
Pharmaceutical chemical production generates some of the most complex and challenging VOC emission profiles in industrial manufacturing. Unlike printing or coating industries where solvents are largely limited to esters, alcohols, and hydrocarbons, pharmaceutical synthesis uses a much wider range of solvents — including halogenated solvents (dichloromethane, chloroform, carbon tetrachloride), highly polar solvents (DMF, DMSO, NMP), ketones, ether solvents, and acid-containing streams — often simultaneously and in varying combinations as production switches between API synthesis routes.
The regulatory pressure on pharmaceutical VOC emissions in the EU is among the most stringent for any industrial sector. Pharmaceutical facilities are subject to EU IED 2010/75/EU VOC limits, specific EU pharmaceutical manufacturing BAT conclusions, and Dutch permit conditions that reflect the proximity of many pharmaceutical sites to residential areas. The dual challenge of highly complex, rapidly changing solvent profiles combined with exceptionally strict emission limits makes pharmaceutical VOC abatement one of the most technically demanding applications for RTO technology.
The enterprise in this case study is a global pharmaceutical API and intermediates production company, with 5 industrial parks and 14 subsidiary companies. Its main business includes pharmaceutical raw materials, medical preparations, medical intermediates, and e-commerce across four business sectors. Key products include analgesic and sedative active pharmaceutical ingredients with significant global market share. The facility produces over 400 million units of solid dosage forms, large-volume injectables, and small-volume injectables annually, maintaining long-term strategic partnerships with over 200 multinational pharmaceutical companies including Roche, Bayer, and Pfizer.

“Pharmaceutical synthesis off-gas contains water-soluble organics, acid gas components, and halogenated solvents simultaneously — with each individual workshop contributing a different mixture depending on which synthesis step is running that day. The critical design insight is that the RTO must be protected from both the water-soluble components (which would deposit in the ceramic beds) and the HCl generated from halogenated solvent oxidation (which would cause severe acid corrosion downstream). The five-stage pre-treatment and post-treatment chain around the RTO is not peripheral to the design — it is what makes pharmaceutical RTO application viable.”
— Engineering Technical Summary, Pharmaceutical Industry VOC Treatment Project
02 — Pollution Profile
Pharmaceutical Off-Gas: Extreme Variability, Halogenated Solvents, Acid Gases, and No Benzene-Class Aromatics
The off-gas originates from multiple production workshops across the pharmaceutical facility — reactor venting, dryer exhaust, solvent recovery operations, and packaging area ventilation. Each workshop contributes a different VOC mixture depending on which API or intermediate is being synthesised that day. The combined gas from all sources reaches 120,000 Nm³/h (133,186 Nm³/h at process conditions of 30°C). Fan power is 250 kW with 5,000 Pa pressure; main duct diameter φ1,700 mm.
The VOC profile has several key characteristics that differentiate it from printing or chemical industry off-gas:
- No benzene-class aromatics: Unlike printing or paint industry off-gas, pharmaceutical synthesis solvents contain essentially no benzene, toluene, or xylene. The primary solvents are methanol, ethyl acetate, ethanol, isopropanol, acetone, ethyl ether, DMF, dichloromethane, and dimethyl sulfoxide.
- Halogenated solvents present: Dichloromethane and other chlorinated solvents are used in pharmaceutical synthesis. When these are oxidised in the RTO at 800°C, they generate HCl as a combustion product. This HCl must be captured in a caustic wash stage downstream of the RTO before the treated gas can be discharged. If HCl is not removed, it will corrode all downstream equipment and the stack.
- Water-soluble organics and acid-forming compounds present: Some pharmaceutical process streams contain water-soluble organics (DMF, DMSO, methanol) and acid-containing gas (HCl from chlorination steps at individual workshops). These must be removed in a water wash stage before the RTO, because water-soluble organics would deposit in the RTO ceramic beds causing blockage and performance degradation, and acid gases carried into the RTO would cause corrosion of the combustion chamber lining and heat exchanger surfaces.
- Highly variable concentration and composition: Pharmaceutical multi-product manufacturing means the VOC species and concentration can change daily or even shift-by-shift as production schedules change. The RTO must maintain >99% destruction efficiency across this variability. Total NMHC is approximately 2,000 mg/Nm³ as the design basis concentration.
- Corrosive off-gas requiring corrosion-resistant materials throughout: All gas collection manifolds and equipment in contact with the pharmaceutical process gas must be constructed from corrosion-resistant stainless steel, with glass fibre flake lining on all surfaces in contact with corrosive gases.
| Parameter | Initial Concentration | Actual Outlet | EU IED Limit |
|---|---|---|---|
| NMHC (total VOCs) | 2,000 mg/Nm³ | 12 mg/Nm³ | IED ≤20 mg/Nm³ |
| Benzene | Not present | — | IED ≤1 mg/Nm³ |
| Toluene | Not present | — | IED ≤3 mg/Nm³ |
| Xylene | Not present | — | IED ≤12 mg/Nm³ |
| Humidity (moisture) | 40% (high) | — | — |
| Standard gas volume | 120,000 Nm³/h | — | — |
| Process gas volume | 133,186 Nm³/h at 30°C | — | — |
| Annual VOC reduction | ~4,086 tonnes/year | Verified | — |
03 — Treatment Solution
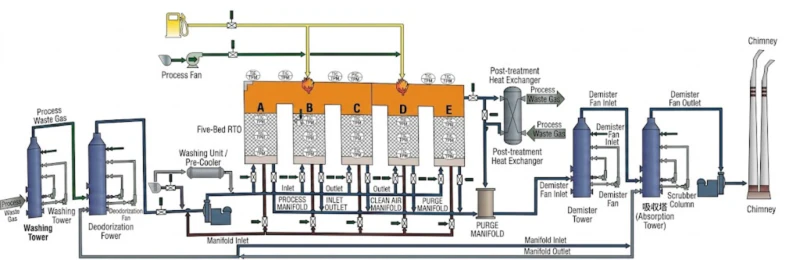
Five-Stage Chain: Water Wash → Three-Bed RTO → Caustic Wash → Acid Wash → Waste Heat Recovery
The five-stage process chain was designed around the two pharmaceutical off-gas characteristics that make simple RTO alone insufficient: the presence of water-soluble organics and acid gases requiring pre-treatment before the RTO, and the generation of HCl from halogenated solvent oxidation requiring post-treatment after the RTO. Each stage is necessary; none can be omitted without either damaging the RTO or causing stack emission exceedances.
Stage 1: Water Wash (Pre-RTO)
Some workshops at the pharmaceutical facility generate off-gas containing acid-forming gases (HCl from chlorination process steps) and water-soluble organics. Because all workshop exhaust streams are combined into a single collection manifold before the RTO, acid gases and water-soluble organics carried in from certain workshops would enter the RTO and cause corrosion of the combustion chamber and deposition in the ceramic beds. The pre-RTO water wash stage removes these components by water absorption, protecting the RTO from chemical attack and ceramic bed blockage. The water wash also acts as a quench stage, reducing gas temperature and moisture content before the RTO inlet. The water wash tower operates on a circulating water loop; the contaminated wash water is treated as pharmaceutical wastewater and disposed of through the facility’s wastewater treatment system.
Stage 2: Three-Bed RTO (VOC Oxidation at ≥800°C)
The pre-washed gas enters the three-bed RTO. The RTO is specified for pharmaceutical applications with ≥800°C combustion chamber temperature (higher than the standard 760°C for non-halogenated VOC applications) to ensure complete oxidation of the chlorinated solvents, which have higher activation energy requirements than standard hydrocarbons. Key RTO parameters: processing flow 120,000 m³/h; inlet temperature ≤60°C; destruction efficiency >99%; thermal recovery efficiency >95%; residence time >1.2 s; oxidation temperature >800°C; combustor rating 2×1.8 million kcal/h; natural gas at cold start (3 h) 422 m³/h; at idle operation 260 m³/h; cold start consumption 120 m³; system pressure drop <3,000 Pa; equipment weight 280 t; footprint 47×20 m.
Stage 3: Caustic Wash (Post-RTO HCl Removal)
After the RTO, the treated gas contains HCl generated by the thermal oxidation of the halogenated solvents (dichloromethane + O₂ → CO₂ + H₂O + 2HCl). The caustic wash stage absorbs this HCl using sodium hydroxide (NaOH) solution, converting it to sodium chloride in the wash water. The caustic wash is critical: if HCl is not removed, it will cause severe corrosion of all downstream equipment (including the stack), create acidic plume emissions at the stack, and cause permit non-compliance for acid gas discharge. The caustic wash loop must maintain an adequate NaOH concentration and be designed with corrosion-resistant materials throughout.
Stage 4: Acid Wash (Ammonia Slip Removal)
Some pharmaceutical process streams contain ammonia or amine-bearing compounds. After the RTO oxidation, these generate nitrogen oxides and residual ammonia species in the treated gas. The acid wash stage (using dilute sulfuric or phosphoric acid) captures any residual basic compounds (including amines) that could cause odour complaints or permit exceedances at the stack. This stage also provides a final pH adjustment before discharge, ensuring the treated gas meets the neutral discharge requirement.
Stage 5: Waste Heat Recovery to Lithium Bromide Chiller
The hot RTO outlet gas (before the caustic wash) carries significant thermal energy. A waste heat recovery heat exchanger extracts this heat to generate hot water or steam that drives a lithium bromide absorption chiller, providing chilled water for the facility’s air conditioning system. The annual energy saving from this waste heat utilisation is approximately 1.72 million RMB/year — representing a significant offset against the annual operating cost of 3.385 million RMB/year (before waste heat credit). This waste heat recovery transforms the RTO from a pure compliance cost centre into a facility energy management asset.
Pharma Workshops
~2,000 mg VOC
Wash
HCl + H₂O
≥800°C
>99% VOC
Recovery
LiBr Chiller
Wash
HCl removal
Wash
NH₃ / amines
Stack
12 mg VOC
⭐ New equipment in this project. The 5-stage chain is mandatory for halogenated pharmaceutical VOC; no stage can be omitted.
Key Equipment Parameters
| Item | Specification |
|---|---|
| RTO processing flow | 120,000 m³/h; inlet temp ≤60°C; oxidation >800°C; 47×20 m footprint |
| RTO fan | 280 kW main; 110 kW secondary; 110 kW emergency; 18.5 kW purge |
| RTO ignition fan | 30 kW |
| Spray tower circulating pumps | 22×6 kW |
| Other equipment | 5 kW |
| Total installed power | 685.5 kW (actual running: 484 kW) |
| Natural gas (cold start, 3 h) | 422 m³/h; 120 m³ per cold start event |
| Natural gas (idle operation) | 260 m³/h |
| Natural gas (normal operation) | 0 m³/h (fully autothermal when VOC load is sufficient) |
| Compressed air (pneumatic valves) | 80 m³/h (P: 0.4–0.7 MPa) |
| Annual operating hours | 8,400 h/year |
| Annual total operating cost | 3.385 million RMB/year (before waste heat credit) |
| Annual waste heat savings | 1.72 million RMB/year (LiBr chiller cooling) |
04 — Core Advantages
Why This Five-Stage Architecture Is the Only Viable Solution for Pharmaceutical Halogenated VOC Abatement
- ✓
Pre-RTO Water Wash Is Mandatory for Multi-Workshop Pharmaceutical Applications — Without It, the RTO Fails Within Months: Pharmaceutical production generates acid gases (HCl from chlorination process steps), water-soluble organic compounds (DMF, methanol, DMSO), and variable mixtures from different synthesis routes simultaneously. If these reach the RTO ceramic bed without pre-treatment, water-soluble organics deposit in the ceramic channels and block gas flow, acid gases cause HCl corrosion of the combustion chamber lining at the point where high-temperature HCl contacts refractory surfaces, and the ceramic bed thermal performance degrades. The pre-RTO water wash removes these problematic components before they contact the RTO, protecting the equipment from premature failure. This pre-treatment stage is specific to the pharmaceutical application and is not needed in printing or chemical industry RTO applications where the off-gas is free of water-soluble organics and acid gases. - ✓
Post-RTO Caustic Wash Is Mandatory for HCl Generated from Halogenated Solvent Oxidation: Dichloromethane (DCM) and other chlorinated solvents in pharmaceutical synthesis are completely oxidised in the RTO at ≥800°C to CO₂, H₂O, and HCl. The HCl generated at 800°C in the combustion chamber is corrosive to all downstream equipment if it is not removed before discharge. The post-RTO caustic wash (NaOH scrubbing tower) captures the HCl, converting it to sodium chloride in the wash liquor. Without the caustic wash, the HCl would: corrode the downstream heat exchanger, stack lining, and instruments within weeks; create visible acid plume at the stack visible to regulators and neighbours; and cause permit exceedances for acid gas discharge. This is the only viable approach for any RTO application treating halogenated VOC streams. - ✓
Fully Autothermal Normal Operation Means Natural Gas Cost Is Near Zero During Production Hours: At 2,000 mg/Nm³ VOC concentration in the process gas, the exothermic heat from VOC oxidation in the RTO combustion chamber is sufficient to maintain the 800°C operating temperature without any supplementary natural gas. The normal operation natural gas consumption is 0 m³/h — the system is fully autothermal during production hours. The documented annual natural gas cost of 5,116 ten-thousand RMB is for cold start events (422 m³/h for 3 hours per start-up) and idle periods (260 m³/h when no VOC-laden gas is available). The >95% thermal recovery efficiency of the ceramic heat storage bed system makes this autothermal operation possible at the 2,000 mg/Nm³ concentration level. - ✓
Waste Heat Recovery to Lithium Bromide Chiller Recovers 1.72 Million RMB/Year — 51% of Total Annual Operating Cost: The hot RTO outlet gas carries high-grade thermal energy that would otherwise be rejected to the atmosphere. The waste heat recovery system extracts this energy to drive a lithium bromide absorption chiller, providing chilled water for the facility’s air conditioning. The annual saving of 1.72 million RMB/year represents approximately 51% of the 3.385 million RMB/year total operating cost, fundamentally changing the economics of the RTO from a pure compliance cost to a net cost significantly below what the raw figures would suggest. For pharmaceutical facilities in warm-climate regions where air conditioning is a major facility cost, waste heat to lithium bromide chiller is the single highest-return supplementary investment that can be made alongside an RTO installation.
05 — Operational Results
Verified Performance and Annual Cost Summary

Annual operating cost breakdown (8,400 operating hours): electricity at 484 kW actual (0.8 RMB/kWh) approximately 325 ten-thousand RMB; natural gas for cold starts 1,279 m³/h equivalent (4 RMB/m³) approximately 5,116 RMB per start; normal operation natural gas 0 m³/h; compressed air 80 m³/h (16 RMB/h) approximately 134 ten-thousand RMB; total approximately 338.5 ten-thousand RMB per year. After deducting the 172 ten-thousand RMB waste heat recovery credit, the net annual operating cost is approximately 166.5 ten-thousand RMB — representing excellent cost performance for a 120,000 Nm³/h pharmaceutical VOC abatement system at >99% destruction efficiency.
06 — Implementation Cautions
Critical Engineering Lessons for Pharmaceutical Halogenated VOC RTO Applications
- 🚫
LEL monitoring at the collection manifold is mandatory — when VOC concentration reaches 25% LEL, the system must activate emergency bypass and safety shutdown: The pharmaceutical off-gas collection manifold receives streams from multiple workshops simultaneously. If a solvent spill or process upset at any individual workshop sends a high-concentration VOC plume into the manifold, the LEL can be breached before operators are aware of the event. The manifold must be equipped with continuous LEL monitoring. When concentration reaches 25% LEL, the control system must: activate the emergency bypass route (diverting gas to the emergency chimney and atmosphere rather than the RTO), isolate the affected workshop connection, and alert operators immediately. The RTO emergency fan and bypass route must be tested at regular intervals to ensure they are functional when needed. - ⚠️
Highly variable off-gas composition and high VOC concentration fluctuations require adaptive system temperature control: Pharmaceutical multi-product manufacturing means the VOC composition and concentration can change significantly between production batches. When high-VOC-concentration streams arrive at the RTO from several workshops simultaneously, the exothermic heat release can raise the combustion chamber temperature substantially above the 800°C target. The DCS temperature control system must respond by reducing or cutting off the burner and increasing the cooling fan flow to maintain the combustion chamber within the design temperature range. If the temperature exceeds the design maximum, the ceramic bed refractory can be damaged. Conversely, when all workshops are at low VOC load, the supplementary burner must automatically activate to maintain the minimum 800°C. Both temperature management directions must be tested and validated during commissioning. - ⚠️
Gas collection manifold corrosiveness requires stainless steel construction throughout and glass fibre flake lining on all surfaces in contact with the corrosive process streams: All collection manifolds from pharmaceutical workshops must be constructed from corrosion-resistant stainless steel; all surfaces in direct contact with the gas streams must have glass fibre flake epoxy lining applied. This applies from the individual workshop exhaust connection through the common manifold to the water wash tower inlet. Standard carbon steel galvanised ductwork that would be adequate for printing or chemical industry VOC collection will fail by corrosion within months in pharmaceutical applications carrying HCl-generating solvents and amine-bearing process streams. - ⚠️
Caustic wash NaOH concentration must be actively monitored and maintained — HCl breakthrough is the most common post-commissioning compliance failure mode: The caustic wash tower removes HCl from the post-RTO gas by reacting with NaOH. As the NaOH is consumed, the alkalinity of the wash liquor decreases. If the NaOH concentration drops below the minimum effective level before fresh NaOH is added, HCl breakthrough begins, causing acid gas discharge at the stack and rapid corrosion of downstream equipment. Implement continuous pH monitoring on the caustic wash recirculation loop with automatic NaOH dosing activated when pH falls below the target level. The NaOH storage tank must have adequate capacity for at least 72 hours of operation at maximum HCl load without refilling, to protect against supplier delivery interruptions. - ⚠️
Any new pharmaceutical synthesis route or solvent must be assessed for compatibility with the five-stage RTO chain before production begins: The five-stage process chain was designed for the specific solvent profile at this facility at the time of design. If the production team introduces a new synthesis route using a different solvent — particularly if the new solvent contains an element not previously present (e.g. fluorine, sulfur, bromine, or phosphorus) — the RTO and scrubbing system may not be designed to handle the new combustion products. Fluorine-containing solvents generate HF on oxidation, which requires a different caustic wash design than HCl from chlorinated solvents. Sulfur-containing solvents generate SO₂/SO₃ requiring a separate FGD stage. A formal management of change review must be performed before any new solvent is introduced into the collection system.
07 — Engineering Takeaways
Four Lessons from This Pharmaceutical VOC Abatement Project
- 1
Pharmaceutical VOC abatement is not a single-technology problem — the five-stage chain is the minimum viable architecture for halogenated multi-product pharmaceutical off-gas. Every stage serves a specific function that cannot be provided by any other stage: water wash removes water-soluble organics and acid gases from the inlet; three-bed RTO destroys VOCs at ≥99%; waste heat recovery generates economic value; caustic wash removes HCl from the outlet; acid wash removes basic compounds from the outlet. Omitting any one stage either damages the RTO (omitting water wash), causes stack non-compliance (omitting caustic wash), or reduces economic performance (omitting waste heat recovery). Engineers specifying RTO for pharmaceutical applications who propose a single-stage RTO without the pre-treatment and post-treatment chain are proposing an incomplete and unreliable system. - 2
At 2,000 mg/Nm³ VOC concentration and >95% thermal recovery, the RTO operates fully autothermal in normal production — natural gas is only needed for cold starts and idle periods. This has a transformative effect on the operating economics. An installation with 8,400 operating hours per year that achieves fully autothermal operation during production hours will have near-zero natural gas cost during those hours. All of the 5,116 RMB per cold start event and idle period costs are recoverable by scheduling production to minimise cold starts and idle periods. The waste heat recovery further converts the high-grade thermal energy from the autothermal RTO into a revenue-generating chilling supply. The net operating cost after waste heat credit is approximately 50% of the gross operating cost — a compelling economic case that makes >99% pharmaceutical VOC abatement commercially viable even for SME pharmaceutical manufacturers. - 3
800°C RTO combustion temperature is non-negotiable for halogenated solvent applications — 760°C is insufficient for complete chlorinated VOC destruction. Standard RTO specifications for non-halogenated VOC applications use 760°C combustion temperature, which is adequate for esters, alcohols, and hydrocarbons. Chlorinated solvents (DCM, chloroform, trichloroethylene) have higher activation energies for thermal oxidation and require temperatures of at least 800°C for >99.9% destruction. If a standard 760°C RTO is applied to pharmaceutical off-gas containing chlorinated solvents, the destruction efficiency for the chlorinated fraction will be below the 99% target, causing NMHC outlet exceedances. The 40°C temperature difference requires a combustion chamber refractory specification that can sustain 800°C continuously without thermal fatigue, which may differ from the 760°C standard. - 4
Waste heat to lithium bromide chiller is the highest-return supplementary investment in a pharmaceutical RTO installation — 1.72 million RMB/year saving on a 3.385 million RMB/year system. The payback on the waste heat recovery investment is typically 1–2 years. Any pharmaceutical RTO project scoping exercise that does not include a waste heat recovery evaluation is leaving a major economic opportunity unassessed. The key design question is: what thermal load is available at the facility for chilling or heating? In a pharmaceutical manufacturing environment where air conditioning is a major cost (pharmaceutical GMP zones require precise temperature and humidity control), the absorption chiller application typically provides the best economic return on the waste heat investment.
08 — Frequently Asked Questions
Pharmaceutical Industry VOC RTO Treatment: Ten Questions Answered
Questions from environmental permit managers, process engineers, and EHS teams at pharmaceutical API and formulation manufacturing facilities planning RTO VOC abatement systems under EU IED / Dutch Activities Decree requirements.
Ready to Achieve >99% Pharmaceutical VOC Destruction?
Explore the Full Range of Regenerative Thermal Oxidation Solutions
From three-bed regenerative thermal oxidizers for pharmaceutical halogenated VOC abatement to the full range of industrial emission control solutions, our engineering team delivers EU IED–compliant systems with the five-stage pharmaceutical process chain that this demanding application requires.





















